A New Method for Detecting Weld Stability Based on Color Digital Holography

 , , , ,
, , , ,
Abstract
:1. Introduction
2. Methods
2.1. The Basic Principles of the Color Digital Holography
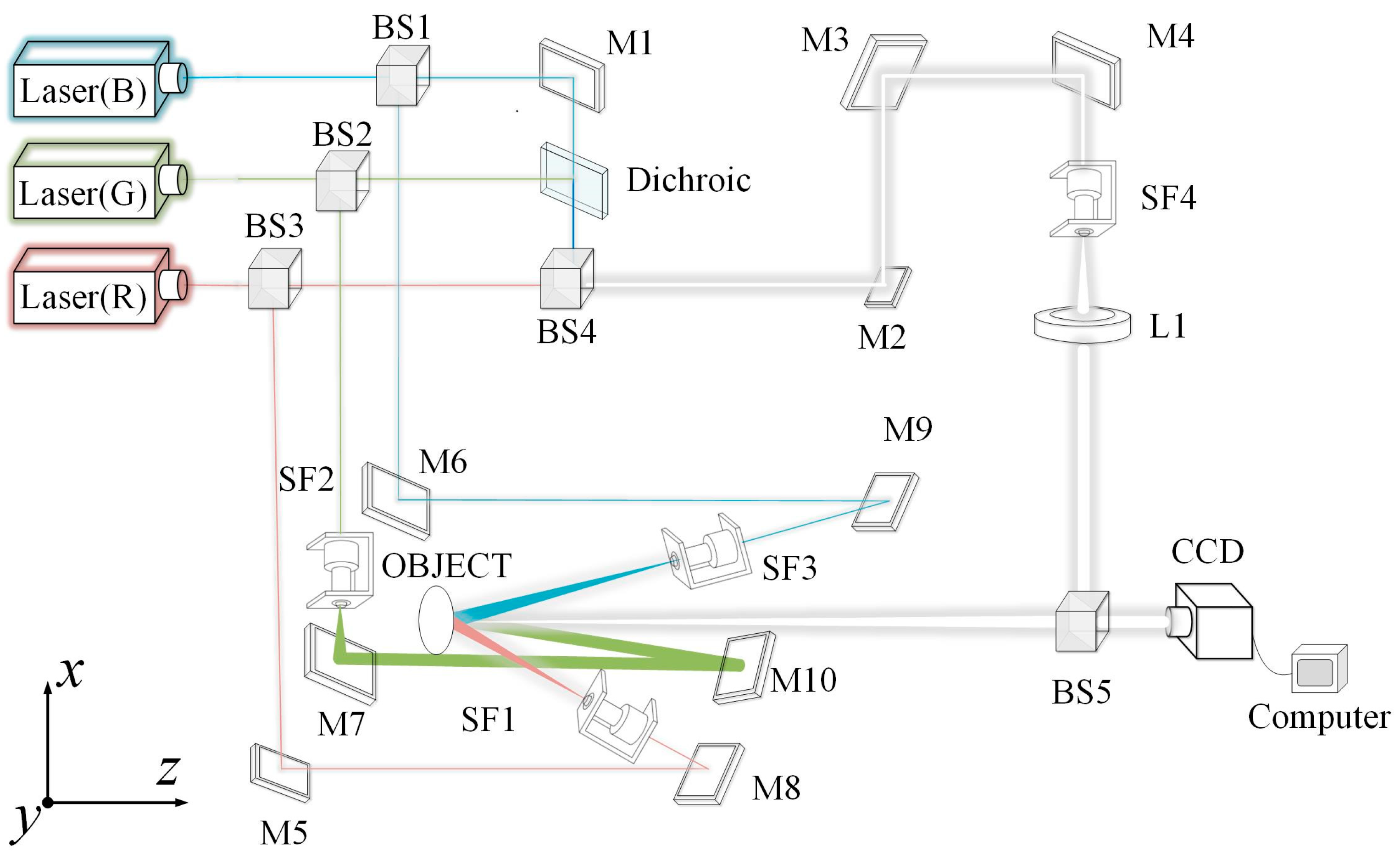
2.2. The Optical Path of the Color Digital Holography
2.3. Weld Samples
2.4. Denoising Algorithms Based on Deep Learning
3. Experiments and Results
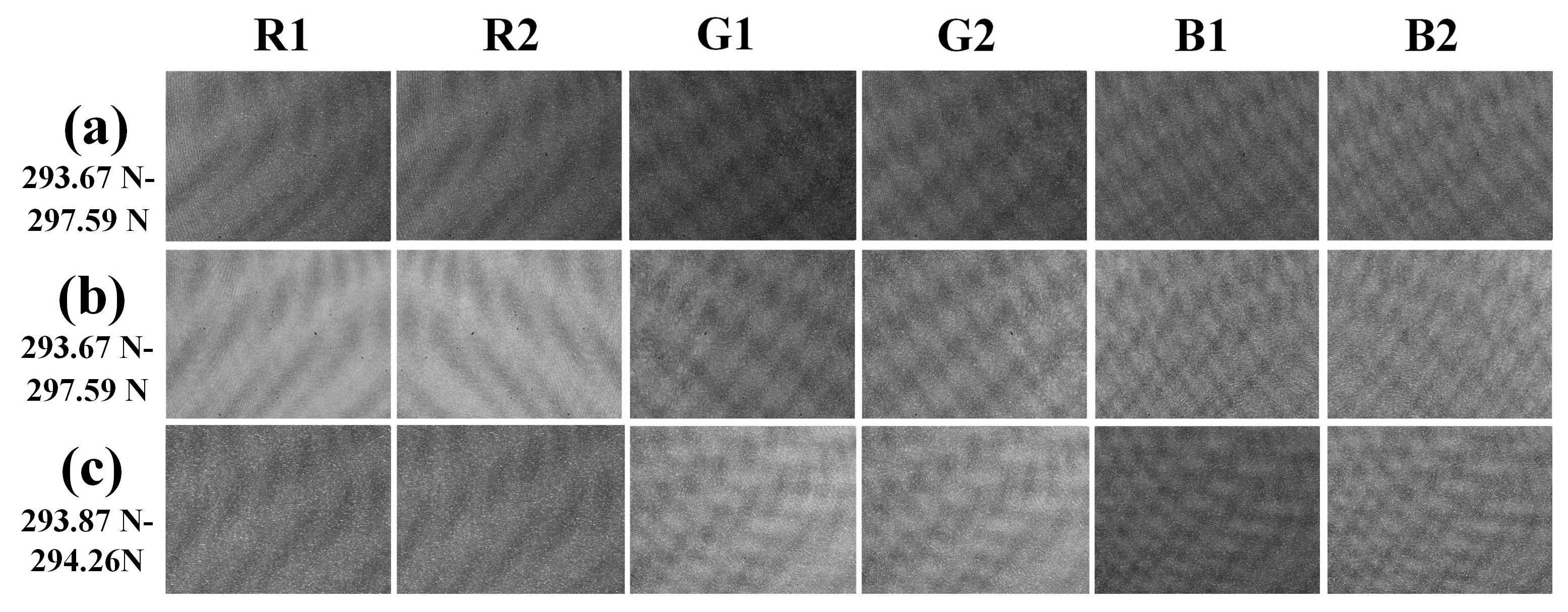
3.1. Digital Holograms
3.2. Evaluation of Speckle Noise Reduction Algorithms
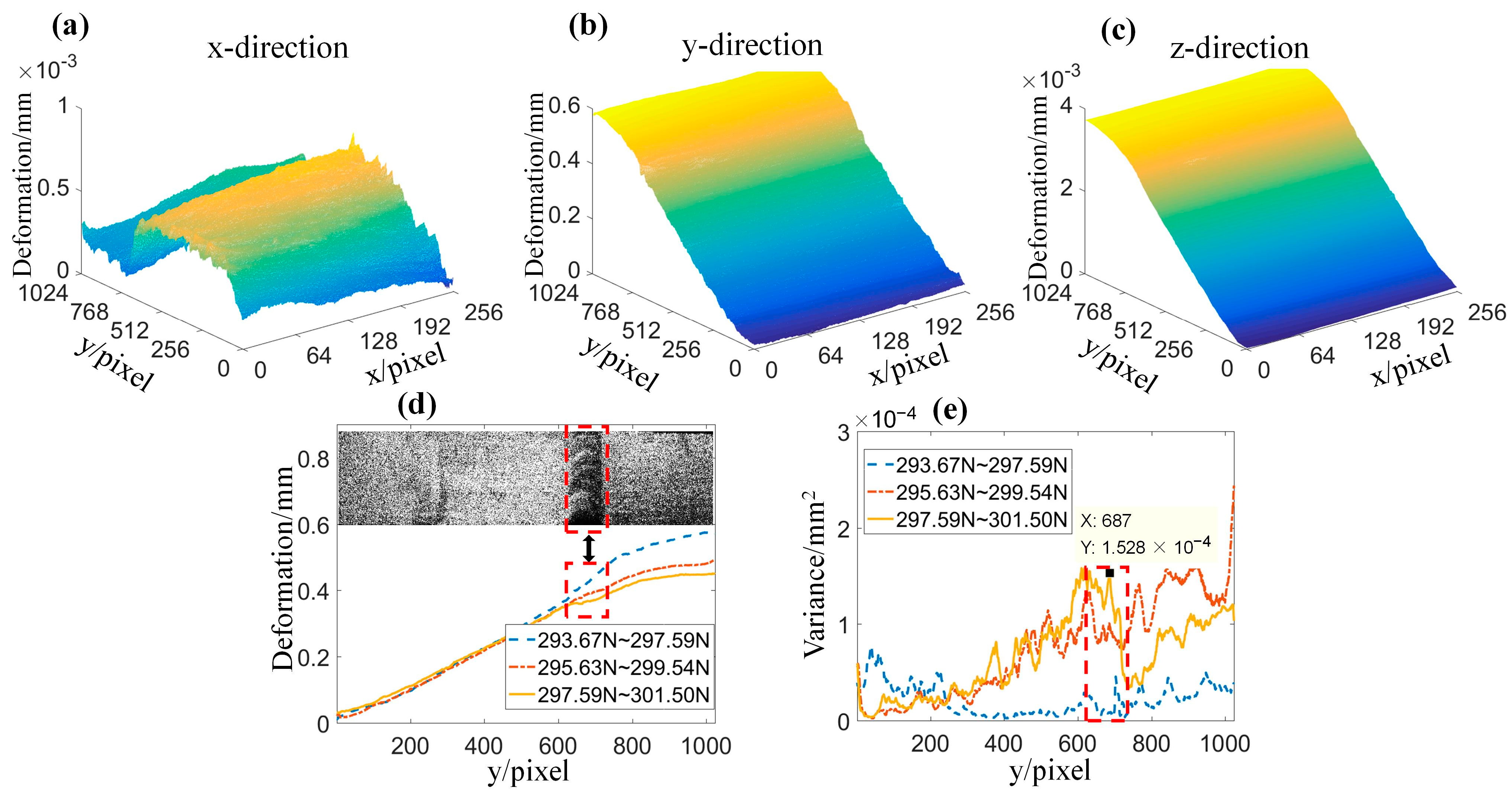
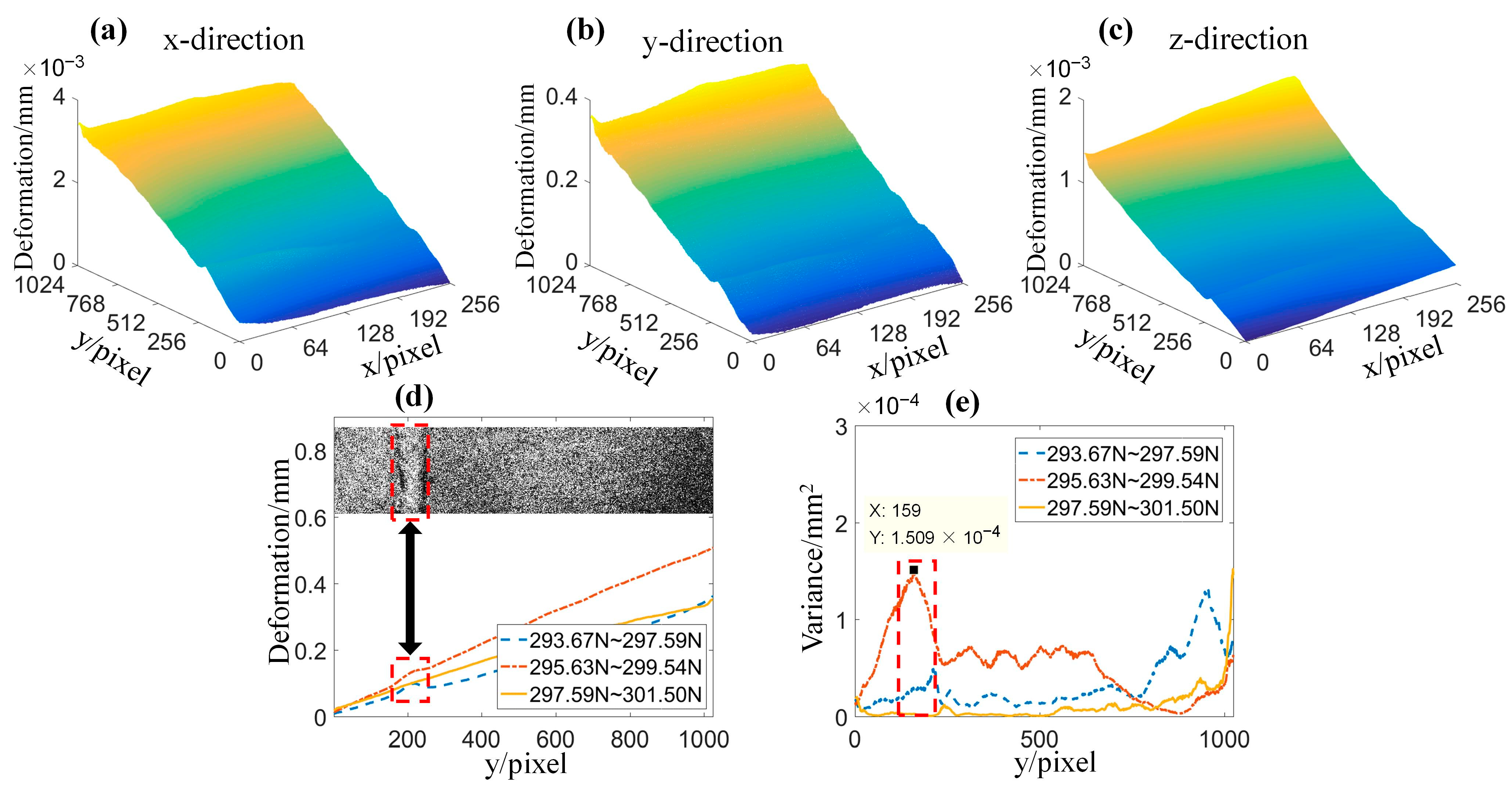
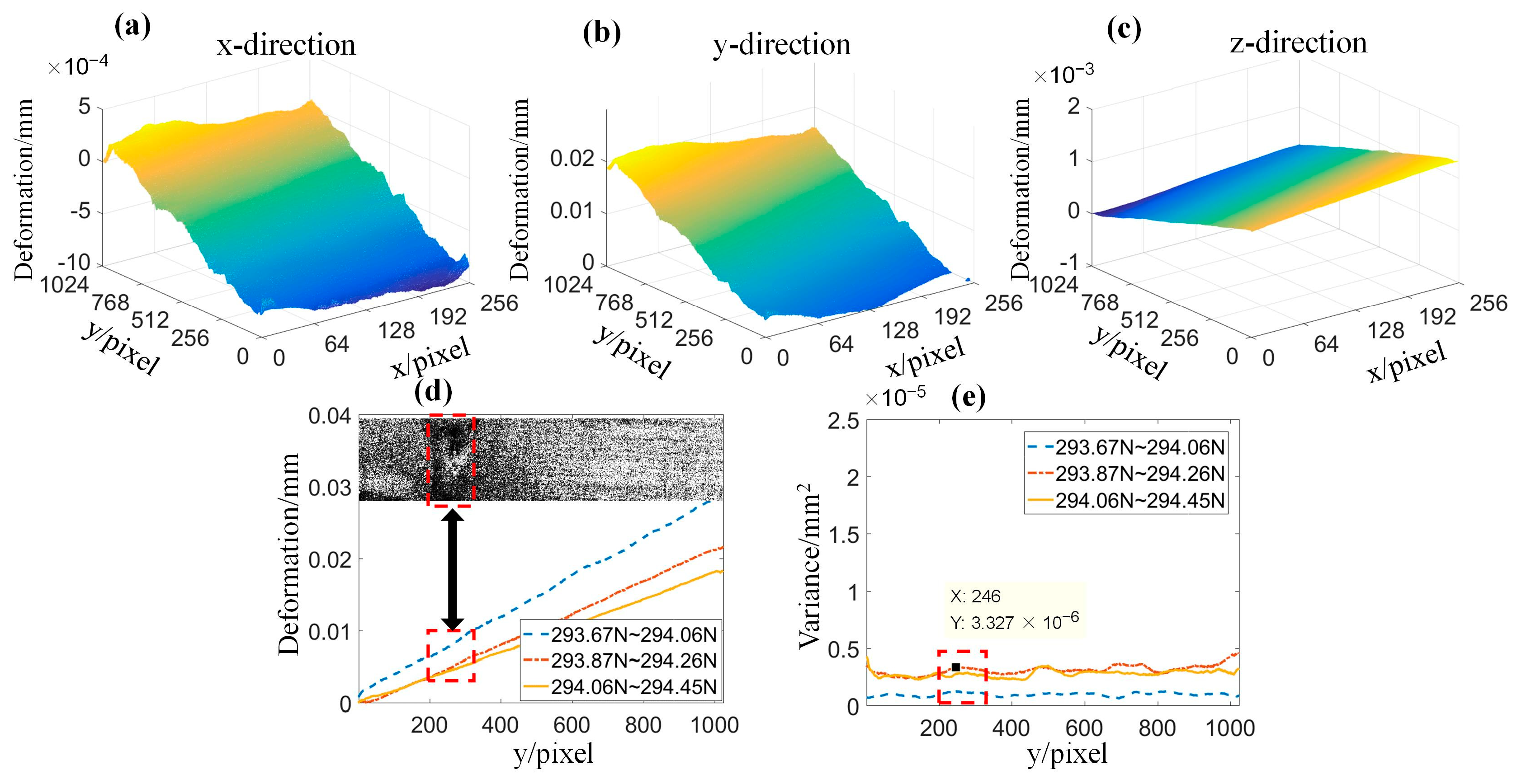
3.3. Evaluation of Weld Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hamed, R.; Asa, S.; Daniel, B.; Ali, M. Deep Learning Method to Detect Missing Welds for Joist Assembly Line. Appl. Syst. Innov. 2024, 7, 16. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, Y.; Heng, J.; Wu, M.; Zhang, Y.; Li, Y. Probabilistic corrosion-fatigue prognosis of rib-to-deck welded joints in coastal weathering steel bridges exposed to heavy traffics. Int. J. Fatigue 2024, 182, 108210. [Google Scholar] [CrossRef]
- Francesco, A.; Josef, F.; Patrik, T. Complete modified notch functions for a welded detail of a trough bridge. Steel Constr.-Des. Res. 2023, 2023, 167–179. [Google Scholar]
