
Experimental and Numerical Study on the Fluid Dynamics and Exergetic Performance of the Heat Exchanger in an Industrial Corn Drying System
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Equipment Description and the Working Principle
2.2. Modeling
2.3. Assumptions
- (1)
- The fluids are in a steady flow state.
- (2)
- The inside and outside walls of the tube bundles are clean and smooth.
- (3)
- The flue gas is a single-phase fluid and the heat transfer between the gas and tube bundle is uniform.
- (4)
- The cold fluid outside the tube bundle is a two-phase fluid, the latent heat of the vaporization of moisture cannot be ignored and the heat transfer between the cold fluid and the tube bundle is uniform.
- (5)
- The influence of a small amount of dust in the flue gas and ambient air on the heat transfer performance is neglected.
2.4. Theoretical Analysis
2.4.1. Fluid Mechanics
2.4.2. Fluid Resistance Analysis
2.4.3. Exergy Performance Analysis
2.5. Experimental Design and Data Acquisition
2.6. Uncertainty Propagation Analysis
3. Results and Discussion
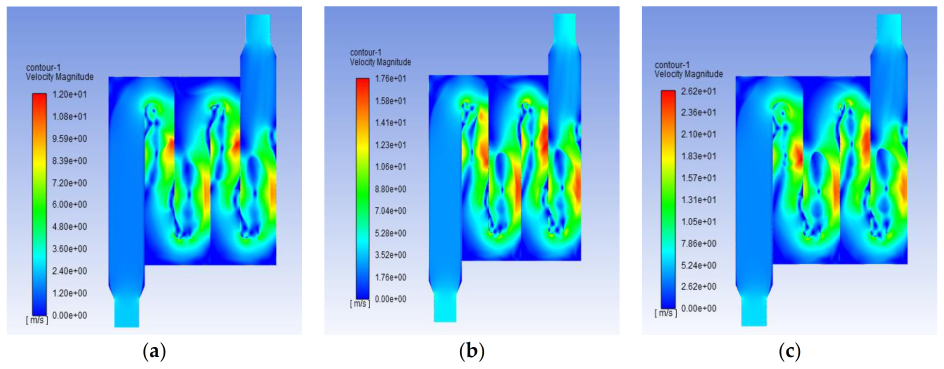
3.1. The Fluid Dynamics of the Flue Gas
3.1.1. The Velocity Distribution of the Flue Gas
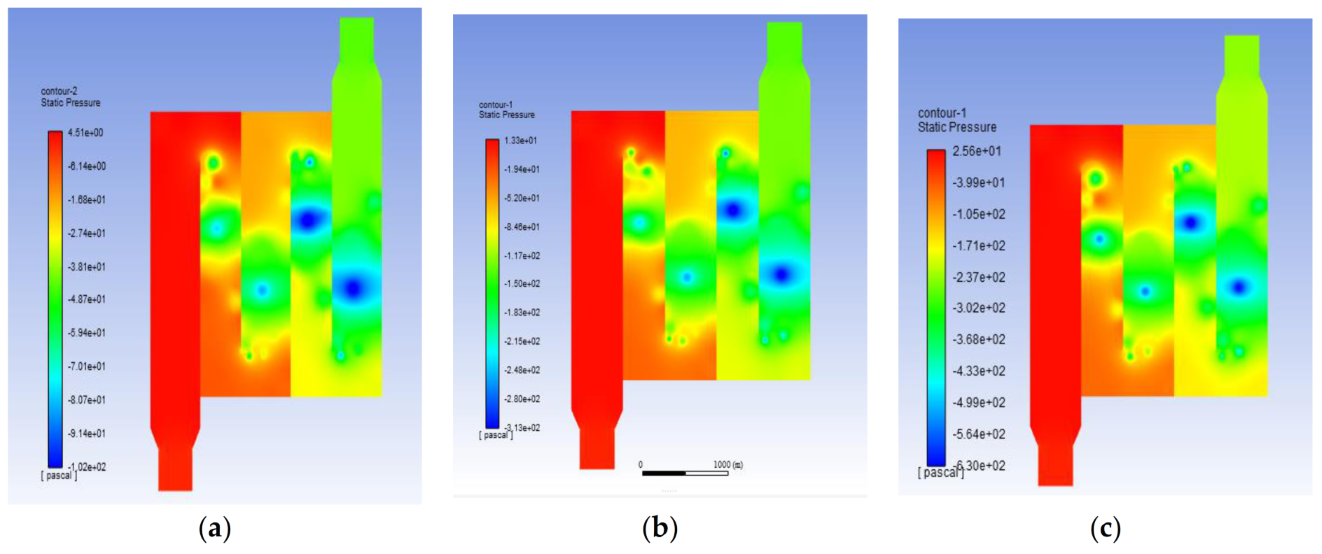
3.1.2. The Pressure Distribution of the Flue Gas
- (1)
- A cambered surface design at the intersection of the vertical wall and transverse wall might be one of the effective methods to decrease the flow resistance of the flue gas.
- (2)
- A smooth and adiabatic wall material design may be one of effective methods to reduce flow resistance.
