
Research on Multi-Directional Spalling Evolution Analysis Method for Angular Ball Bearing

Abstract
:1. Introduction
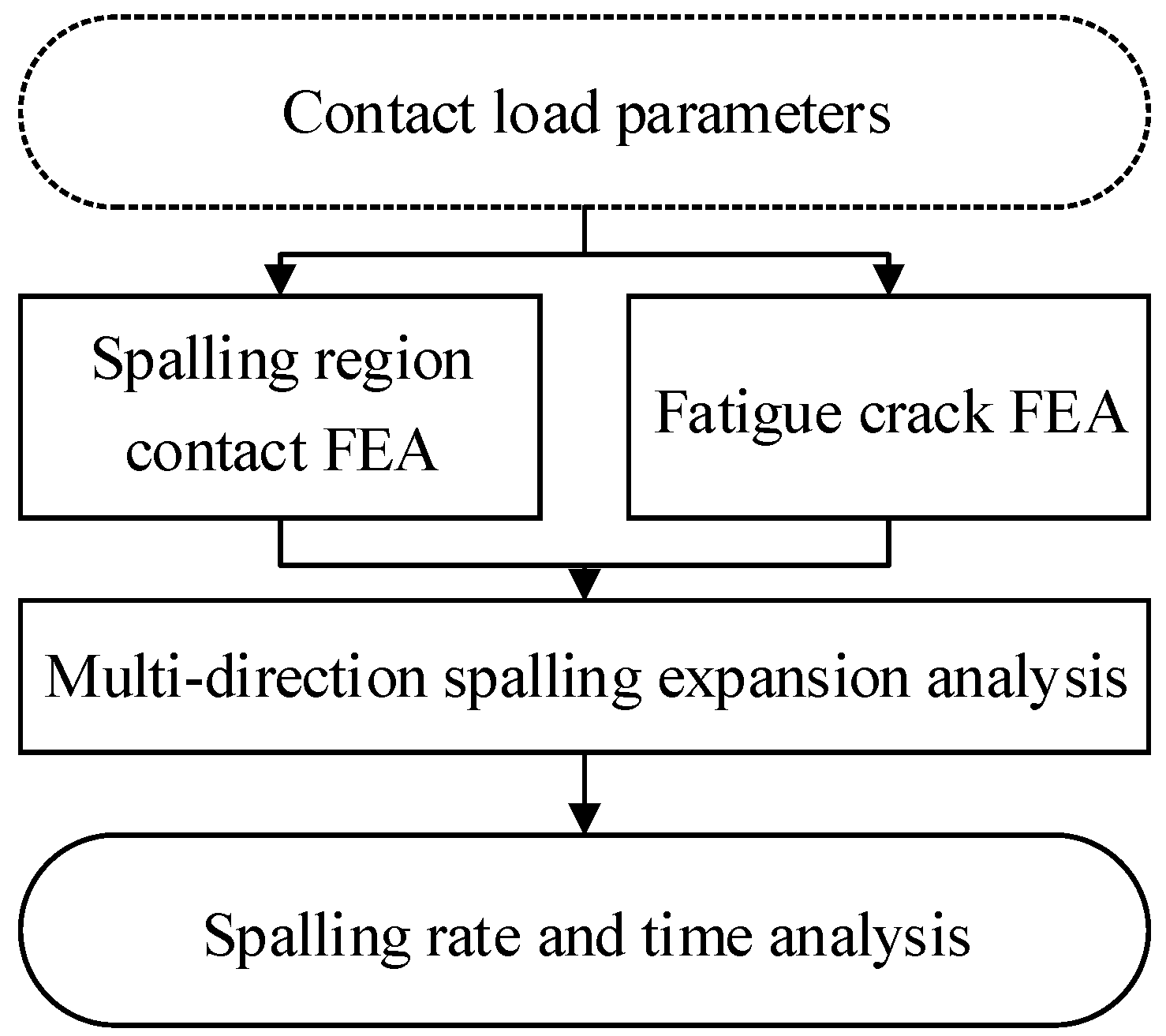
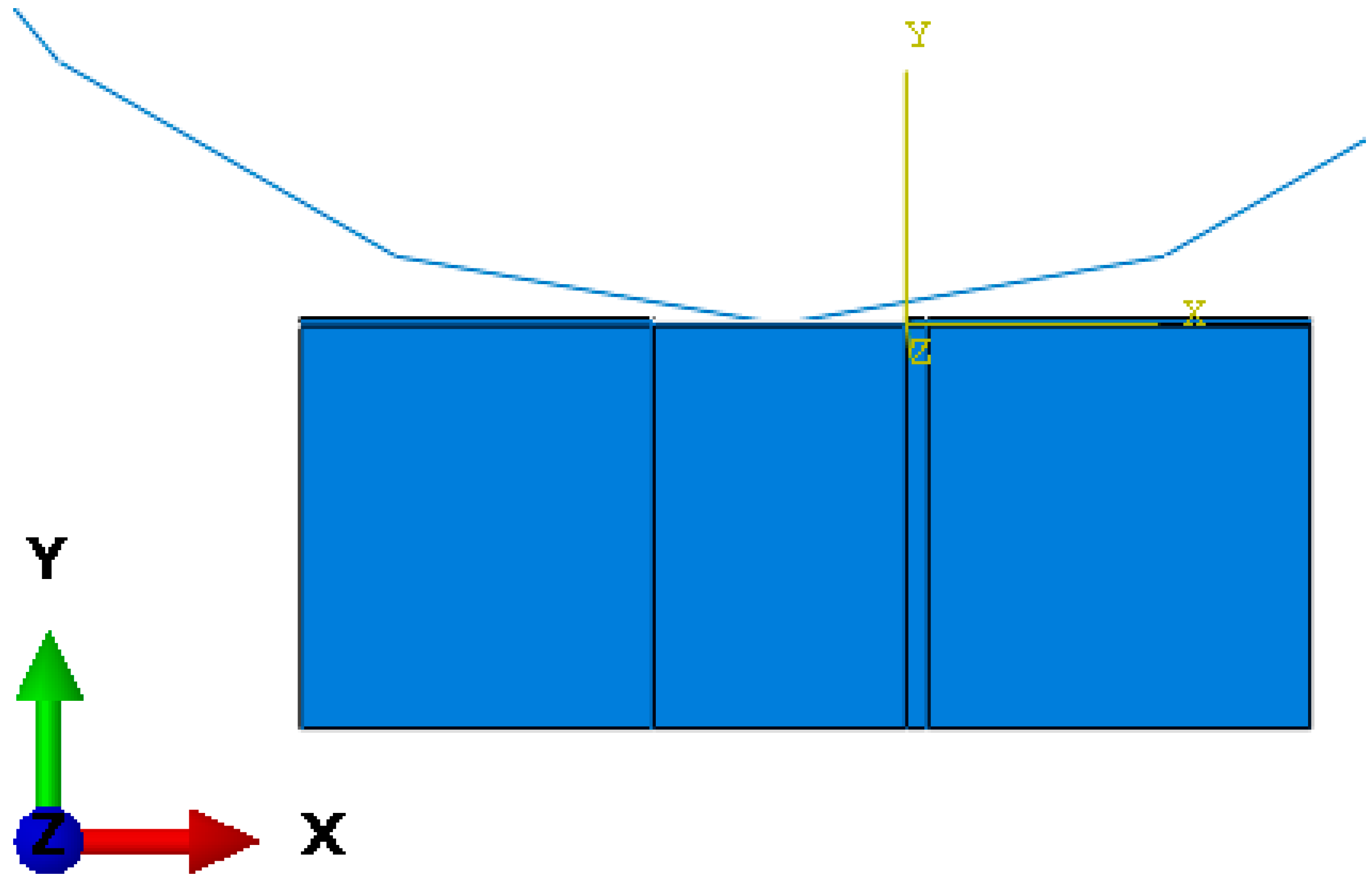