- Tyystjärvi, T.; Fridolf, P.; Rosell, A.; Virkkunen, I. Deploying Machine Learning for Radiography of Aerospace Welds. J. Nondestruct. Eval. 2024, 43, 24. [Google Scholar] [CrossRef]
- Dhanya, M.S.; Manwatkar Sushant, K.; Kumar, G.; Narayana Murty, S.V.S. Metallurgical investigation of leakage observed in welded interface of Pilot pressure distributor of liquid stage for aerospace application. Eng. Fail Anal. 2023, 152, 107510. [Google Scholar] [CrossRef]
- Kristina, W.; Rikard, S.; Lars, L. Form Division for Welded Aero Components in Platform-Based Development. J. Aerosp. Eng. 2014, 28, 04014126. [Google Scholar]
- Zhang, T.; Li, J.; Yang, B.; Pei, X.; Jiang, W. An incremental indentation energy method in predicting uniaxial tensile properties of ferritic-austenitic dissimilar metal welds from spherical indentation tests. Int. J. Pres. Ves. Pip. 2023, 202, 300–312. [Google Scholar] [CrossRef]
- Walid, M.; Bojan, M.; Nenad, G.; Primož, Š.; Darko, V.; Aleksandar, S.; Marko, R. Fracture assessment of seam and seamless steel pipes by application of the ring-shaped bending specimens. Theor. Appl. Fract. Mec. 2019, 103, 102302. [Google Scholar]
- Liu, H.; Zhou, Y.; Wang, F.; Lu, Y.; Chen, Z. Experimental study on impact toughness of structural steel and its butt-welded joint at low temperature and corrosion. J. Constr. Steel Res. 2024, 212, 108298. [Google Scholar] [CrossRef]
