
Study on the Localization of Defects in Typical Steel Butt Welds Considering the Effect of Residual Stress

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Theoretical Analysis
3. Simulation Analysis of Thermal Force–Magnetic Coupling under a Three-Dimensional Geomagnetic Field
3.1. Force–Magnetic Coupling Relationship
3.2. Force–Magnetic Coupling Finite Element Simulation
3.3. Simulation Results of Force–Magnetic Coupling
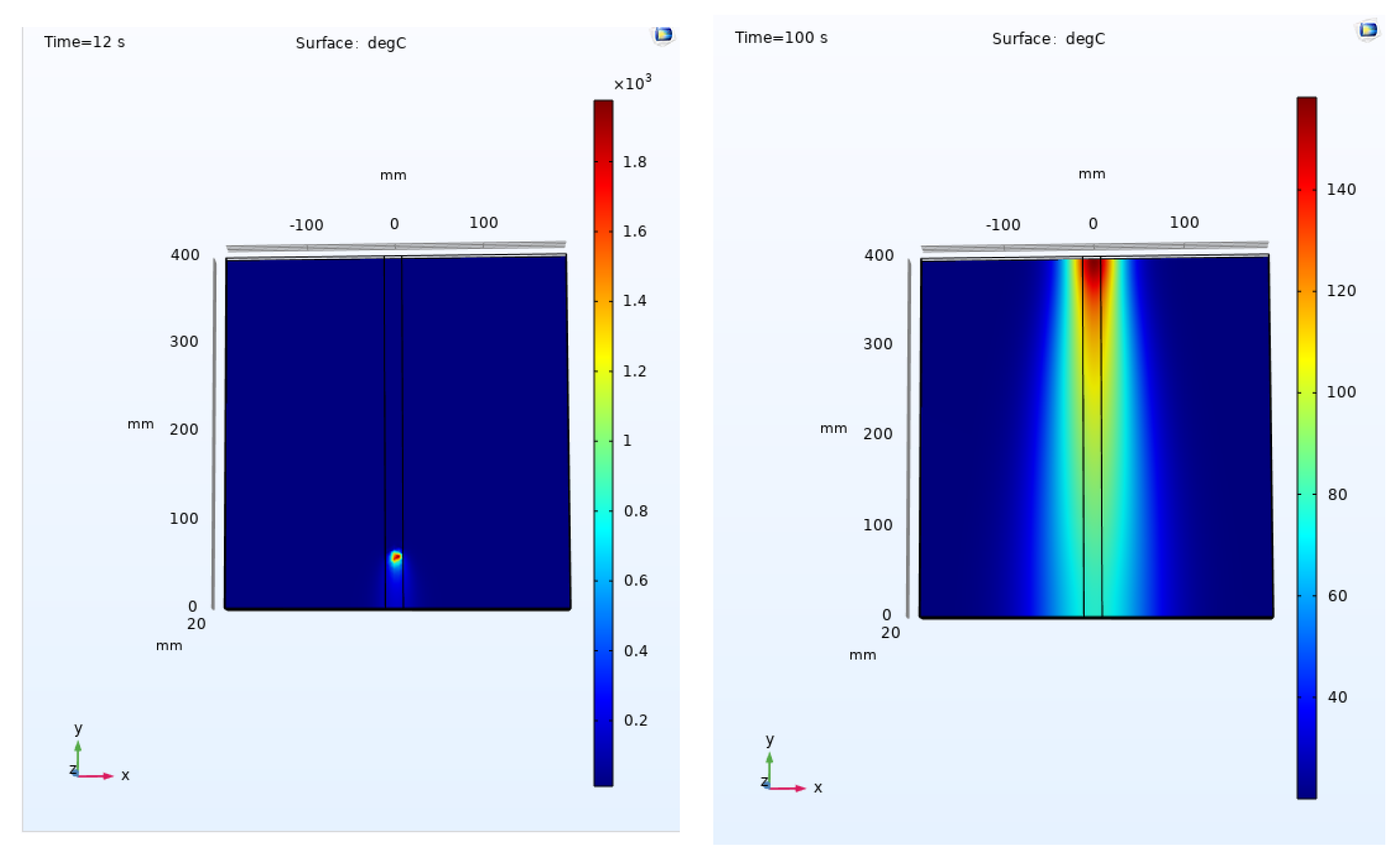
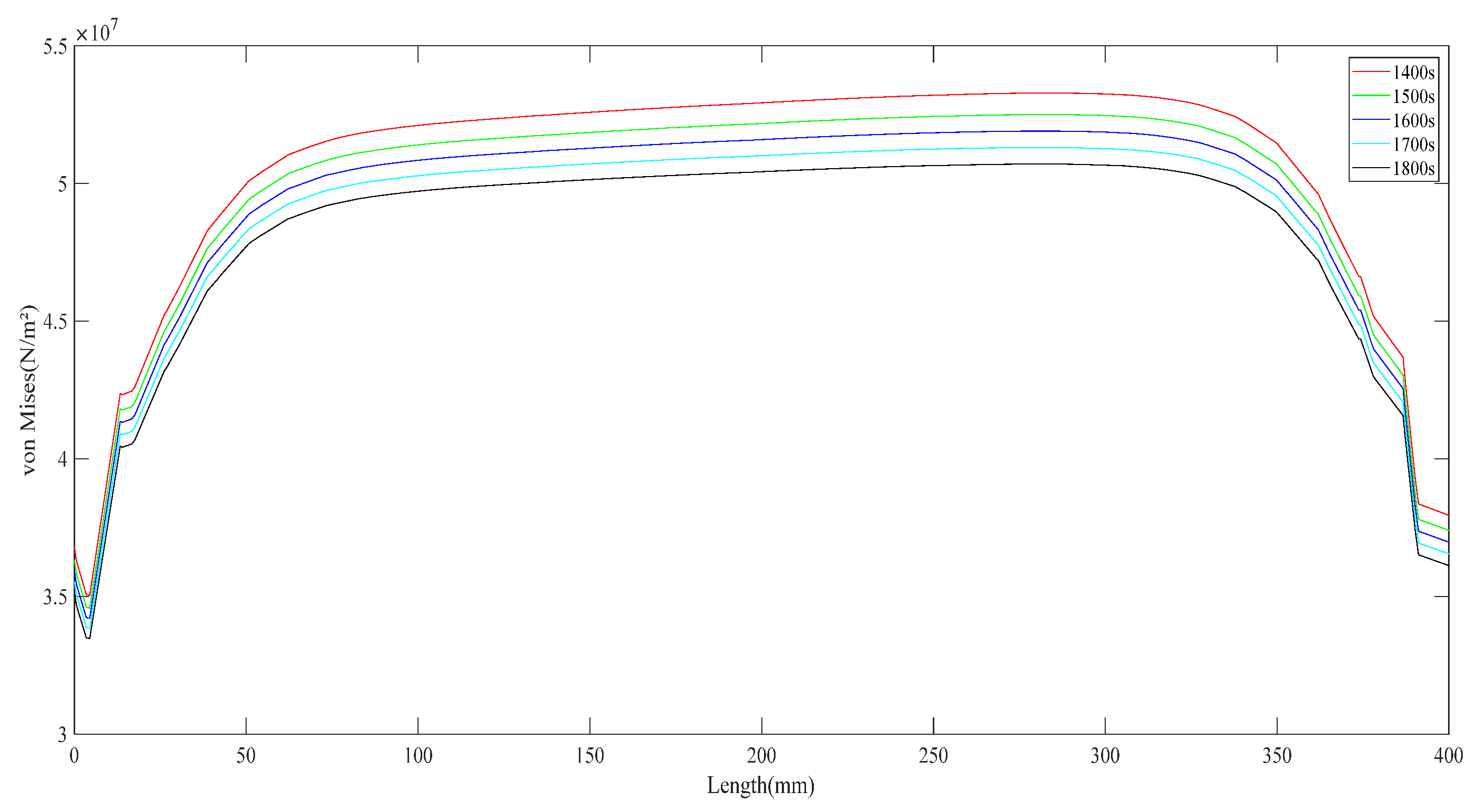
Welding Residual Stress Simulation
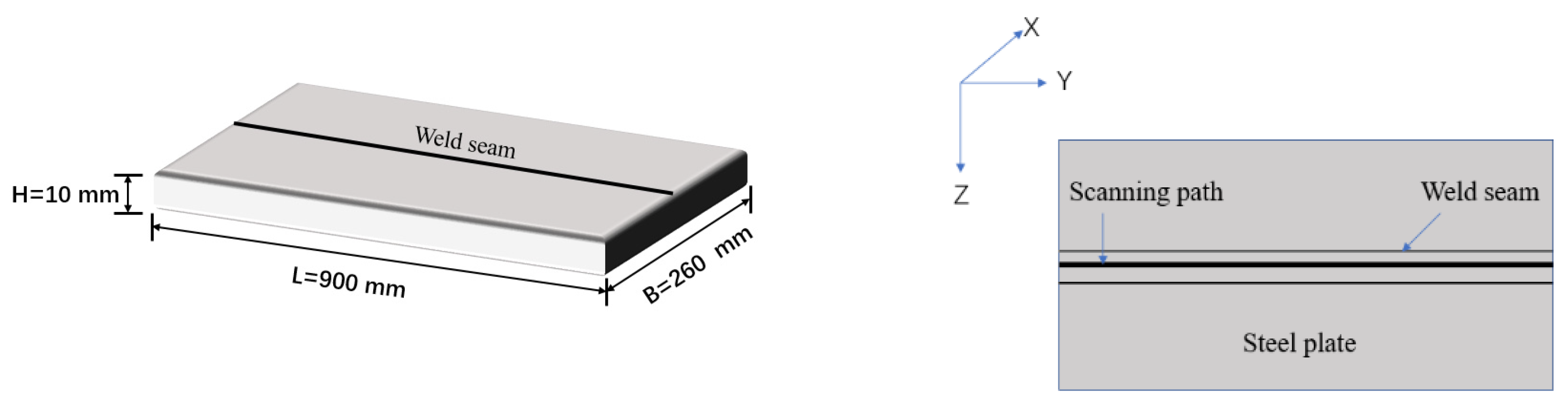
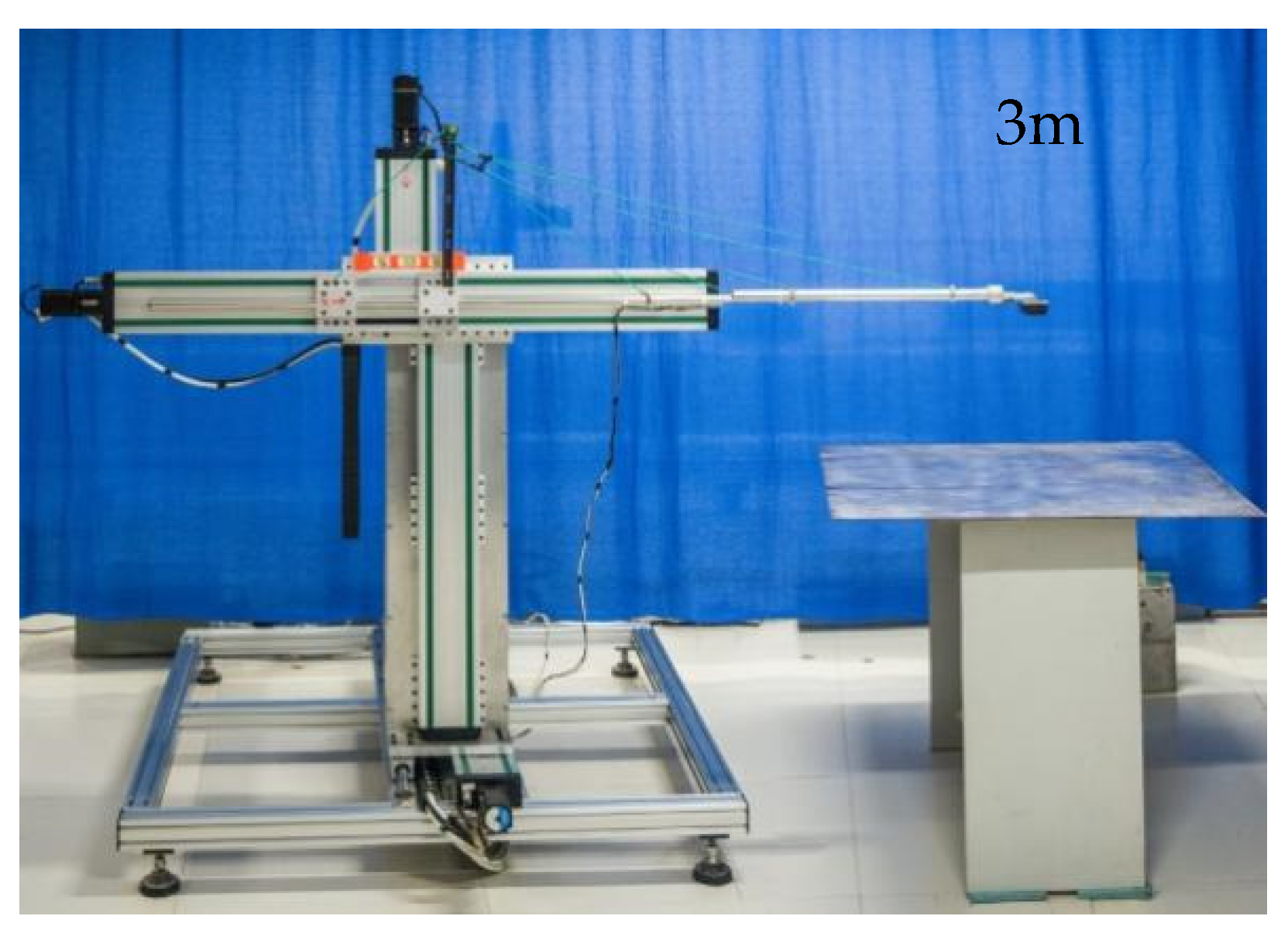
4. Experimental Design
5. Results and Discussion
5.1. Magnetic Signal Distribution Pattern under the Influence of Residual Stress
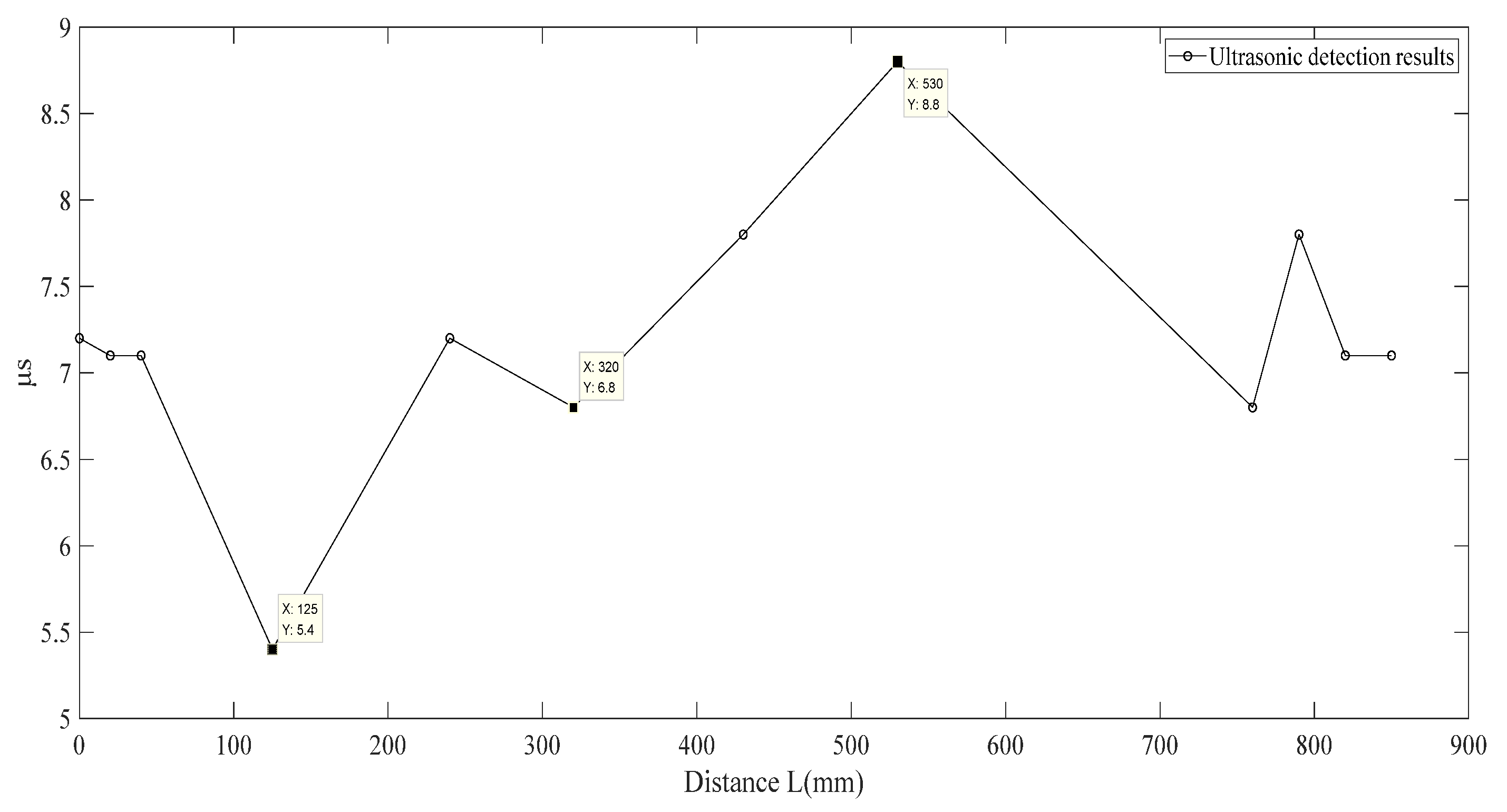
