
Features of Changes in the Parameters of Acoustic Signals Characteristic of Various Metalworking Processes and Prospects for Their Use in Monitoring

 ,
, 

Abstract
:1. Introduction
2. Instruments and Technological Equipment
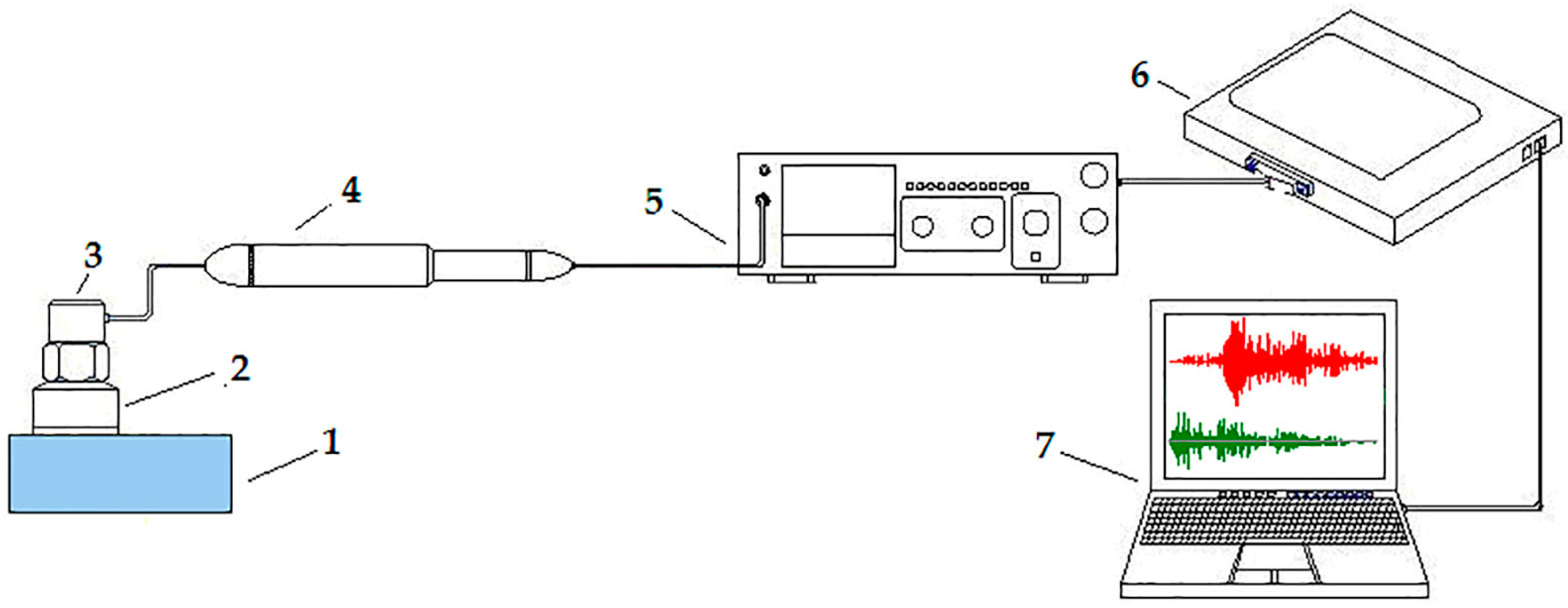
2.1. Instruments for Measuring Vibrations in Metalworking
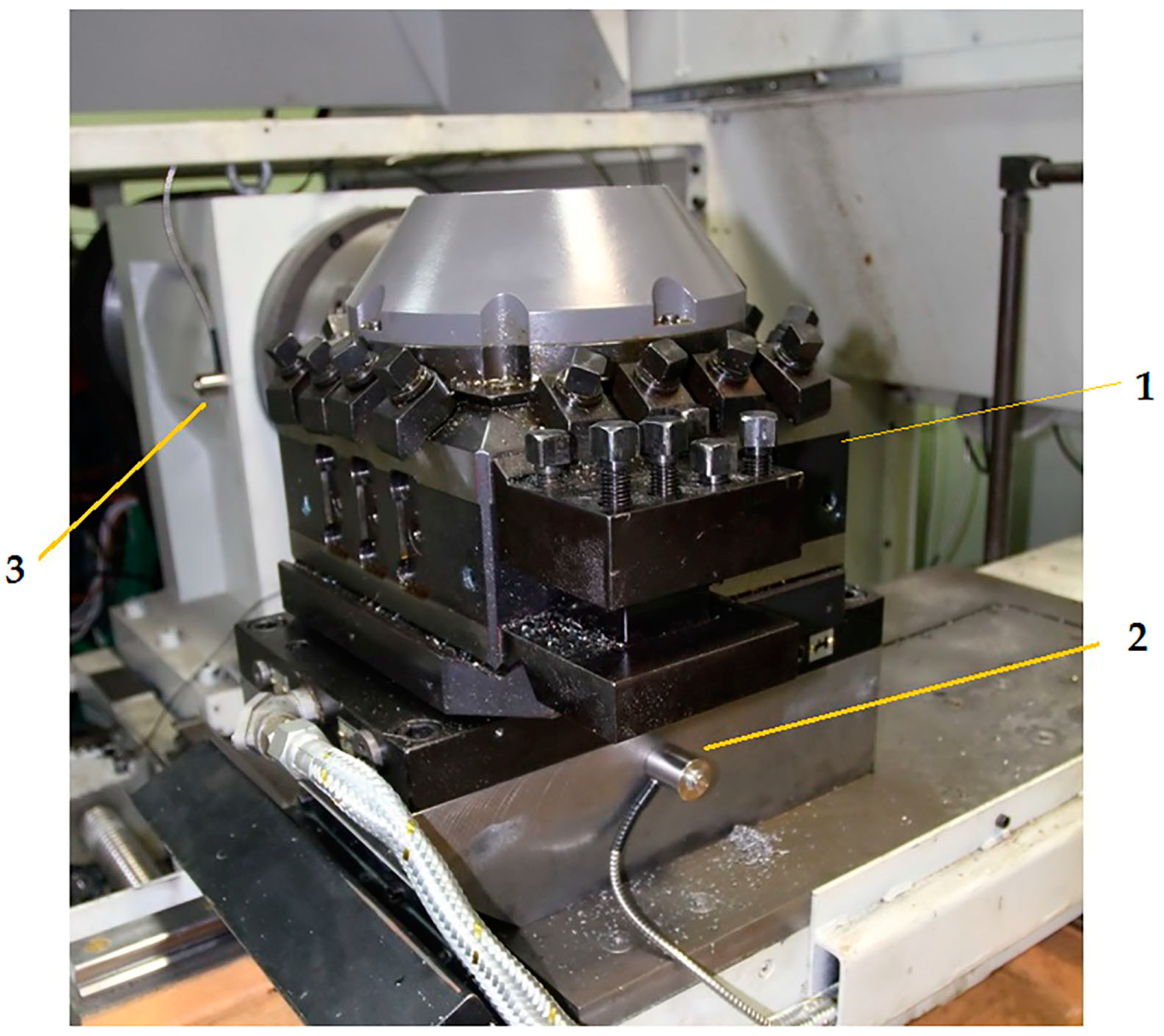
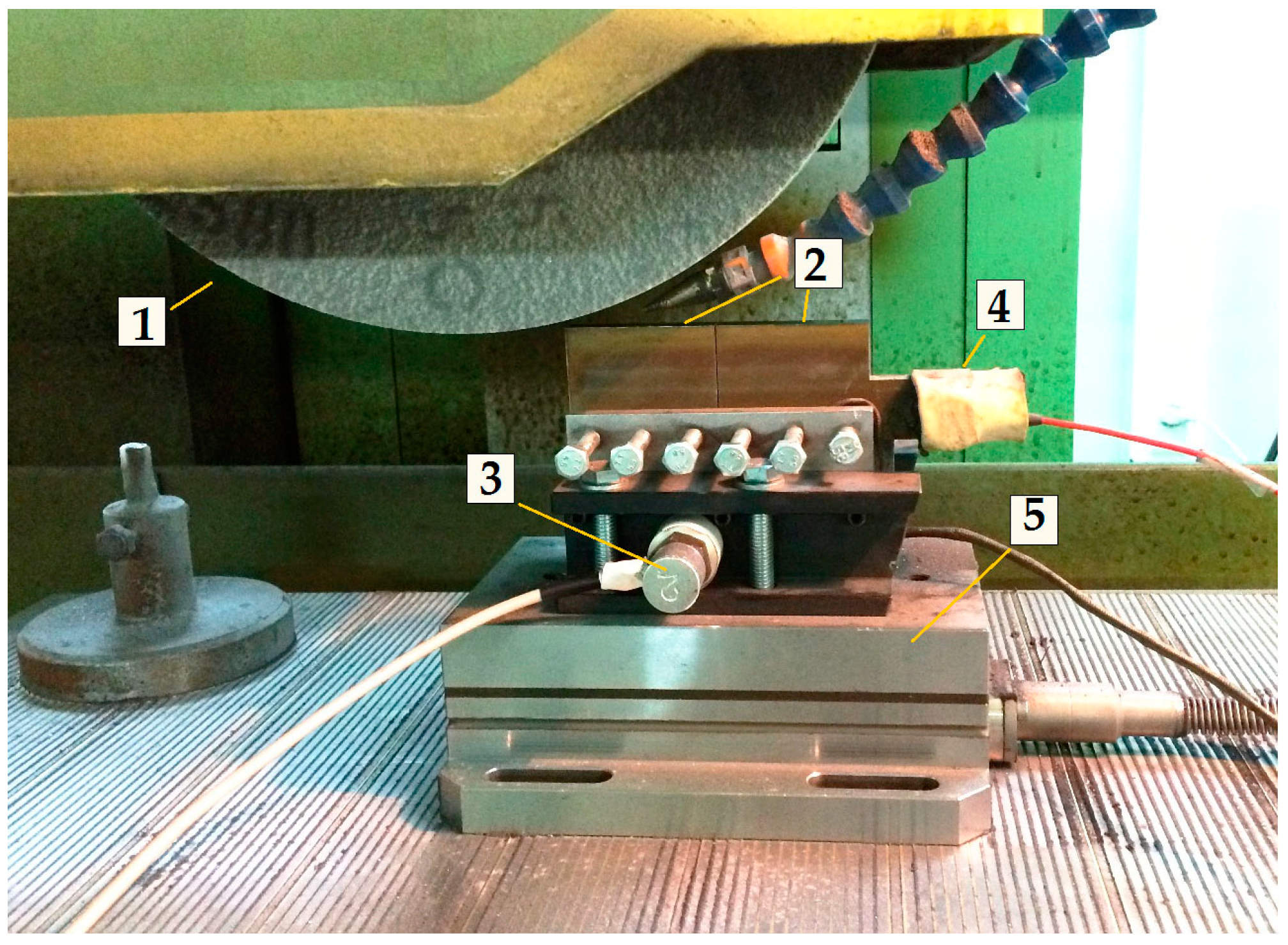