- Li, Y.; Hu, M.; Wang, T. Visual inspection of weld surface quality. J. Intell. Fuzzy Syst. 2020, 39, 5075–5084. [Google Scholar] [CrossRef]
- Li, C.; Wang, Q.; Jiao, W.; Johnson, M.; Zhang, Y. Deep Learning-Based Detection of Penetration from Weld Pool Reflection Images. Weld. J. 2020, 99, 239S–245S. [Google Scholar] [CrossRef]
- Pydi, H.; Pradeep, A.; Vijayakumar, S.; Srinivasan, R. Examination of various weld process parameters in MIG welding of carbon steel on weld quality using radiography & magnetic particle testing. Mater. Today 2022, 62, 1909–1912. [Google Scholar]
- Peter, S. On the relationship between texture characteristics and residual stress levels: An X-ray diffraction study on α-Al2O3 hard coatings. Thin Solid Films 2023, 777, 139893. [Google Scholar]
- Zhu, P.; Gou, G.; Li, Z. Study of residual stresses in A7N01 aluminum alloy with Xray diffraction Debye ring analysis. Int. J. Mod. Phys. A 2019, 33, 1940032. [Google Scholar] [CrossRef]
- Kalbfleisch, S.; Zhang, Y.; Kahnt, M.; Buakor, K.; Langer, M.; Dreier, T.; Villanueva-Perez, P. X-ray in-line holotomography at the NanoMAX beamline. J. Synchrotron. Radiat. 2022, 29, 224–229. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhang, W.; Yang, G.; Chen, G. Application research on ultrasonic phased array detection algorithm for austenitic stainless steel with V-groove weld. Measurement 2024, 226, 114169. [Google Scholar] [CrossRef]
- Lyashenko, A.I.; Pol’shchikova, O.V.; Machikhin, A.S.; Vlasova, A.G.; Pozhar, V.E.; Kozlov, A.B. Three colour digital holographic microscopy based on a Mach-Zender interferometer and a solid state Rgb laser. Quantum Electron. 2020, 50, 662–666. [Google Scholar] [CrossRef]
- Tomohiro, K.; Daisuke, B.; Jun-ichiro, S.; Yoshio, H.; Toyohiko, Y. Color digital holography using a single monochromatic imaging sensor. Opt. Lett. 2012, 37, 3153–3155. [Google Scholar]
- Liu, T.; Wei, Z.; Yair, R.; Kevin, D.; Zhang, Y.; Wu, Y.; Aydogan, O. Deep learning-based color holographic microscopy. J. Biophotonics 2019, 12, 30–50. [Google Scholar] [CrossRef]
- Qin, Y.; Zhong, J. Theoretical and Experimental Research of Digital Holography with Partially Coherent Light Based on Light-Emitting Diode. Acta Opt. Sin. 2010, 30, 2236–2241. [Google Scholar] [CrossRef]
- LarivièreLoiselle, C.; Bélanger, E.; Marquet, P. Polychromatic digital holographic microscopy: A quasicoherent-noise-free imaging technique to explore the connectivity of living neuronal networks. Neurophotonics 2020, 7, 040501. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; He, G.; Song, Q.; Xia, H.; Liu, Z.; Liang, J.; Li, T. The Study of Tooth Erosion Tested by the Color Digital Holography (CDH) Detection System. Appl. Sci. 2022, 12, 8613. [Google Scholar] [CrossRef]
- Xia, H.; Picart, P.; Montresor, S.; Guo, R.; Li, J.C.; Solieman, O.Y.; Durand, J.C.; Fages, M. Mechanical behavior of CAD/CAM occlusal ceramic reconstruction assessed by digital color holography. Dent. Mater. 2018, 34, 1222–1234. [Google Scholar] [CrossRef]
- Bourgade, T.; Sun, J.; Wang, Z. Compact Lens-less Digital Holographic Microscope for MEMS Inspection and Characterization. Jove-J. Vis. Exp. 2016, 1, 53630. [Google Scholar]
- Mohamed, T.; Saïd, I.; Rezki, B.; Denis, L.; Claude, R.; Ammar, H.; Thomas, G. Acousto-optically driven lensless single-shot ultrafast optical imaging. Light-Sci. Appl. 2022, 1, 628–643. [Google Scholar]
- Chen, A.; Gui, J.; Ma, X.; Liu, J.; Jiang, Z.; Song, Q. Compression of color digital hologram using wavelet thresholds and two-times quantization. Opt. Commun. 2023, 537, 129439. [Google Scholar] [CrossRef]
- Li, T.; Song, Q.; He, G.; Xia, H.; Li, H.; Gui, J.; Dang, H. A Method for Detecting the Vacuum Degree of Vacuum Glass Based on Digital Holography. Sensors 2023, 23, 2468. [Google Scholar] [CrossRef]
