
Weld Defect Detection of a CMT Arc-Welded Aluminum Alloy Sheet Based on Arc Sound Signal Processing

Abstract
:1. Introduction
2. Materials and Methods
2.1. The Proposed Welding Defect Identification Method
- (1)
- Arc sound signal is divided into sound segments, each with a sound length of 2742 points. The original dataset including different weld seam states is constructed.
- (2)
- Each sample in the original dataset is transformed using STFT to obtain the time–frequency spectrum dataset. STFT uses a Hanning window with a length of 255 and 205 overlap points.
- (3)
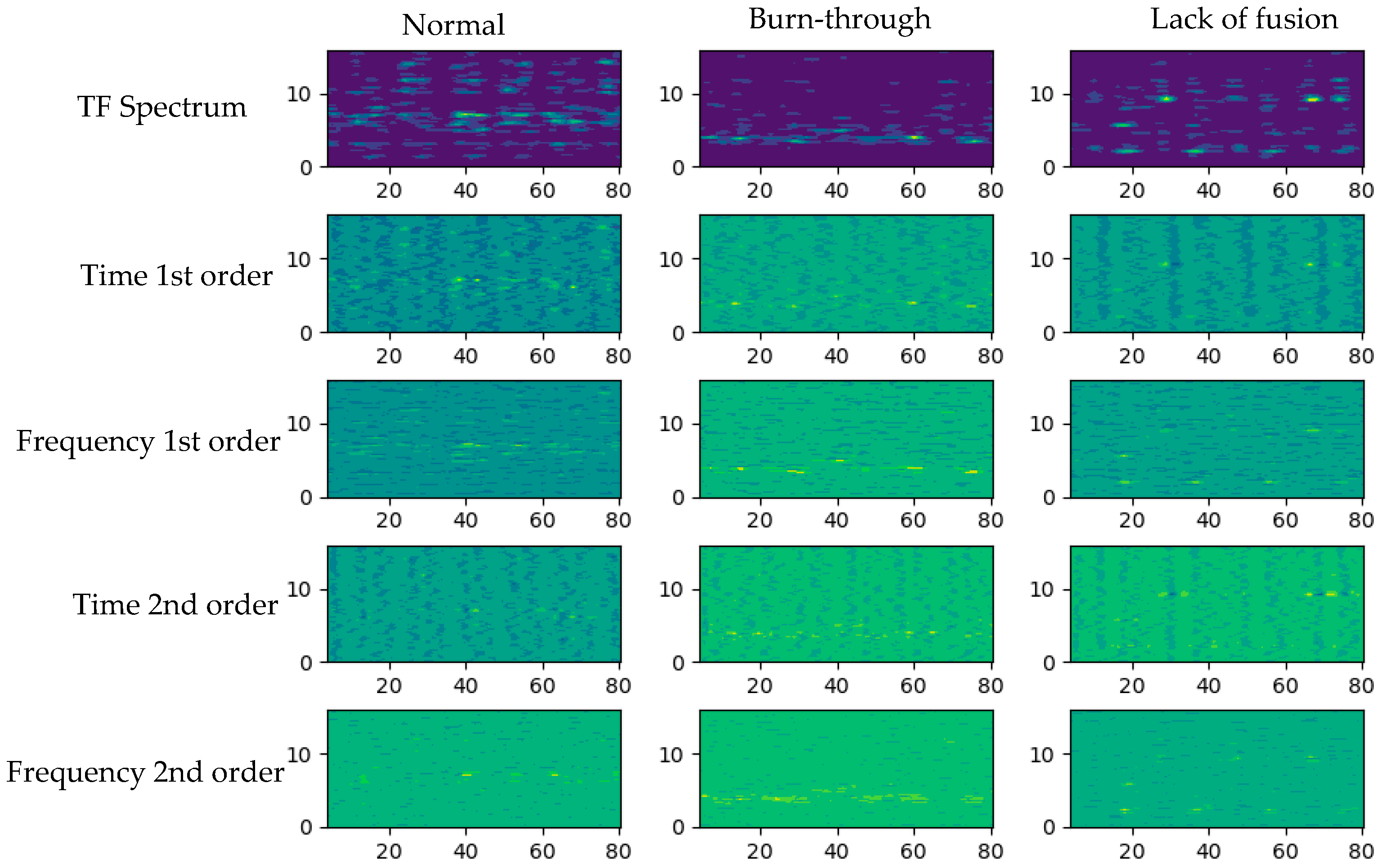
- The samples in the time–frequency mapping dataset are computed using first-order difference and second-order difference operations, and the computed results are overlaid with the original time–frequency spectrum to compose a multi-channel time–frequency dataset.