5.2. Quantitative Analysis of Welding Defect Detection
5.3. Experimental Analysis
5.4. Measured Magnetic Memory Signal Processing and Analysis
6. Conclusions
- (1)
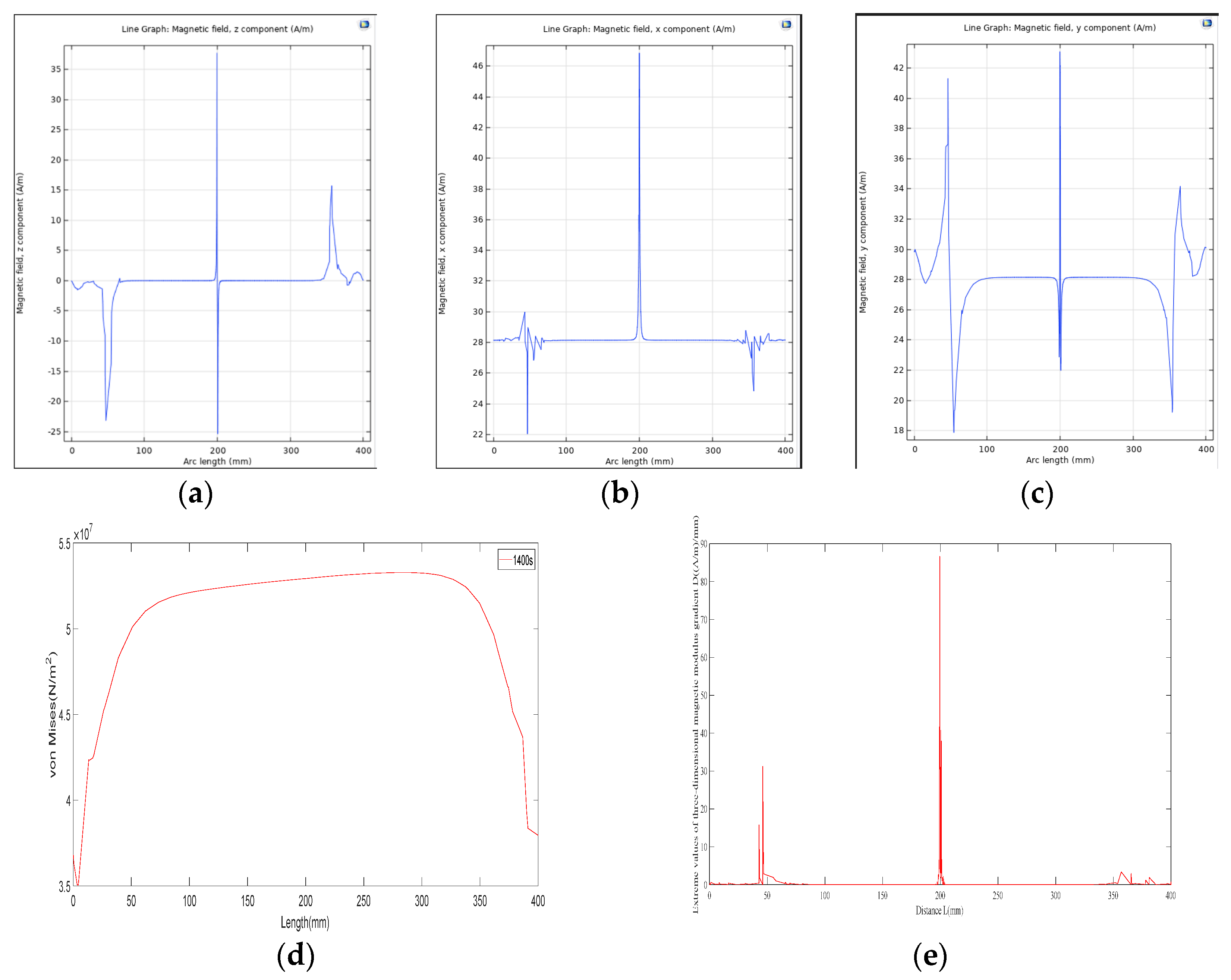
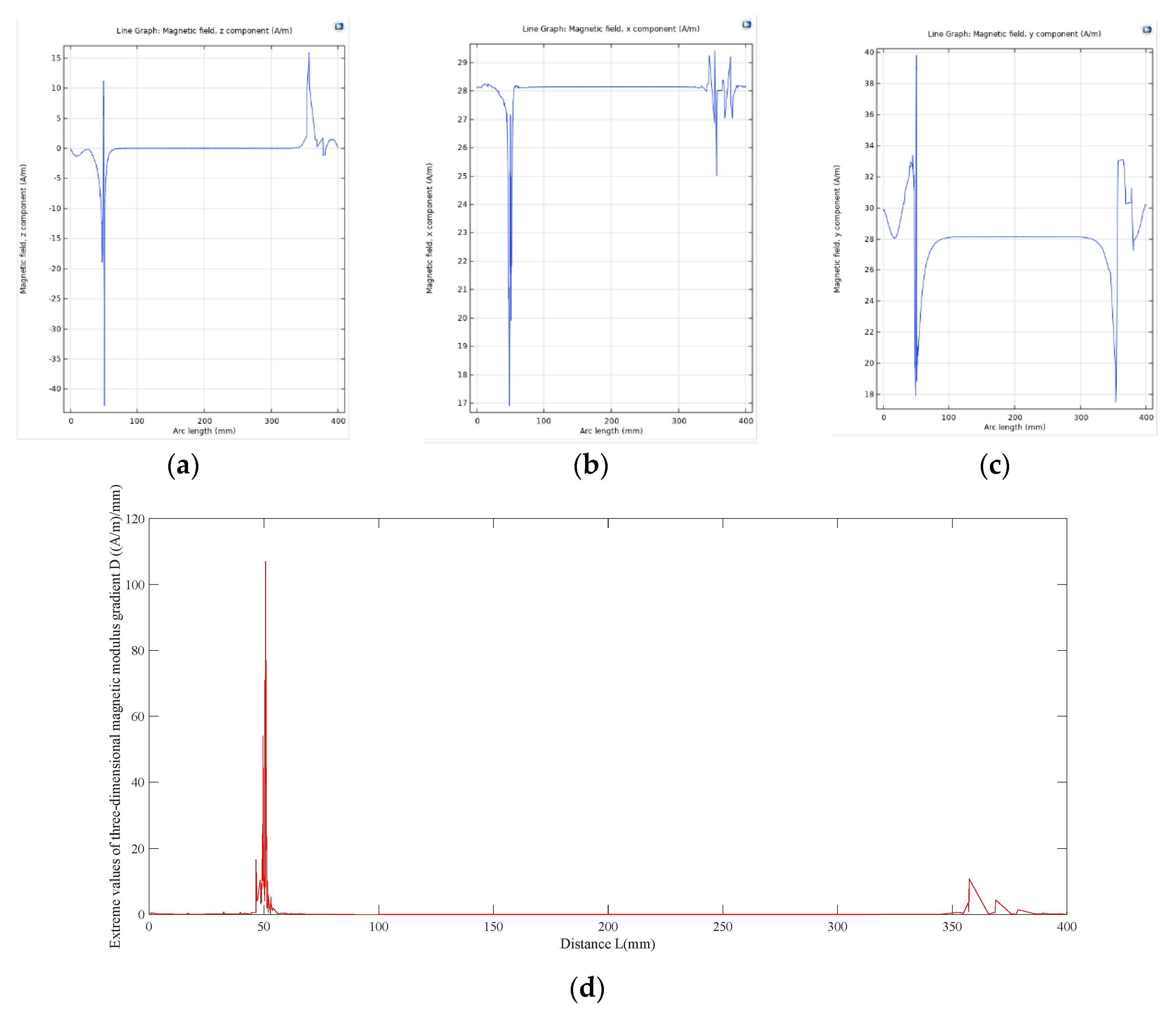
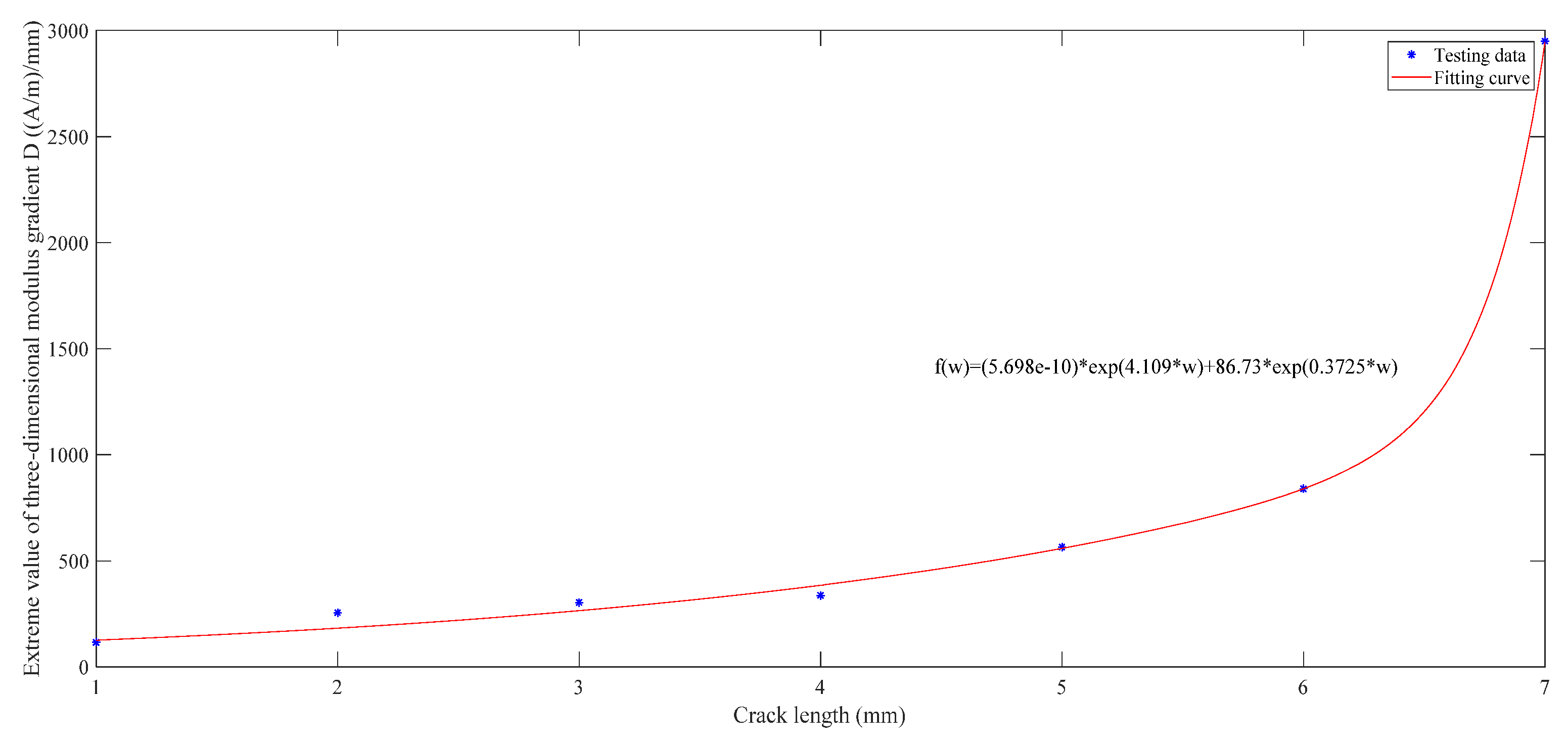
- Through COMSOL finite element simulations of welding defects and experimental results of magnetic signals