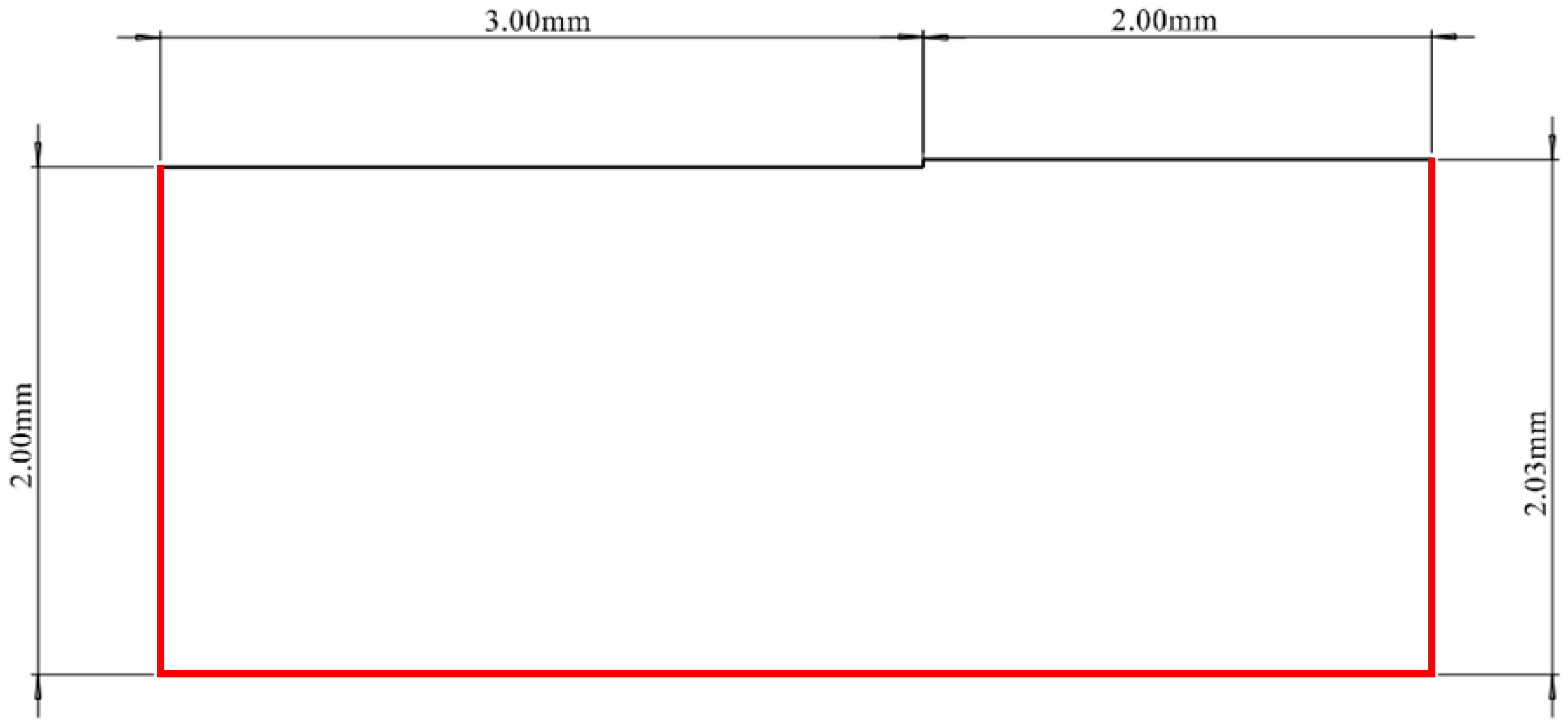
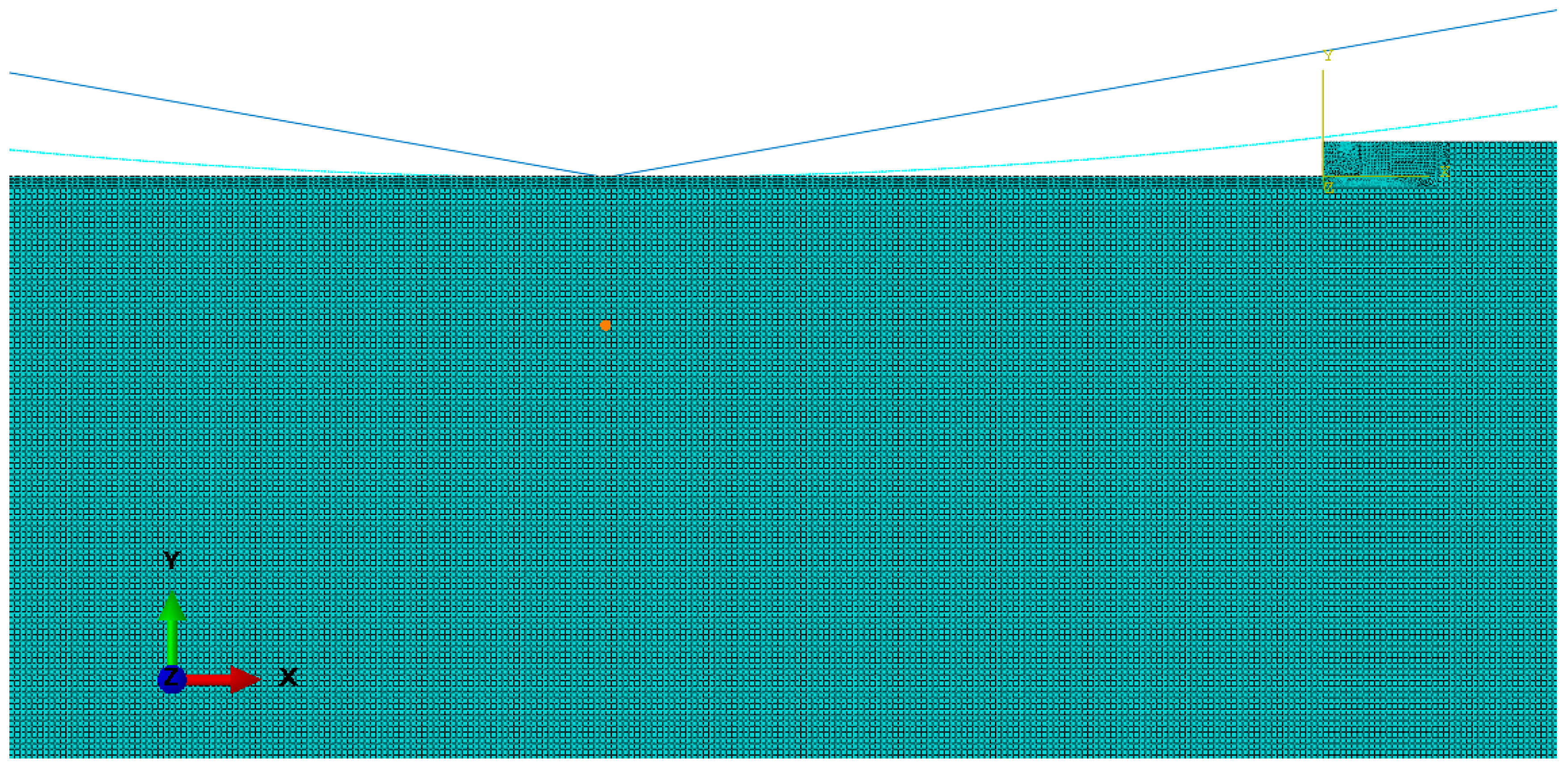
2. Spalling Region Contact FEA Model
3. Fatigue Crack FEA Model
4. Multi-Direction Spalling Expansion Analysis
