Abstract
Single-crystal diamond tools occupy an important position in the field of optical processing as the basis and key to advanced optical manufacturing technology, such as grating manufacturing and optical mirror-turning processing. Single-crystal diamond tools have become the cornerstone of the development of related industries. This paper takes a single-crystal diamond arc tool as the research object. Sound signal analysis technology and vibration signal analysis technology are comprehensively applied to the online orientation identification of a single-crystal diamond tool in the indexing grinding process. The online orientation method of the tool is explored, the sound signal and the vibration signal are taken as the characteristic signals, and a wavelet algorithm (WT) is used to reduce the noise of the vibration signal and sound signal. The kurtosis of the sound signal and the kurtosis and skewness of the vibration signal in the high-order statistics strongly related to the grinding direction of a single-crystal diamond are used as the characteristic parameters, and the online direction recognition model of the tool is established using the Hidden Markov Method (HMM). The above characteristic parameters are used as model input for multi-information fusion. The mapping relationship between the characteristic parameters of the characteristic signal and the crystal orientation of the single-crystal diamond crystal face is obtained, and then the online orientation method of the single-crystal diamond arc tool in the process of indexing grinding is formed. The effectiveness of the method is verified by experiments, and effective orientation information is provided for research on the positioning control strategy of the tool grinding process to ensure the efficiency of grinding and improve the manufacturing level of the tool.
1. Introduction
For the ultra-precision cutting process, in order to obtain high accuracy of the shape and size of the parts and an ultra-smooth machining surface, it is necessary to have ultra-precision machine tools, high-resolution testing instruments, and ultra-stable processing environmental conditions. It is also necessary to have high-precision cutting tools. Especially for difficult-to-cut composite materials, engineering ceramic materials, hard and brittle non-metallic materials, and so on, there is an urgent need for ultra-precision machining tools to replace traditional machining tools. Single-crystal diamond has the characteristics of extremely high hardness, good wear resistance and thermal conductivity, and a low friction coefficient and thermal expansion coefficient. Because of these characteristics, single-crystal diamond tools can obtain nanometer sharpness of the cutting edge; therefore, single-crystal diamond tools are known as one of the most promising tools to improve productivity. However, single-crystal diamond has the characteristics of high hardness, wear resistance, difficult welding, anisotropy, and so on; these characteristics bring great difficulties to machining tools. At present, the degree of automation for ultra-precision grinding technology of single-crystal diamond cutting tools is low, and it is urgent to solve the “bottleneck” problem in mechanical grinding, such as online orientation technology, detecting technology, and control technology. Breakthroughs in these technologies are very important to enhance the automation level of single-crystal diamond machine tools. J.R. Hard and J.E. Ield of Cavendish Laboratory [1], University of Cambridge, UK, describe the grinding process as follows: “When grinding in the soft direction, the grinding temperature is higher, the machine vibration is small, and accompanied by low-frequency sound, when grinding in the hard direction, it will be harsh sound, smaller grinding temperature, larger machine vibration, The grinding disc will generate significant damage that is difficult to repair”. In addition, both the EWAG machine tool and the Coborn machine tool use acoustoelectric sensors as standard machine tool accessories to monitor whether the tool is in contact with the grinding wheel during tool alignment operation. It is more important to use the sensor to find the hard point position of the cutting edge of the tool in order to set the dwell time at the hard point during the rotary grinding of the circular blade tool [2,3]. The front-line operators of Shanghai Shubhardt Tools Co., Ltd. (Shanghai, China), Shenzhen Jingtian Jinke Venture Co., Ltd. (Shenzhen, China), and Shanxi Litian Century Cutting Tools Co., Ltd. (Yuncheng, China) also believe that acoustic emission signals have a good auxiliary role in tool grinding operations. Zhou Tianjian of the China Academy of Engineering Physics conducted experiments on the grinding efficiency of diamond tools in each crystal direction and analyzed the power spectral density and effective value of vibration signals. The research results showed that the effective value could be used as an index of grinding efficiency to preliminarily determine the grinding direction of diamond tools. This study provides a new idea for the crystal orientation method of diamond cutting tools [4]. Du Wenhao from the Harbin Institute of Technology analyzed the mapping relationship between the statistical characteristics of AE signals and the crystal direction of the grinding surface in the grinding process of diamond tools and used the self-organized neural network method to perform cluster analysis on the signals to determine the difficult grinding direction of the grinding surface in real-time through the characteristics of acoustic emission signals. These studies provide a basis for further improving the online identification accuracy of the grinding direction of single-crystal diamond tools and for studying the optimization method of the grinding direction of the tools [5].
In the process of single-crystal diamond circular cutting tool indexing sharpening, in order to inhibit breakage and phase change defects, it is necessary to adjust the grinding speed direction to improve the tool’s grinding efficiency and grinding quality. Diamond is a single-crystal material with obvious anisotropy; its hardness and wear resistance vary with the crystal surface and crystal direction of the material and shows an obvious hard grinding direction and easy grinding direction. In the grinding process, the grinding direction should be selected and adjusted according to the characteristics of the crystal surface and the crystal direction for the grinding surface. The adjustment of the sharpening direction should be completed according to the current direction state information of the tool. At present, there is no reported online identification method for tool grinding, and the adjustment of the sharpening direction still relies on manual completion. In view of this, this paper attempts to comprehensively apply sound signal analysis technology and vibration signal analysis technology in the online orientation of the single-crystal diamond tool indexing grinding process. The kurtosis of the sound signal and the kurtosis and skewness of the vibration signal strongly related to the grinding direction of single-crystal diamond crystal are used as the characteristic parameters, and the Hidden Markov Method (HMM) is used for characteristic fusion. The online orientation identification model of the tool is established, and the mapping relationship between the characteristic parameters of the tool grinding signal and the crystal orientation of the single-crystal diamond crystal is obtained; then, the online orientation method of the single-crystal diamond arc tool in the indexing grinding process is formed, which provides effective orientation information for research on the positioning control strategy of the tool grinding process and then adjusts the position of the tool on the grinding disk. This improves the grinding efficiency and cutting edge quality of the tool and improves the manufacturing level of the tool.
2. Characteristic Signal Selection and Wavelet Denoising Processing
2.1. Characteristic Signal Selection
As a kind of information carrier, the vibration signal generated in the indexing sharpening process of a single-crystal diamond arc cutter has the advantages of a wide frequency response range, sensitivity to grinding state, very little limitation by environmental conditions, flexible installation, convenient adjustment, and mature theory and easy realization. When the grinding process generates vibration signals, it also stimulates acoustic signals that contain rich information about the tool. When the tool is in different grinding states, the characteristics of the sound signal change, and the sound signal can be measured by non-contact, which is simple and convenient. Human senses are also very sensitive to the sound signal. Human intuition can effectively guide signal processing and feature extraction and avoid the blindness of analysis processing, so it has a strong application value. According to the literature [6], the acoustic emission signal generated during the grinding process of the tool can be transmitted and received without loss of truth; that is, its non-Gaussian characteristics will not be changed in the transmission and reception process, and the non-Gaussian characteristics of the signal can be found by reasonably setting the sampling period of the signal. The acoustic emission signal is closely related to the vibration phenomenon of the system, so the tool vibration signal and the sound signal are selected to represent the tool’s state information.
