
Experimental Investigation of High-Viscosity Conductive Pastes and the Optimization of 3D Printing Parameters

Abstract
:1. Introduction
2. Materials and Methods
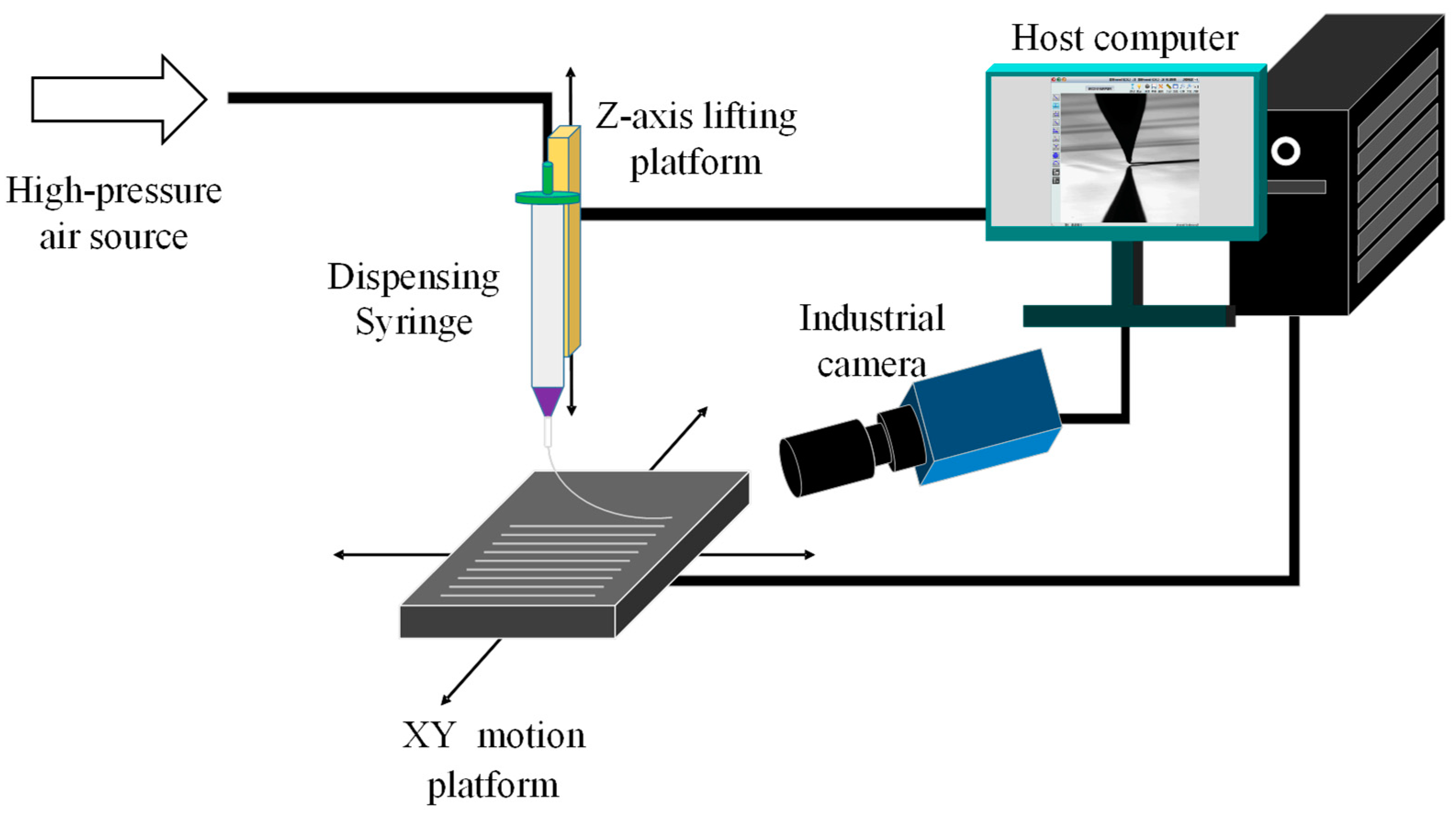
2.1. Device Platform Introduction
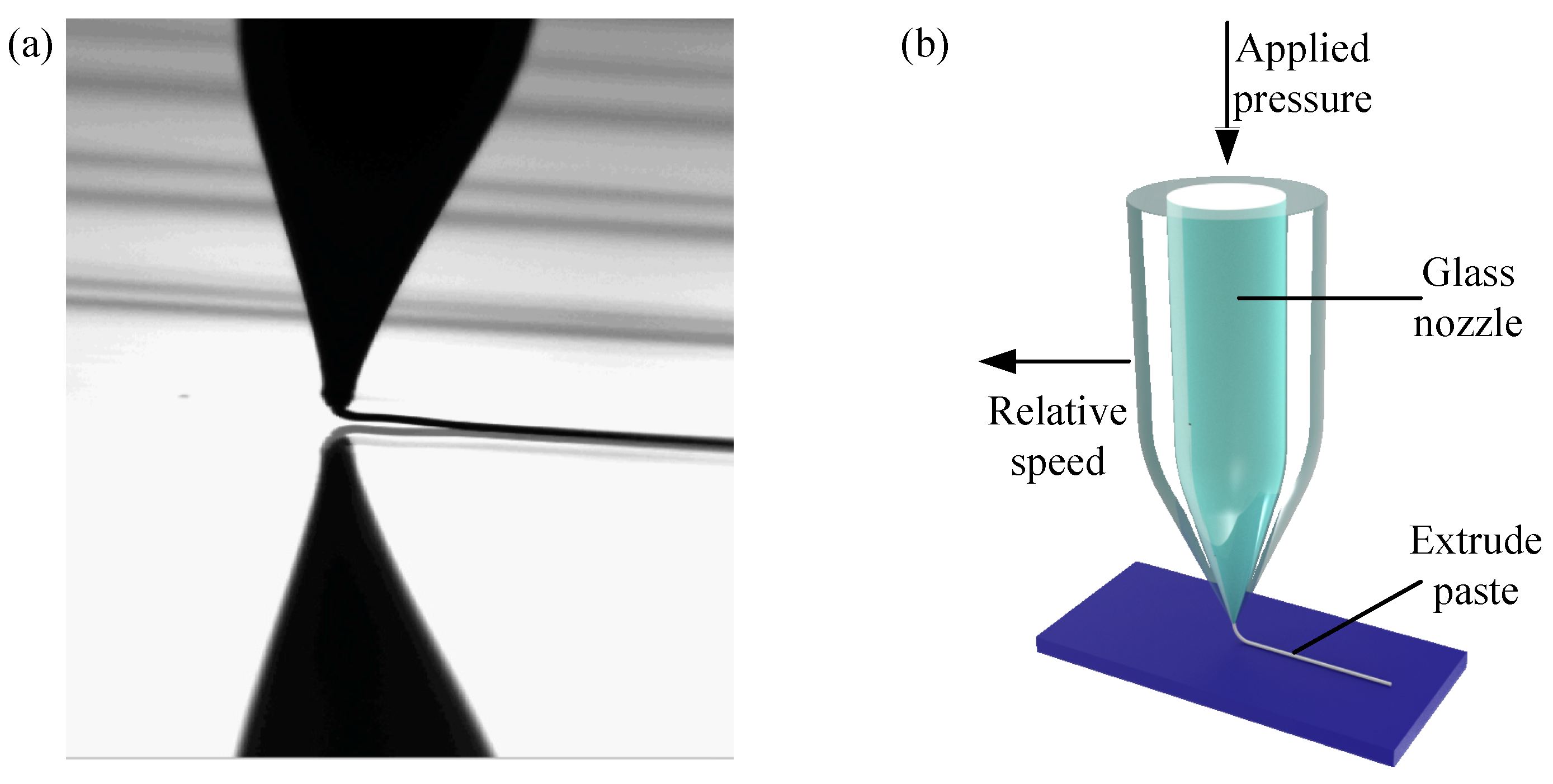
2.2. Printing Glass Nozzle Preparation
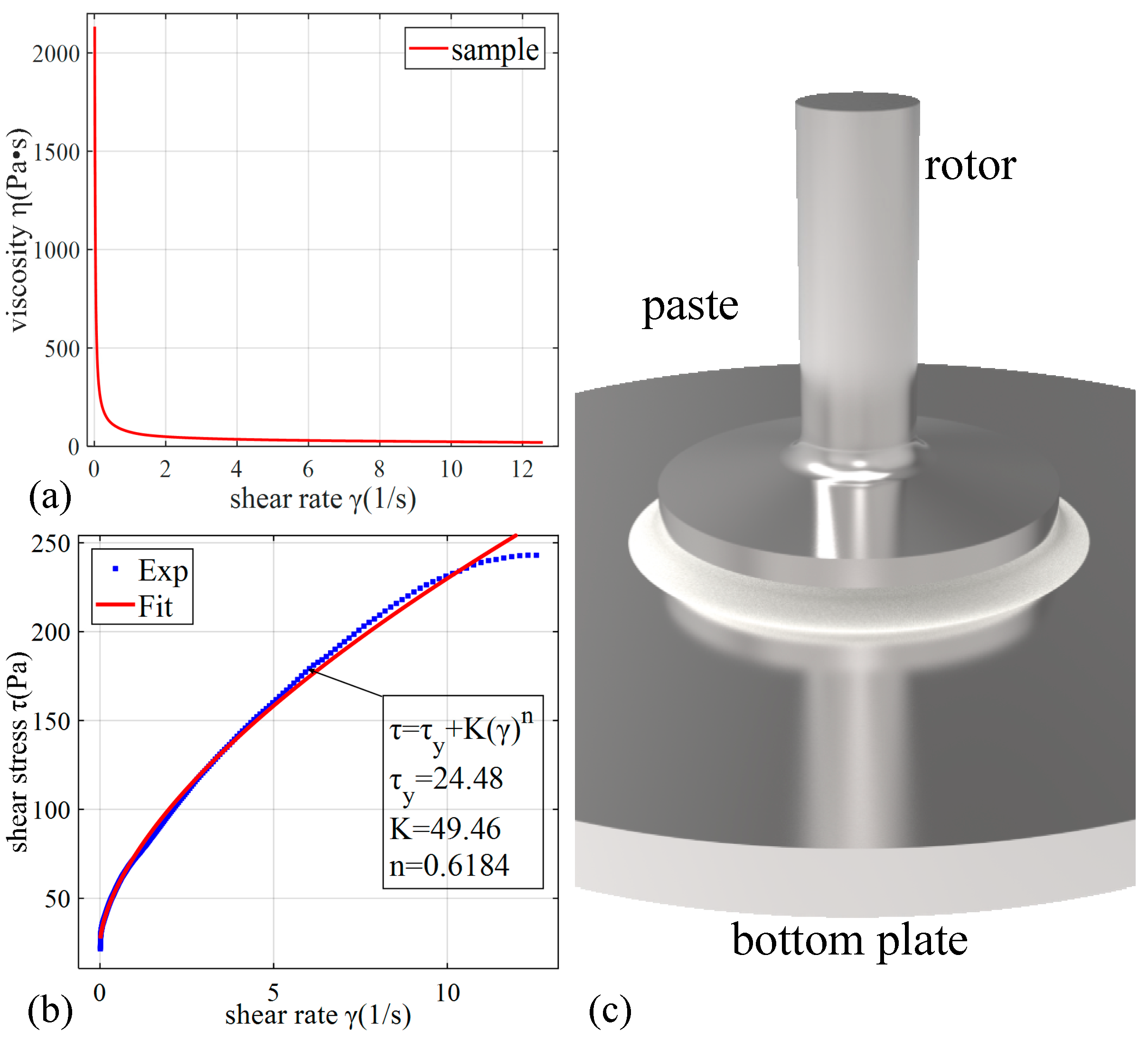
2.3. Rheological Properties of the Conductive Paste
3. Results and Discussion
3.1. Printing Orthogonal Experimental Designs
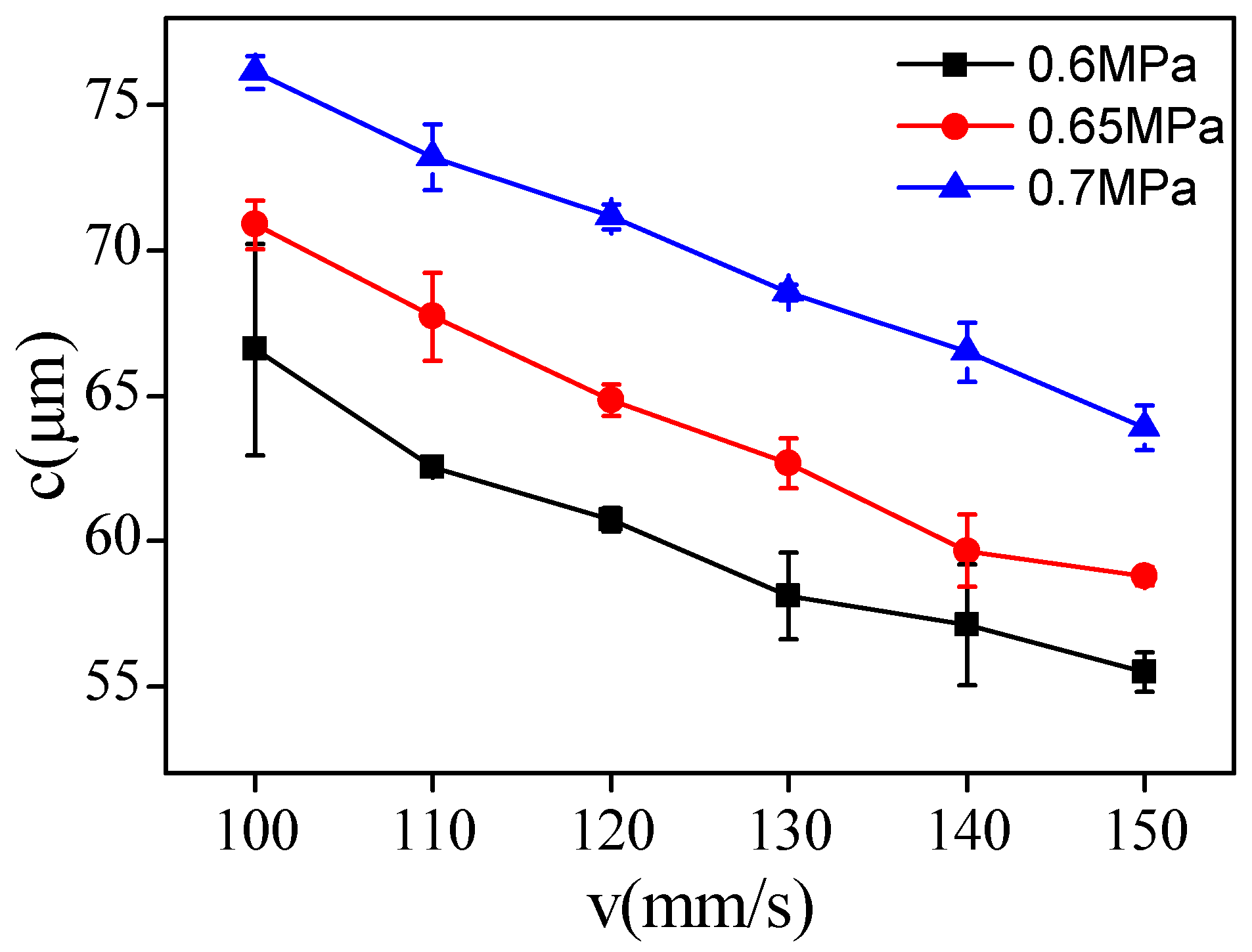
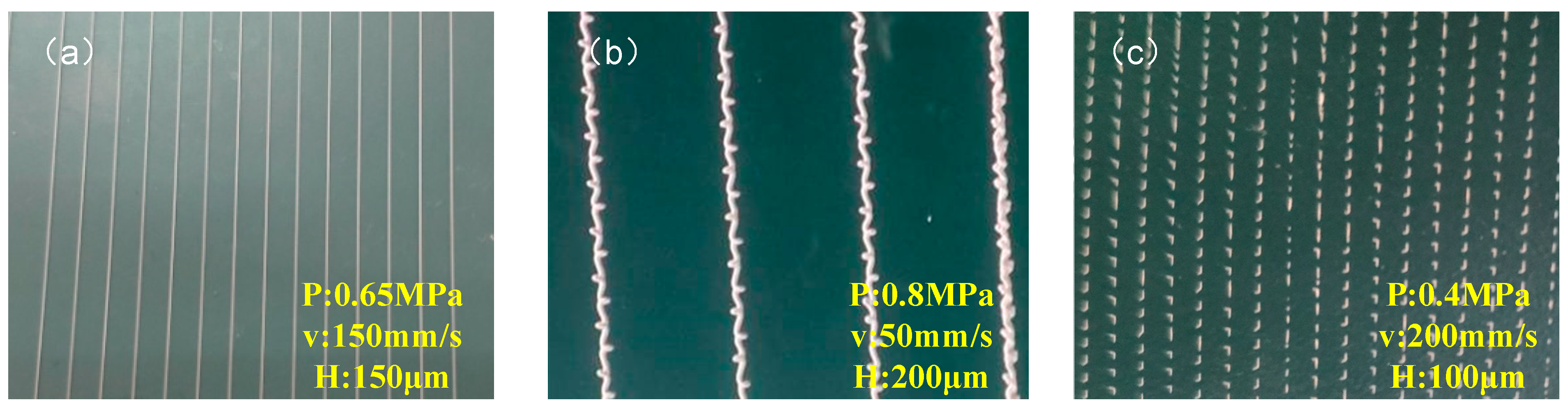
3.2. Single-Factor Experiments
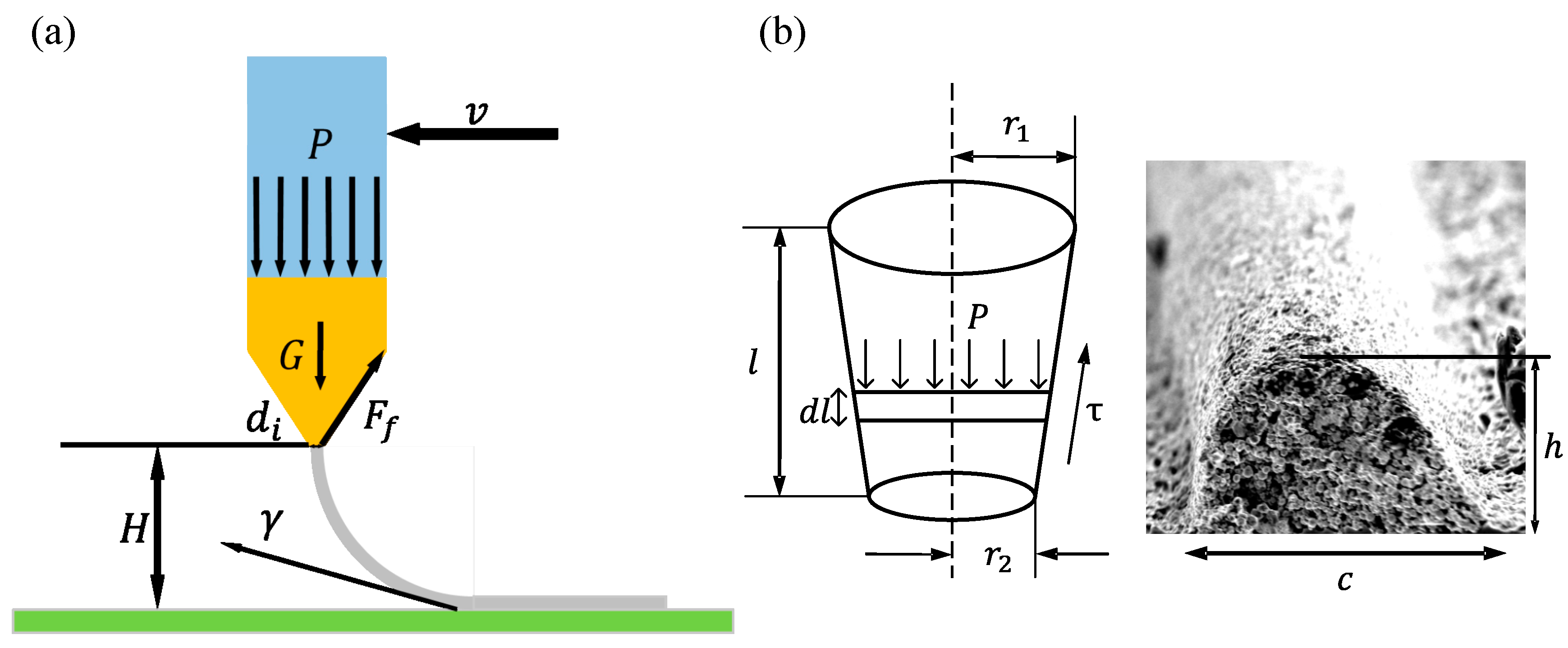
3.3. Extrusion Prediction Formula
3.4. Error Analysis of the Predicted Line Width and the Experimental Results
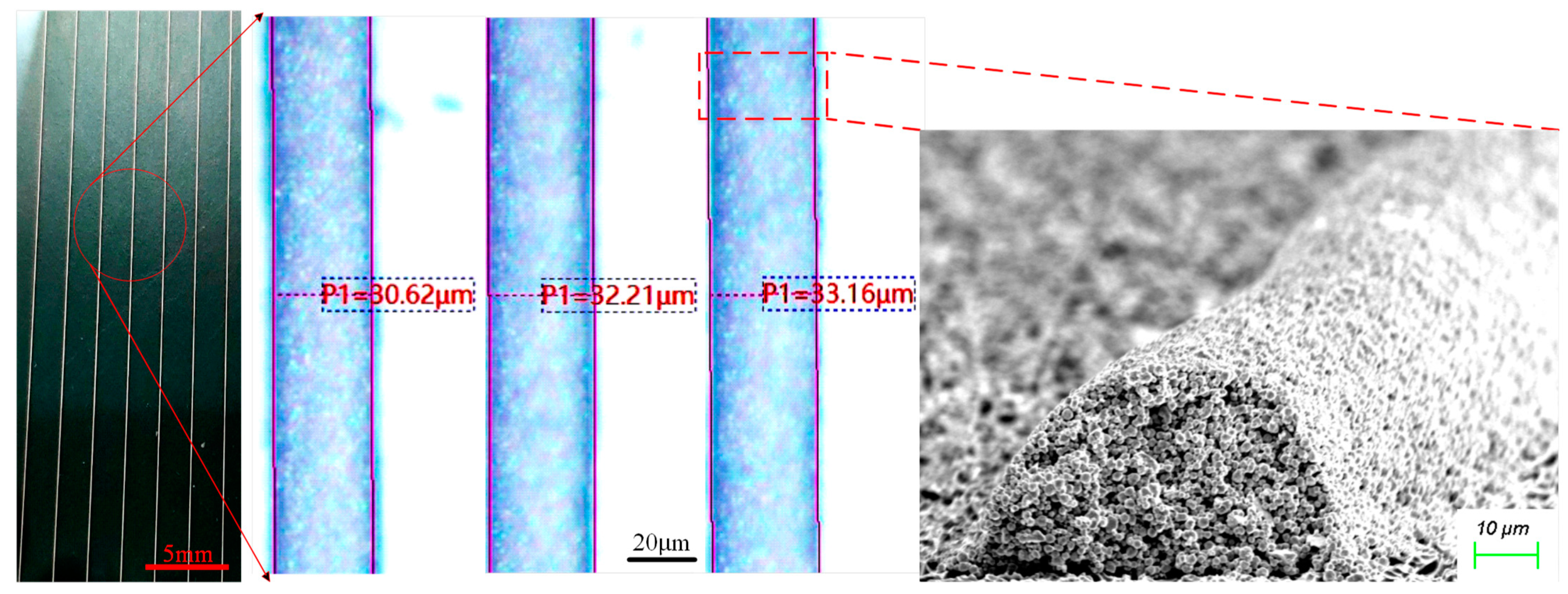
3.5. Printing Optimal Parameter Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B

Appendix C
References
- Çiftpınar, H.E.; Stodolny, M.K.; Wu, Y.; Janssen, G.J.M.; Löffler, J.; Schmitz, J.; Lenes, M.; Luchies, J.; Geerligs, L.J. Study of screen printed metallization for polysilicon based passivating contacts. Energy Procedia 2017, 124, 851–861. [Google Scholar] [CrossRef]
