
Impact Wear Behavior of the Valve Cone Surface after Plasma Alloying Treatment

Abstract
:1. Introduction
2. Experimental Procedure
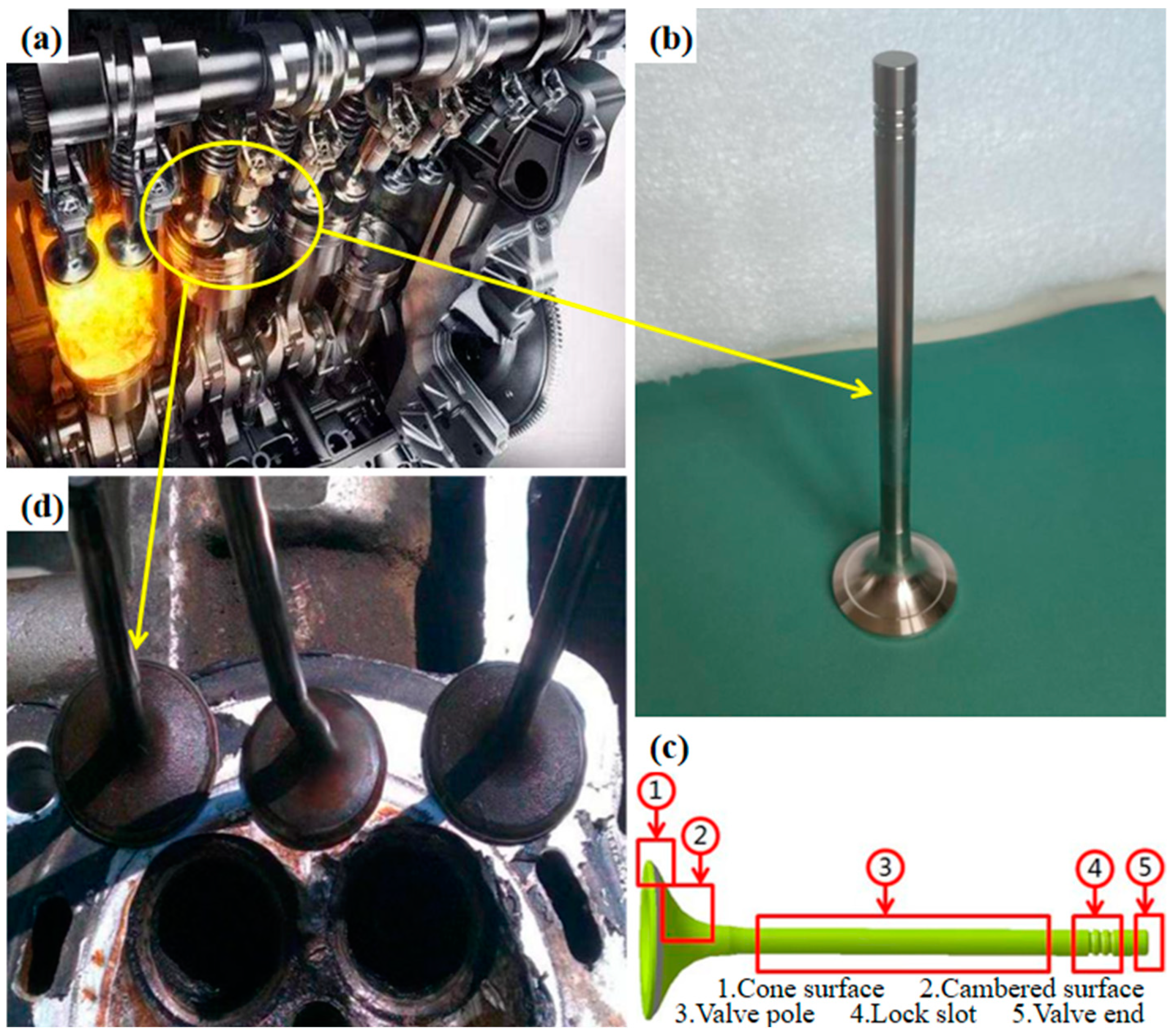
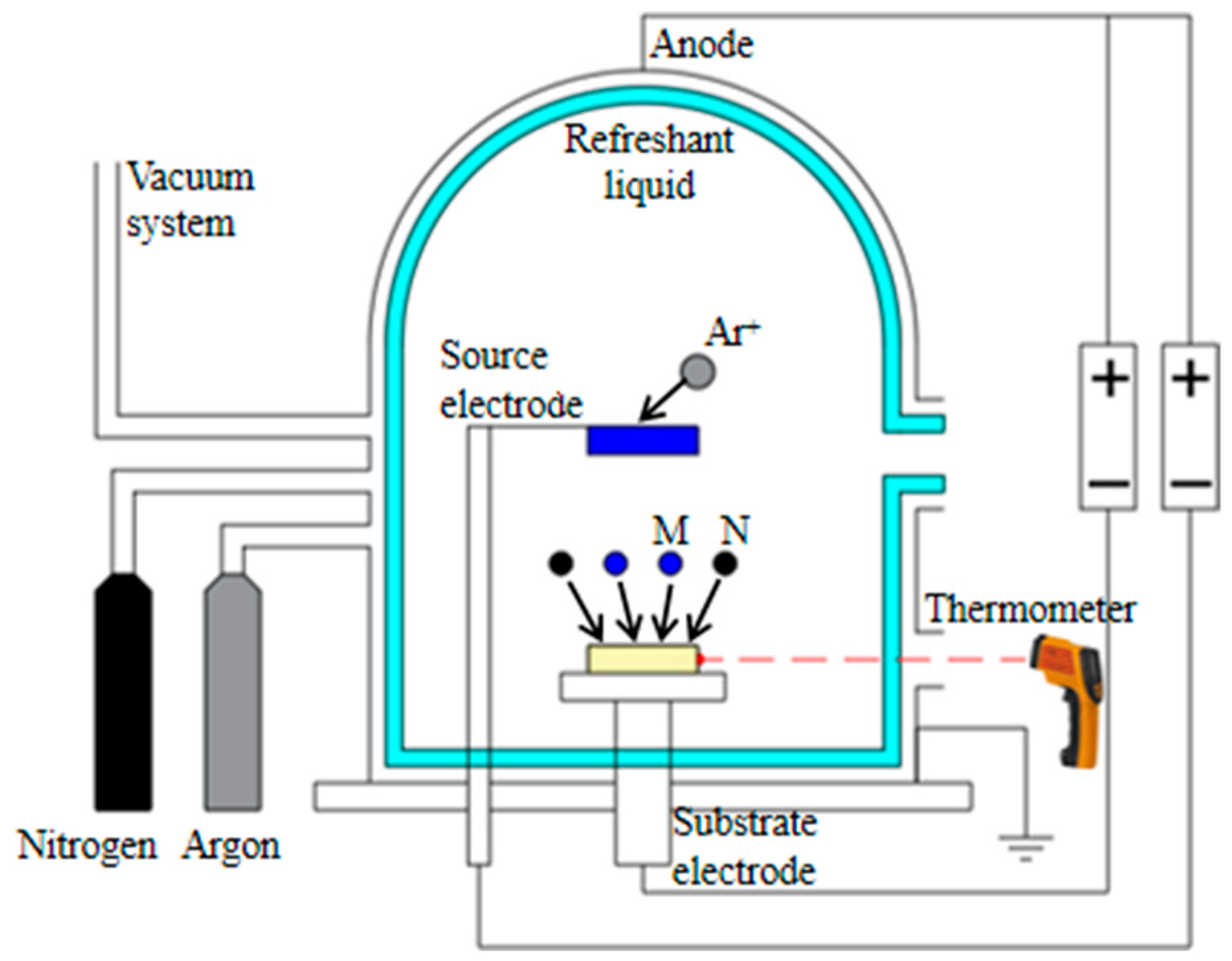
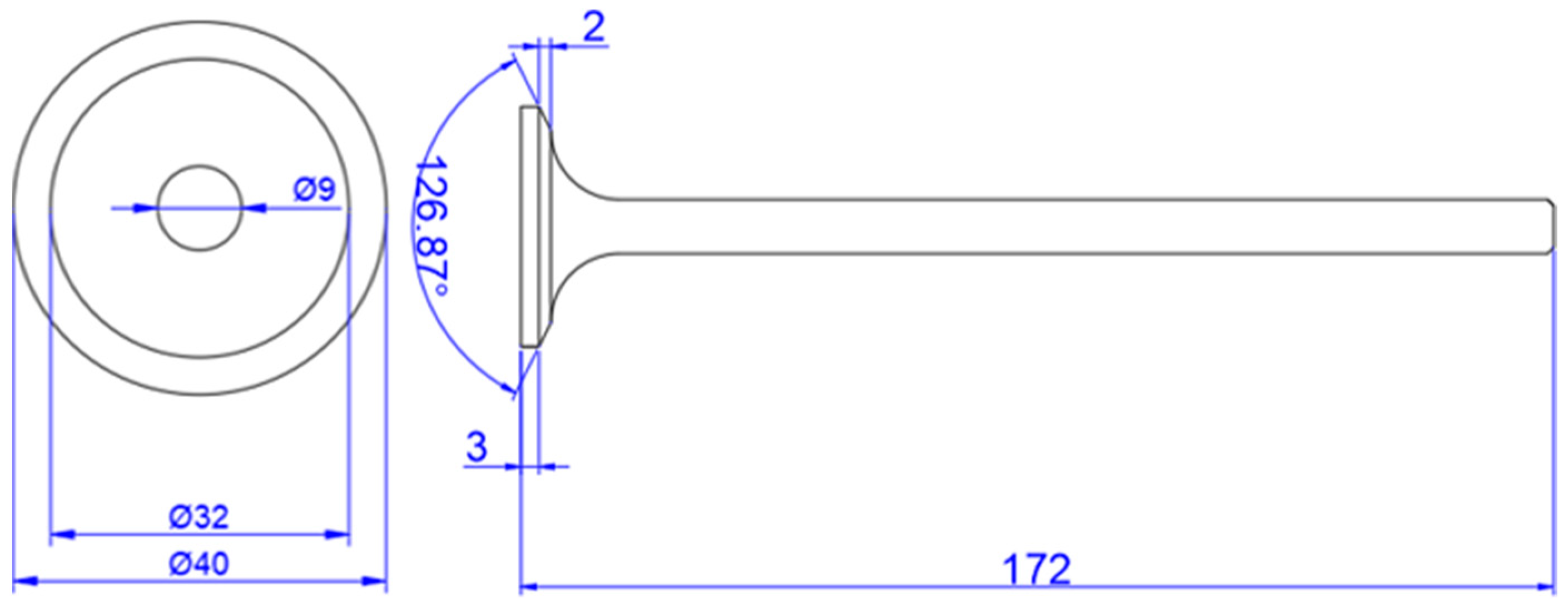
2.1. Preparation of CrN Coating
2.2. Microstructure Characterization Testing
2.3. Microhardness and Adhesion Testing
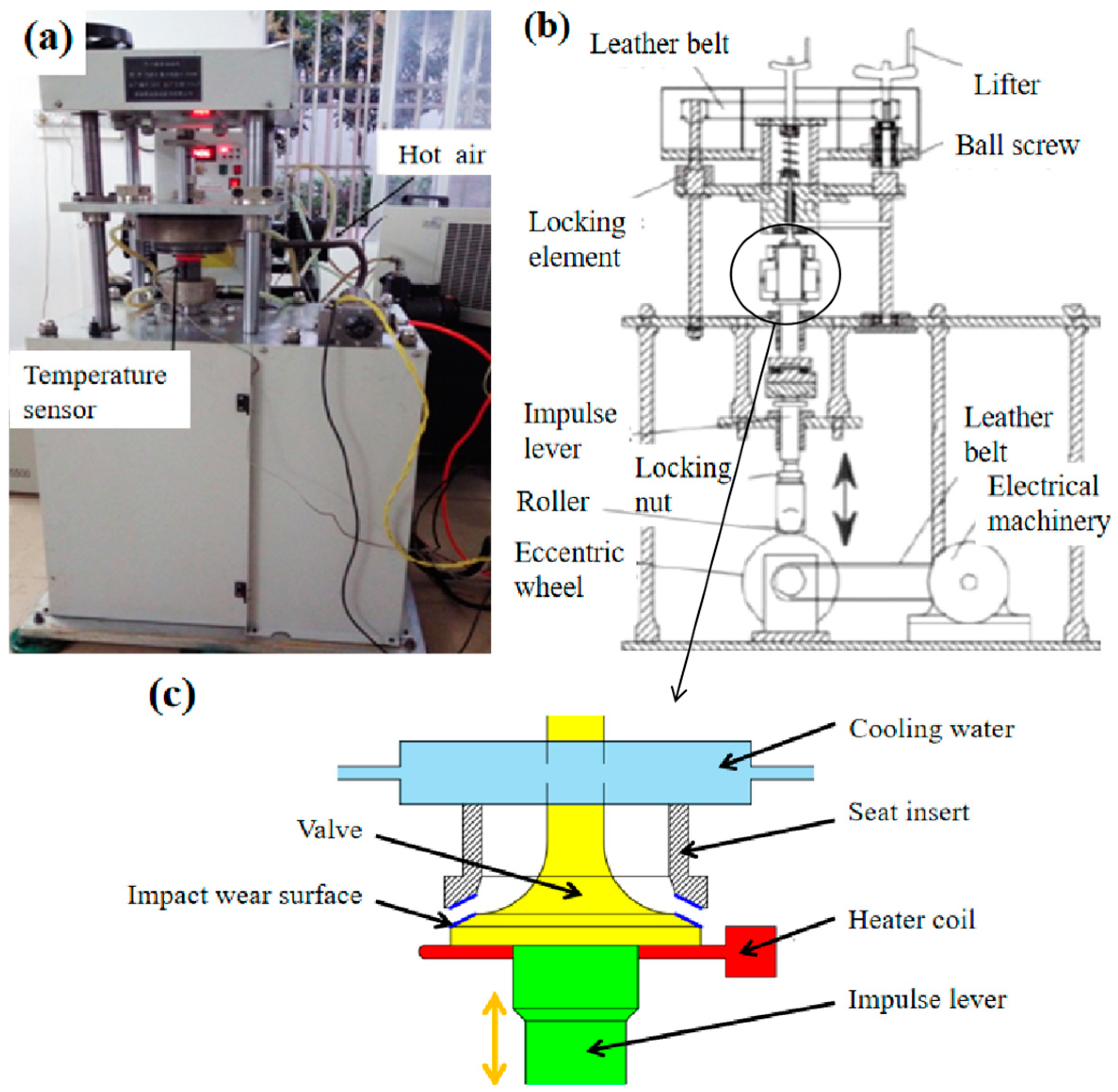
2.4. Impact Wear Testing
3. Results and Discussion
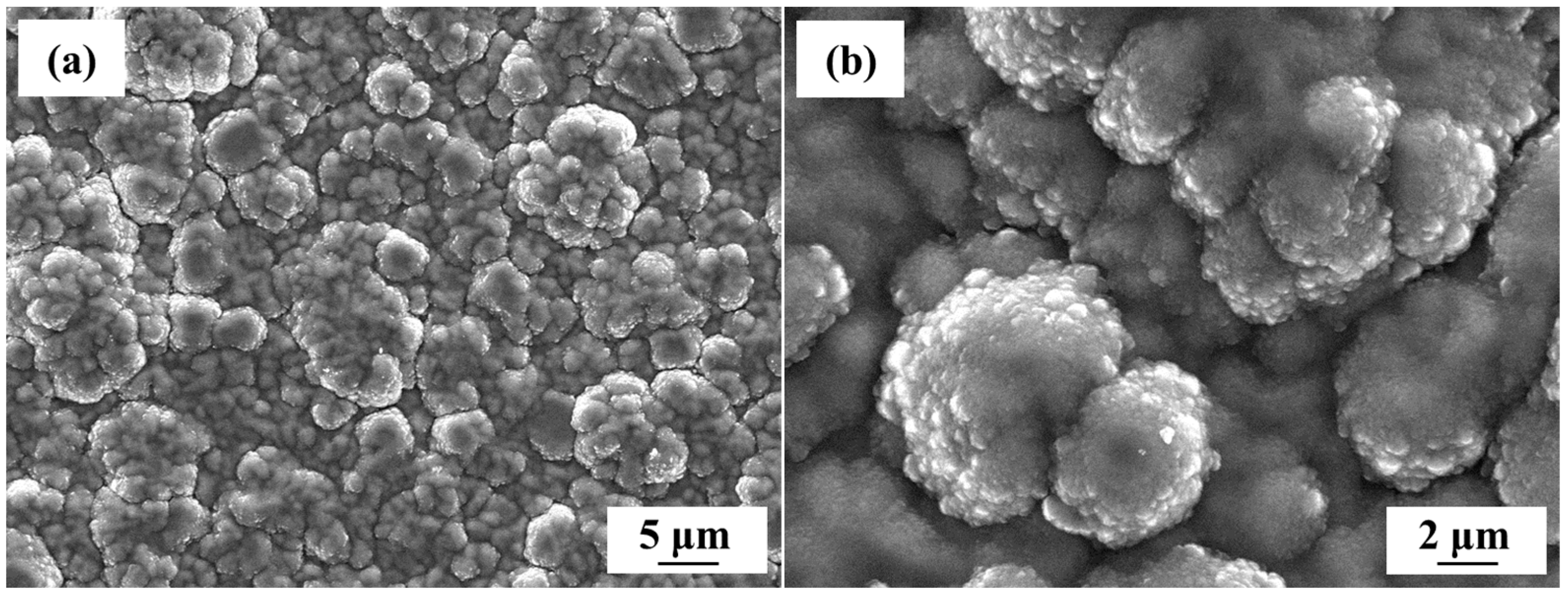
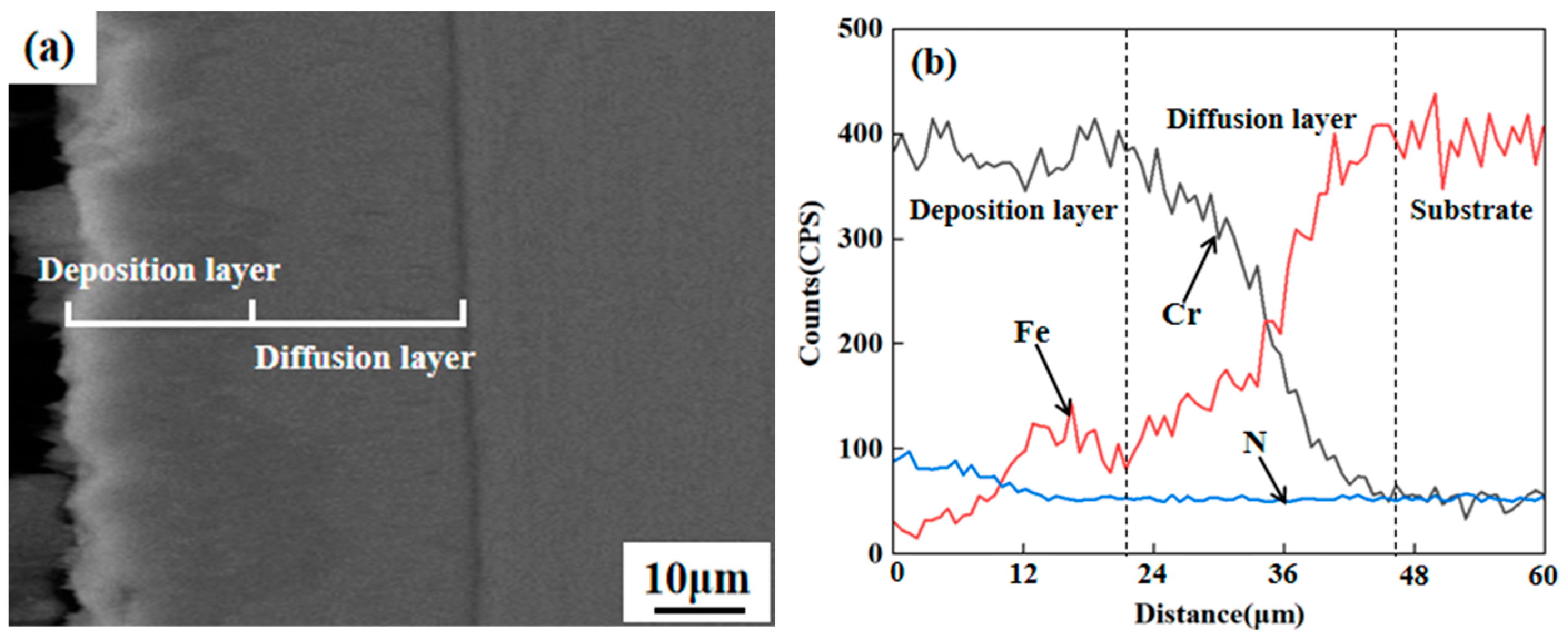
3.1. Microstructural Characterization
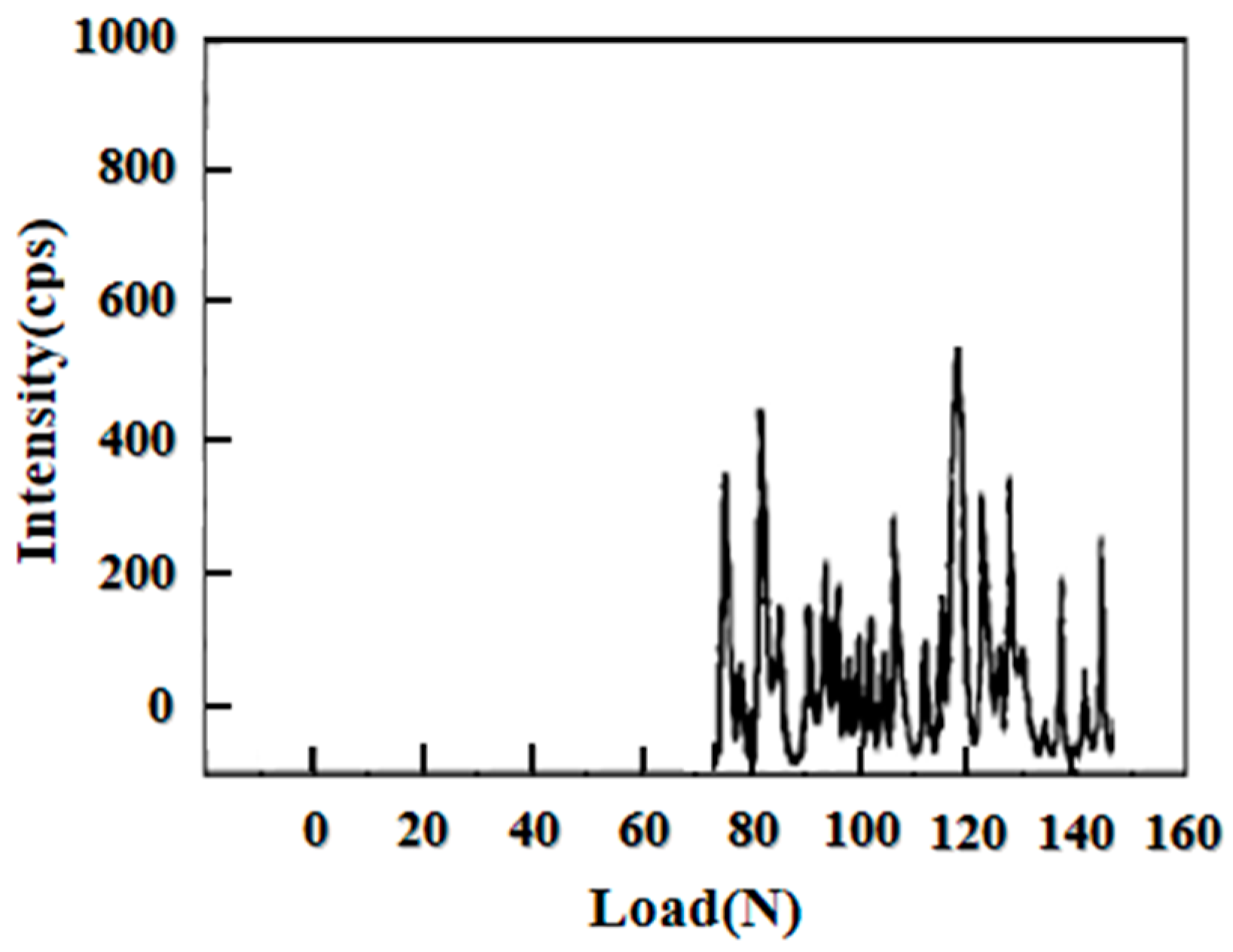
3.2. Microhardness and Adhesion
3.3. Impact Wear
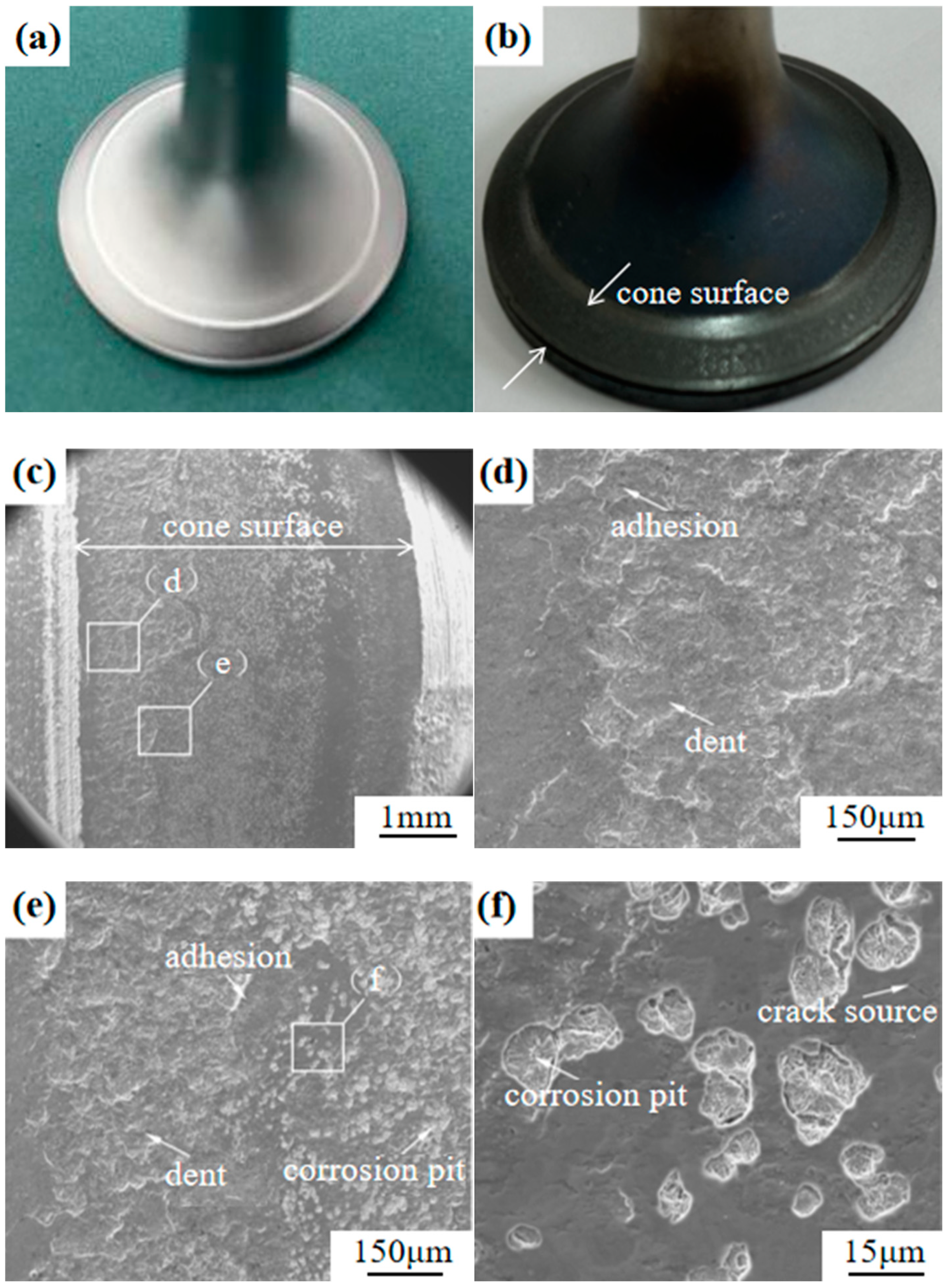
3.3.1. Wear Morphology
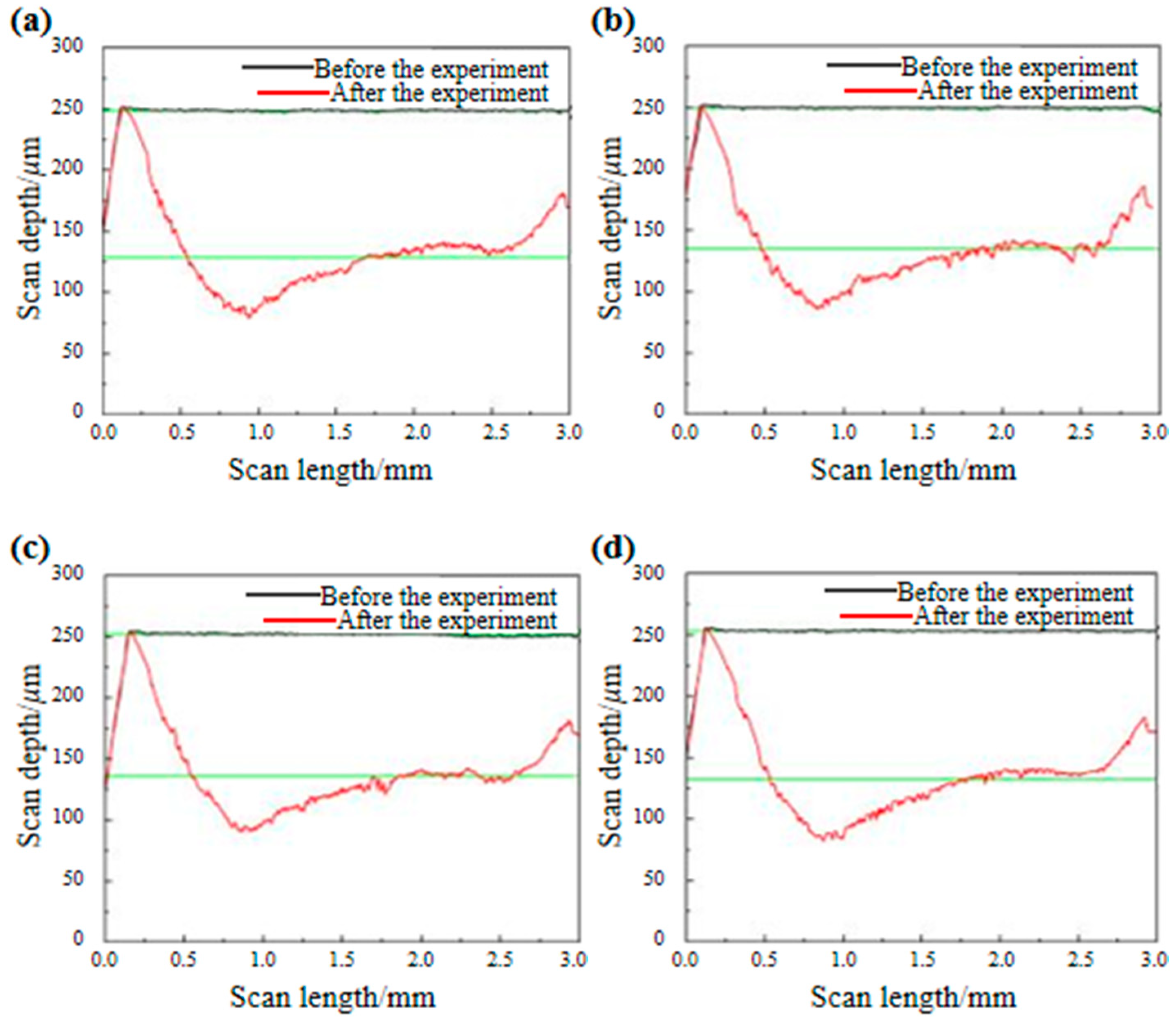
3.3.2. Wear Amount
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chun, K.-J.; Kin, J.H.; Hong, J.S. A study of exhaust valve and seat insert wear depending on cycle numbers. Wear 2007, 263, 1147–1157. [Google Scholar] [CrossRef]
