
Laboratory Study of Asphalt Concrete for Base Course with Reclaimed Asphalt, Recycling Agents, and Jute Fibres



Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Air Voids
3.2. Moisture and Freeze–Thaw Susceptibility
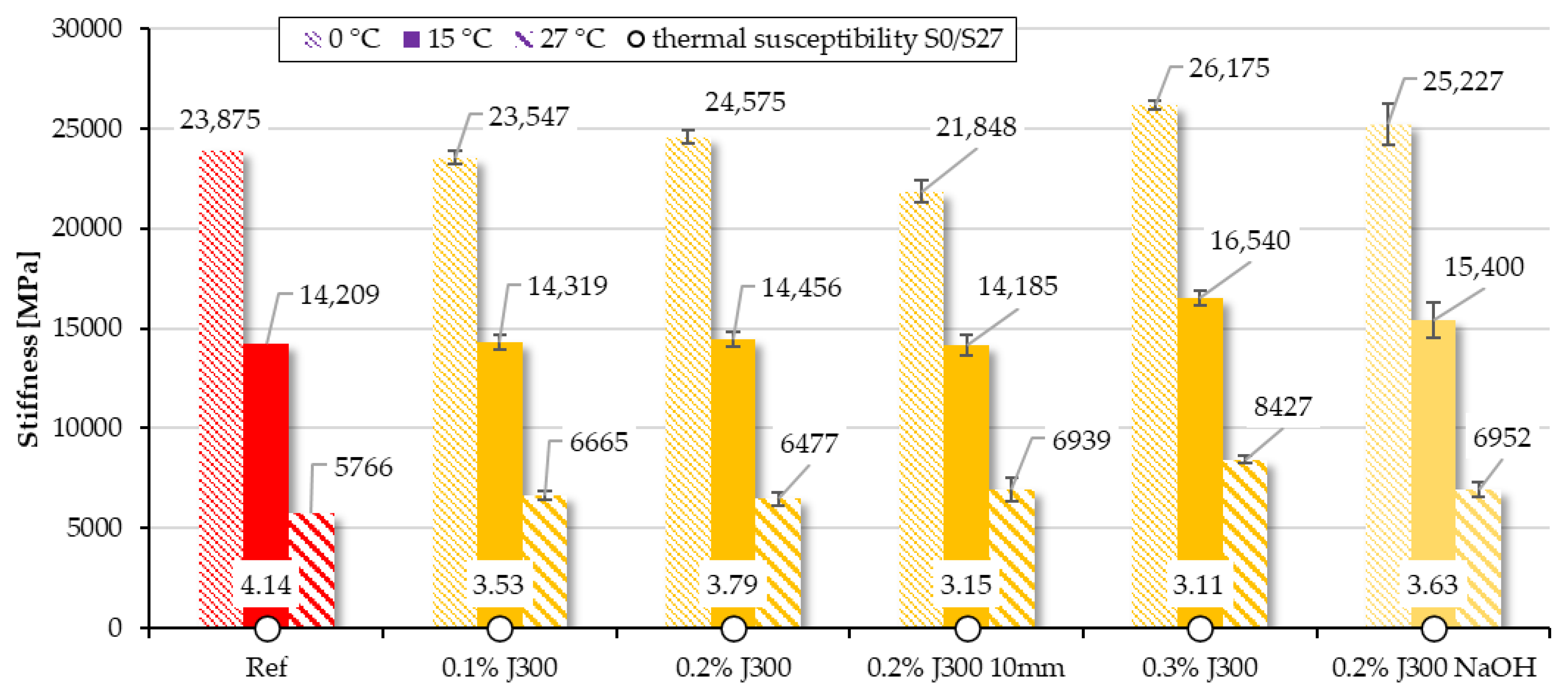
3.3. Stiffness
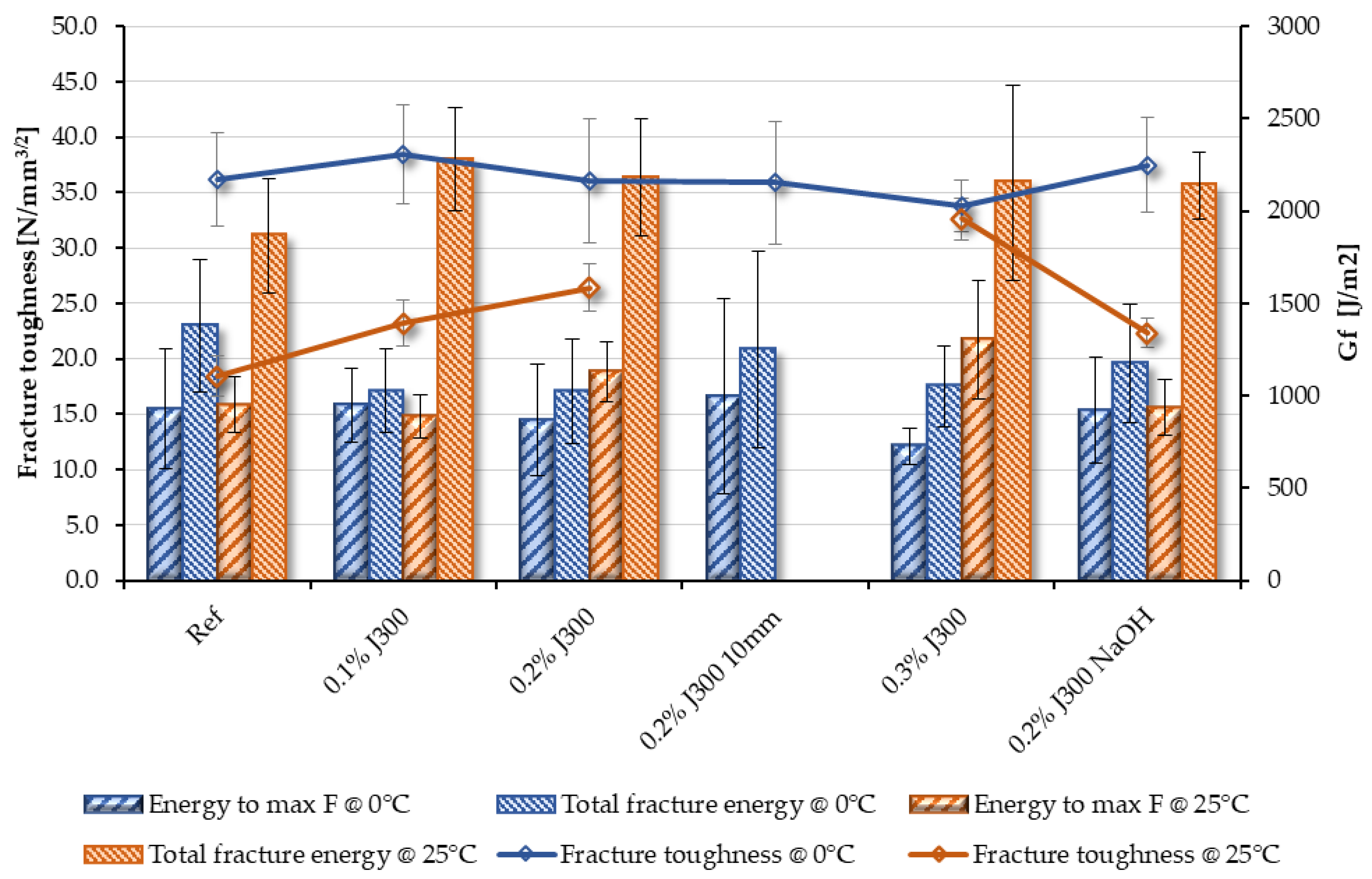
3.4. Resistance to Crack Propagation
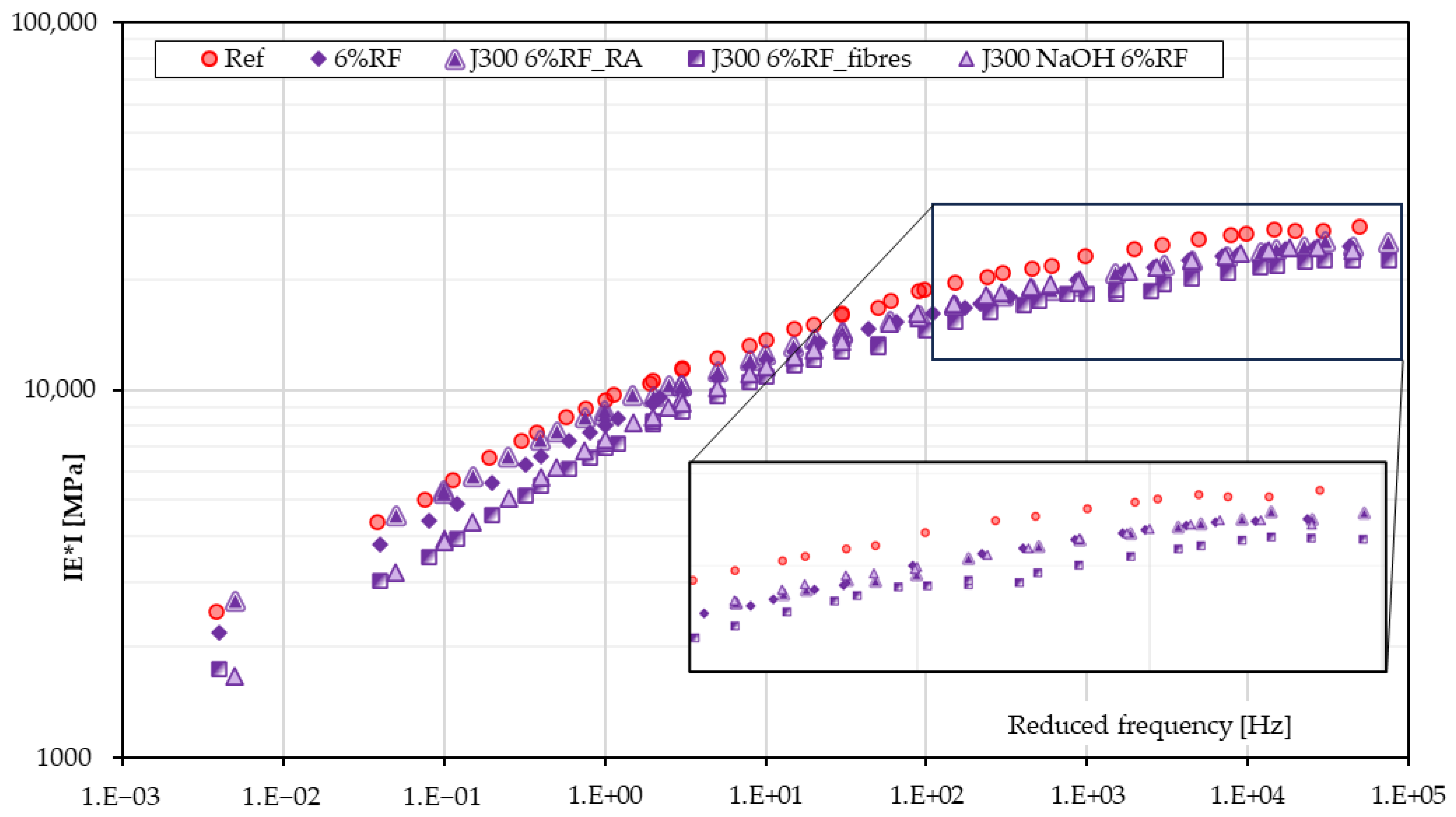
3.5. Complex Modulus
4. Discussion
5. Conclusions
- The addition of recycling agent and/or jute fibers (virgin and NaOH-treated fibers) has a positive influence on the compactability of asphalt mixture with 30% RA content.