- Patrice, T.; Song, Q.; Karray, M.; Li, J.; Jean, M.D.; Pascal, P. Real-time three-sensivity measurements based on three-color digital Fresnel holographic interferometry. Opt. Lett. 2010, 12, 2055–2057. [Google Scholar]
- Zhu, J.; Park, T.; Isola, P.; Efros, A. Unpaired Image-to-Image Translation using Cycle-Consistent Adversarial Networks. IEEE Int. Conf. Comput. Vis. 2017, 244, 2242–2251. [Google Scholar]
- Yu, H.; Fang, Q.; Song, Q.; Silvio, M.; Pascal, P.; Xia, H. Unsupervised speckle denoising in digital holographic interferometry based on 4-f optical simulation integrated cycle-consistent generative adversarial network. Appl. Opt. 2024, 63, 3557–3569. [Google Scholar] [CrossRef]
- Elena, T.; Christine, S.; Alyssa, B.; Astrid, A.; Sam, C.; Kayla, S.; Jordan, G.; Medha, M. 297-OR: Usefulness of Coefficient of Variation (CV) to Assess Hypoglycemia in Older Adults with Type 1 Diabetes (T1D). Diabetes 2019, 68, 297. [Google Scholar]
- Ge, C.; Song, Q.; Caiyang, W.; Gui, J.; Li, J.; Qian, X.; Li, Q.; Dang, H. Improvement of Fresnel Diffraction Convolution Algorithm. Appl. Sci. 2024, 14, 3632. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Median | BM3D | WFT2F | CycleGAN | 4f-CycleGAN | |
|---|---|---|---|---|---|
| PSNR_R | 25.83 | 8.49 | 44.58 | 47.35 | 47.54 |