in welding, it can be seen that the three-dimensional magnetic modulus gradient provides good characterization of welding cracks and porosity defects. According to the three-dimensional magnetic gradient, the modulus determines whether the welded components contain welding cracks and porosity-type defects, and determines the length of the defect.
- (2)
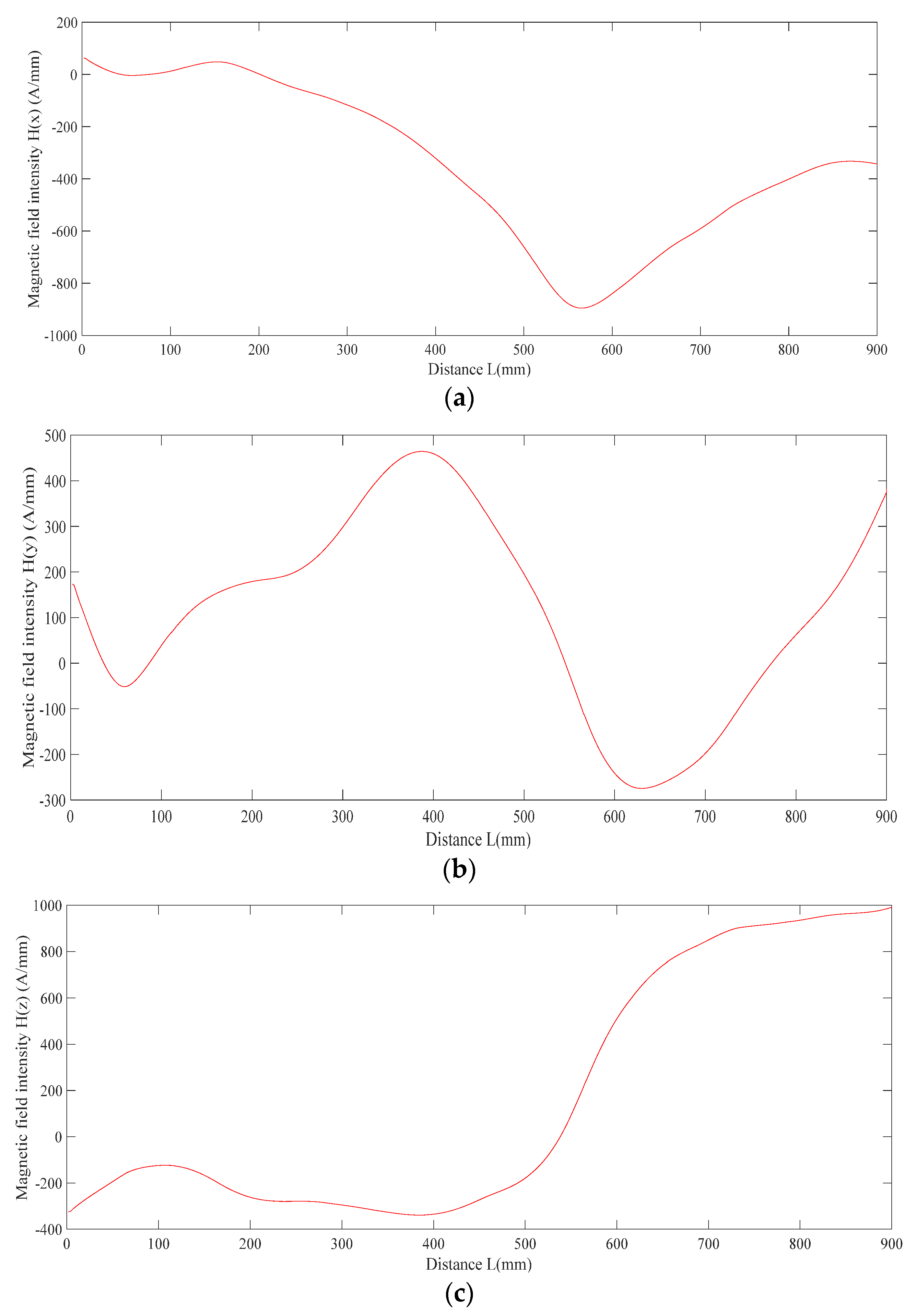