2.2. Wavelet Denoising
Wavelet denoising is a method of signal analysis in the time domain and frequency domain. It has the features of multi-resolution, and it has the capacity to represent the local features of the signal in both the frequency domain and time domain. It has a higher frequency resolution and lower time resolution in the low-frequency part and lower frequency resolution and higher time resolution in the high-frequency part, which is suitable for analyzing and extracting the local features of the signal and non-stationary signals. In the monitoring of the tool grinding process, due to the complexity of the environment in the processing site and process parameters in the grinding process, the acoustic emission signal and the vibration signal are seriously interfered with by noise during the tool grinding process, and the collected state signal is usually a non-stationary signal with a certain noise. In view of this, the feature signal is processed using the wavelet denoising method. The process of wavelet denoising is to decompose the signal into each scale by using wavelet decomposition, remove the wavelet coefficient belonging to noise in each scale, retain and enhance the wavelet coefficient belonging to the signal, and reconstruct the processed wavelet coefficient by using inverse wavelet transformation to obtain the denoised signal [7,8,9].
2.2.1. Basic Principle
Its principle is to extend into a function space by stretching and shifting the generating function, that is, the wavelet function cluster, to form the wavelet basis.
In Formula (1), is a scale factor for the extension and shortening of windows, is a translation factor for the changing of windows position. By the selection of the generating function, wavelet basis function, and threshold value, the original function is approximated layer-by-layer to find the best mapping of the original function and extract the original signal in complex conditions. Assuming that the energy of the function is finite, then the function is and the wavelet transform is shown in Formula (2).
2.2.2. Selection of the Wavelet Basis
There is no uniform standard for selecting the best wavelet base. Usually, the best wavelet base is selected by experience according to the properties of the wavelet base function, the characteristics of the signal to be detected, and the purpose of signal processing. In the actual selection of the wavelet base, the best wavelet base can be selected by observing the shape of the signal and combining the calculation results. The best wavelet base is selected by analysis and comparison. It can be seen from the analysis that there are similar wavelet types with the shape of acoustic emission signal and vibration signal in the Daubechies wavelet coefficient. Therefore, this type of wavelet coefficient is used for further experiments. The experimental results of denoising with different wavelet bases are shown in Table 1.

Table 1.
Denoising results of different wavelet bases.
According to Table 1, when the wavelet base is selected from db1 to db8, the calculated signal-to-noise ratio gradually increases, and the mean square error gradually decreases. When the wavelet base is selected from db8 to db9, the mean square error no longer decreases, and the signal-to-noise ratio shows a downward trend. This result proves that db8 is the best wavelet base type.
2.2.3. Choice of Decomposition Scale
In this paper, a three-layer wavelet structure is adopted. The original signal is divided into the low-frequency approximation, part A1, and the high-frequency detail, part D1, and the high-frequency is not subdivided. Then, the low-frequency part A1 is further divided into low-frequency A2 and high-frequency D2 in low frequency, and the high-frequency is no longer decomposed, and so on [10]. Then, the original signal is expressed as the sum of the low-frequency of the last layer and the high-frequency decomposed by each layer, recorded as S = A3 + D3 + D2 + D1. After the decomposition and denoising of the three layers, the original waveform has gradually separated from the noise signal. The problem of signal extraction is solved, and the denoising effect is good.
2.2.4. Selection and Improvement of the Threshold Function
The basic idea of wavelet threshold denoising is to set a threshold value in advance. The signal is transformed by wavelet transform to obtain the wavelet analysis coefficient and compare it with the initial threshold. If the wavelet coefficient is less than the threshold, it is considered that the coefficient is mainly caused by noise, and it is removed to achieve the purpose of denoising. The wavelet threshold denoising method mainly includes wavelet soft threshold denoising and wavelet hard threshold denoising. The wavelet soft threshold denoising method can make the signal waveform smoother, but there are large signal distortion errors at the same time, which is very unfavorable to the signal feature analysis. Although there is a micro oscillation in the wavelet hard threshold denoising method, the signal obtained by its reconstruction can have a better approximation, be relatively more accurate, and have a small relative error. Therefore, the wavelet hard threshold method is adopted to conduct denoising processing, and the signal standard deviation is determined by the estimation method to determine the threshold value. The estimated threshold value is shown in Equation (3).
N is the length of the acoustic emission signal and the vibration signal, and thr is the estimated value of the signal threshold. Parameter is shown in Equation (4).
median is the operation command in Matlab R2022b, it is used to calculate the noise variance, is the kth wavelet coefficient of the jth layer wavelet, it is the noise variance. When the wavelet coefficient is not less than the set threshold value, it remains unchanged; if the requirement is not met, it is set to 0, as shown in Equation (5).
2.2.5. Analysis of Wavelet Denoising Simulation Results
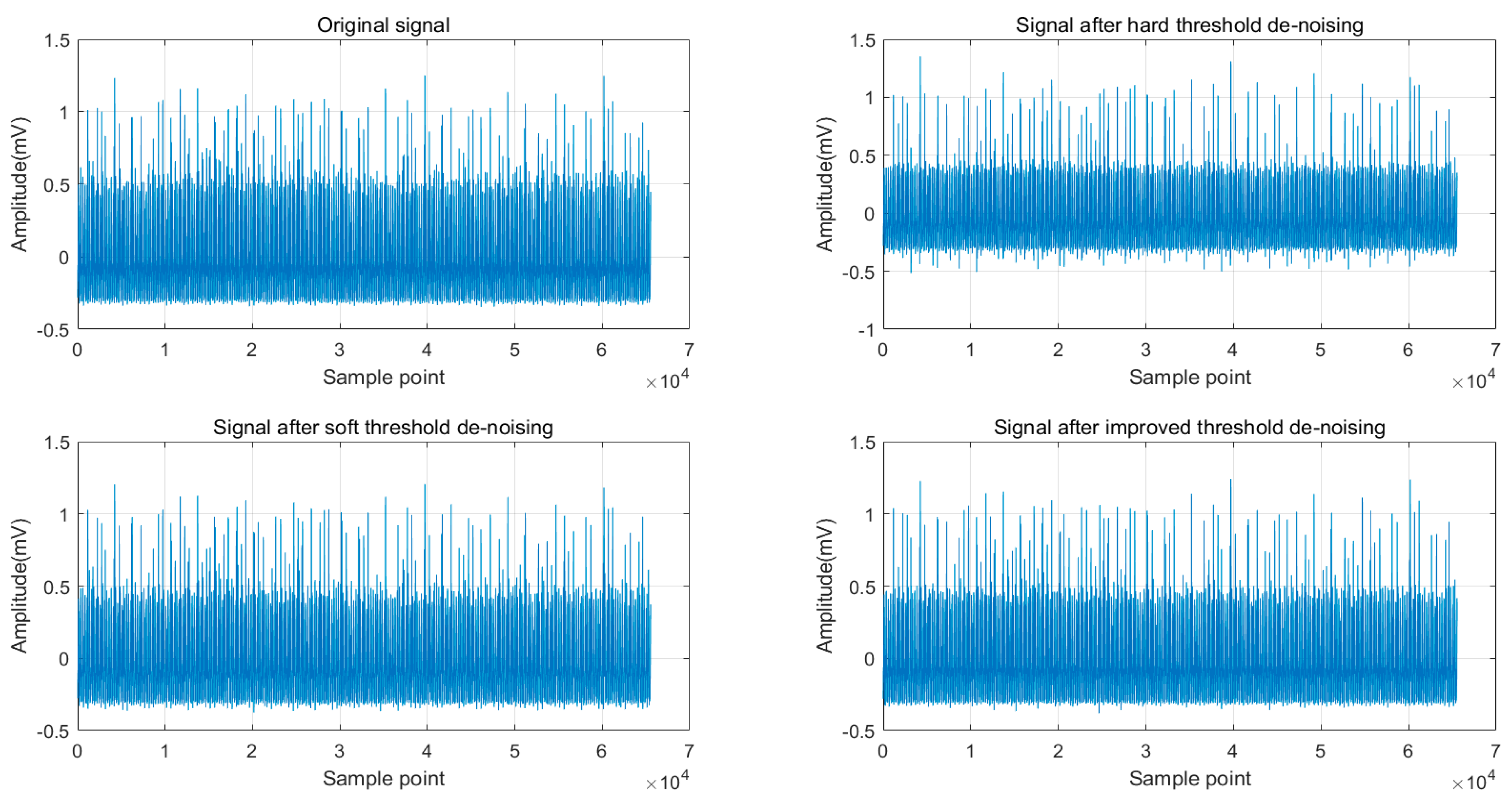
The time domain waveform of the original signal shows too much noise, including machine noise during grinding. These noises will seriously affect the quality and accuracy of the signal, so it is necessary to denoise the signal. The vibration signal collected in the process of tool grinding is taken as an example to improve the wavelet threshold denoising.