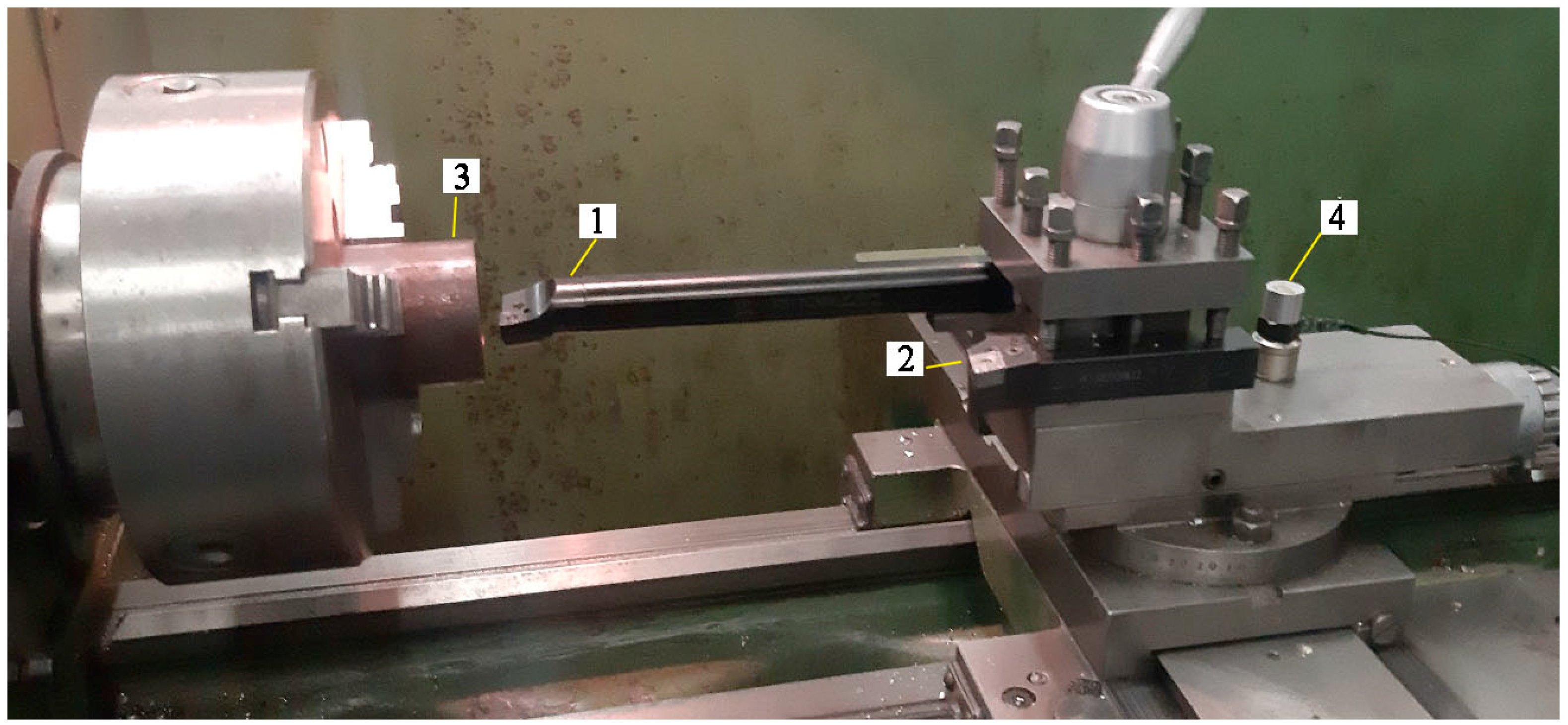
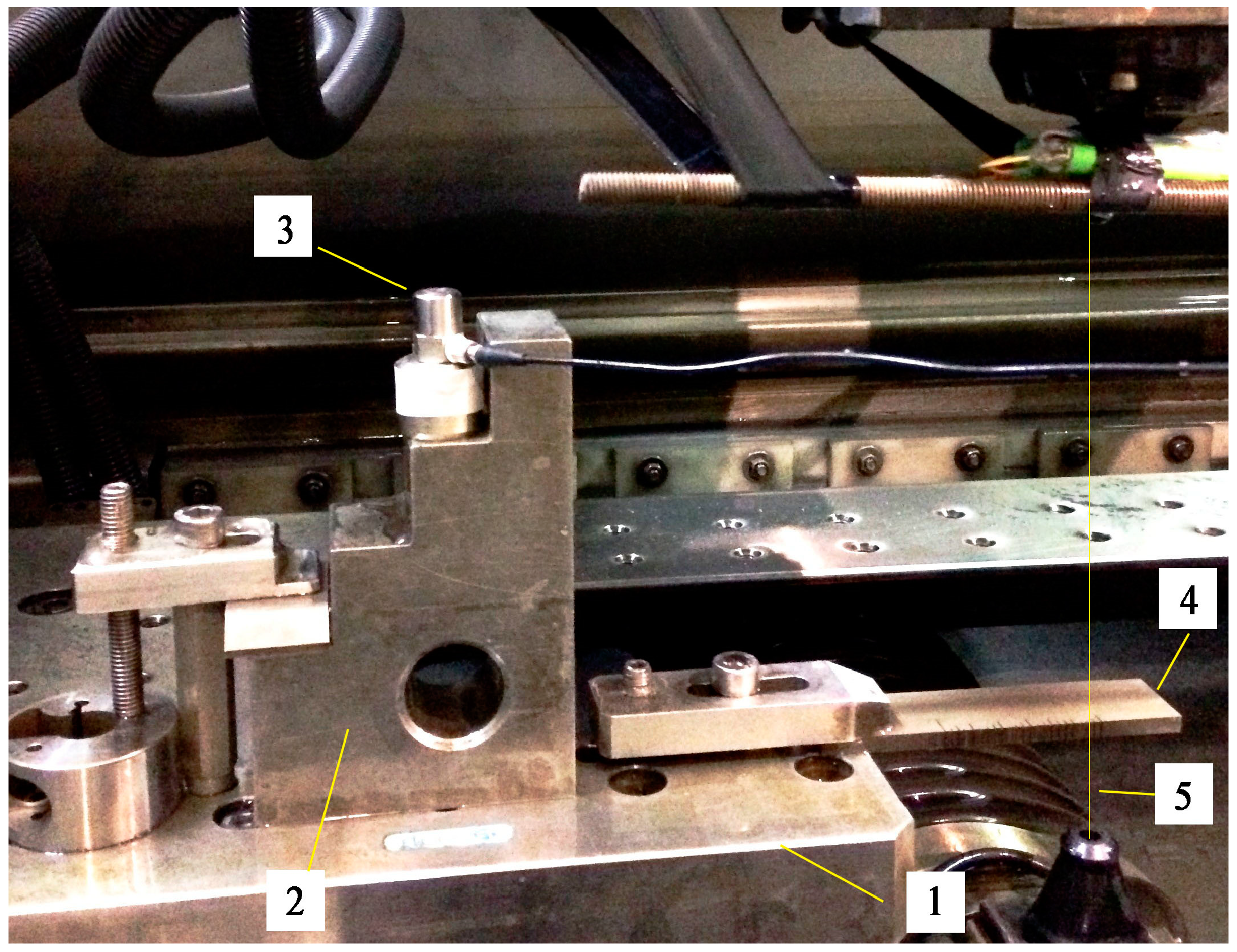
2.2. Technological Equipment under Study
3. Results of Studies of AE Signals
3.1. Results of Studies of AE Signals during Blade Processing
3.2. Results of Studies of AE Signals When Processed Using Concentrated Energy Flows
4. Results and Discussion
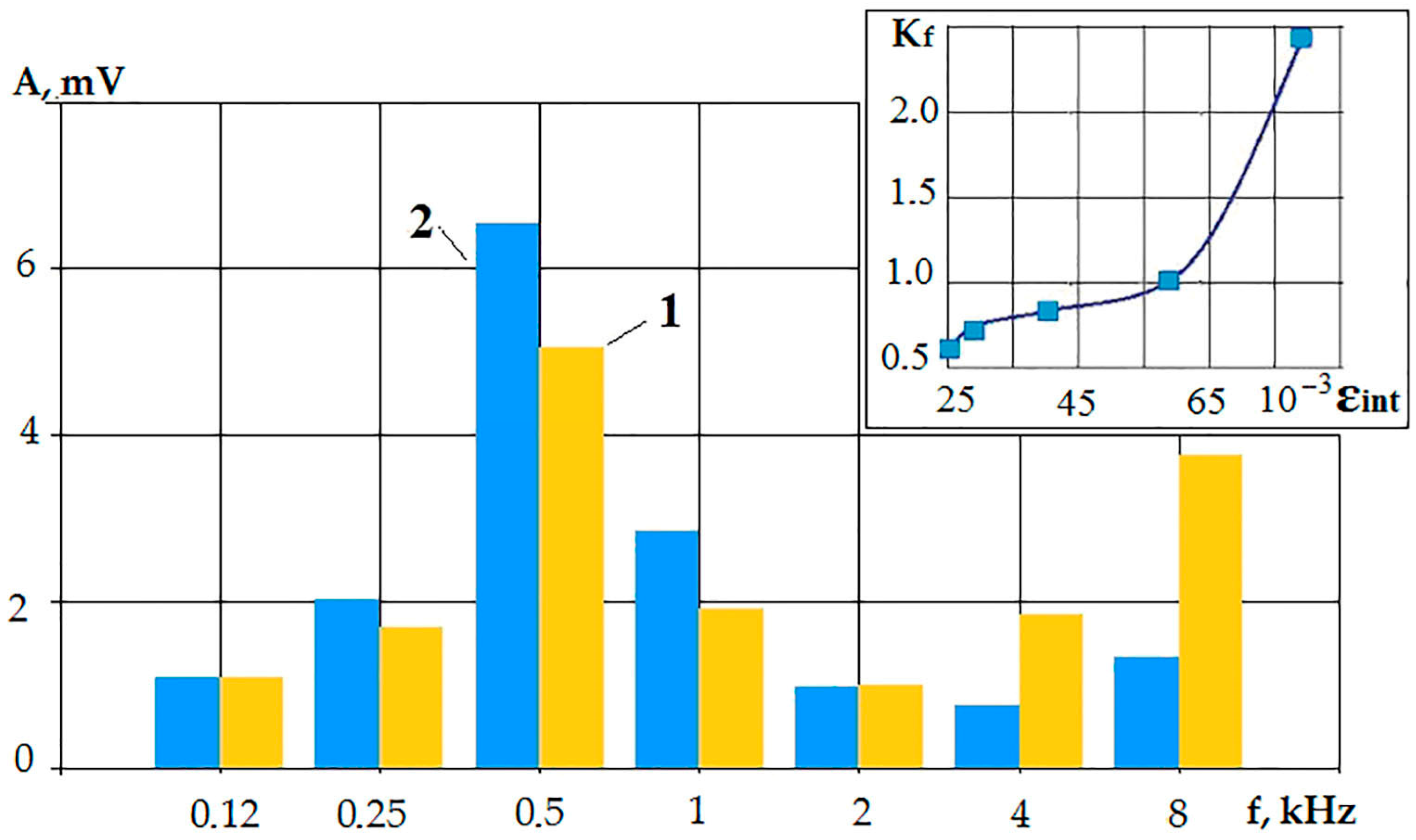
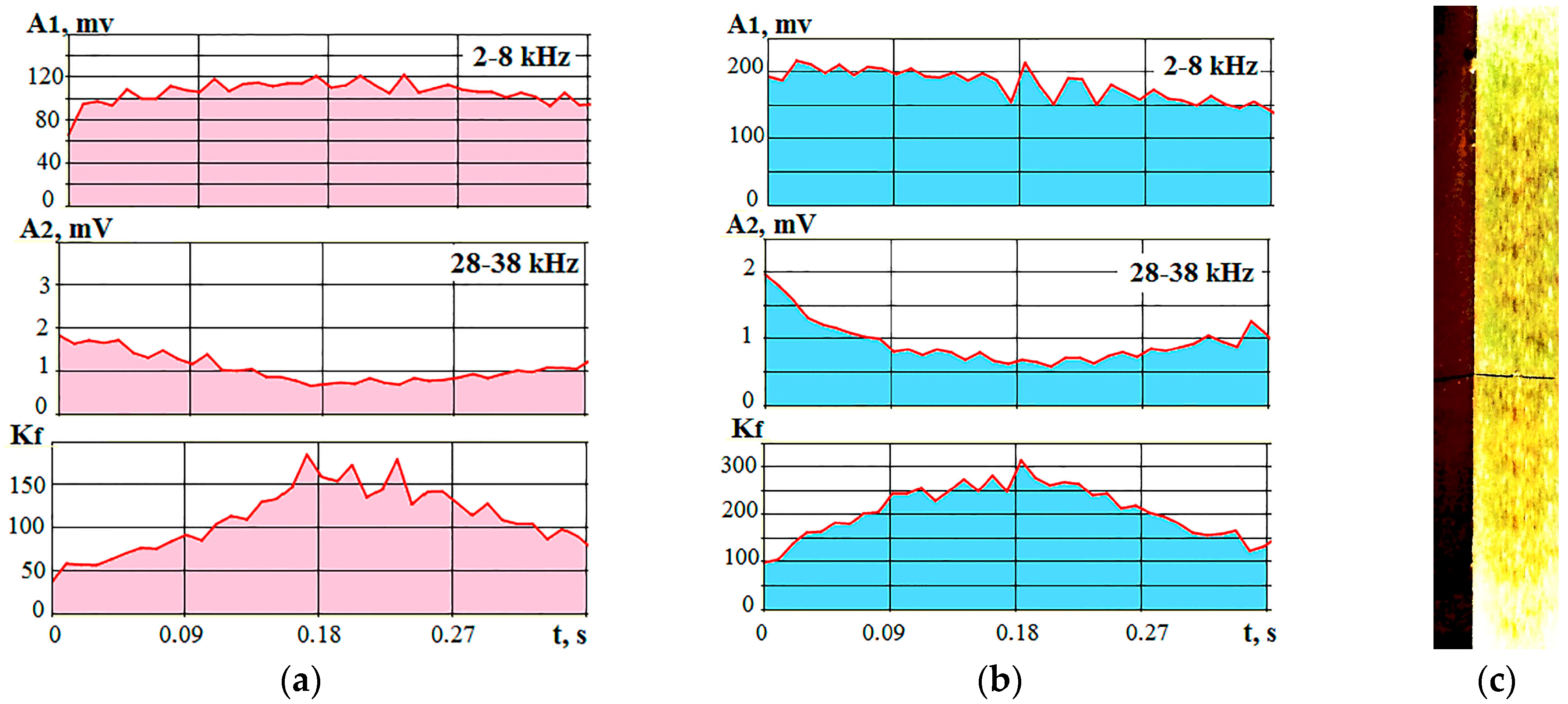
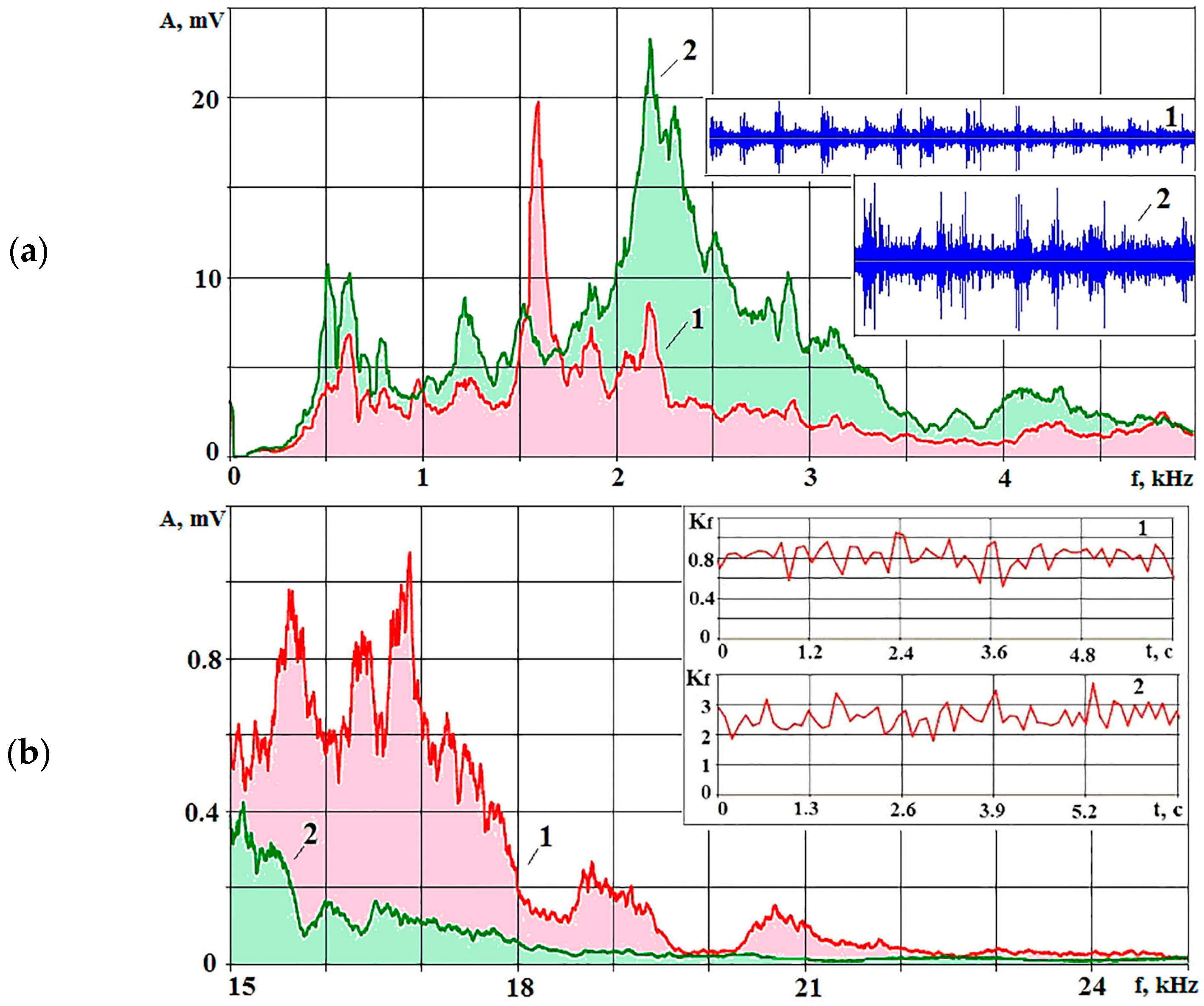
- An increase in the load in the contact of the tool with the treated surface is accompanied by an increase in friction powers, causing the dissipation of vibrational energy, which is especially noticeable in the high frequency range.
- An increase in frictional powers between the surfaces of the tool and the workpiece causes heating of the surfaces. This can lead to a decrease in the mechanical properties of processed material, which reduces the proportion of brittle fracture in favor of the viscous mechanism during chip formation. Brittle cracks are characterized by a high speed of crack movement and short pulses that create amplitude spectra propagating into the high frequency range. Viscous cracks have a significantly lower rate of development and form longer pulses, producing smaller amplitudes at high frequencies.