- Slatter, T.; Taylor, H.; Lewis, R.; King, P. The influence of laser hardening on wear in the valve and valve seat contact. Wear 2009, 267, 797–806. [Google Scholar] [CrossRef]
- Singh, H.; Jain, P.K. A comparative study of precision finishing of rebuild engine valve faces using micro-grinding and ECH. J. Remanuf. 2015, 5, 6. [Google Scholar] [CrossRef]
- Liu, S.-Y.; Hu, J.-D.; Wang, H.-Y.; Guo, Z.-X.; Yu, C.; Chumakov, A.N.; Bosak, A. A study on microstructures and properties of P/M valve seats of hot forging by laser irradiation. Opt. Laser Technol. 2007, 39, 758–762. [Google Scholar] [CrossRef]
- Salgado, L.; Jesus Filho, E.S.; Jesus, E.R.B.; Rossi, J.L.; Santos, J.A.; Colosio, M.A. Mechanical and microstructural characterisation of P/M high-speed steel valve seat inserts. Mater. Sci. Forum 2003, 416–418, 312–316. [Google Scholar] [CrossRef]
- Forsberg, P.; Gustasson, F.; Hollman, P.; Jacobson, S. Comparison and analysis of protective tribofilms found on heavy duty exhaust valves from field service and made in a test rig. Wear 2013, 302, 1351–1359. [Google Scholar] [CrossRef]