- Tomotoshi, D.; Kawasaki, H. Surface and Interface Designs in Copper-Based Conductive Inks for Printed/Flexible Electronics. Nanomaterials 2020, 10, 1689. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Zhang, G.; Huang, H.; Qian, L.; Liu, X.; Lan, H. The self-induced electric-field-driven jet printing for fabricating ultrafine silver grid transparent electrode. Virtual Phys. Prototyp. 2021, 16, 113–123. [Google Scholar] [CrossRef]
- Benedek, C.; Krammer, O.; Janoczki, M.; Jakab, L. Solder Paste Scooping Detection by Multilevel Visual Inspection of Printed Circuit Boards. IEEE Trans. Ind. Electron. 2013, 60, 2318–2331. [Google Scholar] [CrossRef]
- Jung, K.; Min, K.D.; Lee, C.; Park, B.; Jeong, H.; Koo, J.; Lee, B.; Jung, S. Effect of epoxy content in Ag nanoparticle paste on the bonding strength of MLCC packages. Appl. Surf. Sci. 2019, 495, 143487. [Google Scholar] [CrossRef]
- Xie, X.; Guo, R.; Yang, B.; Li, H.; Yang, F.; Shen, B. Stencil-printed electrodes without current collectors and inactive additives on textiles for in-plane microsupercapacitors. J. Mater. Chem. A 2021, 9, 25042–25050. [Google Scholar] [CrossRef]
- Zhou, C.; Qi, Y.; Zhang, S.; Niu, W.; Tang, B. Rapid fabrication of vivid noniridescent structural colors on fabrics with robust structural stability by screen printing. Dye. Pigment. 2020, 176, 108226. [Google Scholar] [CrossRef]