5. Conclusions
- (1)
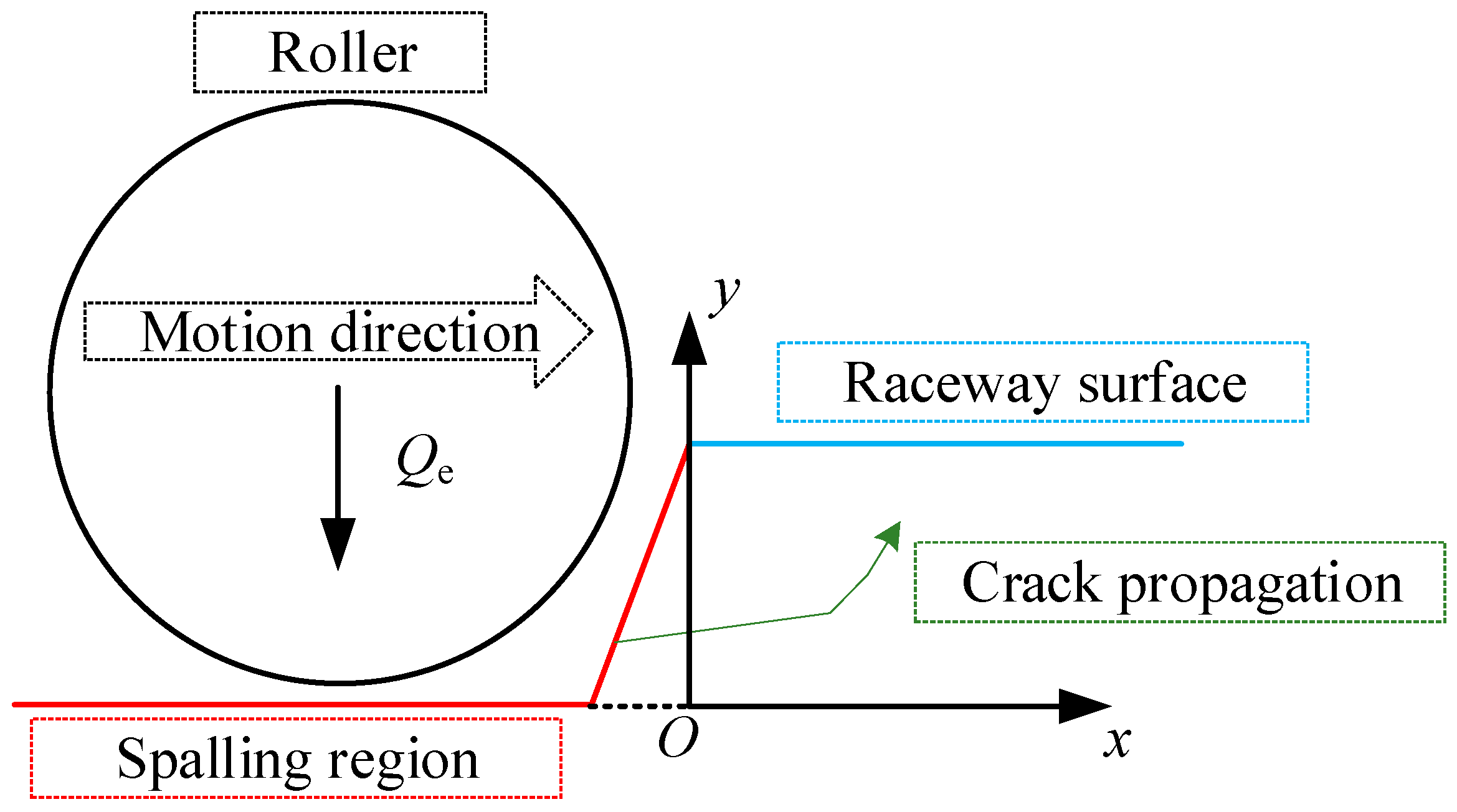
- A simplified finite element simulation model of a bearing with a spalling fault is proposed. Based on the combination of spalling defects and the outputs from the EHL model, a 2D rolling contact fatigue crack propagation mechanism model was established. With this model, the variations in SIFs at the crack front under different normal loads were analyzed. As the normal load increased, the variation in the equivalent SIF also increased. The position where the maximum equivalent SIF occurred also advanced.