- A directly proportional relationship between jute fiber content and air voids was observed. The shorter, 10 mm fibers caused higher air voids content as well.
- The use of jute fibers in reclaimed asphalt mixtures has been shown to produce a significant decrease in ITSR. Mixture with short fibers achieved the lowest ITSR in the mixtures without recycling agents. The NaOH-treated fibers showed better ITSR values. The addition of the recycling agent “SR” slightly lowered the ITSR. However, the addition of a higher amount of agent “SR” had an opposite effect, although the effect was caused by the lower dry ITS value. On the other hand, the wet/freeze ITS of most mixtures with fibers stayed above the reference level, which can compensate for the low ITSR. The second recycling agent, “RF”, showed the highest ITSR. Interestingly, mixtures with fibers and without recycling agents achieved higher ITSRs than equivalent mixtures with the recycling agents.
- As predicted, the addition of recycling agents tends to decrease the stiffness modulus, while the addition of jute fibers tends to increase it. Furthermore, fibers that underwent NaOH treatment showed an additional increase in their stiffness modulus. Incorporation of jute fibers led to increased stiffness and to a decline in their thermal susceptibility.
- The addition of virgin jute fibers exhibited the same results in fracture toughness and fracture energy to the maximum force at 0 °C as the reference mixtures, with a decrease in total fracture energy. On the other hand, only a slight increase in total fracture energy was demonstrated in mixtures that had NaOH-treated fibers added. The addition of recycling agent led to an increase in selected parameters. Mixtures with fibers and recycling agents exhibited the best fracture resistance results. At higher temperature (25 °C), the surface treatment did not improve the fracture properties. A combination of fibers and recycling agents showed the best results.
- Similarly to the stiffness modulus, the addition of virgin jute fibers showed higher complex values. Yet, treating the fibers with NaOH resulted in a decrease in the complex modulus across the entire range of frequencies and temperatures.
- Although the effects of adding recycling agent to asphalt mixtures are well known, the addition of recycling agents only showed a similar complex modulus along the low-frequency/high-temperature ranges and higher values along the range of high frequencies/low temperatures. Also, the addition of the recycling agent “SR” to treated fibers showed similar values along the entire range. Nevertheless, a decrease in values was achieved in the mixture with virgin fibers.
- Better results were achieved with recycling agents added to RA.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- National Asphalt Pavement Association (NAPA). Engineering: Asphalt Pavement is One of America’s Building Blocks. National Asphalt Pavement Association (NAPA). 2023. Available online: https://www.asphaltpavement.org/expertise/engineering (accessed on 25 October 2023).