- Mufti, R.A.; Jefferies, A. Novel method of measuring tappet rotation and the effect of lubricant rheology. Tribol. Int. 2008, 41, 1039–1048. [Google Scholar] [CrossRef]
- Motahari-Nezhad, M.; Mazidi, M.S. An Adaptive Neuro-Fuzzy Inference System (ANFIS) model for prediction of thermal contact conductance between exhaust valve and its seat. Appl. Therm. Eng. 2016, 105, 613–621. [Google Scholar] [CrossRef]
- Fujiki, A.; Oyanagi, M.; Miyazawa, T.; Fujitsuka, H.; Kawata, H. Tougher valve seats use two hard particles but no cobalt. Met. Powder Rep. 2005, 60, 20–22. [Google Scholar] [CrossRef]
- Yao, S.-H.; Su, Y.-L. The tribological potential of CrN and Cr(C, N) deposited by multi-arc PVD process. Wear 1997, 212, 85–94. [Google Scholar] [CrossRef]
- Wang, D.; Lin, S.-S.; Yang, Z.; Yin, Z.-F.; Ye, F.-X.; Gao, X.-Y.; Qiao, Y.-P.; Xue, Y.-N.; Yang, H.-Z.; Zhou, K.-S. Failure mechanisms of CrN and CrAlN coatings for solid particle erosion resistance. Vacuum 2022, 204, 111–113. [Google Scholar] [CrossRef]