Figure 1 is the comparison figure of signal denoising by wavelet hard threshold, wavelet soft threshold, and improved wavelet threshold function, respectively. Table 2 shows the signal-to-noise ratio of wavelet denoising with different thresholds. As can be seen from Table 1, the signal-to-noise ratio of the proposed method reached 21.815345 dB, which is greater than the hard threshold and soft threshold functions, and the denoising effect is better, while more useful signal components are retained.
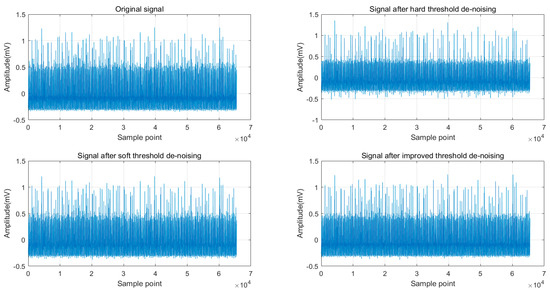
Figure 1.
Comparison figure of wavelet denoising with different thresholds.
Table 2.
Signal-to-noise ratio of wavelet denoising with different thresholds.
3. Time Domain Analysis of Characteristic Signal
In the grinding process of single-crystal diamonds, the basic characteristics of the acoustic emission signal are determined by the microscopic contact characteristics between abrasive particles and the grinding surface. There are many forms of microscopic action between abrasive particles and the tool grinding surface, such as cutting, scratching, squeezing, or collision. In any form, each contact action can be regarded as an acoustic emission excitation limited by the manufacturing process. The size, shape, and distribution density of particles on the surface of the grinding wheel are random and intermittent; that is, the acoustic emission signal can be regarded as a pulse sequence, and the generation process of each acoustic emission pulse is independent and unrelated and can be regarded as an independent random event. Therefore, the excitation process of acoustic emission signal in the grinding process of diamond tools can be described by the Poisson process model in probability theory. According to the Poisson process model, the acoustic emission signal of the diamond tool in the grinding process can be regarded as a Poisson signal; the probability that k pulses of the acoustic emission signal are generated in unit time obeys the Poisson distribution. If X(τ) is the number of pulses occurring at time τ, then the probability density function, mean value, variance, kurtosis, and skewness of k pulses occurring at time interval (0, τ) are shown in Equations (6)–(10).
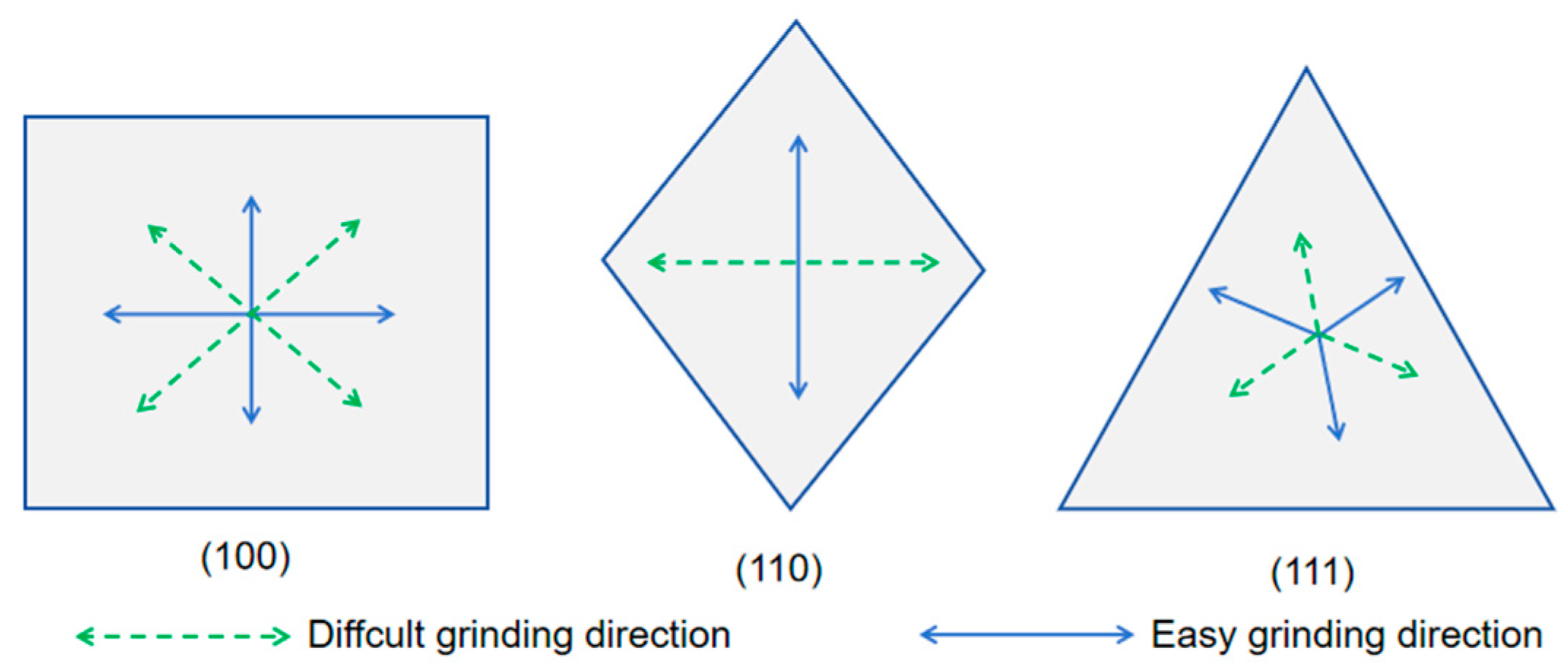
is the probability density, is the sampling value of the signal, is the average pulse, E(X) is the mean value, D(X) is the variance, α is the kurtosis, β is the skewness. For Poisson signals such as the acoustic emission signal in the diamond tool grinding process, both the mean value and variance are always , it is not effective in distinguishing signal samples [11,12,13]. Therefore, low-order statistics cannot reflect the directional state information of the tool grinding process. The literature [6] shows that the signal energy is mainly concentrated in the low frequency (0~2.50 kHz) and the high frequency (5.00~10.00 kHz). The spectral peak in the low-frequency band is basically located near the rotation frequency of the spindle and the frequency doubling of each order, which belongs to the deterministic signal. The energy distribution in the high-frequency band has obvious randomness and belongs to the random signal. Therefore, it is particularly important to extract the sub-signal of the high-frequency band (5.00~10.00 KHz) to calculate mean value, variance, skewness, and kurtosis in the time domain. The 100 surface of a single-crystal diamond is taken as an example. It can be seen from the crystallographic theory that this surface has 4-order symmetry, which is 4 non-difficult grinding directions and 4 difficult grinding directions. The angle relationship of the non-difficult grinding directions and the difficult grinding directions in 100, 110, 111 typical crystal surfaces are shown in Figure 2.
