
Recognition and Pose Estimation Method for Stacked Sheet Metal Parts

Abstract
:1. Introduction
2. Identification of Sheet Metal Parts
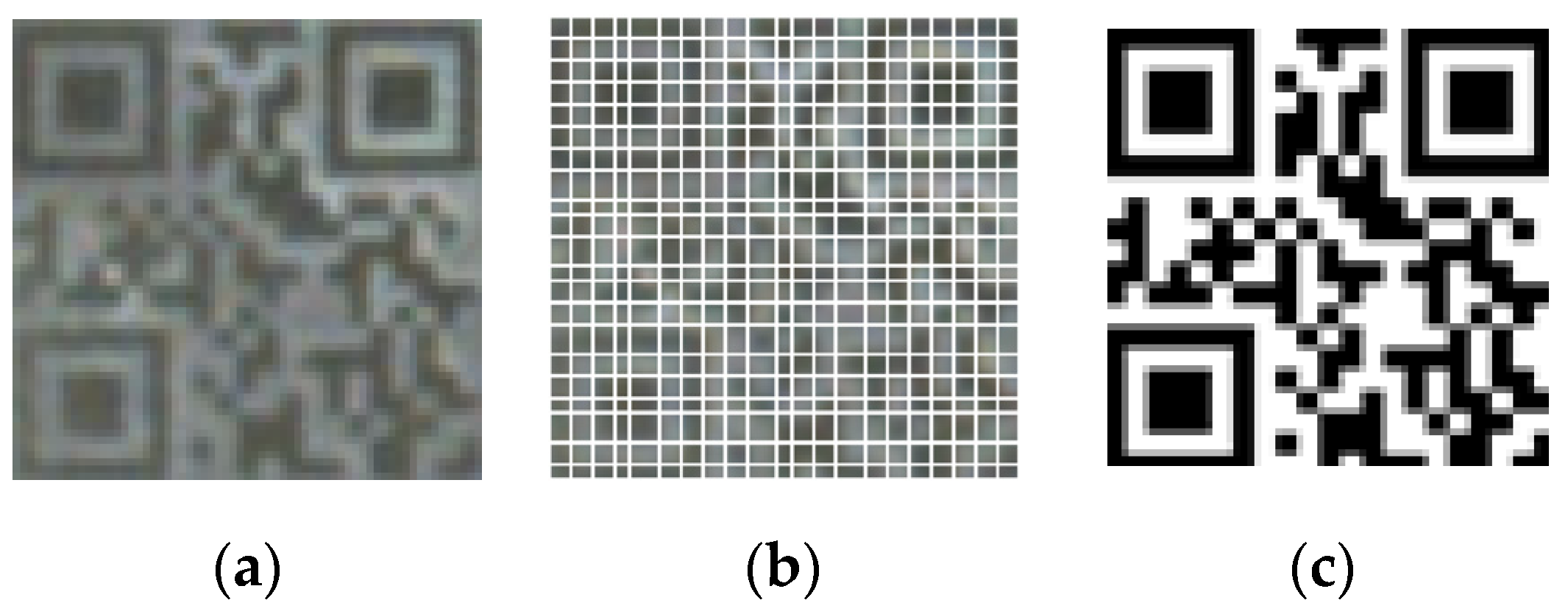
2.1. Positioning and Structure Extraction of Two-Dimensional Laser-Generated Code
2.2. Recognition Algorithm of Occluded Sheet Metal Parts
3. Position Estimation of the Occluded Parts
3.1. Freeman’s Chain Code
3.2. Smoothing Contours
3.3. Geometric Feature Extraction Method
3.4. Calculation of the Transformation Matrix
4. Experimental Results and Analysis
4.1. Vision System Construction
4.2. Part Identification Experiment
4.2.1. Two-Dimensional Code Positioning and Structure Extraction Experiments
4.2.2. Identification Experiment of Occluded Parts
4.3. Location Experiments of Occluded Parts
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, S.; Xia, Y.; Shi, Z.; Yu, H.; Li, Z.; Lin, J. Deep Learning in Sheet Metal Bending with a Novel Theory-Guided Deep Neural Network. IEEE-CAA J. Autom. 2021, 8, 565–581. [Google Scholar] [CrossRef]
- Murena, E.; Mpofu, K.; Ncube, A.T.; Makinde, O.; Trimble, J.A.; Wang, X.V. Development and performance evaluation of a web-based feature extraction and recognition system for sheet metal bending process planning operations. Int. J. Comput. Integr. Manuf. 2021, 34, 6. [Google Scholar] [CrossRef]
- Ventura, C.; Aroca, R.; Antonialli, A.; Abrão, A.; Rubio, J.C.; Câmara, M. Towards Part Lifetime Traceability Using Machined Quick Response Codes. Procedia Technol. 2016, 26, 89–96. [Google Scholar] [CrossRef] [Green Version]
- Okazaki, S.; Navarro, A.; Mukherji, P.; Plangger, K. The curious versus the overwhelmed: Factors influencing QR codes scan intention. J. Bus. Res. 2019, 99, 498–506. [Google Scholar] [CrossRef] [Green Version]
- Yuan, B.; Li, Y.; Jiang, F.; Xu, X.; Guo, Y.; Zhao, J.; Zhang, D.; Guo, J.; Shen, X. MU R-CNN: A Two-Dimensional Code Instance Segmentation Network Based on Deep Learning. Future Internet 2019, 11, 197. [Google Scholar] [CrossRef] [Green Version]
- Elsheikh, A.H. Applications of machine learning in friction stir welding: Prediction of joint properties, real-time control and tool failure diagnosis. Eng. Appl. Artif. Intell. 2023, 121, 105961. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Elaziz, M.A.; Vendan, A. Modeling ultrasonic welding of polymers using an optimized artificial intelligence model using a gradient-based optimizer. Weld. World 2021, 66, 27–44. [Google Scholar] [CrossRef]
- Wang, W.; He, W.; Lei, L. 2-D Bar Code Data Extraction on Metal Parts. J. Comput.-Aided Des. Comput. Graph. 2012, 24, 612–619. [Google Scholar]
- Gao, F.; Ling, Q.; Ge, Y. Location Method of Laser QR Code Based on Position Discrimination. J. Comput.-Aided Des. Comput. Graph. 2017, 29, 1060–1067. [Google Scholar]