- EAPA. Asphalt in Figures 2021; EAPA: Brussels, Belgium, 2023. [Google Scholar]
- EAPA. Asphalt in Figures 2020; EAPA: Brussels, Belgium, 2021. [Google Scholar]
- Shi, X.; Mukhopadhyay, A.; Liu, K.W. Mix design formulation and evaluation of portland cement concrete paving mixtures containing reclaimed asphalt pavement. Const. Build. Mater. 2017, 152, 756–768. [Google Scholar] [CrossRef]
- Huang, B.; Shu, X.; Burdette, E.G. Mechanical properties of concrete containing recycled asphalt pavements. Mag. Concr. Res. 2006, 58, 313–320. [Google Scholar] [CrossRef]
- Fakhri, M.; Amoosoltani, E. The effect of Reclaimed Asphalt Pavement and crumb rubber on mechanical properties of Roller Compacted Concrete Pavement. Const. Build. Mater. 2017, 137, 470–484. [Google Scholar] [CrossRef]
- Thomas, R.; Fellows, A.; Sorensen, A. Durability Analysis of Recycled Asphalt Pavement as Partial Coarse Aggregate Replacement in a High-Strength Concrete Mixture. J. Mater. Civ. Eng. 2018, 30, 04018061. [Google Scholar] [CrossRef]
- Zhou, Z.; Gu, X.; Jiang, J.; Ni, F.; Jiang, Y. Fatigue cracking performance evaluation of laboratory-produced polymer modified asphalt mixture containing reclaimed asphalt pavement material. Const. Build. Mater. 2019, 216, 379–389. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef] [PubMed]
- Yao, L.; Leng, Z.; Lan, J.; Chen, R.; Jiang, J. Environmental and economic assessment of collective recycling waste plastic and reclaimed asphalt pavement into pavement construction: A case study in Hong Kong. J. Clean. Prod. 2022, 336, 130405. [Google Scholar] [CrossRef]
- Sreeram, A.; Leng, Z.; Padhan, R.; Qu, X. Eco-friendly paving materials using waste PET and reclaimed asphalt pavement. HKIE Trans. 2018, 25, 237–247. [Google Scholar] [CrossRef]
- Gu, F.; Ma, W.; West, R.; Taylor, A.; Zhang, Y. Structural performance and sustainability assessment of cold central-plant and in-place recycled asphalt pavements: A case study. J. Clean. Prod. 2019, 208, 1513–1523. [Google Scholar] [CrossRef]
- Jaskuła, P.; Stienss, M.; SZYDŁOWSKI, C. Effect of polymer fibres reinforcement on selected properties of asphalt mixtures. Procedia Eng. 2017, 172, 441–448. [Google Scholar] [CrossRef]
- Lee, S.; Rust, J.; Hamouda, H.; Kim, Y.; Borden, R. Fatigue Cracking Resistance of Fiber-Reinforced Asphalt Concrete. Text. Res. J. 2005, 75, 123–128. [Google Scholar] [CrossRef]
- Shanbara, H.; Ruddock, F.; Atherton, W. Predicting the rutting behaviour of natural fibre-reinforced cold mix asphalt using the finite element method. Const. Build. Mater. 2018, 167, 907–917. [Google Scholar] [CrossRef]
- Gallo, P. Asphalt mix reinforced with vegetable fibers. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 236. [Google Scholar]
- Hassan, M.; Rashid, M.; Danish, A.; Ahmed, A. The effect of using jute fiber on deformation resistance of asphalt concrete. In Proceedings of the CSCE’21, Las Vegas, NV, USA, 26–29 July 2021. [Google Scholar]
- Ismael, M.; Fattah, M.Y.; Jasim, A.F. Permanent deformation characterization of stone matrix asphalt reinforced by different types of fibers. J. Eng. 2022, 28, 99–116. [Google Scholar] [CrossRef]
- Guo, Y.; Tataranni, P.; Sangiorgi, C. The use of fibres in asphalt mixtures: A state of the art review. Constr. Build. Mater. 2023, 390, 131754. [Google Scholar] [CrossRef]