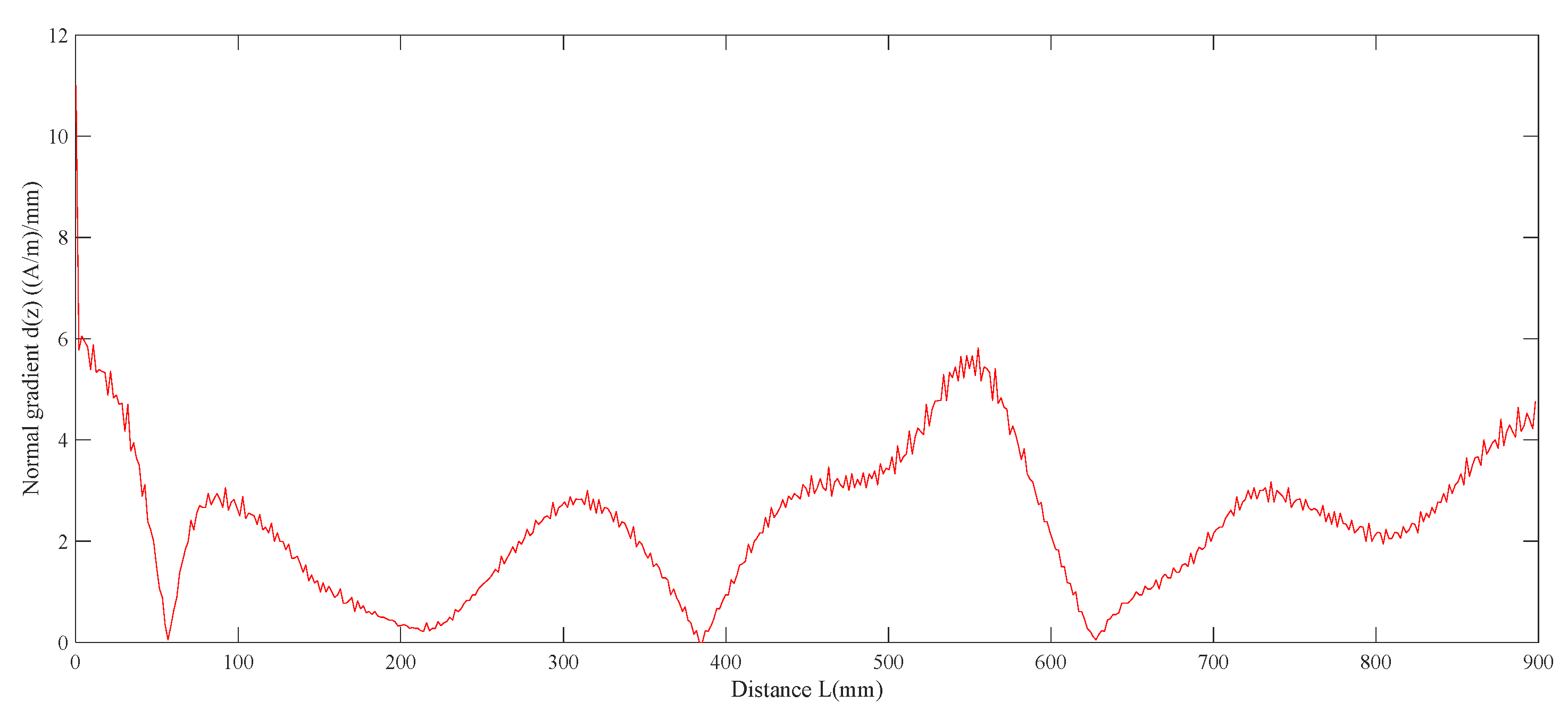
- It is clear from the tests that a single normal component gradient pole does not characterize the weld defects well. The three-dimensional magnetic modulus gradient polarity combined with the three-dimensional spatially distributed magnetic signal is a good characterization of the weld defects.
- (3)
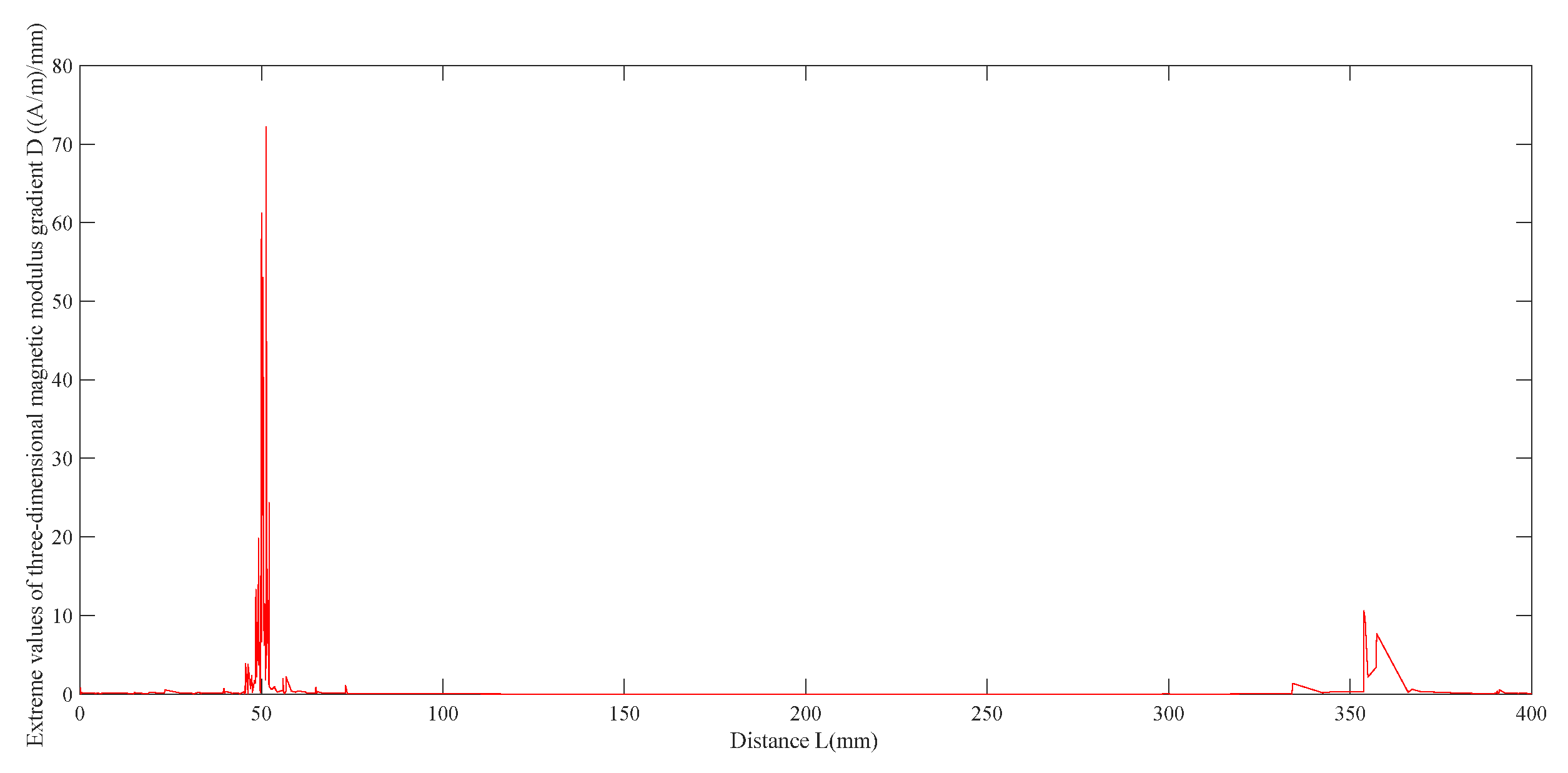