- Ji, C.-C.; Guo, Q.-Q.; Li, J.-P.; Guo, Y.-C.; Yang, Z.; Yang, W.; Xu, D.-P.; Yang, B. Microstructure and properties of CrN coating via multi-arc ion plating on the valve seat material surface. J. Alloys Compd. 2022, 891, 161966. [Google Scholar] [CrossRef]
- Bobzin, K.; Bagcivan, N.; Immich, P.; Warnke, C.; Klocke, F.; Zeppenfeld, C.; Mattfeld, P. Advancement of a nanolaminated TiHfN/CrN PVD tool coating by a nano-structured CrN top layer in interaction with a biodegradable lubricant for green metal forming. Surf. Coat. Technol. 2009, 203, 3184–3188. [Google Scholar] [CrossRef]
- Atapour, M.; Ashrafizadeh, F. Tribology and cyclic oxidation behavior of plasma nitrided valve steel. Surf. Coat. Technol. 2008, 202, 4922–4929. [Google Scholar] [CrossRef]
- Xu, Z.; Liu, X.; Zhang, P.; Zhang, Y.; Zhang, G.; He, Z. Double glow plasma surface alloying and plasma nitriding. Surf. Coat. Technol. 2007, 201, 4822–4825. [Google Scholar] [CrossRef]