- (4)
- The multi-channel time–frequency dataset is divided into a training set (70%) and a test set (30%). We can use the training set to input a custom convolutional neural network for multiple rounds of training, and then use the test set to test the trained model.
2.2. Multi-Channel Time–Frequency Spectrum of Arc Sound
2.3. Customized CNN Model
2.3.1. Convolutional Neural Networks
2.3.2. The Customized CNN Model
3. Experiment and Result
3.1. Automated Welding Data Acquisition System
3.2. Welding Experiment and Analysis
3.2.1. Experimental Scheme
3.2.2. Time Domain Analysis of the Arc Sound Signal
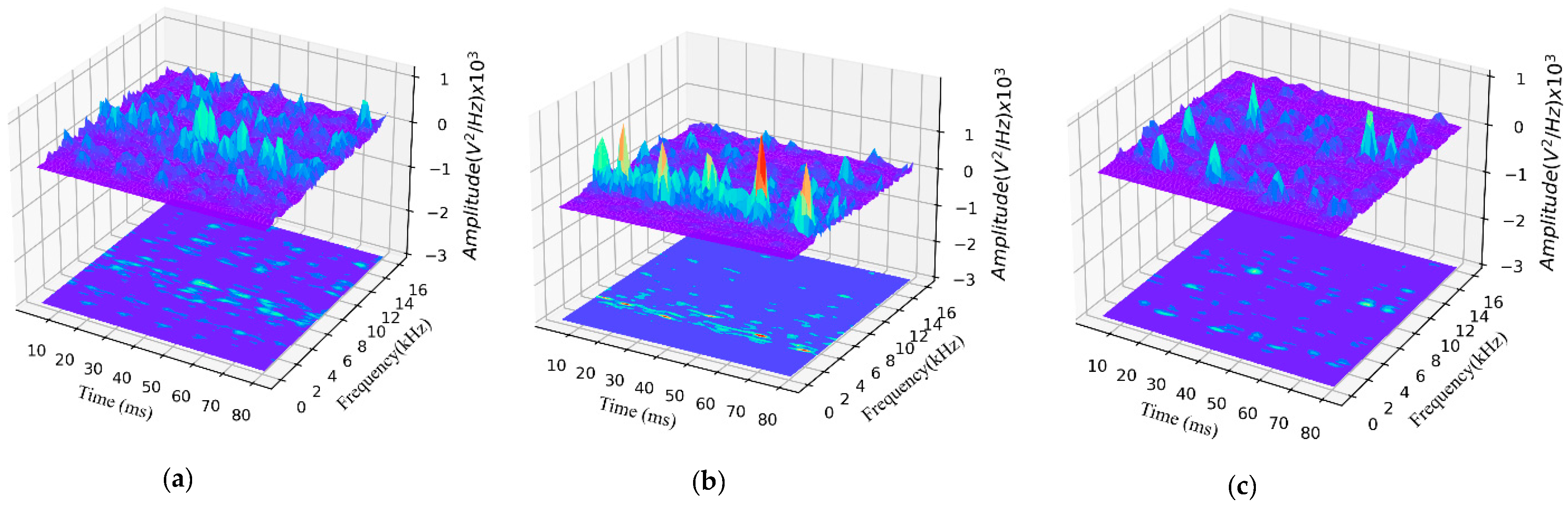
3.2.3. Time–Frequency Analysis of the Arc Sound Signal
3.3. Defect Recognition
3.3.1. Building the Dataset
3.3.2. Comparison of Multi-Channel Time–Frequency CNN
4. Discussion
4.1. Analysis of Time–Frequency Spectrum Difference
4.2. Comparison to Other Classification Methods
5. Conclusions
- (1)
- The CMT arc sound is a timing signal with a highly correlated change in CMT arc energy. The arc energy changes three times during the hot and cold processes alternating in a CMT cycle. Each time the arc energy changes, peak arc sound pulse is produced. With these pulses, the arc sound changes dramatically at the beginning of the peak current.