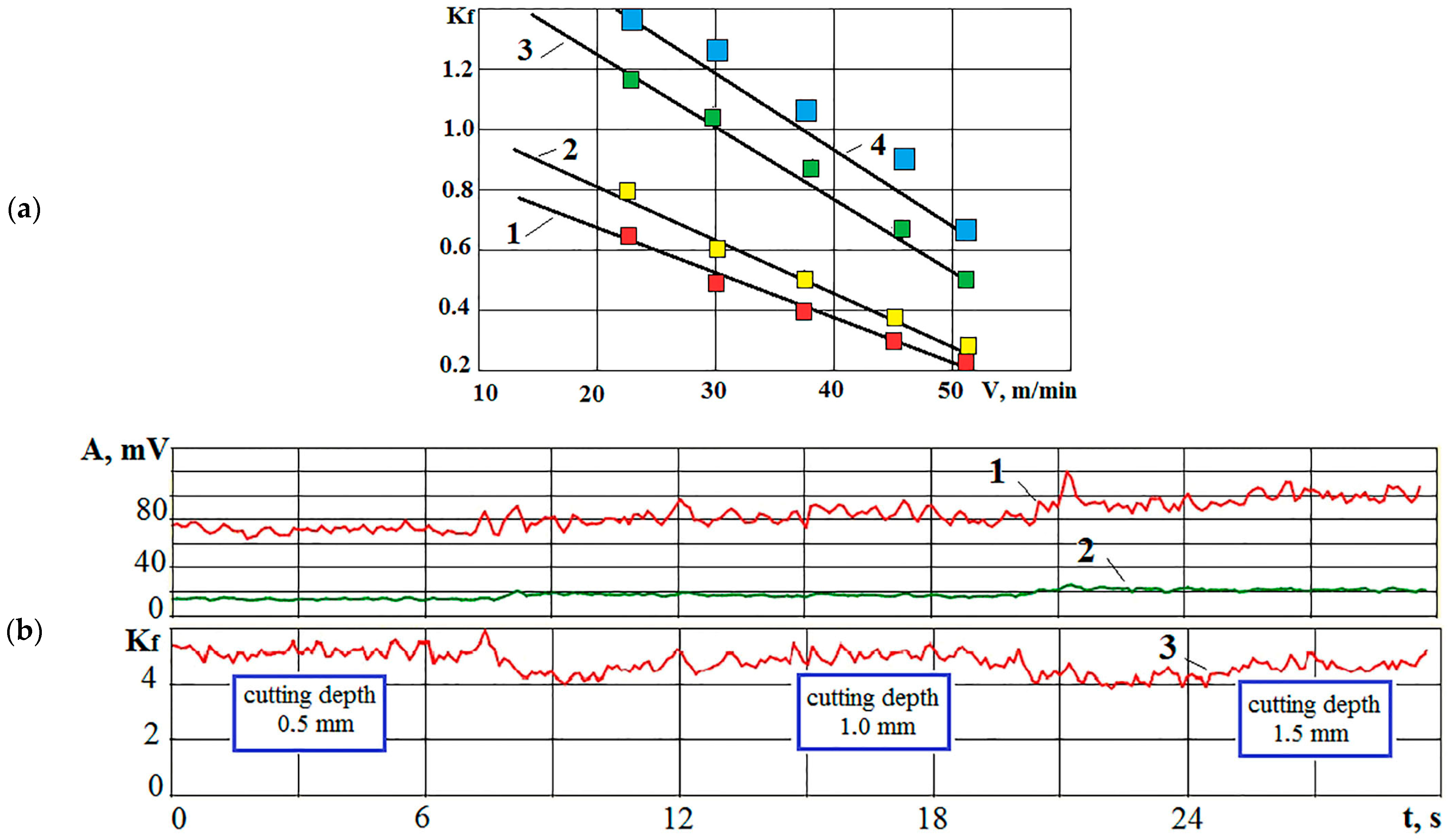
- Changes in the rigidity of the elements of the elastic system, including the tool, the part, and mechanisms for their mounting. An increase in cutting powers during wear of the cutting edge can cause mobility in the joints of parts, leading to an increase in the duration of pulses accompanying the formation of chip elements.
5. Conclusions
- Studies of the relationship of AE parameters with the features of various technological processes have shown that these parameters can be used in the conditions of automated production as a supplement to the existing monitoring tools or separately.
- As a result of studies of some technological processes, including blade processing and processing with concentrated energy flows, features of changes in the spectral composition of acoustic signals, a characteristic of many technological processes using different principles of energy impact on the material being processed, were established.
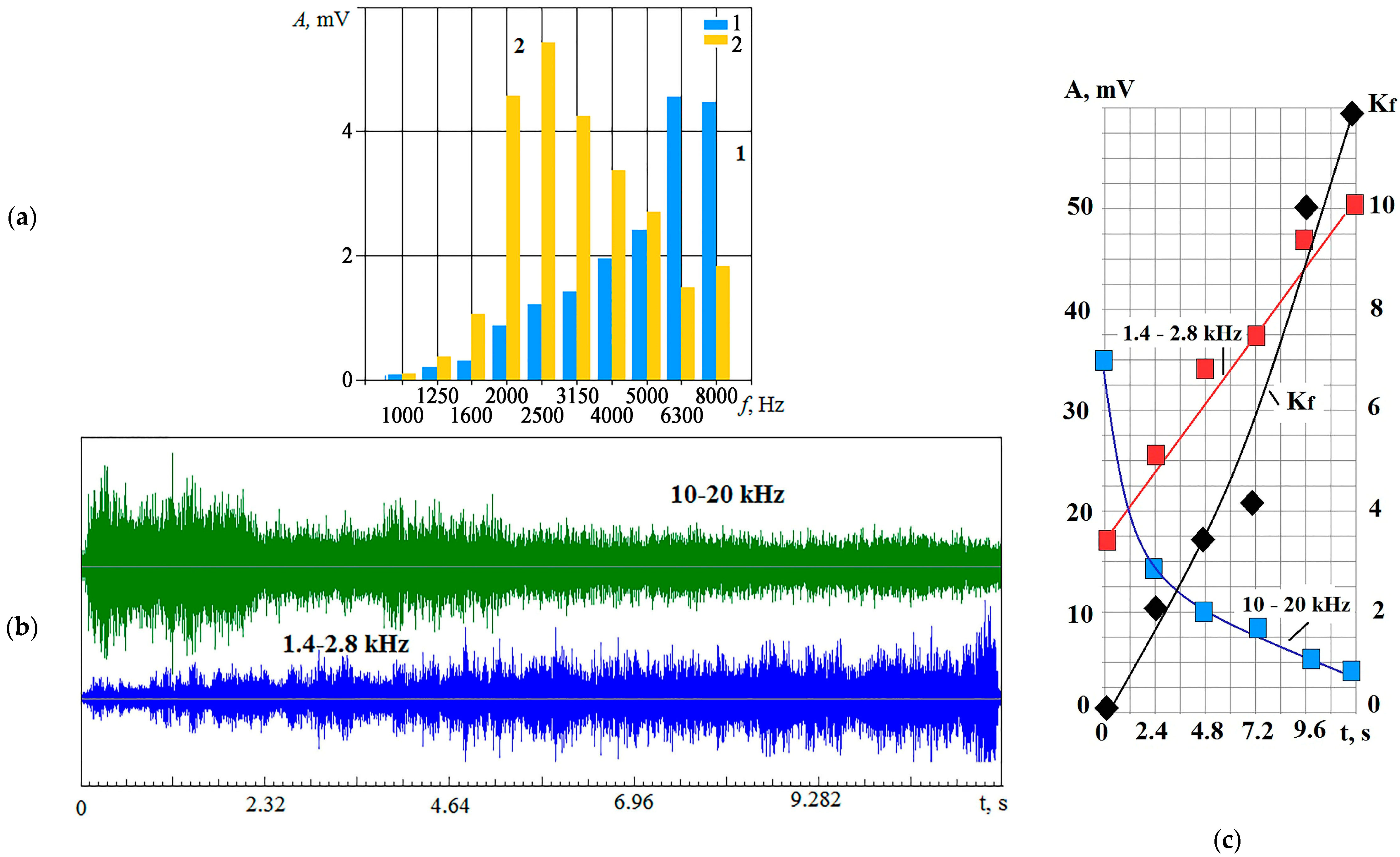
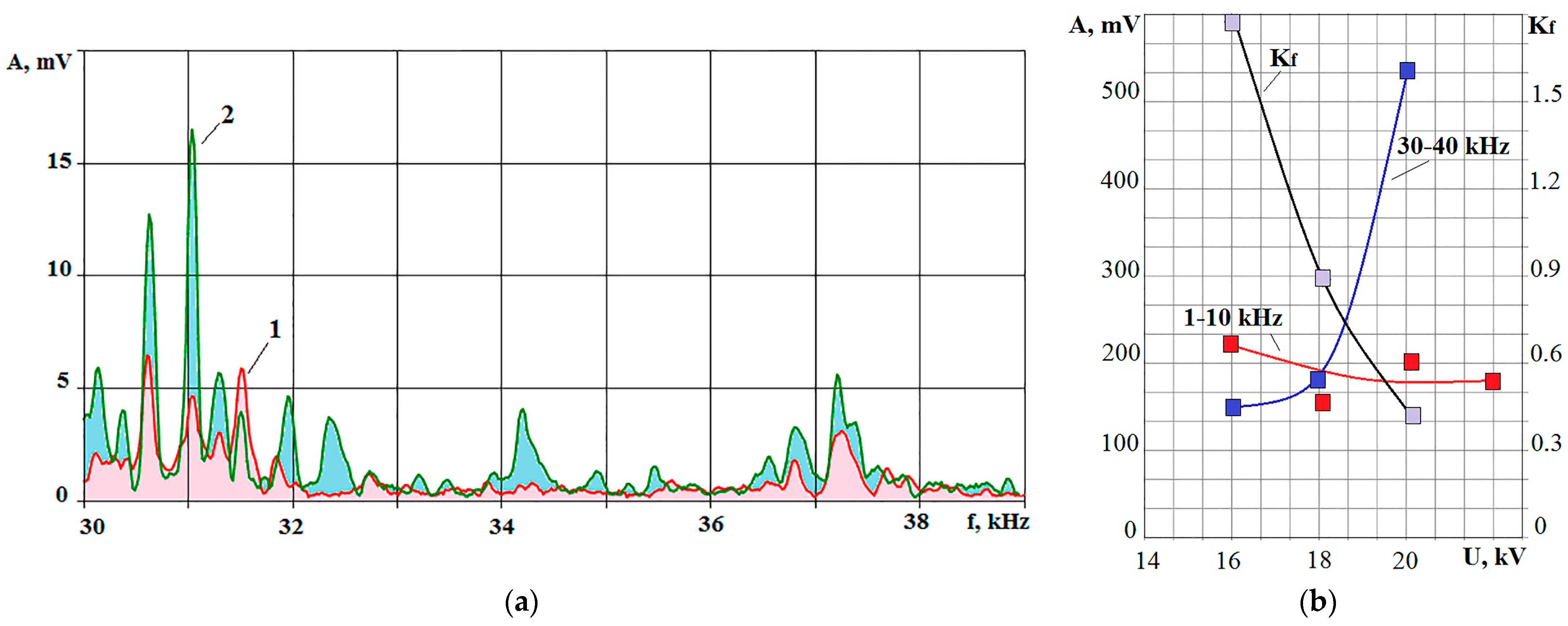
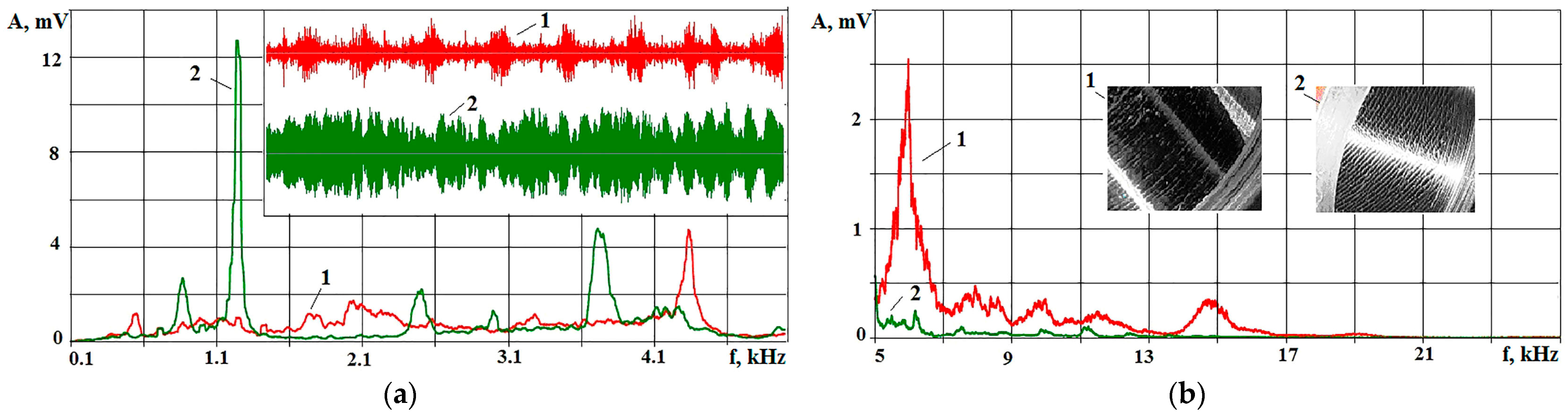
- It was found that the main reason for the impact on changes in the characteristics of the acoustic signal is the change in the power density of the energy impact on the workpiece material. The power density, defined as the impact power per unit of surface, changes with a change in the power of the energy source, with an increase in the impact surface area, and with the extension of the time of the duration of the energy pulses accompanying the treatment. A decrease in power density entails a drop in the amplitude of the high-frequency component of acoustic signals compared to the low-frequency component.