- Zhang, P.; Xu, Z.; Zhang, G.; He, Z. Surface plasma chromized burn-resistant titanium alloy. Surf. Coat. Technol. 2007, 201, 4884–4887. [Google Scholar] [CrossRef]
- Wei, D.-B.; Li, F.-K.; Li, S.-Q.; Chen, X.-H.; Ding, F.; Zhang, P.-Z.; Wang, Z.-Z. A New Plasma Surface Alloying to Improve the Wear Resistance of the Metallic Card Clothing. Appl. Sci. 2019, 9, 1849. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, W.; Cong, X. Oxidation resistance coatings of Ir-Zr and Ir by double glow plasma. J. Mater. Sci. Technol. 2014, 30, 268–274. [Google Scholar] [CrossRef]
- Hawryluk, M.; Lachowicz, M.; Janik, M.; Ziemba, J.; Gronostajski, Z. Preliminary studies of increasing the durability of forging tools subjected to various variants of surface treatment used in the hot die forging process of producing valve forgings. Eng. Fail. Anal. 2023, 143, 106886. [Google Scholar] [CrossRef]
- Qu, S.-G.; Li, J.-H.; Li, D.-A.; Sun, P.-F.; Li, X.-Q.; Sun, G.; Luo, C.-Z. Exploring the impact and mechanism of hardfacing STL12 on impact wear performance at high temperature and heavy load. Surf. Coat. Technol. 2024, 477, 130385. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.-H.; Chen, Q.-S.; Yang, J.-J.; Liu, J.-M.; Yang, H.-Y.; Zhang, W.; Zhang, R.-Q.; He, L.-X.; Long, J.-P.; et al. Microstructure, high-temperature corrosion and steam oxidation properties of Cr/CrN multilayer coatings prepared by magnetron sputtering. Corros. Sci. 2021, 191, 109–115. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Rovere, F.; Moser, M.; Strondl, C.; Tietema, R. Thermally induced transitions of CrN thin films. Scr. Mater. 2007, 57, 249–252. [Google Scholar] [CrossRef]
- Straffelini, G.; Trabucco, D.; Molinari, A. Oxidative wear of heat-treated steels. Wear 2001, 250, 485–491. [Google Scholar] [CrossRef]
- Fox-Robinovich, G.S.; Ymomoto, K.; Veldhuis, S.C.; KovalevA, I.; Dosbaeva, G.K. Tribological adaptability of TiAlCrN PVD coatings under high performance dry machining conditions. Surf. Coat. Technol. 2015, 200, 1804–1813. [Google Scholar] [CrossRef]