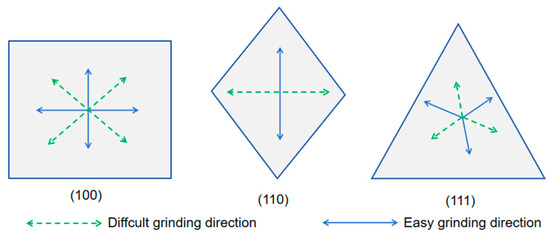
Figure 2.
The angle relationship of 100, 110, 111 typical crystal surface.
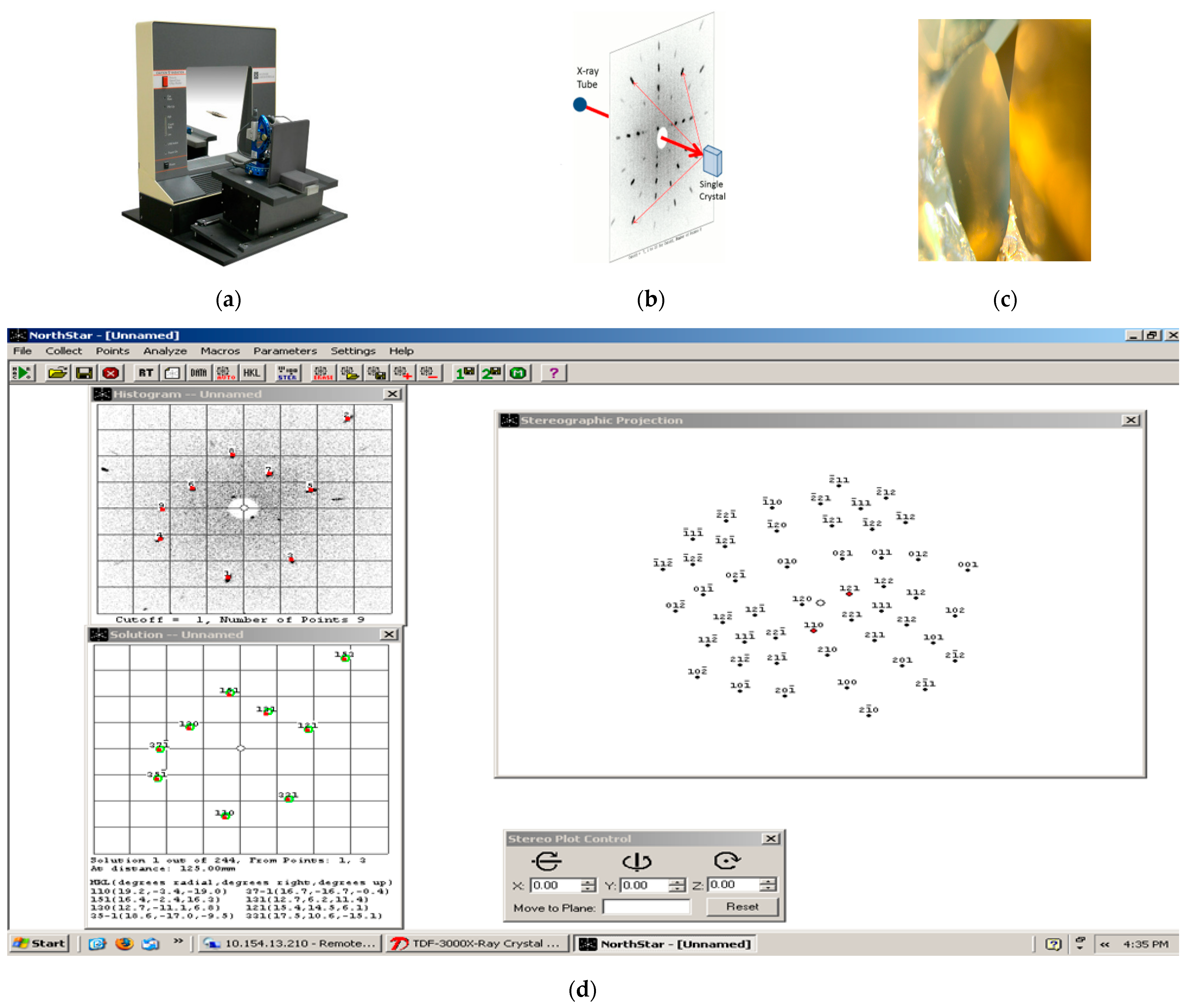
The non-difficult grinding directions and the difficult grinding directions are determined according to the grinding efficiency. The grinding efficiency of the difficult grinding directions is (0–2) , the grinding direction with a grinding efficiency greater than 2 is considered the non-difficult grinding direction. The relationship between sharpening direction and sharpening efficiency is shown in Table 3. In order to determine the relationship between the characteristic parameters and the grinding direction, an experimental study was carried out. First, the tool was oriented off-line using a crystal orientation instrument, the non-difficult grinding direction or difficult grinding direction of the grinding surface to the grinding speed direction was adjusted, and the acoustic emission signals of the non-difficult grinding directions and the difficult grinding directions, respectively, were collected. The crystal orientation instrument uses an MWL110 crystal orientation instrument purchased from Multiwire laboratories. Ltd of US by Changchun Institute of Optics, Fine Mechanics and Physics of China, the light source of the orientation instrument is X-ray, the orientation instrument from Multiwire laboratories. Ltd of US is designed according to the Laue principle, which can be oriented to a single crystal, the orientation accuracy is 0.25 degrees. The photos obtained during orientation were marked and compared with the actual crystal surface. Among them, the photo of the single-crystal diamond tool shows that the tool bar is perpendicular to the paper surface, and the direction of the blade line is longitudinal. The orientation instrument object, orientation instrument structure, single-crystal diamond tool, and crystal direction figure are shown in Figure 3a–d. In the experiment, the grinding wheel is made of high phosphorus cast iron for grinding diamonds, whose shape, size, and proportion of pores in the material structure are optimized. The surface of the grinding disc is inlaid with diamond grinding powder, and the particle size can be smaller than 1 µm to 40 µm. The grinding disc has a diameter of approximately 300 mm, the grinding wheel speed is 7200 r/min, and the collected acoustic emission signals and the collected vibration signals are analyzed in the time domain according to Formulas (7)–(11), and the results are shown in Table 4 and Table 5.