- For practical use of acoustic signal parameters, the ratio of RMS amplitudes of acoustic signals in the low and high frequency ranges can be controlled. An increase in this ratio indicates that the pulses of energy action on the material have become smaller in amplitude or have become more stretched over time. That is, changes in the technological process led to a drop in the power density of the impact on the material. In laser processing, this is associated with a shift in the focal plane. In WEDM, it is associated with an increase in the concentration of erosion products. In blade processing, it is associated with an increase in tool wear, an increase in the area of impact of the cutting edge and, accordingly, the transition to a viscous mechanism of crack formation when the chip elements are shifted.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tran, M.Q.; Liu, M.K. Chatter Identification in End Milling Process Based on Cutting Force Signal Processing. IOP Conf. Ser. Mater. Sci. Eng. 2019, 654, 012001. [Google Scholar] [CrossRef]
- Barakat, M.; Lefebvre, D.; Khalil, M.; Druaux, F.; Mustapha, O. Parameter selection algorithm with self-adaptive growing neutral network classifier for diagnosis issues. Int. J. Mach. Learn. Cybern. 2013, 4, 217–233. [Google Scholar] [CrossRef]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Brostow, W. Evaluation of the Vibration Signal during Milling Vertical Thin-Walled Structures from Aerospace Materials. Sensors 2023, 23, 6398. [Google Scholar] [CrossRef] [PubMed]
- Stavropoulos, P.; Chantzis, D.; Doucas, C.; Papacharalampopoulos, A.; Chryssolouris, G. Monitoring and control of manufacturing processes: A review. Proc. CIRP 2013, 8, 421–425. [Google Scholar] [CrossRef]
- Test & Measurement Pressure—Measurement Equipment for Demanding T&M Applications. Available online: www.kistler.com (accessed on 20 November 2023).