- Ju, M.; Mallem, K.; Dutta, S.; Balaji, N.; Oh, D.; Cho, E.C.; Cho, Y.H.; Kim, Y.; Yi, J. Influence of small size pyramid texturing on contact shading loss and performance analysis of ag-screen printed mono crystalline silicon solar cells. Mater. Ence Semicond. Process. 2018, 85, 68–75. [Google Scholar] [CrossRef]
- Tepner, S.; Wengenmeyr, N.; Ney, L.; Linse, M.; Clement, F. Improving wall slip behavior of silver pastes on screen emulsions for fine line screen printing. Sol. Energy Mater. Sol. Cells 2019, 200, 109969. [Google Scholar] [CrossRef]
- Tepner, S.; Ney, L.; Linse, M.; Lorenz, A.; Pospischil, M.; Masuri, K.; Clement, F. Screen pattern simulation for an improved front-side Ag-electrode metallization of Si-solar cells. Prog. Photovolt. Res. Appl. 2020, 28, 1054–1062. [Google Scholar] [CrossRef]
- Tepner, S.; Wengenmeyr, N.; Linse, M.; Lorenz, A.; Pospischil, M.; Clement, F. The Link between Ag-Paste Rheology and Screen-Printed Solar Cell Metallization. Adv. Mater. Technol. 2020, 5, 2000654. [Google Scholar] [CrossRef]