Table 3.
The relationship between sharpening direction and sharpening efficiency.
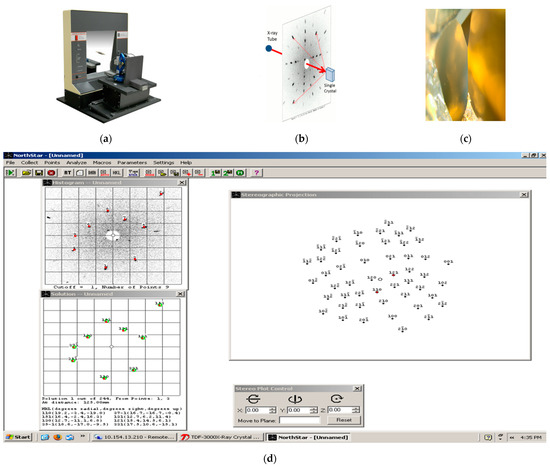
Figure 3.
(a) Orientation instrument object, (b) Orientation instrument structure, (c) Single-crystal diamond tool, (d) Crystal direction figure.
Table 4.
Time domain analysis results of different acoustic emission signals.
Table 5.
Time domain analysis results of different vibration signals.
As can be seen from Table 4, the statistical results of mean value and variance for acoustic emission signals in the different grinding directions have little difference, and the skewness has no obvious regularity. The kurtosis is approximately 3 in the non-difficult grinding direction and significantly greater than 3 in the difficult grinding direction, which has obvious non-Gaussian characteristics and a strong correlation with the grinding direction. Similarly, as can be seen from Table 5, the skewness and kurtosis of the vibration signal have obvious law and strong correlation with the grinding direction, which is consistent with the theoretical analysis results. Therefore, the kurtosis of the acoustic emission signal and the kurtosis and skewness of the vibration signal are taken as characteristic signals.
4. Online Recognition Based on the Hidden Markov Method
4.1. Hidden Markov Online Orientation Recognition Model
The mapping relationship between the characteristic parameter vectors of the acoustic emission signal, the vibration signal, and the grinding direction is often not linear, and accurate identification of the grinding direction cannot be achieved by solely relying on kurtosis and skewness. In order to improve the identification accuracy, based on manual monitoring experience, the Hidden Markov Method (HMM), which can solve the modeling problem of time series statistics of stochastic processes in complex systems, is used to identify online the monitoring signal samples and realize online orientation by intelligent means to improve the accuracy of the recognition results. A Hidden Markov Model [14,15,16] is represented by . is the hidden state of the model, the hidden state has Markov properties, cannot be directly observed, the number of hidden states is N, N hidden states in the model is defined. Then, the hidden state at time t is expressed by the Formula (11).
is an observable state in the model associated with an implicit state, which can be directly observed. The observed data at time t is recorded in Formula (12).
In Formula (13), is the observed data of the 1st to M dimensions at time t, respectively, is the observation data matrix at time t. is the initial state probability matrix of the model, which describes the state transition probability distribution of the implicit state at the initial moment, and represents the probability that the initial state is i. transition probability from state i to state j is an implicit state transition probability matrix in the model, which describes the transition probability between each state in the model. The transition matrix A of the hidden state at time t is denoted as (there are u kinds of possible hidden states at time t), then the probability that the hidden state is at time t + 1 is denoted in Formula (13).
In Formula (14), is the probability that the hidden state at time t is and the hidden state at time is , . is the observed state transition probability matrix that the current state is i and the probability that the observed value is k in the model.
4.2. Online Identification Method
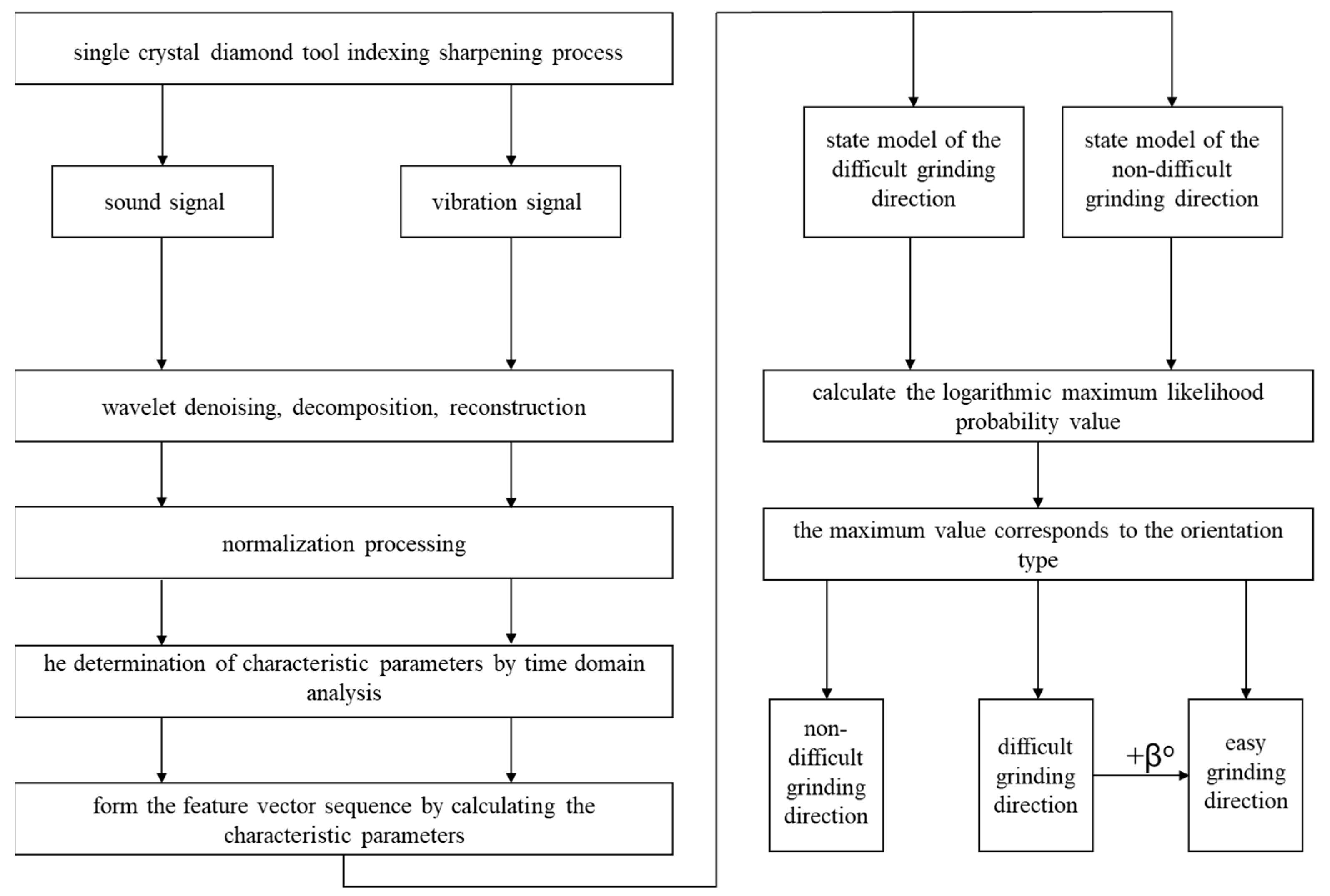