- (3)
- The drained cells on the wall in the last two chambers can be designed to help to avoid the vortex phenomenon and reduce flow resistance.
3.2. The Fluid Dynamics of the Cold Fluid
3.2.1. The Velocity Distribution of the Ambient Air into the HE
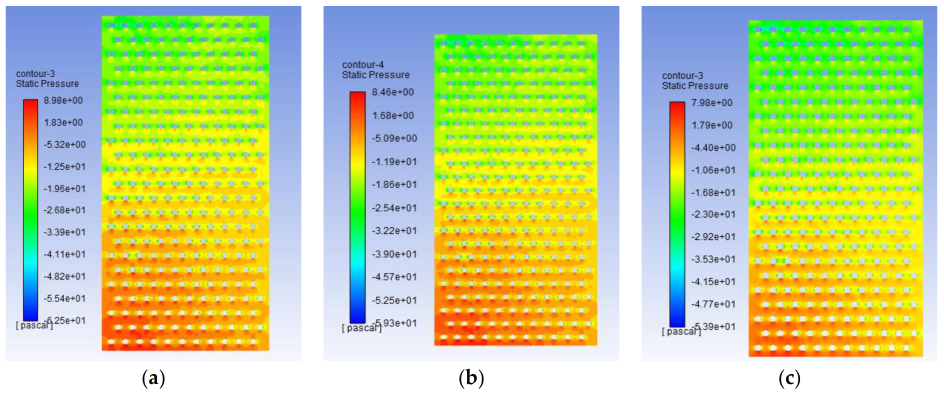
3.2.2. The Pressure Distribution of the Ambient Air into the HE
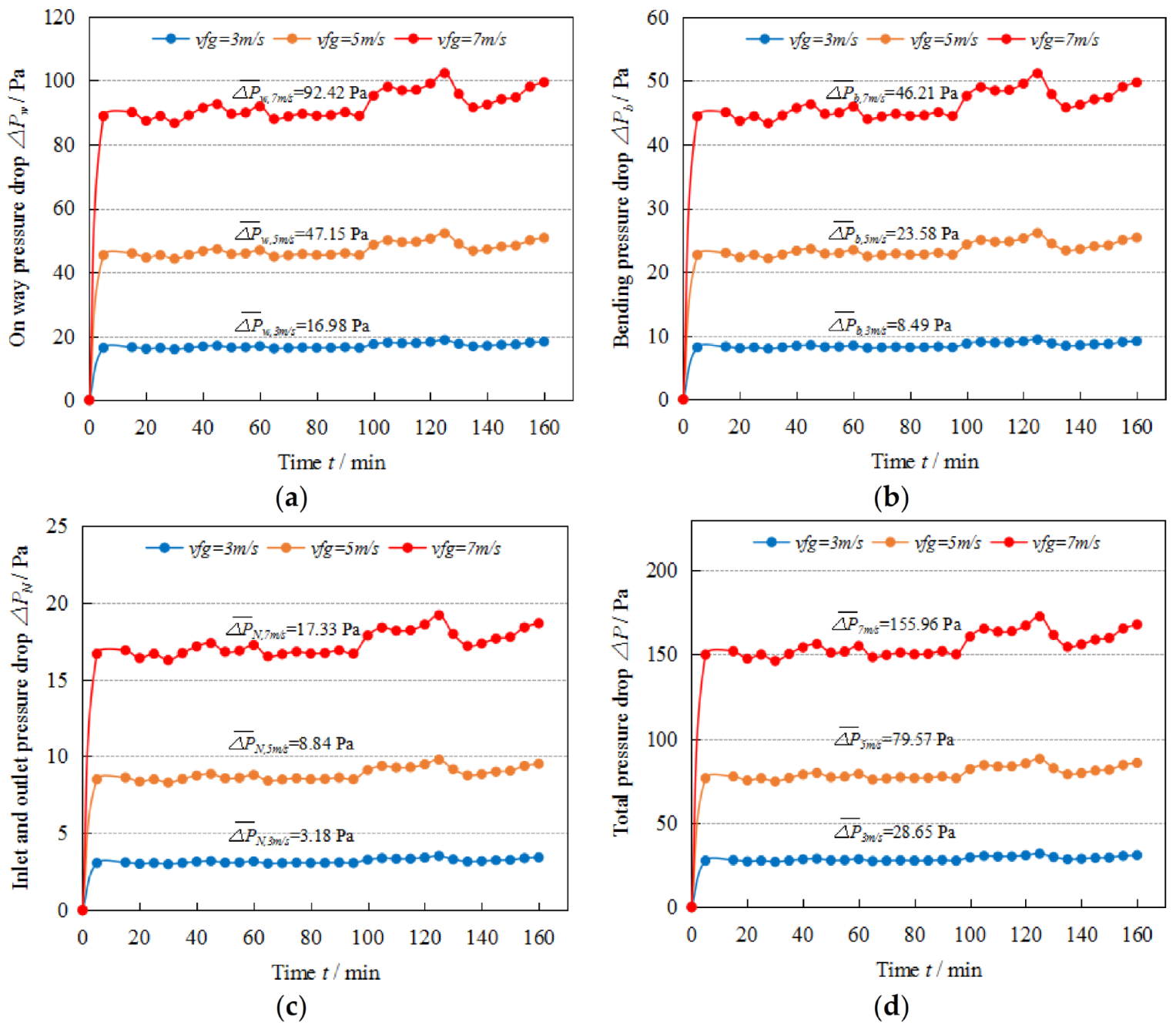