- Sridhar, R.; Lakshminarayanan, R.; Madhaiyan, K.; Barathi, V.A.; Lim, K.H.C.; Ramakrishna, S. Electrosprayed nanoparticles and electrospun nanofibers based on natural materials: Applications in tissue regeneration, drug delivery and pharmaceuticals. Chem. Soc. Rev. 2015, 46, 790–814. [Google Scholar] [CrossRef]
- Wang, S.; Mei, X.; Cao, J.; Sun, D.; Wang, S. The preparation of graphene/polyethylene oxide/sodium dodecyl sulfate composite humidity sensor via electrohydrodynamic direct-writing. J. Phys. D Appl. Phys. 2019, 52, 175307. [Google Scholar] [CrossRef]
- Laucher, C.; Hamon, G.; Turala, A.; Volatier, M.; Darnon, M.; Aimez, V.; Jaouad, A. Self-powered light-induced plating for III-V/Ge triple-junction solar cell metallization. Energy Sci. Eng. 2020, 8, 3672–3681. [Google Scholar] [CrossRef]
- Gengenbach, U.; Ungerer, M.; Koker, L.; Reichert, K.; Stiller, P.; Huang, C.; Hagenmeyer, V. Automated fabrication of multi-layer printed electronic circuits using a novel vector ink-jet printing process control and surface mounting of discrete components. Ifac-Pap. 2019, 52, 609–614. [Google Scholar] [CrossRef]
- Xia, Z.; Gao, P.; Sun, T.; Wu, H.; Tan, Y. Buried MoO x/Ag Electrode Enables High-Efficiency Organic/Silicon Heterojunction Solar Cells with a High Fill Factor. Acs. Appl. Mater. Inter. 2018, 10, 13767–13773. [Google Scholar] [CrossRef]