Two Hidden Markov Models (HMM) are established, which are the state model in the difficult grinding direction and the state model in the non-difficult grinding direction. In the state model of the difficult grinding direction, each set of data corresponds to a logarithmic likelihood probability value, which represents the state evaluation results of the difficult grinding direction. In the state model of the non-difficult direction, each set of data corresponds to a logarithmic likelihood probability value, which represents the state evaluation results of the non-difficult grinding direction. The characteristic parameters after wavelet denoising and dimensionality reduction processing by time domain analysis are used as observation sequences to train the HMM, and the WT-HMM online orientation recognition framework is constructed to achieve the purpose of more accurate online identification for tool grinding direction. The structure figure of the online identification model for tool indexing sharpening based on HMM is shown in Figure 4.
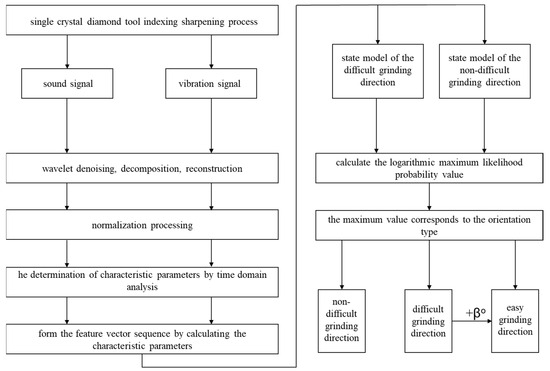
Figure 4.
Structure figure of online identification model for tool indexing sharpening based on HMM.
The HMM consists of two parts: the Hidden Markov chain and the observed sequence. The Hidden Markov chain is composed of some hidden states that cannot be observed directly, which can be divided into two kinds of hidden states, the hidden states of the difficult grinding direction and the hidden states of the non-difficult direction. The observed values are observable data that are strongly related to hidden states, that is, by wavelet denoising and dimensionality reduction processing by time domain analysis. The characteristic parameters correspond to the difficult grinding direction and the non-difficult grinding direction in the grinding process.
5. Experimental Verification and Analysis
5.1. Experimental Platform
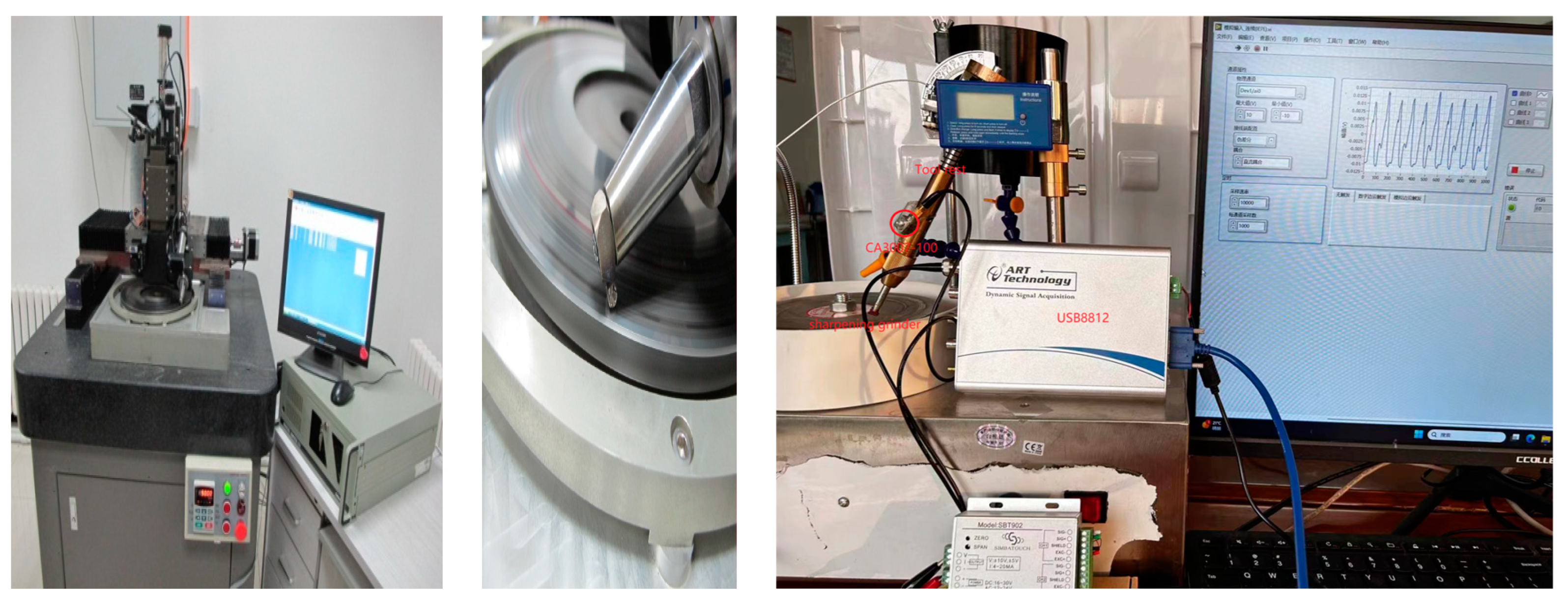
In this paper, the existing mechanical grinding machine tool in the laboratory is used for experimental research. The grinding machine tool adopts a vertical structure, and the X, Y, and Z three-axis table and main shaft are placed on the granite platform. The X, Y, and Z three-axis table is the superimposed layout; the tool pendulum shaft and its angle-adjusting mechanism are installed on the Z axis through the Z-direction guide rail. The grinding spindle realizes the planetary motion trajectory through the eccentric wheel, the tool is directly positioned on the tool pendulum shaft through the tool body, and the position adjustment of the tool when changing the angle and grinding is realized through the Z1 axis position adjustment mechanism. The Z2 axis feed mechanism realizes the micro-feed when the tool is grinding. The grinding machine includes a tool rest system, air float guide and micro-feed system, counterweight system, coordinate system, and planetary motion air float bearing grinding system. In order to study the online identification of tool grinding direction, a set of sound and vibration signal acquisition systems is set up. The acoustic emission sensor uses the SR-800 AE sensor produced by Beijing Shenghua Ltd. (Beijing, China), the vibration sensor uses the CA3007-100 sensor produced by Huishi Measurement and Control Ltd. (Shanghai, China), and the acoustic emission signal and vibration signal of the cutting tool during the grinding process are, respectively, collected. The AE sensor and vibration sensor are attached to the tool handle. After the sensor signals are processed by the amplifier and signal conditioner, they are collected by the data acquisition card to the computer for analysis and processing. The data acquisition card adopts a USB8812 high-precision acquisition card produced by Altai Ltd. (Shenzhen, China), and the upper computer interface is realized by LABVIEW2020 software. The collected acoustic emission signals and vibration signals are converted into digital signals by the data acquisition card and sent to the industrial computer; the experimental platform is shown in Figure 5.