| PSNR_G | 22.51 | 9.36 | 34.19 | 48.42 | 51.41 |
| PSNR_B | 22.48 | 9.03 | 35.02 | 44.42 | 41.65 |
| SUM | 70.82 | 26.88 | 113.79 | 140.19 | 140.6 |
| BM3D | WFT2F | 4f-CycleGAN | |
|---|---|---|---|
| PSNR_R | 8.90 | 37.50 | 36.53 |
| PSNR_G | 10.09 | 35.82 | 44.04 |
| PSNR_B | 10.23 | 30.00 | 38.24 |
| SUM | 29.22 | 103.32 | 118.81 |
| BM3D | WFT2F | 4f-CycleGAN | |
|---|---|---|---|
| PSNR_R | 10.15 | 43.22 | 44.97 |
| PSNR_G | 10.61 | 42.87 | 52.00 |
| PSNR_B | 11.03 | 36.57 | 45.94 |
| SUM | 31.79 | 122.66 | 142.91 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; He, G.; Xia, H.; Wang, R.; Zhang, W.; Gui, J.; Fang, Q.; Ge, C.; Song, Q. A New Method for Detecting Weld Stability Based on Color Digital Holography. Appl. Sci. 2024, 14, 4582. https://doi.org/10.3390/app14114582
Li Q, He G, Xia H, Wang R, Zhang W, Gui J, Fang Q, Ge C, Song Q. A New Method for Detecting Weld Stability Based on Color Digital Holography. Applied Sciences. 2024; 14(11):4582. https://doi.org/10.3390/app14114582
Chicago/Turabian StyleLi, Qian, Guangjun He, Haiting Xia, Ruijie Wang, Weifan Zhang, Jinbin Gui, Qiang Fang, Cong Ge, and Qinghe Song. 2024. "A New Method for Detecting Weld Stability Based on Color Digital Holography" Applied Sciences 14, no. 11: 4582. https://doi.org/10.3390/app14114582