- (2)
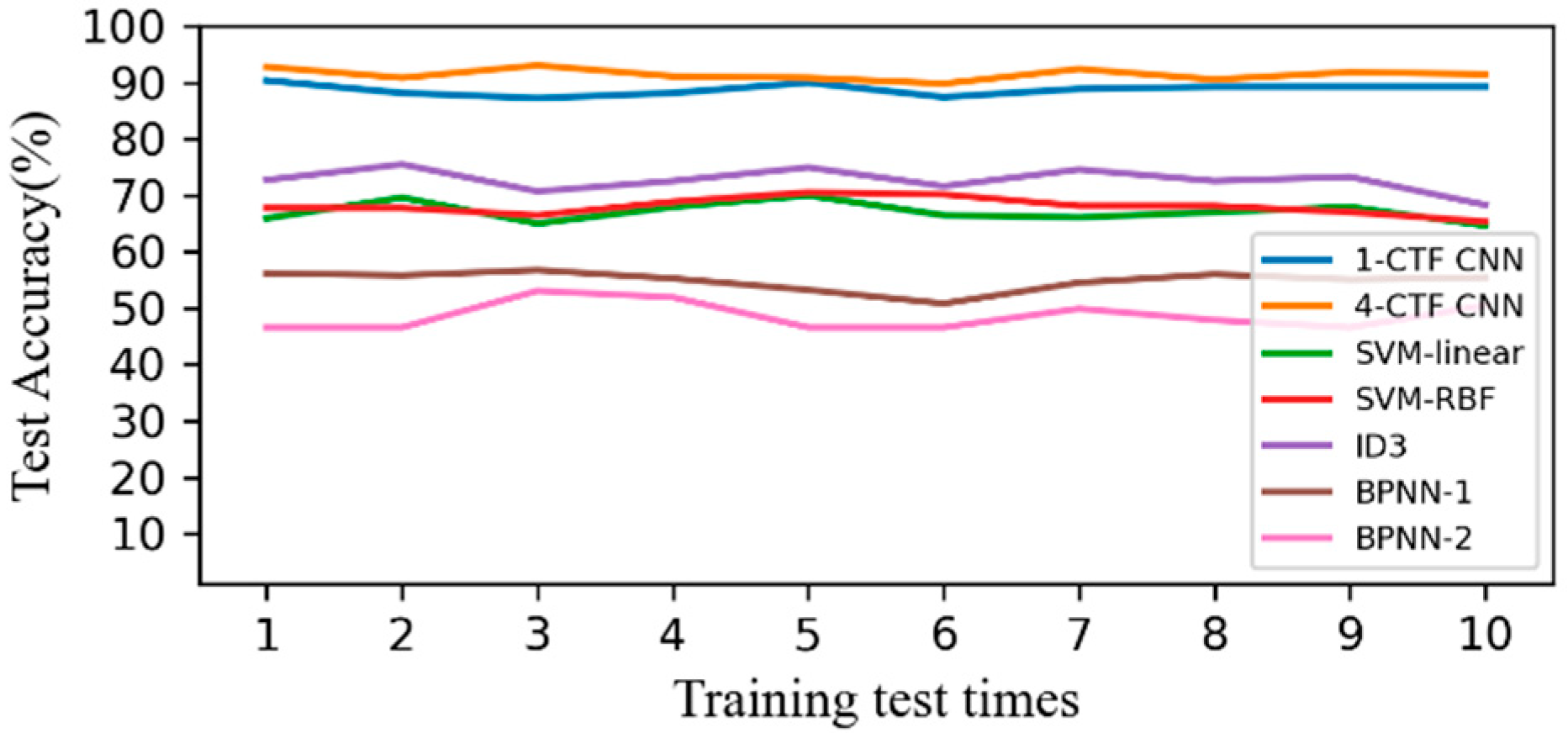
- For aluminum alloy thin-plate CMT butt welding defect recognition, especially of the burn-through and lack of fusion defects of thin plates, the multi-channel time–frequency CNN has higher recognition accuracy than does the single-channel time–frequency CNN.