- Cano-Raya, C.; Denchev, Z.Z.; Cruz, S.F.; Viana, J.C. Chemistry of solid metal-based inks and pastes for printed electronics—A review. Appl. Mater. Today 2019, 15, 416–430. [Google Scholar] [CrossRef]
- Mette, A.; Richter, P.L.; Hörteis, M.; Glunz, S.W. Metal aerosol jet printing for solar cell metallization. Prog. Photovolt: Res. Appl. 2007, 15, 621–627. [Google Scholar] [CrossRef]
- Rau, D.A.; Forgiarini, M.; Williams, C.B. Hybridizing Direct Ink Write and mask-projection Vat Photopolymerization to enable additive manufacturing of high viscosity photopolymer resins. Addit. Manuf. 2021, 42, 101996. [Google Scholar] [CrossRef]
- Gerdes, B.; Jehle, M.; Lass, N.; Riegger, L.; Spribille, A.; Linse, M.; Clement, F.; Zengerle, R.; Koltay, P. Front side metallization of silicon solar cells by direct printing of molten metal. Sol. Energy Mater. Sol. Cells 2018, 180, 83–90. [Google Scholar] [CrossRef]
- Beutel, M.; Lewis, A.; Prondzinski, M.; Selbmann, F.; Richter, P.; Bamberg, F.; Raschtschepkin, P.; Krause, A.; Koch, C.; Hentsche, M.; et al. Fine line metallization by coextrusion technology for next generation solar cells. Sol. Energ. Mat. Sol. C 2014, 131, 64–71. [Google Scholar] [CrossRef]