- Buritatum, A.; Suddeepong, A.; Akkharawongwhatthana, K.; Horpibulsuk, S.; Yaowarat, T.; Hoy, M.; Arulrajah, A.; Rashid, A.S.A. Hemp Fiber-Modified Asphalt Concretes with Reclaimed Asphalt Pavement for Low-Traffic Roads. Sustainability 2023, 15, 6860. [Google Scholar] [CrossRef]
- Mansourian, A.; Razmi, A.; Razavi, M. Evaluation of fracture resistance of warm mix asphalt containing jute fibres. Constr. Build. Mater. 2016, 117, 37–46. [Google Scholar] [CrossRef]
- Balreddy, M.S.; Nethra, P.; Naganna, S.R. Performance Evaluation of Open-Graded Bituminous Concrete Modified with Natural Fibers. Sustainability 2023, 15, 11952. [Google Scholar] [CrossRef]
- Alshehri, H.A.; Wahhab, H.I.A.A.; Al-Osta, M.A. Performance of SMA Mix modified with waste plastic and fiber. Case Stud. Constr. Mater. 2023, 19, e02566. [Google Scholar] [CrossRef]
- Kumar, P.; Sikdar, P.K.; Bose, S.; Chandra, S. Use of Jute Fibre in Stone Matrix Asphalt. Road Mater. Pavement Des. 2011, 5, 239–249. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Lau, K.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Anna Dilfi, K.F.; Balan, A.; Bin, H.; Xian, G.; Thomas, S. Effect of Surface Modification of Jute Fiber on the Mechanical Properties and Durability of Jute Fiber-Reinforced Epoxy Composites. Polym. Compos. 2018, 39, E2519–E2528. [Google Scholar]
- Alamgir Sayeed, M.; Paharia, A. Optimisation of the surface treatment of jute fibres for natural fibre reinforced polymer composites using Weibull analysis. J. Text. Inst. 2019, 110, 1588–1595. [Google Scholar] [CrossRef]
- Banerjee, P.K.; Ghosh, M. Studies on jute–asphalt composites. J. Appl. Polym. Sci. 2008, 109, 3165–3172. [Google Scholar] [CrossRef]
- Li, N.; Zhan, H.; Yu, X.; Tang, W.; Xue, Q. Investigation of the aging behavior of cellulose fiber in reclaimed asphalt pavement. Constr. Build. Mater. 2021, 271, 121559. [Google Scholar] [CrossRef]
- ČSN 73 6121:2019; Stavba Vozovek—Hutněné Asfaltové Vrstvy—Provádění a Kontrola Shody. Česká agentura pro Standardizaci: Prague, Czech Republic, 2019.
- Lu, D.; Saleh, M. Laboratory evaluation of warm mix asphalt incorporating high RAP proportion by using evotherm and sylvaroad additives. Constr. Build. Mater. 2016, 114, 580–587. [Google Scholar] [CrossRef]
- Kalvaitis, M. Influence of Application Temperature on Mechanical Performance and Interface Bonding of Bituminous Mixtures Containing Reclaimed Asphalt Pavement; Vilniaus Gedimino Technikos Universitetas: Vilnius, Lithuania, 2015. [Google Scholar]
- EN 12697-30; Bituminous Mixtures. Test Methods—Specimen Preparation by Impact Compactor. CEN-CENELEC: Brussels, Belgium, 2018.
- EN 12697-8; Bituminous Mixtures—Test Methods—Part 8: Determination of Void Characteristics of Bituminous Specimens. CEN-CENELEC: Brussels, Belgium, 2018.
- EN 12697-12; Bituminous Mixtures—Test Methods—Part 12: Determination of the Water Sensitivity of Bituminous Specimens. CEN-CENELEC: Brussels, Belgium, 2018.
- Valentová, T. Analysis of the Durability Stability of Asphalt Mixtures. Ph.D. Dissertation, Faculty of Civil Engineering CTU Prague, Prague, Czech Republic, 2021. [Google Scholar]
- EN 12697-26; Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 26: Stiffness. CEN-CENELEC: Brussels, Belgium, 2018.
- ČSN EN 12697-44; Bituminous Mixtures—Test Methods—Part 44: Crack Propagation by Semi-Circular Bending Test. CEN-CENELEC: Brussels, Belgium, 2019.
- Pavement Manual; Texas Department of Transportation: Austin, TX, USA, 2021.