3.3. The Variations in Pressure Drop of the Flue Gas in the Air Duct over Time
3.4. The Heat Exchange Performance between the Tube Bundle and the Cold Fluid
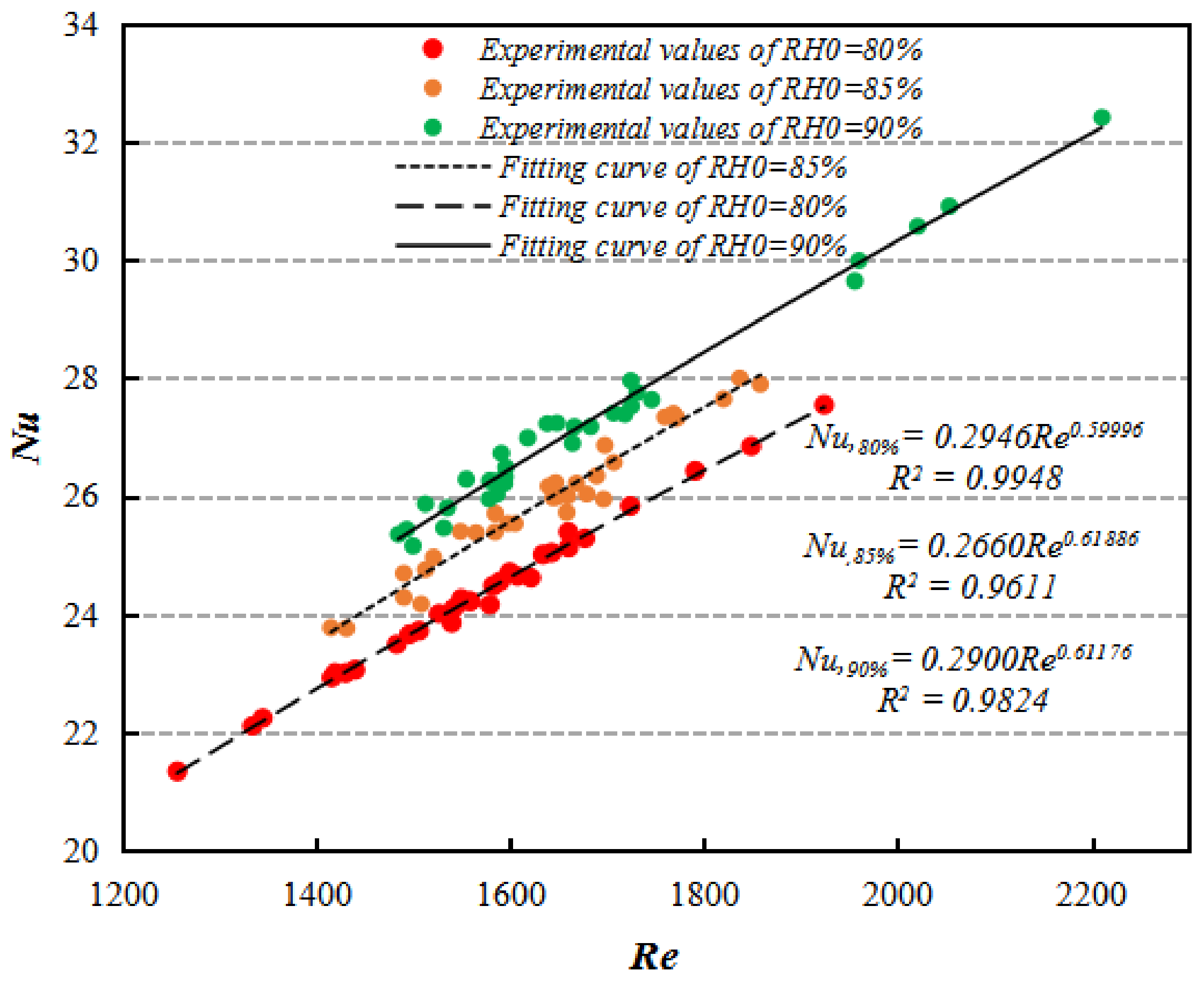
3.4.1. Influence of Relative Humidity of the Ambient Air on the Heat Exchange Performance
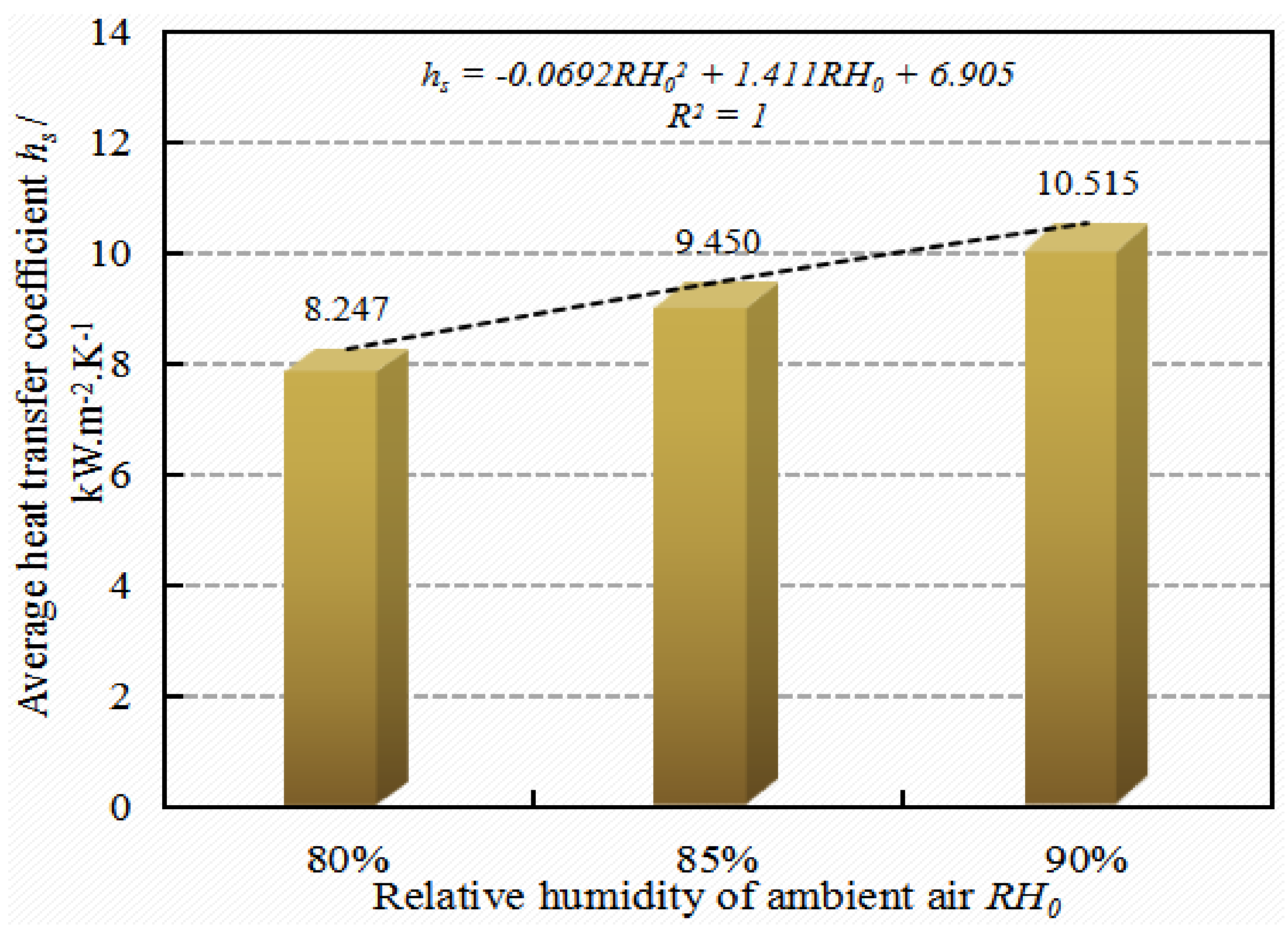
3.4.2. Influence of Relative Humidity of the Ambient Air on the Heat Transfer Coefficient
3.4.3. Influence of Relative Humidity of the Ambient Air on the Tube Pressure Drop