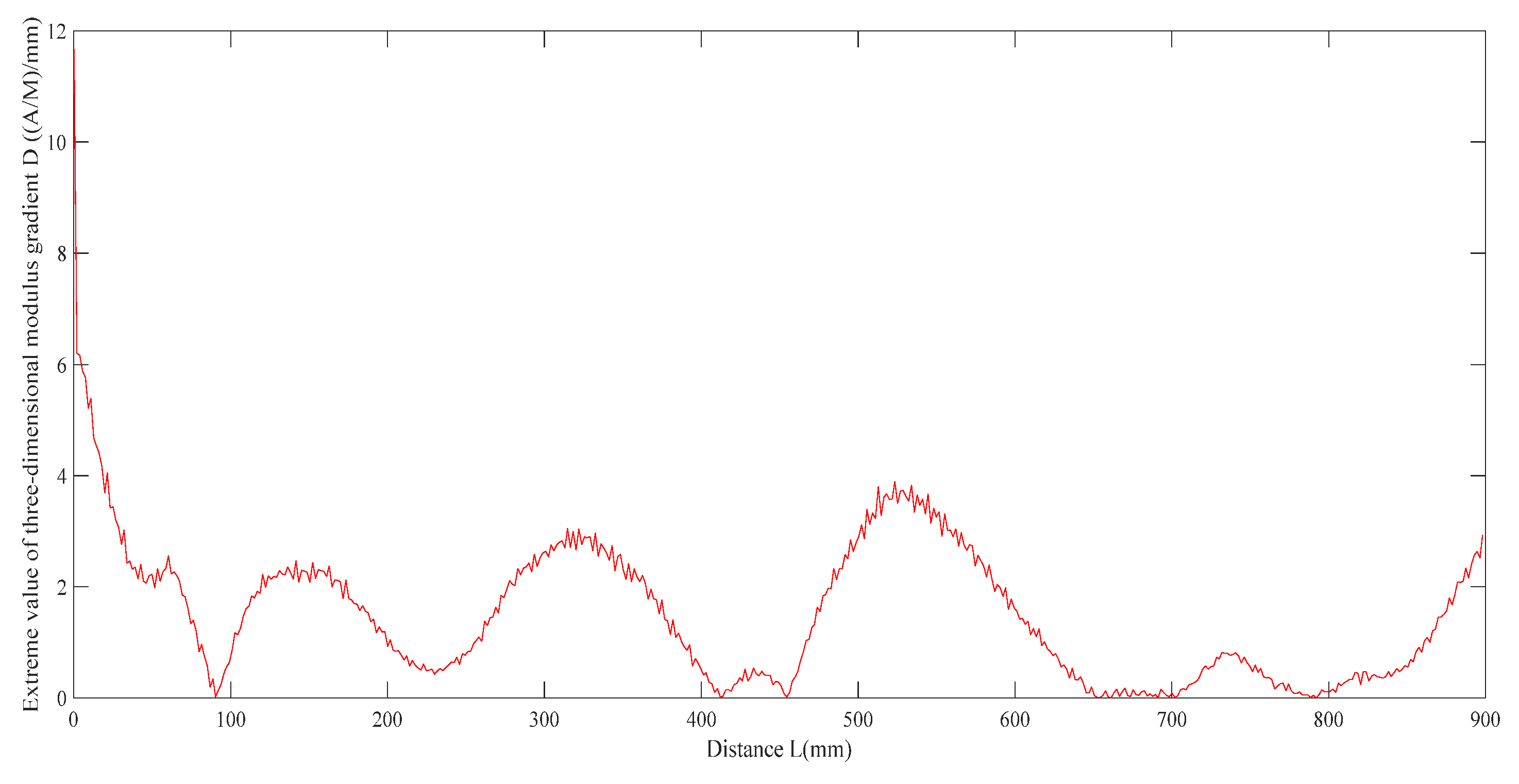
- Welding residual stresses and weld cracks and porosity-type defects all lead to changes in the three-dimensional magnetic gradient modulus, but they are fundamentally different. Due to the difference in the degree of magnetic charge build-up and permeability at the defect and the residual stress region, the result is that the magnitude of the three-dimensional modulus gradient is much higher at the defect site than at the residual stress site.
- (4)
- The dual orthogonal wavelet transform method is introduced for the 3D magnetic gradient modulus containing different types of interference noise. The double orthogonal wavelet transform is used to eliminate the strong random interference noise and improve the accuracy of 3D magnetic gradient modulus localization.