- Richter, L.P.; Fischer, G.; Sylla, L.; Hentsche, M.; Steckemetz, S.; Müller, M.; Cobb, C.L.; Solberg, S.E.; Rao, R.; Elrod, S.; et al. Progress in fine-line metallization by co-extrusion printing on cast monosilicon PERC solar cells. Sol. Energ. Mat. Sol. C 2015, 142, 18–23. [Google Scholar] [CrossRef]
- Pospischil, M.; Klawitter, M.; Kuchler, M.; Jahn, M.; Efinger, R.; Schwarz, R.; Wende, L.; König, M.; Clement, F.; Biro, D. High Speed Dispensing with Novel 6” Print Head. Energy Procedia 2016, 98, 61–65. [Google Scholar] [CrossRef]
- Erath, D.; Pospischil, M.; Keding, R.; Jahn, M.; Clement, F. Comparison of innovative metallization approaches for silicon heterojunction solar cells. Energy Procedia 2017, 124, 869–874. [Google Scholar] [CrossRef]
- Pospischil, M.; Riebe, T.; Jimenez, A.; Kuchler, M.; Tepner, S.; Geipel, T.; Ourinson, D.; Fellmeth, T.; Breitenbücher, M.; Buck, T.; et al. Applications of parallel dispensing in PV metallization. AIP Conf. Proc. 2019, 2156, 020005. [Google Scholar] [CrossRef]
- Mueller, S.; Llewellin, E.W.; Mader, H.M. The rheology of suspensions of solid particles. Proc. Royal Soc. A Math. Phys. Eng. Sci. 2010, 466, 1201–1228. [Google Scholar] [CrossRef]