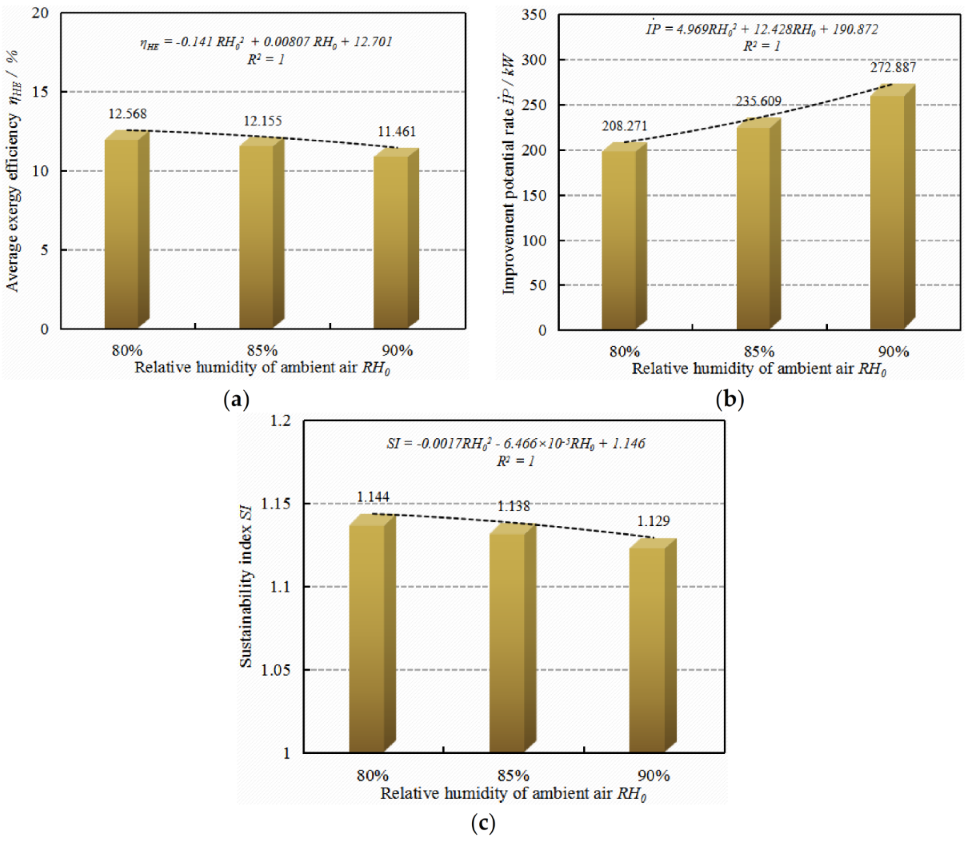
3.4.4. Influence of Relative Humidity of the Ambient Air on the Exergy Performance of the Heat Exchanger
4. Conclusions
- (1)
- The weak links of the heat transfer process for the heat exchanger are ascertained to be the last stages of the flue gas duct, the tube bundle back bendings, and the distance between the tube bundle column and the wall of the HE.