Author Contributions
Funding
Conflicts of Interest
References
- Hu, S.; Ma, L.; Ma, B.; Wei, H.; Zhou, H.; Cen, Y.; Wang, B. Welding process of low density steel and dissimilar steels. Ordnance Mater. Sci. Eng. 2019, 42, 69–73. (In Chinese) [Google Scholar]
- Wang, Z.; Sun, K.; Ge, J.; Huang, S. Nondestructive measurement of electron beam weld depth for small diameter tube. Ordnance Mater. Sci. Eng. 2018, 41, 100–103. (In Chinese) [Google Scholar]
- Luo, J.; Tan, C.; Li, X. Influence of residual stress on dynamic mechanical properties of welded joints. Ordnance Mater. Sci. Eng. 2022, 45, 31–36. (In Chinese) [Google Scholar]
- Liu, C. Detection method of high strength steel structures under pressure-bearing zone. Ordnance Mater. Sci. Eng. 2020, 43, 108–112. (In Chinese) [Google Scholar]
- Xu, G.; Liu, T.; Guan, X.; Zhang, X. Analysis of magnetic particle testing and penetrant testing for aviation products. Ordnance Mater. Sci. Eng. 2021, 44, 123–127. (In Chinese) [Google Scholar]
- Wang, C.; Zhu, H.; Xv, C.; Yu, W. Application of adaptive wavelet threshold denoising in metal magnetic memory signal processing. Syst. Eng. Electron. 2012, 34, 1555–1559. (In Chinese) [Google Scholar]
- Xu, B.S.; Dong, L.H. Metal Magnetic Memory Testing Method in Remanufacturing Quality Control; National Defense Industry Press: Beijing, China, 2015. (In Chinese) [Google Scholar]
- Shi, P.P. Quantitative Study of Micro-Magnetic Nondestructive Testing for Stress and Defect in Ferromagnetic Materials. Ph.D. Thesis, Xidian University, Xi’an, China, 2017. (In Chinese). [Google Scholar]
- Pandey, C.; Giri, A.; Mahapatra, M.M. On the prediction of effect of direction of welding on bead geometry and residual deformation of double-sided fillet welds. Int. J. Steel Struct. 2016, 16, 333–345. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Pandey, C.; Mahapatra, M.M. Significance of Finite Element Models and Solid-State Phase Transformation on the Evaluation of Weld Induced Residual Stresses. Met. Mater. Int. 2021, 27, 3478–3492. [Google Scholar] [CrossRef]
- Kumar, R.; Dey, H.C.; Pradhan, A.K.; Albert, S.K.; Thakre, J.G.; Mahapatra, M.M.; Pandey, C. Numerical and experimental investigation on distribution of residual stress and the influence of heat treatment in multi-pass dissimilar welded rotor joint of alloy 617/10Cr steel. Int. J. Press. Vessel. Pip. 2022, 199, 104715. [Google Scholar] [CrossRef]
- Rokosz, M. Metal magnetic memory testing of welded joints of ferritic and austenitic steels. NDT E Int. Indep. Non-Destr. Test. Eval. 2011, 44, 305–310. [Google Scholar]
- Dubov, A.A. Diagnostics of Boiler Tubes with the Usage of Metal Magnetic Memory; Energoatomizdat: Moscow, Russia, 1995. [Google Scholar]
- Yin, D.; Xv, B.; Dong, S.; Dong, L.; Feng, C. Change of Magnetic Memory Signals under Different Testing Environments. Acta Armamentarii 2007, 43, 319–323. (In Chinese) [Google Scholar]
- Dong, L.; Xv, B.; Dong, S.; Chen, Q.; Wang, D.; Yin, D. The effect of axial tensile load on magnetic memory signals from the surface of medium carbon steel. Chin. J. Mater. Res. 2006, 46, 440–444. (In Chinese) [Google Scholar]
- Gao, Q.; Ding, H.; Liu, B. The Element Simulation and Influence Factors of Metal Magnetic Memory Signals. NDT 2015, 37, 86–91. (In Chinese) [Google Scholar]
- Ma, H.; Zhou, J.; He, Z. Experimental study on crack detection of typical butt weld of steel bridge based on metal magnetic memory. Highway 2021, 66, 157–162. (In Chinese) [Google Scholar]
- Chen, H.; Wang, C.; Zhu, H. Metal magnetic memory test method based on magnetic gradient tensor. Chin. J. Sci. Instrum. 2016, 37, 602–609. (In Chinese) [Google Scholar]
- Chen, H.; Wang, C.; Zuo, X. Research on methods of defect classification based on metal magnetic memory. NDT E Int. Indep. Non-Destr. Test. Eval. 2017, 92, 82–87. [Google Scholar] [CrossRef]
- He, G.; He, T.; Liao, K.; Deng, S.; Chen, D. Experimental and numerical analysis of non-contact magnetic detecting signal of girth welds on steel pipelines. ISA Trans. 2021, 125, 681–698. [Google Scholar] [CrossRef] [PubMed]
- Ling, T.; Liu, H.; Zhang, L.; Gu, D.; Wu, L. The improved biorthogonal wavelet construction method and its application in blast vibration signal analysis. J. Vib. Shock 2018, 37, 273–280. (In Chinese) [Google Scholar]
- Ren, J.; Fan, Z.; Chen, X.; Liu, C. Extraction of Feature Value in Metal Magnetic Memory Testing Based on Wavelet Packet Transform. NDT 2008, 30, 280–582. (In Chinese) [Google Scholar]
- Yi, F.; Li, Z.; Su, Y.; Wang, P.; Wu, H. Denoising algorithm for metal magnetic memory signals of oil pipeline based on improved wavelet threshold. Acta Pet. Sin. 2009, 30, 141–144. (In Chinese) [Google Scholar]
- Chang, X.; Zhou, D.; Wang, H.; Cao, P. Simulation and experiment on reflection/transmission eddy current for non-ferromagnetic material. Ordnance Mater. Sci. Eng. 2018, 41, 56–60. (In Chinese) [Google Scholar]
- Liu, S. 3D Magnetic Susceptibility Imaging Based on the Amplitude of Magnetic Anomalies. Master’s Thesis, China University of Geosciences, Wuhan, China, 2011. (In Chinese). [Google Scholar]
- Liu, S.; Chen, C.; Hu, Z. The application and characteristic of a vertical first-order derivative of the total magnitude magnetic anomaly. Highway 2011, 26, 647–653. (In Chinese) [Google Scholar]
- Zhong, W. Ferromagnetism; Science Press: Beijing, China, 2017. (In Chinese) [Google Scholar]
- Su, S.Q.; Wang, W. Non-Destructive Testing of Building Steel Structure with Magnetic Memory; Science Press: Beijing, China, 2019. (In Chinese) [Google Scholar]
- Ren, J.L.; Lin, J.M. Metal Magnetic Memory Detection Technology; China Electric Power Press: Beijing, China, 2000. (In Chinese) [Google Scholar]
- Su, S.Q.; Qin, Y.L.; Wang, W.; Ma, X.; Zuo, F. Numerical simulation of stressmagnetization effect for bending states of Q235b steel beam based on magnetic memory. Mater. Sci. Technol. 2020, 28, 11. (In Chinese) [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Pan, X.; Deng, L. Study on the Localization of Defects in Typical Steel Butt Welds Considering the Effect of Residual Stress. Appl. Sci. 2023, 13, 2648. https://doi.org/10.3390/app13042648
Chen Y, Pan X, Deng L. Study on the Localization of Defects in Typical Steel Butt Welds Considering the Effect of Residual Stress. Applied Sciences. 2023; 13(4):2648. https://doi.org/10.3390/app13042648
Chicago/Turabian StyleChen, Yue, Xuehao Pan, and Lingfang Deng. 2023. "Study on the Localization of Defects in Typical Steel Butt Welds Considering the Effect of Residual Stress" Applied Sciences 13, no. 4: 2648. https://doi.org/10.3390/app13042648
APA StyleChen, Y., Pan, X., & Deng, L. (2023). Study on the Localization of Defects in Typical Steel Butt Welds Considering the Effect of Residual Stress. Applied Sciences, 13(4), 2648. https://doi.org/10.3390/app13042648