- (3)
- The proposed method has better feature extraction capability and higher defect recognition accuracy compared with the traditional classification methods such as SVM, BPNN and ID3 that use manually extracted features as inputs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Y.; Zou, W.; Lee, B.; Babkin, A.; Chang, Y. Research progress of aluminum alloy welding technology. Int. J. Adv. Manuf. Technol. 2020, 109, 1207–1218. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, B.; Zhang, S. The advancement of 7xxx series aluminum alloys for aircraft structures: A review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology—An overview. Def. Technol. 2017, 14, 28–44. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, H.; He, P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Mater. Des. 2009, 30, 1850–1852. [Google Scholar] [CrossRef]
- Cao, R.; Feng, Z.; Chen, J.H. Microstructures and properties of titanium—Copper lap welded joints by cold metal transfer technology. Mater. Des. 2014, 53, 192–201. [Google Scholar] [CrossRef]
- Wu, W.; Xu, W.; Xue, J.; Yao, P. Effect of cooling and CMT mode process on additive manufacturing. Mater. Manuf. Process. 2022, 37, 1298–1309. [Google Scholar] [CrossRef]
- Ünel, E.; Taban, E. Properties and optimization of dissimilar aluminum steel CMT welds. Weld. World 2017, 61, 1–9. [Google Scholar] [CrossRef]
- Stanciu, E.M.; Pascu, A.; Gheorghiu, I. CMT Welding of Low Carbon Steel Thin Sheets. IOP Conf. Ser. Mater. Sci. Eng. 2017, 209, 012051. [Google Scholar] [CrossRef]
- Kołodziejczak, P.; Bober, M.; Chmielewski, T. Wear Resistance Comparison Research of High-Alloy Protective Coatings for Power Industry Prepared by Means of CMT Cladding. Appl. Sci. 2022, 12, 4568. [Google Scholar] [CrossRef]
- Chao, C.; Na, L.; Shanben, C. Welding penetration monitoring for pulsed GTAW using visual sensor based on AAM and random forests. J. Manuf. Process. 2021, 63, 152–162. [Google Scholar] [CrossRef]
- Liu, Y.K.; Zhang, Y.M. Control of 3D weld pool surface. Control Eng. Pract. 2013, 21, 1469–1480. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, H.; Zhong, Q.; Lin, S.; Wu, J.; Xu, M.; Zhang, Q. Recognition of penetration state in GTAW based on vision transformer using weld pool image. Int. J. Adv. Manuf. Technol. 2022, 119, 5439–5452. [Google Scholar] [CrossRef]
- Lv, N.; Xu, Y.; Zhang, Z.; Wang, J.; Chen, B.; Chen, S. Audio sensing and modeling of arc dynamic characteristic during pulsed Al alloy GTAW process. Sens. Rev. 2013, 32, 375–385. [Google Scholar] [CrossRef]
- Lv, N.; Xu, Y.L.; Li, S.C.; Chen, S.B. Automated control of welding penetration based on audio sensing technology. J. Mater. Process. Technol. 2017, 2017, 81–98. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, J.; Wang, Q.; Xiao, J.; Zhang, H. Weld bead penetration identification based on human-welder subjective assessment on welding arc sound. Meas. J. Int. Meas. Confed. 2020, 154, 107475. [Google Scholar] [CrossRef]
- Ren, W.; Wen, G.; Xu, B.; Zhang, Z. A Novel Convolutional Neural Network Based on Time-Frequency Spectrogram of Arc Sound and Its Application on GTAW Penetration Classification. IEEE Trans. Ind. Inform. 2021, 17, 809–819. [Google Scholar] [CrossRef]
- Cui, Y.; Shi, Y.; Hong, X. Analysis of the frequency features of arc voltage and its application to the recognition of welding penetration in K-TIG welding. J. Manuf. Process. 2019, 46, 225–233. [Google Scholar] [CrossRef]
- Shiqi, Z.; Shengsun, H.; Zhijiang, W. Weld penetration sensing in pulsed gas tungsten arc welding based on arc voltage. J. Mater. Process. Technol. 2016, 229, 520–527. [Google Scholar]