- (2)
- The can significantly affect the heat transfer performance while the slightly affects the heat transfer performance. Furthermore, it was found that a low can help to improve the stationarity of the heat exchange performance of the HE.
- (3)
- The values of and varied in the range of 1256.275–2210.554 and 21.337–32.415, respectively. The average was ascertained to be above 8.274 kW·m−2·K−1, while the was ascertained to be under 16.138 Pa.
- (4)
- The and decreased with the increase in the , while the increased with the increase in the . All the values of were lower than 2, indicating that the heat exchanger is sustainable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mujumdar, A.S. Handbook of Industrial Drying, 3rd ed.; Taylor & Francis Group: Boca Raton, FL, USA; CRC Press: Boca Raton, FL, USA, 2006; pp. 134–156. [Google Scholar] [CrossRef]
- Kudra, T. Energy aspects in drying. Dry Technol. 2004, 22, 917–932. [Google Scholar] [CrossRef]
- Kemp, I.C. Fundamentals of Energy Analysis of Dryers, 2nd ed.; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2011; pp. 5–46. [Google Scholar] [CrossRef]
- Santivarangkna, C.; Kulozik, U.; Foerst, P. Effect of carbohydrates on the survival of lactobacillus helveticus during vacuum drying. Lett. Appl. Microbiol. 2010, 42, 261–276. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Liao, J.J.; Yin, Y.; Mo, Q.; Chang, L.P.; Bao, W.R. Kinetic analysis on the microwave drying of different forms of water in lignite. Fuel Process. Technol. 2018, 176, 174–181. [Google Scholar] [CrossRef]
- Sharma, G.P.; Verma, R.C.; Pathare, P.B. Thin-layer infrared drying of onion slices. J. Food Eng. 2005, 67, 361–366. [Google Scholar] [CrossRef]
- Zbicinski, I. Equipment, technology, perspectives and modeling of pulse combustion drying. Chem. Eng. J. 2002, 86, 33–46. [Google Scholar] [CrossRef]
- Omer, A.M. Performance, modeling, measurements and simulation of energy efficient for heat exchanger refrigeration and air conditioning. Adv. Robot. Autom. 2015, 5, 35–49. [Google Scholar] [CrossRef] [Green Version]
- Sannervik, J.; Bolmstedt, U.; Traegardh, C. Heat transfer in tubular heat exchangers for particulate containing liquid foods. J. Food Eng. 1996, 29, 63–74. [Google Scholar] [CrossRef]
- Xu, Z.; Jiang, X.; Liu, Z.; Hu, Y.; Li, Y. Experimental investigation of microbial fouling and heat mass transfer characteristics on ni-p modified surface of heat exchanger. J. Therm. Sci. 2020, 30, 271–278. [Google Scholar] [CrossRef]
- Llopis, R.; Sanz-Kock, C.; Cabello, R.; Sánchez, D.; Torrella, E. Experimental evaluation of an internal heat exchanger in a CO2 subcritical refrigeration cycle with gas-cooler. Appl. Therm. Eng. 2015, 80, 31–41. [Google Scholar] [CrossRef] [Green Version]
- Du, W.J.; Wang, P.L.; Cheng, L. Numerical simulation and experimental research on novel heat transfer surface. CIESC J. 2015, 66, 2070–2075. [Google Scholar] [CrossRef]
- Wang, K.Y. Flow and Heat Transfer Analysis of a Novel Heat Exchanger with Rotated Aligned Tube Bank. Ph.D. Thesis, Shandong University, Jinan, China, 25 June 2018. [Google Scholar]
- Akpinar, E.K.; Midilli, A.; Bicer, Y. The first and second law analyses of thermodynamic of pumpkin drying process. J. Food Eng. 2006, 72, 320–331. [Google Scholar] [CrossRef]
- Chen, H.T.; Hsieh, Y.L.; Chen, P.C.; Lin, Y.F.; Liu, K.C. Numerical simulation of natural convection heat transfer for annular elliptical finned tube heat exchanger with experimental data. Int. J. Heat Mass Transf. 2018, 127, 541–554. [Google Scholar] [CrossRef]