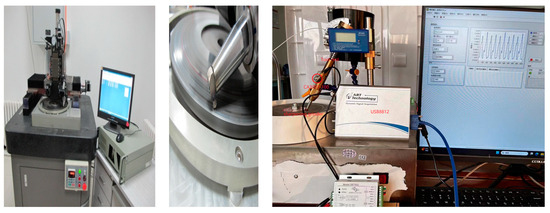
Figure 5.
Experimental platform.
5.2. Model Training and Orientation Recognition
First, the 38 groups of samples in the difficult grinding direction and the non-difficult grinding direction are collected, and the first 19 groups of samples in each direction type are used as training samples. The time domain characteristic parameters, namely peak value and skewness, are calculated, respectively, for each group of vibration signals to form a 2 × 19 feature vector sequence. The time domain characteristic parameters, namely peak value, are calculated, respectively, for each group of sound signals. A 1 × 19 feature vector sequence is formed, and the above 19 groups of 3 × 19 feature vector sequences are, respectively, input the HMM model in the difficult grinding direction and HMM model in the non-difficult grinding direction as training samples, and the models are trained until all models converge.
Then, the last 19 groups of samples of each direction type are used as test samples, and the time domain characteristic parameters, namely peak value and skewness, are calculated, respectively, for each group of vibration signals to form a 2 × 19 feature vector sequence, the time domain characteristic parameters, namely peak value, are calculated for each group of sound signals to form a 1 × 19 feature vector sequence. The above 19 groups of 3 × 19 feature vector sequences are used as test samples to input the above-trained HMM model in the difficult grinding direction and the non-difficult grinding direction. The maximum likelihood probability corresponding to the output of the two HMM models is calculated. The orientation type of the model with a high output probability value is regarded as the orientation type of the current grinding tool. The identification of a single acoustic emission sensor and a single vibration sensor are compared with the method in this paper.
5.3. The Experimental Results
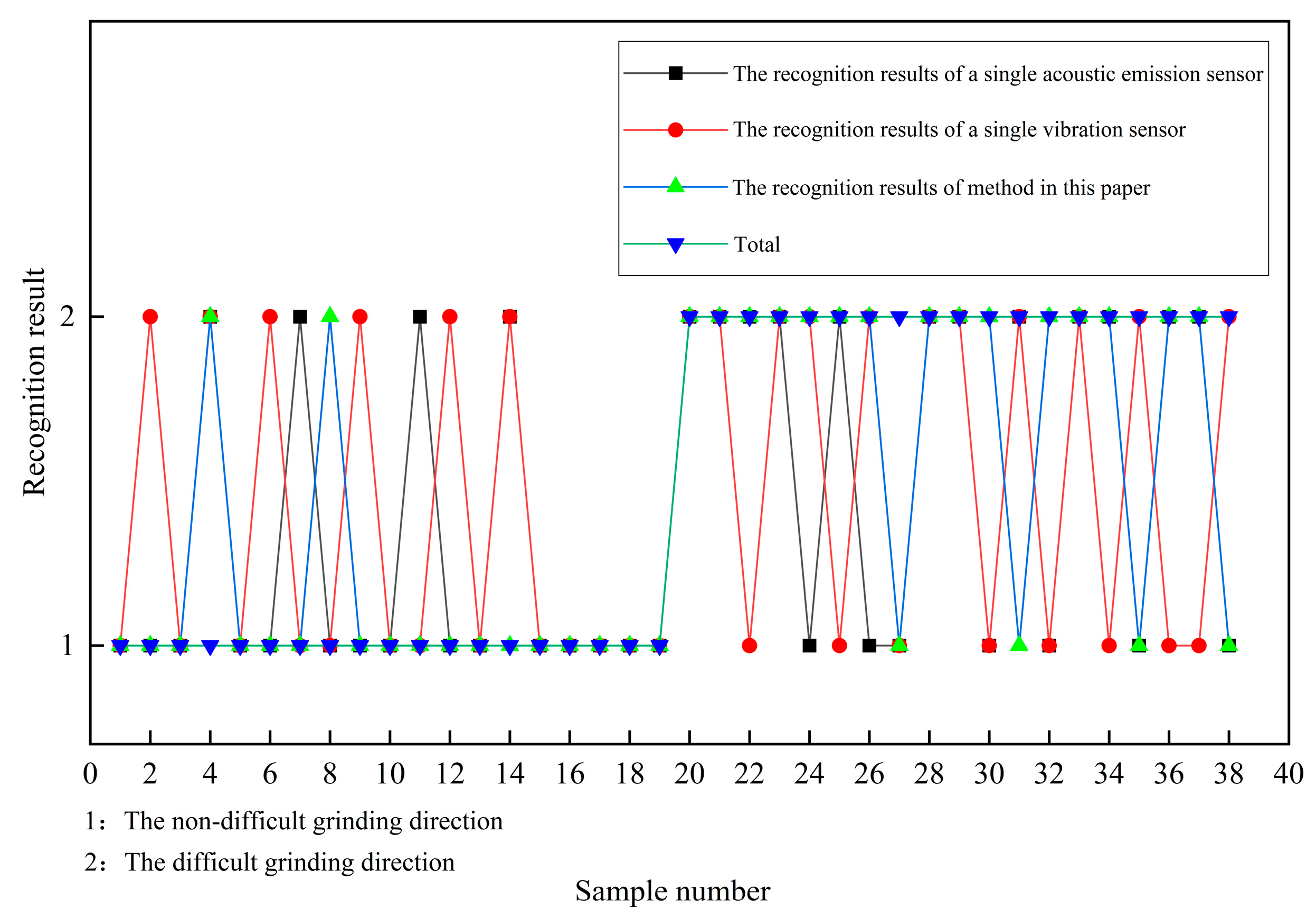
The experimental results are shown in Figure 6. Table 6 can be derived from Figure 6, in Table 6, the accuracy rate is equal to the number of correct identification results divided by the number of test samples.