- Gallo, P.; Valentin, J.; Mondschein, P. Asphalt Concrete for Binder Courses with Different Jute Fibre Content. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021. [Google Scholar] [CrossRef]
- Camargo, M.; Taye, E.A.; Roether, J.; Redda, D.T.; Boccaccini, A. A review on natural fiber-reinforced geopolymer and cement-based composites. Materials 2020, 13, 4603. [Google Scholar] [CrossRef]
- Mahmood, O.; Ahmed, S. Nfluence of natural fibers on the performance of hot mix asphalt for the wearing course of pavement. ARO-Sci. J. Koya Univ. 2020, 8, 57–63. [Google Scholar] [CrossRef]
- Islam, M.S.; Ahmed, S.J. Influence of jute fiber on concrete properties. Constr. Build. Mater. 2018, 189, 768–776. [Google Scholar] [CrossRef]
- Zhang, T.; Yin, Y.; Gong, Y.; Wang, L. Mechanical properties of jute fiber-reinforced high-strength concrete. Struct. Concr. 2019, 21, 703–712. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture’s Label | Description |
|---|---|
| Ref | Reference mixture containing 30% RA but no recycling agents or fibers. |
| 0.1% J300 | +0.1% (by weight of the total mixture) of jute fiber with 20 mm-long fibers. |
| 0.2% J300 | +0.2% (by weight of the total mixture) of jute fiber with 20 mm-long fibers. |
| 0.2% J300 10 mm | +0.2% (by weight of the total mixture) of jute fiber with 10 mm-long fibers. |
| 0.3% J300 | +0.3% (by weight of the total mixture) of jute fiber with 20 mm-long fibers. |
| 0.2% J300 NaOH | +0.2% (by weight of the total mixture) of NaOH-treated jute fiber. |
| 6%SR | +6% (by mass of aged binder) of SR recycling agent. |
| J300 6%SR | +0.2% (by weight of the total mixture) of jute fiber and 6% (by mass of aged binder) of SR recycling agent added to fibers (ii). |
| NaOH 6%SR | +0.2% (by weight of the total mixture) of NaOH-treated jute fiber and 6% (by mass of aged binder) of SR recycling agent added to fibers (ii). |
| NaOH 9%SR | +0.2% (by weight of the total mixture) of NaOH-treated jute fiber and 9% (by mass of aged binder) of SR recycling agent added to fibers (ii). |
| 6%RF | +6% (by mass of aged binder) of RF recycling agent. |
| 6%RF_RA | +0.2% (by weight of the total mixture) of jute fiber and 6% (by mass of aged binder) of RF recycling agent. This recycling agent was added directly to the RA (i). |
| 6%RF_fibers | +0.2% (by weight of the total mixture) of jute fiber and 6% (by mass of aged binder) of RF recycling agent. This recycling agent was added to the fibers (ii). |
| NaOH 6%RF | +0.2% (by weight of the total mixture) of NaOH-treated jute fiber and 6% (by mass of aged binder) of RF recycling agent. This recycling agent was added to the fibers (ii). |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gallo, P.; Belhaj, M.; Valentin, J. Laboratory Study of Asphalt Concrete for Base Course with Reclaimed Asphalt, Recycling Agents, and Jute Fibres. Appl. Sci. 2024, 14, 239. https://doi.org/10.3390/app14010239
Gallo P, Belhaj M, Valentin J. Laboratory Study of Asphalt Concrete for Base Course with Reclaimed Asphalt, Recycling Agents, and Jute Fibres. Applied Sciences. 2024; 14(1):239. https://doi.org/10.3390/app14010239
Chicago/Turabian StyleGallo, Peter, Majda Belhaj, and Jan Valentin. 2024. "Laboratory Study of Asphalt Concrete for Base Course with Reclaimed Asphalt, Recycling Agents, and Jute Fibres" Applied Sciences 14, no. 1: 239. https://doi.org/10.3390/app14010239
APA StyleGallo, P., Belhaj, M., & Valentin, J. (2024). Laboratory Study of Asphalt Concrete for Base Course with Reclaimed Asphalt, Recycling Agents, and Jute Fibres. Applied Sciences, 14(1), 239. https://doi.org/10.3390/app14010239