- Yu, X.F.; Wang, Z.Y.; Li, Q.Y.; Huang, W.H.; Lu, Y.A.; Yang, M. Numerical simulation of periodically fully developed flow and heat transfer in crossflow over intensive tube banks. J. Univ. Shanghai Sci. Technol. 2015, 37, 563–567. [Google Scholar] [CrossRef]
- Shrikant, A.A.; Sivakumar, R.; Anantharaman, N.; Vivekenandan, M. CFD simulation study of shell and tube heat exchangers with different baffle segment configurations. Appl. Therm. Eng. 2016, 108, 999–1007. [Google Scholar] [CrossRef]
- Córcoles-Tendero, J.I.; Belmonte, J.F.; Molina, A.E.; Almendros-Ibá?ez, J.A. Numerical simulation of the heat transfer process in a corrugated tube. Int. J. Therm. Sci. 2018, 126, 125–136. [Google Scholar] [CrossRef]
- Vicente, P.G.; Garcia, A.; Viedma, A. Mixed convection heat transfer and isothermal pressure drop in corrugated tubes for laminar and transition flow. Int. Commun. Heat Mass Transf. 2004, 31, 651–662. [Google Scholar] [CrossRef]
- Coskun, C.; Oktay, Z.; Ilten, N. A new approach for simplifying the calculation of flue gas specific heat and specific exergy value depending on fuel composition. Energy 2009, 34, 1898–1902. [Google Scholar] [CrossRef]
- Beigi, M.; Tohidi, M.; Torki-Harchegani, M. Exergetic Analysis of Deep-Bed Drying of Rough Rice in a Convective Dryer. Energy 2017, 140, 374–382. [Google Scholar] [CrossRef]
- Davidzon, M.I. Newton’s law of cooling and its interpretation. Int. J. Heat Mass Transf. 2012, 55, 5397–5402. [Google Scholar] [CrossRef]
- Feng, J.S.; Dong, H.; Gao, J.Y.; Liu, J.Y.; Liang, K. Exergy transfer characteristics of gas-solid heat transfer through sinter bed layer in vertical tank. Energy 2016, 111, 154–164. [Google Scholar] [CrossRef]
- Shuyan, W.; Guodong, L.; Yanbo, W.; Juhui, C.; Yongjian, L.; Lixin, W. Numerical investigation of gas-to-particle cluster convective heat transfer in circulating fluidized beds. Int. J. Heat Mass Transf. 2010, 53, 3102–3110. [Google Scholar] [CrossRef]
- Paulo, E.B.D.M.; Villanueva, H.H.S.; Sérgio, S.; Donato, G.H.B.; Ortega, F.D.S. Heat transfer, pressure drop and structural analysis of a finned plate ceramic heat exchanger. Energy 2017, 120, 597–607. [Google Scholar] [CrossRef]
- Yu, J.Z. Principle and Design of Heat Exchanger. Ph.D. Thesis, Beihang University, Beijing, China, 18 June 2006. [Google Scholar]
- Khanali, M.; Aghbashlo, M.; Rafiee, S.; Jafari, A. Exergetic performance assessment of plug flow fluidised bed drying process of rough rice. Int. J. Exergy 2013, 13, 387–408. [Google Scholar] [CrossRef]
- Yildirim, N.; Genc, S. Energy and exergy analysis of a milk powder production system. Energy Convers. Manag. 2017, 149, 698–705. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Mobli, H.; Rafiee, S. Energy and exergy analyses of the spray drying process of fish oil microencapsulation. Biosyst. Eng. 2012, 111, 229–241. [Google Scholar] [CrossRef]
- Sarker, M.S.H.; Ibrahim, M.N.; Abdul, A.N. Energy and exergy analysis of industrial fluidized bed drying of paddy. Energy 2015, 84, 131–138. [Google Scholar] [CrossRef]
- Tohidi, M.; Sadeghi, M.; Torki-Harchegani, M. Energy and quality aspects for fixed deep bed drying of paddy. Renew. Sustain. Energy Rev. 2017, 70, 519–528. [Google Scholar] [CrossRef]
- Soufiyan, M.M.; Dadak, A.; Hosseini, S.S.; Nasiri, F.; Dowlati, M.; Tahmasebi, M. Comprehensive exergy analysis of a commercial tomato paste plant with a double-effect evaporator. Energy 2016, 111, 910–922. [Google Scholar] [CrossRef]
- Van, G.W. Energy policy: Fairly tales and factualities. In Innovation and Technology-Strategies and Policies; Soares, O.D.D., da Martins Cruz, A., Costa Pereira, G., Soares, I.M.R.T., Reis, A.J.P.S., Eds.; Kluwer Academic Publisher: Dordrecht, The Netherlands, 1997; pp. 93–105. [Google Scholar]