- Derby, B. Inkjet printing of functional and structural materials: Fluid property requirements, feature stability, and resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Jang, D.; Kim, D.; Moon, J. Influence of Fluid Physical Properties on Ink-Jet Printability. Langmuir 2009, 25, 2629–2635. [Google Scholar] [CrossRef]
- Lenk, R.S. Polymer Rheology; 1978. [Google Scholar] [CrossRef]
- Kamino, B.A.; Paviet-Salomon, B.; Moon, S.; Badel, N.; Levrat, J.; Christmann, G.; Walter, A.; Faes, A.; Ding, L.; Diaz Leon, J.J.; et al. Low-Temperature Screen-Printed Metallization for the Scale-Up of Two-Terminal Perovskite–Silicon Tandems. ACS Appl. Energy Mater. 2019, 2, 3815–3821. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat | Pull | Velocity | Delay | Pressure | Diameter |
|---|---|---|---|---|---|
| 531 °C | 100 | 5 | 100 | 250 | 56 ± 5 μm |
| Shear Rate | (Pa) | ||
|---|---|---|---|
| 49.46 | 0.6184 | 24.48 |
| Level | Factor | ||
|---|---|---|---|
| Feed Pressure P/MPa | Print Height H/μm | Substrate Moving Speed v/(mm/s) | |
| 1 | 0.6 | 100 | 50 |
| 2 | 0.7 | 150 | 100 |
| 3 | 0.8 | 200 | 150 |
| Test Number | P | H | v | Blank Column | Line Width c/μm |
|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 80.82 |
| 2 | 1 | 2 | 2 | 2 | 53.93 |