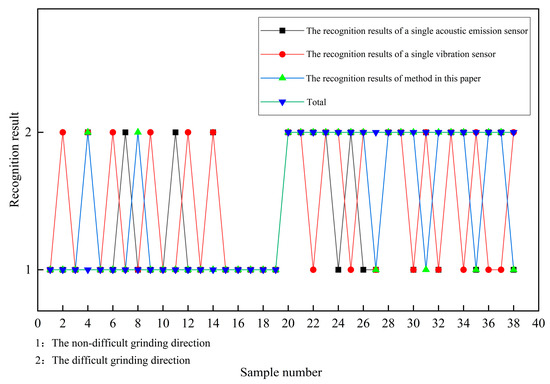
Figure 6.
The experimental results.
Table 6.
(a) The recognition results of a single acoustic emission sensor. (b) The recognition results of a single vibration sensor. (c) The recognition results of the method in this paper.
The experimental results show that the recognition method combining HMM and multi-information fusion technology has a greater advantage than single-sensor recognition. The recognition rate reached 84.21%, and a new method was provided to identify the direction of the single-crystal diamond circular arc tool in the indexing sharpening process online. Moreover, if the model orientation identification result is the difficult grinding direction, according to the angle relationship between the difficult grinding direction and easy grinding direction of the typical crystal surface, as shown in Figure 2 [13], the angles of the tool rotation to reach the easy grinding direction can be calculated, thus providing effective information for the control strategy.
6. Conclusions
The indexing sharpening process of a single-crystal diamond circular arc tool has anisotropic characteristics, and the hardness and wear resistance of different crystal surfaces and different crystal phases of the same crystal surface have great differences. In order to improve the efficiency and quality of tool grinding, in this paper, a method based on the HMM and multi-information fusion is proposed to identify the tool grinding direction online.
- (1)
- Sound signal analysis technology and vibration signal analysis technology are comprehensively applied to the online orientation identification of a single-crystal diamond tool in the indexing grinding process, and the noise signal is removed by the wavelet method by improving the wavelet threshold function. The signal-to-noise ratio reached 21.815345 dB, the signal-to-noise ratio of the proposed method is greater than the hard threshold and soft threshold functions, and the denoising effect is better, while more useful signal components are retained.
- (2)
- The time domain analysis method is used to analyze the mapping relationship between the time domain characteristic parameters of the vibration signal, sound signal, and the tool grinding direction. By theoretical analysis and experiments, it is determined that the kurtosis value of the sound signal, the kurtosis value, and the skewness of the vibration signal are strongly correlated with the tool grinding direction. Therefore, they are used as characteristic parameters.
- (3)
- The Hidden Markov Method is used to fuse the feature parameters and establish the HMM model of the difficult grinding direction and the non-difficult grinding direction. The experimental results show that the recognition method combining HMM and multi-information fusion technology has a greater advantage than single-sensor recognition, and the recognition rate reached 84.21%, which provides a new method for the online identification of the direction in the indexing grinding process of the single-crystal diamond arc tool.
Author Contributions
Conceptualization, H.M. and D.X.; methodology, H.M. and D.X.; software, Y.W.; validation, H.M., D.X. and Y.W.; formal analysis, Y.W.; investigation, D.X.; resources, H.M.; data curation, D.X.; writing—original draft preparation, H.M.; writing—review and editing, H.M. and D.X.; visualization, Y.W.; supervision, H.M.; project administration, H.M.; funding acquisition, H.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Science and Technology Development Project of Jilin Province, grant number 20210201104GX, and the National Natural Science Foundation project, grant number 62075216.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available due to Experimental data from actual subject projects, not convenient for public disclosure.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Hird, J.R.; Field, J.E. Diamond polishing. Proc. R. Soc. A Math. Phys. Eng. Sci. 2004, 460, 3547–3568. [Google Scholar] [CrossRef]
- EWAG RS15 Operation Manual; EWAG Inc.: Tübingen, Germany, 2010.
- PG3B Operation and Maintenance Manual; Coborn Engineering Co. Ltd.: Romford, UK, 2011.
- Zhou, T. Research on Monitoring Technology of Natural Diamond Tool Grinding Process. Master’s Thesis, Chinese Academy of Engineering Physics, Beijing, China, 2007. [Google Scholar]
- Du, W. Processing Characterization and Experimental Study of Acoustic Emission Signals from Grinding Diamond Cutters. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Du, W.; Sun, T.; Wang, B. Diamond tool grinding non-gaussian characteristics of acoustic emission signal analysis. J. Nanotechnol. Precis. Eng. 2015, 13, 211–218. [Google Scholar]
- Jiang, C.; Ya, X.; Mao, Y. The application of improved wavelet threshold denoising method in vibration and high dynamic centrifugal compound test control system. Equip. Environ. Eng. 2024. Available online: http://kns.cnki.net/kcms/detail/50.1170.X.20240418.1817.006.html (accessed on 5 January 2023).
- Song, Y.; Zhang, Y. Bearing fault feature Extraction Method using CEEMD noise reduction and adaptive MOMEDA. Chin. J. Test. 2019, 50, 180–188. [Google Scholar]
- Wei, L.; Wei, L.; Jia, Y.; Yiwen, B. Vehicle acceleration signal processing with improved Wavelet threshold noise reduction. Automot. Driv. Maint. (Maint. Ed.) 2024, 29–32. [Google Scholar]
- Li, J.; Cui, X.; Song, H.; Li, Z.; Liu, J. Threshold selection method for UWB TOA estimation based on wavelet decomposition and kurtosis analysis. EURASIP J. Wirel. Commun. Netw. 2017, 2017, 202. [Google Scholar] [CrossRef]
- Li, Z. Study on time domain analysis method of Gearbox taper bearing fault signal. Mech. Des. Manuf. 2024. [CrossRef]
- Shang, Z.; Zhao, D. Based on the vibration analysis of papermaking machinery fault diagnosis and monitoring research. J. Pap. Sci. Technol. 2024, 43, 111–114+122. [Google Scholar] [CrossRef]
- Yan, R.; Ma, G.; Chen, X. Single crystal diamond tool. Mech. Grind. Technol. Prog. Tool Technol. 2016, 50, 8–11. [Google Scholar]
- Xia, Y.Y.; Meng, J.; Xue, Y.C. Fault diagnosis of Hidden Markov ball mill based on improved Bat algorithm. Mod. Min. 2022, 38, 195–199. [Google Scholar]
- Lu, H.; Li, Y. Acquisition and processing method of Low voltage Distribution line Operating state Information based on Markov Model. J. Electr. Appl. 2019, 42, 101–106. [Google Scholar]
- Yuan, L.; Long, H.; Li, B. Construction and application of complex evolutionary network model of mine water disaster chain based on HMM algorithm. Miner. Chem. Process. 2023, 52, 47–55. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).