- Rosen, M.A.; Dincer, I.; Kanoglub, M. Role of exergy in increasing efficiency and sustainability and reducing environmental impact. Energy Policy 2008, 36, 128–137. [Google Scholar] [CrossRef]
- Holman, J.P. Experimental Methods for Engineers, 7th ed.; McGraw-Hill: New York, NY, USA, 2001; pp. 48–143. [Google Scholar]
- Coleman, H.W.; Steele, W.G. Experimentations and Uncertainty Analysis for Engineers, 2nd ed.; Wiley-Interscience: New York, NY, USA, 1999. [Google Scholar]
- Ullum, T.; Sloth, J.; Brask, A.; Wahlberg, M. Predicting Spray Dryer Deposits by CFD and an Empirical Drying Model. Dry. Technol. 2010, 28, 723–729. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, B. Experimental investigation on a novel pressure-driven heating system with ranque–hilsch vortex tube and ejector for pipeline natural gas pressure regulating process. Appl. Therm. Eng. 2019, 152, 634–642. [Google Scholar] [CrossRef]
- Luo, X.; Yang, L.; Yin, H.; He, L.; Lü, Y. A review of vortex tools toward liquid unloading for the oil and gas industry. Chem. Eng. Process. 2019, 145, 107679. [Google Scholar] [CrossRef]
- Li, F.; Shi, Y.; Sun, F.; Li, Z. Experimental research on heat transfer and resistance characteristics of h-type finned elliptical tubes. Proc. CSEE 2014, 34, 2261–2266. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Li, T.; Zeng, Z.; Ou, W.; Li, C. Exergetic, energetic, and quality performance evaluation of paddy drying in a novel industrial multi-field synergistic dryer. Energies 2019, 12, 4588. [Google Scholar] [CrossRef] [Green Version]
- Cong, D.T.; Haddad, M.A.; Rezzoug, Z.; Laurent, L.; Karim, A. Dehydration by successive pressure drops for drying paddy rice treated by instant controlled pressure drop. Dry. Technol. 2008, 26, 443–451. [Google Scholar] [CrossRef]
- Yin, S.Y.; Wu, Z.J.; Li, D.M. The Effect of Air Relative Humidity on Performance of Air-source Heat Pump Water Heater. J. Shunde Polytech. 2011, 11, 1–3. [Google Scholar] [CrossRef]
- Shon, B.H.; Jung, C.W.; Kwon, O.J.; Choi, C.K.; Kang, Y.T. Characteristics on condensation heat transfer and pressure drop for a low gwp refrigerant in brazed plate heat exchanger. Int. J. Heat Mass Transf. 2018, 122, 1272–1282. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Huang, J.; Li, C. Exergoeconomic analysis of corn drying in a novel industrial drying system. Entropy 2020, 22, 689. [Google Scholar] [CrossRef]
- Li, C.Y.; Mai, Z.W.; Fang, Z.D. Analytical study of grain moisture binding energy and hot air drying dynamics. Trans. Chin. Soc. Agric. Eng. 2014, 30, 236–242. [Google Scholar] [CrossRef]
- Dastmalchi, M.; Boyaghchi, F.A. Exergy and economic analyses of nanoparticle-enriched phase change material in an air heat exchanger for cooling of residential buildings. J. Energy Storage 2020, 32, 101705. [Google Scholar] [CrossRef]
- Rosen, M.A.; Dincer, I. Exergy as the confluence of energy, environment and sustainable development. Int. J. Exergy 2001, 1, 3–13. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Devices | Model | Measurement Range | Precision |
|---|---|---|---|
| Thermal resistance | PT100 | −200–450 °C | 0.1 °C |
| Anemometer | DT-8893 | 0.001–45 m/s | 0.01 m/s |
| Wind pressure gauge | MP120 | 0.1kPa-250 Mpa | 0.5% |
| Temperature and humidity sensors | AM2301 | 0–100%/−40–80 °C | 1%/0.5 °C |
| Moisture meter | Self-developed | 10–40% | 0.5% |
| Data acquisition system | Self-developed | - | - |
| Experimental Day | Ambient Relative Humidity RH0 (%) | Ambient Temperature T0 (°C) | Flue Gas Velocity vfg (m·s−1) |
|---|---|---|---|
| 19th October | 80 | 8 | 3 |
| 21th October | 85 | ||
| 23th October | 90 | ||