| 3 | 1 | 3 | 3 | 3 | 48.59 |
| 4 | 2 | 1 | 2 | 3 | 70.30 |
| 5 | 2 | 2 | 3 | 1 | 59.83 |
| 6 | 2 | 3 | 1 | 2 | 67.24 |
| 7 | 3 | 1 | 3 | 2 | 65.33 |
| 8 | 3 | 2 | 1 | 3 | 100.74 |
| 9 | 3 | 3 | 2 | 1 | 74.87 |
| Line Width C | |||
|---|---|---|---|
| P | H | v | |
| 183.34 | 216.45 | 248.80 | |
| 197.37 | 214.50 | 199.11 | |
| 240.93 | 190.70 | 173.75 | |
| 61.11 | 72.15 | 82.93 | |
| 65.79 | 71.50 | 66.37 | |
| 80.31 | 63.57 | 57.92 | |
| 19.20 | 8.58 | 25.02 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Wu, S.; Wang, Z.; Chen, Y.; You, H. Experimental Investigation of High-Viscosity Conductive Pastes and the Optimization of 3D Printing Parameters. Appl. Sci. 2023, 13, 2389. https://doi.org/10.3390/app13042389
Zhang J, Wu S, Wang Z, Chen Y, You H. Experimental Investigation of High-Viscosity Conductive Pastes and the Optimization of 3D Printing Parameters. Applied Sciences. 2023; 13(4):2389. https://doi.org/10.3390/app13042389
Chicago/Turabian StyleZhang, Jinyu, Shixiong Wu, Zedong Wang, Yuanfen Chen, and Hui You. 2023. "Experimental Investigation of High-Viscosity Conductive Pastes and the Optimization of 3D Printing Parameters" Applied Sciences 13, no. 4: 2389. https://doi.org/10.3390/app13042389