- Wang, Q.; Gao, Y.; Huang, L.; Gong, Y.; Xiao, J. Weld bead penetration state recognition in GMAW process based on a central auditory perception model. Measurement 2019, 147, 106901. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Q.; Xiao, J.; Zhang, H. Penetration state identification of lap joints in gas tungsten arc welding process based on two channel arc sounds. J. Mater. Process. Technol. 2020, 285, 116762. [Google Scholar] [CrossRef]
- Liu, L.; Chen, H.; Chen, S. Quality analysis of CMT lap welding based on welding electronic parameters and welding sound. J. Manuf. Process. 2022, 74, 55. [Google Scholar] [CrossRef]
- Tran, N.-H.; Bui, V.-H.; Hoang, V.-T. Development of an Artificial Intelligence-Based System for Predicting Weld Bead Geometry. Appl. Sci. 2023, 13, 4232. [Google Scholar] [CrossRef]
- Cheepu, M. Machine Learning Approach for the Prediction of Defect Characteristics in Wire Arc Additive Manufacturing. Trans. Indian Inst. Met. 2023, 76, 447–455. [Google Scholar] [CrossRef]
- Zhao, Z.; Lv, N.; Xiao, R.; Liu, Q.; Chen, S. Recognition of penetration states based on arc sound of interest using VGG-SE network during pulsed GTAW process. J. Manuf. Process. 2023, 87, 81–96. [Google Scholar] [CrossRef]
- Jeon, H.; Jung, Y.; Lee, S.; Jung, Y. Area-Efficient Short-Time Fourier Transform Processor for Time–Frequency Analysis of Non-Stationary Signals. Appl. Sci. 2020, 10, 1–10. [Google Scholar] [CrossRef]
- Cong, S.; Zhou, Y. A review of convolutional neural network architectures and their optimizations. Artif. Intell. Rev. 2022, 56, 1905–1969. [Google Scholar] [CrossRef]
- Li, Z.; Liu, F.; Yang, W.; Peng, S.; Zhou, J. A Survey of Convolutional Neural Networks: Analysis, Applications, and Prospects. IEEE Trans. Neural Netw. Learn. Syst. 2022, 33, 6999–7019. [Google Scholar] [CrossRef]
- Pang, J.; Hu, S.; Shen, J.; Wang, P.; Liang, Y. Arc characteristics and metal transfer behavior of CMT + P welding process. J. Mater. Process. Technol. 2016, 238, 212–217. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Channels | Composition | |
|---|---|---|
| 1 channel | ||
| 2 channels | 1 | |
| 3 channels | ||
| 4 channels | ||
| 5 channels | ||
| Welding Parameters | Value |
|---|---|
| Welding current | 53 A |
| Welding voltage | 11.1 V |
| Welding speed | 60 cm/min |
| Wire speed | 3.5 m/min |
| Shielding gas flow | 15 mL/min |
| Dataset | 1-CTF | 2-CTF | 3-CTF | 4-CTF | 5-CTF |
|---|---|---|---|---|---|
| Average accuracy (%) | 88.81 | 90.67 | 90.39 | 91.49 | 89.66 |
| Standard deviation | 0.0104 | 0.0107 | 0.0094 | 0.0104 | 0.0128 |
| No. | Feature | Equation | No. | Feature | Equation |
|---|---|---|---|---|---|
| 1 | Mean | 8 | Root-Mean Square | ||
| 2 | Mean amplitude | 9 | Skewness | ||
| 3 | Peak | 10 | Kurtosis | ||
| 4 | Peak–Peak | 11 | Kurtosis factor | ||
| 5 | Energy | 12 | Pulse factor | ||
| 6 | Standard deviation | 13 | Margin factor | ||
| 7 | Variance | 14 | Waveform factor |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; Guan, K.; Zou, L.; Sun, Y.; Yang, X. Weld Defect Detection of a CMT Arc-Welded Aluminum Alloy Sheet Based on Arc Sound Signal Processing. Appl. Sci. 2023, 13, 5152. https://doi.org/10.3390/app13085152
Yang G, Guan K, Zou L, Sun Y, Yang X. Weld Defect Detection of a CMT Arc-Welded Aluminum Alloy Sheet Based on Arc Sound Signal Processing. Applied Sciences. 2023; 13(8):5152. https://doi.org/10.3390/app13085152
Chicago/Turabian StyleYang, Guang, Kainan Guan, Li Zou, Yibo Sun, and Xinhua Yang. 2023. "Weld Defect Detection of a CMT Arc-Welded Aluminum Alloy Sheet Based on Arc Sound Signal Processing" Applied Sciences 13, no. 8: 5152. https://doi.org/10.3390/app13085152