| 24th October | 90 | 3 | |
| 5 | |||
| 7 |
| Day | Experimental Data | Key Parameters | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
(min) | (°C) | (°C) | (°C) | (°C) | ||||||||
| 19th October | 10 | 7.84 | 78.9 | 859.9 | 108.2 | 125.6 | 3.12 | 4.98 | 0.631 | 0.706 | 3.431 | 0.558 |
| 35 | 7.92 | 79.2 | 901.2 | 109.4 | 122.3 | 3.06 | 5.12 | 0.629 | 0.713 | 3.496 | 0.416 | |
| 75 | 8.12 | 80.8 | 883.5 | 108.7 | 121.6 | 3.22 | 4.88 | 0.631 | 0.724 | 3.468 | 0.532 | |
| 130 | 8.18 | 81.4 | 921.1 | 111.5 | 119.6 | 3.13 | 5.05 | 0.628 | 0.728 | 3.531 | 0.582 | |
| Average | 8.06 | 80.2 | 905.6 | 104.3 | 123.2 | 3.05 | 5.11 | 0.629 | 0.722 | 3.495 | 0.414 | |
| 21th October | 5 | 7.62 | 82.6 | 941.1 | 102.5 | 125.6 | 3.21 | 4.88 | 0.627 | 0.747 | 3.548 | 0.312 |
| 35 | 7.82 | 86.5 | 902.5 | 104.3 | 127.6 | 3.12 | 4.96 | 0.629 | 0.781 | 3.491 | 0.318 | |
| 90 | 7.94 | 84.6 | 870.3 | 101.4 | 119.6 | 3.06 | 5.12 | 0.631 | 0.763 | 3.436 | 0.362 | |
| 145 | 8.26 | 87.2 | 847.1 | 107.4 | 127.2 | 3.02 | 5.03 | 0.632 | 0.786 | 3.409 | 0.408 | |
| Average | 8.02 | 85.3 | 898.6 | 101.2 | 126.3 | 3.08 | 5.02 | 0.630 | 0.768 | 3.480 | 0.419 | |
| 23th October | 15 | 7.82 | 88.6 | 893.6 | 100.6 | 128.6 | 2.96 | 5.11 | 0.630 | 0.794 | 3.471 | 0.535 |
| 85 | 7.93 | 89.3 | 866.3 | 98.6 | 122.6 | 3.93 | 5.03 | 0.631 | 0.799 | 3.426 | 0.573 | |
| 105 | 8.03 | 90.6 | 922.8 | 101.2 | 124.1 | 3.06 | 4.98 | 0.628 | 0.811 | 3.517 | 0.555 | |
| 150 | 8.22 | 92.1 | 913.5 | 98.6 | 123.5 | 3.08 | 5.03 | 0.629 | 0.831 | 3.499 | 0.354 | |
| Average | 8.05 | 89.6 | 900.8 | 98.6 | 125.3 | 3.12 | 5.06 | 0.630 | 0.810 | 3.479 | 0.305 | |
| 24th October | 0–50 | 7.82 | 89.2 | 907 | 101.9 | 125.3 | 3.06 | 5.21 | 0.629 | 0.804 | 3.494 | 0.362 |
| 50–100 | 8.03 | 89.8 | 905.5 | 100.8 | 118.6 | 5.12 | 5.11 | 0.629 | 0.808 | 3.490 | 0.414 | |
| 100–150 | 8.10 | 91.2 | 882.8 | 109.3 | 116.5 | 6.95 | 5.16 | 0.630 | 0.819 | 3.468 | 0.485 | |
| Average | 8.08 | 90.5 | 908.3 | 100.9 | 118.3 | - | 5.16 | 0.629 | 0.812 | 3.494 | 0.501 | |
| Description | Unit | Uncertainties |
|---|---|---|
| Measured parameters | ||
| Ambient air temperature | °C | ±0.5 |
| Ambient air humidity | % | ±0.3 |
| Inlet flue gas temperature | °C | ±0.5 |
| Outlet flue gas temperature | °C | ±0.3 |
| Tube temperature | °C | ±0.5 |
| Flue gas velocity | m·s−1 | ±0.3 |
| Hot air velocity | m·s−1 | ±0.2 |
| Calculated parameters | Relative uncertainty | |
| Average heat transfer coefficient | kW·m−2·K−1 | ±6.03 (%) |
| Pressure drop | Pa | ±3.25 (%) |
| Nusselt number of thermal fluid | - | ±3.18 (%) |
| Nusselt number of cold fluid | - | ±2.83 (%) |
| Improvement potential | - | ±7.21 (%) |
| Sustainability index | - | ±8.82 (%) |
| Exergy efficiency | % | ±5.85 (%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Li, B.; Li, C.; Zhang, Y.; Meng, M.; Wang, H.; Li, C. Experimental and Numerical Study on the Fluid Dynamics and Exergetic Performance of the Heat Exchanger in an Industrial Corn Drying System. Appl. Sci. 2023, 13, 2966. https://doi.org/10.3390/app13052966
Zhang X, Li B, Li C, Zhang Y, Meng M, Wang H, Li C. Experimental and Numerical Study on the Fluid Dynamics and Exergetic Performance of the Heat Exchanger in an Industrial Corn Drying System. Applied Sciences. 2023; 13(5):2966. https://doi.org/10.3390/app13052966
Chicago/Turabian StyleZhang, Xuefeng, Bin Li, Chengjie Li, Ye Zhang, Mingang Meng, Han Wang, and Changyou Li. 2023. "Experimental and Numerical Study on the Fluid Dynamics and Exergetic Performance of the Heat Exchanger in an Industrial Corn Drying System" Applied Sciences 13, no. 5: 2966. https://doi.org/10.3390/app13052966