- Chai, M.; Hou, X.; Zhang, Z.; Duan, Q. Identification and prediction of fatigue crack growth under different stress ratios using acoustic emission data. Int. J. Fatigue 2022, 160, 106860. [Google Scholar] [CrossRef]
- Komanduri, R.; Hou, Z.B. A review of the experimental techniques for the measurement of heat and temperatures generated in some manufacturing processes and tribology. Tribol. Int. 2001, 34, 653–682. [Google Scholar] [CrossRef]
- Bagavathiappan, S.; Lahiri, B.B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring—A review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar] [CrossRef]
- Jadin, M.S.; Taib, S. Recent progress in diagnosing the reliability of electrical equipment by using infrared thermography. Infrared Phys. Technol. 2012, 55, 236–245. [Google Scholar] [CrossRef]
- Utami, N.Y.; Tamsir, Y.; Pharmatrisanti, A.; Gumilang, H.; Cahyono, B.; Siregar, R. Evaluation condition of transformer based on infrared thermography results. In Proceedings of the 2009 IEEE 9th International Conference on the Properties and Applications of Dielectric Materials, Harbin, China, 19–23 July 2009; pp. 1055–1058. [Google Scholar] [CrossRef]
- Huda, A.S.N.; Taib, S. Suitable features selection for monitoring thermal condition of electrical equipment using infrared thermography. Infrared Phys. Technol. 2013, 61, 184–191. [Google Scholar] [CrossRef]
- Reigosa, D.D.; Guerrero, J.M.; Diez, A.B.; Briz, F. Rotor Temperature Estimation in Doubly-Fed Induction Machines Using Rotating High-Frequency Signal Injection. IEEE Trans. Ind. Appl. 2017, 53, 3652–3662. [Google Scholar] [CrossRef]
- Zhiming, Z.; Ji, F.; Guan, Y.; Xu, J.; Yuan, X. Method and experiment of Temperature Collaborative Monitoring based on Characteristic Points for tilting pad bearings. Tribol. Int. 2017, 114, 77–83. [Google Scholar] [CrossRef]
- Visnadi, L.B.; De Castro, H.F. Influence of bearing clearance and oil temperature uncertainties on the stability threshold of cylindrical journal bearings. Mech. Mach. Theory 2019, 134, 57–73. [Google Scholar] [CrossRef]
- Dutta, S.; Pal, S.; Mukhopadhyay, S.; Sen, R. Application of digital image processing in tool condition monitoring: A review. CIRP J. Manuf. Sci. Technol. 2013, 6, 212–232. [Google Scholar] [CrossRef]
- Wong, Y.; Nee, A.; Li, X.; Reisdorj, C. Tool condition monitoring using laser scatter pattern. J. Mater. Process. Technol. 1997, 63, 205–210. [Google Scholar] [CrossRef]
- Castejon, M.; Alegre, E.; Barreiro, J. On-line tool wear monitoring using geometric descriptors from digital images. Int. J. Mach. Tools Manuf. 2007, 47, 1847–1853. [Google Scholar] [CrossRef]
- Peeters, C.; Antoni, J.; Helsen, J. Blind filters based on envelope spectrum sparsity indicators for bearing and gear vibration-based condition monitoring. Mech. Syst. Signal Process. 2020, 138, 106556. [Google Scholar] [CrossRef]
- Yu, G.; Lin, T.; Wang, Z.; Li, Y. Time-Reassigned Multisynchrosqueezing Transform for Bearing Fault Diagnosis of Rotating Machinery. IEEE Trans. Ind. Electron. 2021, 68, 1486–1496. [Google Scholar] [CrossRef]
- Saucedo-Dorantes, J.; Delgado-Prieto, M.; Osornio-Rios, R.; Romero-Troncoso, R. Spectral analysis of nonlinear vibration effects produced by worn gears and damaged bearing in electromechanical systems: A condition monitoring approach. In Nonlinear Structural Dynamics and Damping; Jauregui, J.C., Ed.; Springer: New York, NY, USA, 2019; pp. 293–320. [Google Scholar] [CrossRef]
- Li, C.; Sanchez, R.V.; Zurita, G.; Cerrada, M.; Cabrera, D.; Vásquez, R.E. Gearbox fault diagnosis based on deep random forest fusion of acoustic and vibratory signals. Mech. Syst. Signal Process. 2016, 76–77, 283–293. [Google Scholar] [CrossRef]
- Wang, L.; Shao, Y. Fault feature extraction of rotating machinery using a reweighted complete ensemble empirical mode decomposition with adaptive noise and demodulation analysis. Mech. Syst. Signal Process. 2020, 138, 106545. [Google Scholar] [CrossRef]
- Bai, C.; Ganeriwala, S.S.; Sawalhi, N. A rational basis for determining vibration signature of shaft/coupling misalignment in rotating machinery. In Rotating Machinery, Vibro-Acoustics & Laser Vibrometry; Di Maio, D., Ed.; Springer: New York, NY, USA, 2019; Volume 7, pp. 207–217. [Google Scholar] [CrossRef]
- Zhou, L.; Duan, F.; Mba, D. Wireless acoustic emission transmission system designed for fault detection of rotating machine. In Advanced Technologies for Sustainable Systems; Bahei-El-Din, Y., Hassan, M., Eds.; Springer: Cham, Switzerland, 2017; pp. 201–207. [Google Scholar] [CrossRef]
- Crivelli, D.; Hutt, S.; Clarke, A.; Borghesani, P.; Peng, Z.; Randall, R. Condition Monitoring of Rotating Machinery with Acoustic Emission: A British–Australian Collaboration. In Asset Intelligence through Integration and Interoperability and Contemporary Vibration Engineering Technologies. Lecture Notes in Mechanical Engineering; Mathew, J., Lim, C., Ma, L., Sands, D., Cholette, M., Borghesani, P., Eds.; Springer: Cham, Switzerland, 2019; pp. 119–128. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Porvatov, A.N. Mechanical measurements: Estimation of uncertainty in solving multiparameter diagnostic problems. Meas. Tech. 2015, 58, 173–178. [Google Scholar] [CrossRef]
- Liptai, R.G.; Dunegan, H.L.; Tatro, C.A. Acoustic Emission Generated During Phase Transformations in Metals and Alloys. Int. J. Nondestruct. Test. 1969, 1, 213–221. Available online: https://scholar.google.com/scholar_lookup?title=Acoustic+Emission+Generated+During+Phase+Transformations+in+Metals+and+Alloys&author=Liptai,+R.G.&author=Dunegan,+H.L.&author=Tatro,+C.A.&publication_year=1969&journal=Int.+J.+Nondestruct.+Test.&volume=1&pages=213%E2%80%93221 (accessed on 27 December 2023).
- Shea, M.M. Amplitude distribution of acoustic emission produced during martensitic transformation. Mater. Sci. Eng. 1984, 64, L1–L6. [Google Scholar] [CrossRef]
- Speich, G.R.; Fisher, R.M. Acoustic Emission During Martensite Formation. In Acoustic Emission; ASTM. STP505; ASTM International: West Conshohocken, PA, USA, 1972; pp. 140–151. [Google Scholar] [CrossRef]
- Ono, K.; Schlothauer, T.S.; Koppenaal, T.J. Acoustic emission from ferrous martensites. J. Acoust. Soc. Am. 1974, 55, 367. [Google Scholar] [CrossRef]
- Speich, L.R.; Schwoeble, A.J. Acoustic emission during phase transformation in steel. In Monitoring Structural Integrity by Acoustic Emission; ASTM. STP571; ASTM International: West Conshohocken, PA, USA, 1975; pp. 40–58. [Google Scholar] [CrossRef]
- Bernard, J.; Boinet, M.; Chatenet, M.; Dalard, F. Contribution of the Acoustic Emission Technique to Study Aluminum Behavior in Aqueous Alkaline Solution. Electrochem. Solid-State Lett. 2005, 8, E53–E55. [Google Scholar] [CrossRef]
- Kuznetsov, D.M.; Smirnov, A.N.; Syroeshkin, A.V. New Ideas and Hypotheses: Acoustic emission on phase transformations in aqueous medium. Russ. J. Gen. Chem. 2008, 78, 2273–2281. [Google Scholar] [CrossRef]
- Builo, S.I.; Kuznetsov, D.M. Acoustic-emission testing and diagnostics of the kinetics of physicochemical processes in liquid media. Russ. J. Nondestruct. Test. 2010, 46, 684–689. [Google Scholar] [CrossRef]
- Kuznetsov, D.M.; Builo, S.I.; Ibragimova, J.A. Correlation evaluation of the acoustic emission’s method the tool of exo salvation kinetic’s research. Chem. Technol. 2011, 6, 112–114. Available online: https://www.tsijournals.com/articles/correlation-evaluation-of-the-acoustic-emissions-method-the-tool-of-exo-solvation-kinetiks-research.pdf (accessed on 20 November 2023).
- Bashkov, O.V.; Bashkova, T.I.; Popkova, A.A.; Hu, M. Study of the kinetics of fatigue fracture of titanium alloys by acoustic emission. Mod. Mater. Technol. 2013, 1, 020–025. Available online: https://scholar.google.com/scholar_lookup?title=Study+of+the+kinetics+of+fatigue+fracture+of+titanium+alloys+by+acoustic+emission&author=Bashkov,+O.V.&author=Bashkova,+T.I.&author=Popkova,+A.A.&author=Hu,+M.&publication_year=2013&journal=Mod.+Mater.+Technol.&volume=1&pages=020%E2%80%93025 (accessed on 27 December 2023).
- Koranne, A.J.; Kachare, J.A.; Jadhav, S.A. Fatigue crack analysis using acoustic emission. Int. Res. J. Eng. Technol. 2017, 4, 1177–1180. Available online: https://www.irjet.net/archives/V4/i1/IRJET-V4I1211.pdf (accessed on 20 November 2023).
- Aggelis, D.G.; Kordatos, E.Z.; Matikas, T.E. Monitoring of metal fatigue damage using acoustic emission and thermography. J. Acoust. Emiss. 2011, 29, 113–122. Available online: https://scholar.google.com/scholar_lookup?title=Monitoring+of+metal+fatigue+damage+using+acoustic+emission+and+thermography&author=Aggelis,+D.G.&author=Kordatos,+E.Z.&author=Matikas,+T.E.&publication_year=2011&journal=J.+Acoust.+Emiss.&volume=29&pages=113%E2%80%93122 (accessed on 27 December 2023).