- Feng, W.; Fang, C. Stable localization algorithm of QR code based on method of least squares. App. Res. Comp. 2018, 35, 957–960. [Google Scholar]
- Tian, Z.; Wang, M.; Liu, Z. Research and design of QR code recognition system based on Intelligent display line. Mfg Automn 2022, 44, 159–163. [Google Scholar]
- Hu, Y.; Liu, F.; Wei, Z. Vehicle Tracking of Information Fusion for Millimeter-wave Radar and Vision Sensor. China Mech. Eng. 2021, 32, 2181–2188. [Google Scholar]
- Xu, J.; Liu, N.; Li, D. A Grasping Poses Detection Algorithm for Industrial Workpieces Based on Grasping Cluster and Collision Voxels. Robot 2022, 44, 153–166. [Google Scholar]
- Song, J.; Song, X.; Yu, Y. Occlusion targets recognition using contour fragments spatial relationship. J. Huazhong Univ. Sci. Technol. 2019, 47, 79–83. [Google Scholar]
- Krolupper, F.; Flusser, J. Polygonal shape description for recognition of partially occluded objects. Pattern Recognit. Lett. 2007, 28, 1002–1011. [Google Scholar] [CrossRef]
- Huang, W.; Hu, D.; Yang, J.; Zhu, Z. Chord angle representation for shape matching under occlusion. Opt. Precis. Eng. 2015, 23, 1758–1767. [Google Scholar] [CrossRef]
- Shi, S.; Shi, G.; Li, F. Partially occluded object matching via multi-level description and evaluation of contour features. Opt. Precis. Eng. 2012, 20, 2804–2811. [Google Scholar] [CrossRef]
- Lu, R.; Zhou, M.; Ming, A.; Zhou, Y. Context-Constrained Accurate Contour Extraction for Occlusion Edge Detection. In Proceedings of the 2019 IEEE International Conference on Multimedia and Expo (ICME), Shanghai, China, 8–12 July 2019. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Tian, J.; Cai, W. Part Position and Orientation Recognitions on Intelligent CMM. China Mech. Eng. 2022, 58, 282–288. [Google Scholar]
- Yu, Z.; Su, L.; Jia, K. Ordinary workpiece positioning detection under partial occlusion. Comp. Eng. Des. 2020, 41, 2777–2783. [Google Scholar]
- Zheng, J.; Li, E.; Liang, Z. Grasping Posture Determination of Planar Workpieces Based on Shape Prior Model. Robot 2017, 39, 99–110. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Positioning Errors | Mean Errors | Root Mean Square Errors |
|---|---|---|
| x direction/mm | 0.65 | 0.74 |
| y direction/mm | −0.21 | 0.58 |
| position angle/(°) | 0.47 | 0.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Fu, J.; Zhai, F.; Huang, Z. Recognition and Pose Estimation Method for Stacked Sheet Metal Parts. Appl. Sci. 2023, 13, 4212. https://doi.org/10.3390/app13074212
Li R, Fu J, Zhai F, Huang Z. Recognition and Pose Estimation Method for Stacked Sheet Metal Parts. Applied Sciences. 2023; 13(7):4212. https://doi.org/10.3390/app13074212
Chicago/Turabian StyleLi, Ronghua, Jiaru Fu, Fengxiang Zhai, and Zikang Huang. 2023. "Recognition and Pose Estimation Method for Stacked Sheet Metal Parts" Applied Sciences 13, no. 7: 4212. https://doi.org/10.3390/app13074212