- Rahman, M.M.; Jiang, Z.-T.; Zhou, Z.-F.; Xie, Z.-H.; Yin, C.-Y.; Kabir, H.; Haque, M.M.; Amri, A.; Mondinos, N.; Altarawneh, M. Effects of annealing temperatures on the morphological, mechanical, surface chemical bonding, and solar selectivity properties of sputtered TiAlSiN thin films. J. Alloys and Compd. 2016, 671, 254–266. [Google Scholar] [CrossRef]
- Gore, G.J.; Gates, J.D. Effect of hardness on three very different forms of wear. Wear 1997, 203–204, 544–563. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Ti | Al | Si | Mn | Mo | Nb | Cu | C | Else |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt/% | 30–33.5 | 13.5–15.5 | 2.3–2.9 | 1.6–2.2 | 0–0.5 | 0–0.5 | 0.4–1 | 0.4–0.9 | 0–0.5 | 0–0.08 | Little |
| Temperature | Load | Impact Frequency | Stroke Length |
|---|---|---|---|
| 650 °C | 12,000 N | 10 HZ | 0–20 mm |
| Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Average | |
|---|---|---|---|---|---|---|
| Substrate | 371.4 | 378.6 | 380.3 | 369.5 | 385.7 | 377.1 |
| CrN | 914.6 | 922.0 | 879.1 | 905.3 | 894.7 | 903.1 |
| 0°/μm | 90°/μm | 180°/μm | 270°/μm | Average/μm | Wear Amount/mg | |
|---|---|---|---|---|---|---|
| Valve substrate | 119.88 | 114.82 | 116.67 | 121.53 | 118.23 | 92.66 |
| CrN coating | 49.82 | 43.41 | 43.63 | 34.86 | 42.93 | 23.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, C.; Yao, Y.; Wei, D.; Lin, M.; Zhang, P.; Qu, S. Impact Wear Behavior of the Valve Cone Surface after Plasma Alloying Treatment. Appl. Sci. 2024, 14, 4811. https://doi.org/10.3390/app14114811
Luo C, Yao Y, Wei D, Lin M, Zhang P, Qu S. Impact Wear Behavior of the Valve Cone Surface after Plasma Alloying Treatment. Applied Sciences. 2024; 14(11):4811. https://doi.org/10.3390/app14114811
Chicago/Turabian StyleLuo, Changzeng, Yajun Yao, Dongbo Wei, Muyao Lin, Pingze Zhang, and Shengguan Qu. 2024. "Impact Wear Behavior of the Valve Cone Surface after Plasma Alloying Treatment" Applied Sciences 14, no. 11: 4811. https://doi.org/10.3390/app14114811