- Othman, M.S.; Nuawi, M.Z.; Mohamed, R. Experimental comparison of vibration and acoustic emission signal analysis using kurtosis-based methods for induction motor bearing condition monitoring [Eksperymentalne porównanie drgań i analizy sygnałów emisji akustycznej do monitorowania stanu łożysk]. Prz. Elektrotech. 2016, 92, 208–212. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Oganyan, G.; Andreev, N.; Milovich, F. Investigation of wear dynamics for cutting tools with multilayer composite nanostructured coatings in turning constructional steel. Wear 2019, 420–421, 17–37. [Google Scholar] [CrossRef]
- Holguín-Londoño, M.; Cardona-Morales, O.; Sierra-Alonso, E.F.; Mejia-Henao, J.D.; Orozco-Gutiérrez, Á.; Castellanos-Dominguez, G. Machine Fault Detection Based on Filter Bank Similarity Features Using Acoustic and Vibration Analysis. Math. Probl. Eng. 2016, 2016, 7906834. [Google Scholar] [CrossRef]
- Jena, D.; Panigrahi, S. Automatic gear and bearing fault localization using vibration and acoustic signals. Appl. Acoust. 2015, 98, 20–33. [Google Scholar] [CrossRef]
- Delgado-Arredondo, P.A.; Morinigo-Sotelo, D.; Osornio-Rios, R.A.; Avina-Cervantes, J.G.; Rostro-Gonzalez, H.; de Jesus Romero-Troncoso, R. Methodology for fault detection in induction motors via sound and vibration signals. Mech. Syst. Signal Proc. 2017, 83, 568–589. [Google Scholar] [CrossRef]
- Stief, A.; Ottewill, J.R.; Orkisz, M.; Baranowski, J. Two stage data fusion of acoustic, electric and vibration signals for diagnosing faults in induction motors. Elektron. Elektrotech. 2017, 23, 19–24. [Google Scholar] [CrossRef]
- Frigieri, E.P.; Brito, T.G.; Ynoguti, C.A.; Paiva, A.P.; Ferreira, J.R.; Balestrassi, P.P. Pattern recognition in audible sound energy emissions of AISI 52100 hardened steel turning: A MFCC-based approach. Int. J. Adv. Manuf. Technol. 2017, 88, 1383–1392. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Volosova, M.A.; Okunkova, A.A. Electrical discharge machining of ceramic nanocomposites: Sublimation phenomena and adaptive control. Heliyon 2019, 5, e02629. [Google Scholar] [CrossRef]
- Kozochkin, M.P. Study of Frictional Contact during Grinding and Development of Phenomenological Model. J. Frict. Wear 2017, 38, 333–337. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. Research and development of a cross-platform CNC kernel for multi-axis machine tool. Proc. CIRP 2014, 14, 517–522. [Google Scholar] [CrossRef]
- Lee, W.K.; Ratnam, M.M.; Ahmad, Z.A. Detection of chipping in ceramic cutting inserts from workpiece profile during turning using fast Fourier transform (FFT) and continuous wavelet transform (CWT). Precis. Eng. 2017, 47, 406–423. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. The Control Platform for Decomposition and Synthesis of Specialized CNC Systems. Proc. CIRP 2016, 41, 858–863. [Google Scholar] [CrossRef]
- Grigoriev, S.; Martinov, G. Scalable Open Cross-Platform Kernel of PCNC System for Multi-Axis Machine Tool. Proc. CIRP 2012, 1, 238–243. [Google Scholar] [CrossRef]
- Markov, A.B.; Mikov, A.V.; Ozur, G.E.; Padej, A.G. Installation RHYTHM-SP for formation of surface alloys. Instrum. Exp. Tech. 2011, 6, 122–126. Available online: https://scholar.google.com/scholar_lookup?title=Installation+RHYTHM-SP+for+formation+of+surface+alloys&author=Markov,+A.B.&author=Mikov,+A.V.&author=Ozur,+G.E.&author=Padej,+A.G.&publication_year=2011&journal=Instrum.+Exp.+Tech.&volume=6&pages=122%E2%80%93126 (accessed on 27 December 2023).
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Fedorov, S.V.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors 2023, 23, 750. [Google Scholar] [CrossRef]
- ISO 513:2012; Classification and Application of Hard Cutting Materials for Metal Removal with Defined Cutting Edges—Designation of the Main Groups and Groups of Application. International Organization for Standardization: Geneva, Switzerland, 2012. Available online: https://www.iso.org/standard/59932.html (accessed on 27 December 2023).
- Grigoriev, S.N.; Martinov, G.M. An ARM-based Multi-channel CNC Solution for Multi-tasking Turning and Milling Machines. Proc. CIRP 2016, 46, 525–528. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of Situational Correlations of Wire Electrical Discharge Machining of Superhard Materials with Acoustic Emission Characteristics. Metals 2023, 13, 775. [Google Scholar] [CrossRef]
- Nguyen, D.; Yin, S.; Tang, Q.; Son, P.X.; Duc, L.A. Online monitoring of surface roughness and grinding wheel wear when grinding Ti-6Al-4V titanium alloy using ANFIS-GPR hybrid algorithm and Taguchi analysis. Precis. Eng. 2019, 55, 275–292. [Google Scholar] [CrossRef]
- Rauscher, C. Fundamentals of Spectrum Analysis, 5th ed.; Rohde & Schwarz: Munich, Germany, 2011; Available online: https://www.rohde-schwarz.com/products/test-and-measurement/analyzers/signal-spectrum-analyzers/educational-note-fundamentals-of-spectrum-analysis-register_252824.html (accessed on 20 November 2023).
- Tabor, D. The Hardness of Metals; Oxford University Press: New York, NY, USA, 1951; 175p, Available online: https://global.oup.com/academic/product/the-hardness-of-metals-9780198507765?cc=ru&lang=en& (accessed on 20 November 2023).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Accelerometer AP2037-100 | |||
| KN | Voltage sensitivity | 10 | mV/ms−2 |
| f | Linear frequency range (+/−2 dB) | 0.5–20,000 | Hz |
| fR | Installation resonance frequency in the axial direction (>) | 50 | kHz |
| Δ | Transverse direction factor (≤) | 5 | % |
| Accelerometer KD-35 | |||
| KN | Voltage sensitivity | 5 | mV/m/s2 |
| f | Linear frequency range (+/−2 dB) | 0.4–12,000 | Hz |
| fR | Installation resonance frequency in the axial direction (>) | 25 | kHz |
| Δ | Transverse direction factor (≤) | 5 | % |
| Mounting Conditions | Low Frequencies, kHz | High Frequencies, kHz | Kf |
|---|---|---|---|
| Normal mounting | 0.4–3 | 5–8 | 0.8 |
| 0.4–3 | 10–20 | 3 | |
| Loose mounting | 0.4–3 | 5–8 | 9 |
| 0.4–3 | 10–20 | 35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Gurin, V.D.; Melnik, Y.A. Features of Changes in the Parameters of Acoustic Signals Characteristic of Various Metalworking Processes and Prospects for Their Use in Monitoring. Appl. Sci. 2024, 14, 367. https://doi.org/10.3390/app14010367
Grigoriev SN, Kozochkin MP, Porvatov AN, Gurin VD, Melnik YA. Features of Changes in the Parameters of Acoustic Signals Characteristic of Various Metalworking Processes and Prospects for Their Use in Monitoring. Applied Sciences. 2024; 14(1):367. https://doi.org/10.3390/app14010367
Chicago/Turabian StyleGrigoriev, Sergey N., Mikhail P. Kozochkin, Artur N. Porvatov, Vladimir D. Gurin, and Yury A. Melnik. 2024. "Features of Changes in the Parameters of Acoustic Signals Characteristic of Various Metalworking Processes and Prospects for Their Use in Monitoring" Applied Sciences 14, no. 1: 367. https://doi.org/10.3390/app14010367
APA StyleGrigoriev, S. N., Kozochkin, M. P., Porvatov, A. N., Gurin, V. D., & Melnik, Y. A. (2024). Features of Changes in the Parameters of Acoustic Signals Characteristic of Various Metalworking Processes and Prospects for Their Use in Monitoring. Applied Sciences, 14(1), 367. https://doi.org/10.3390/app14010367