- (2)
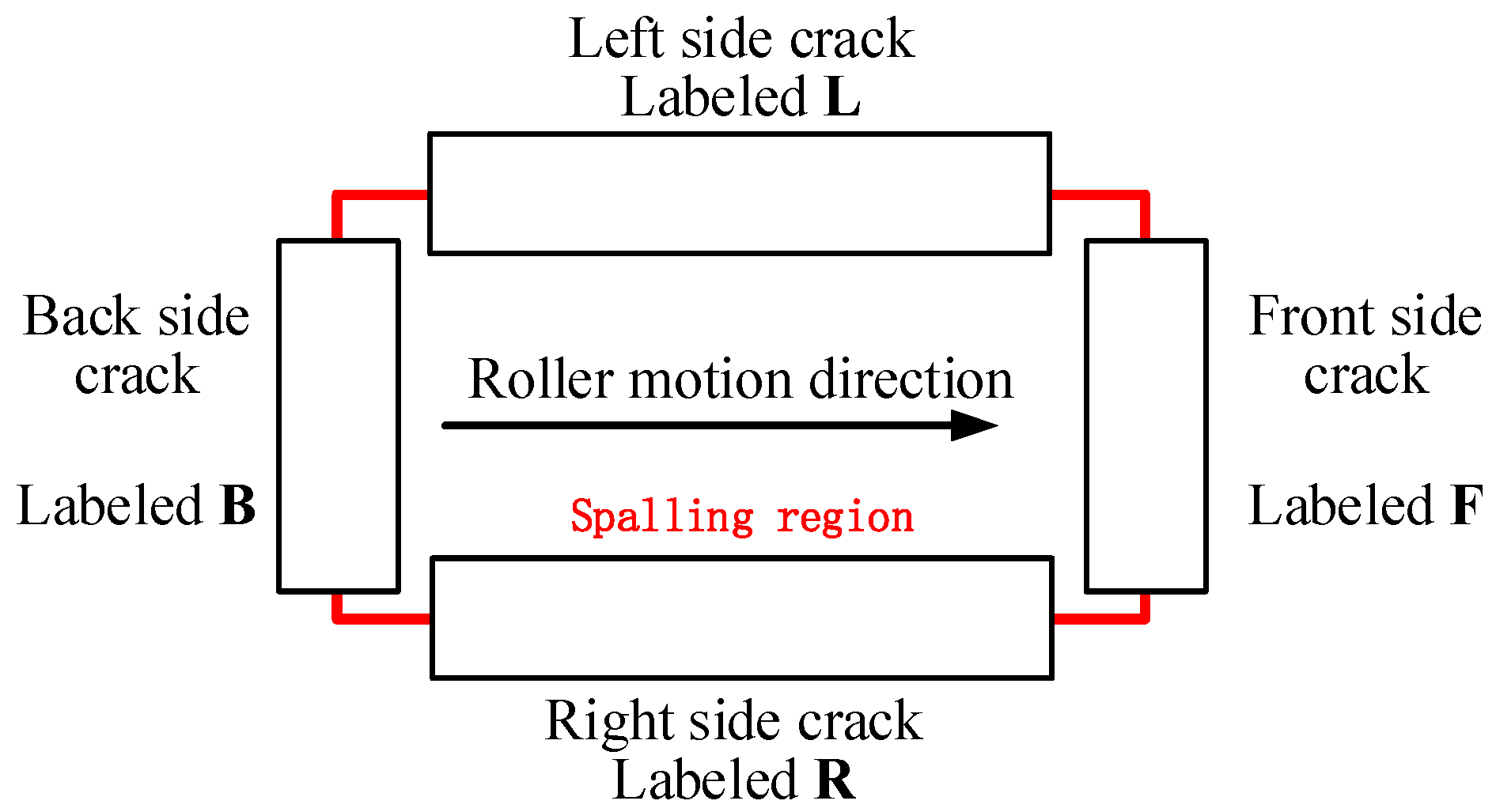
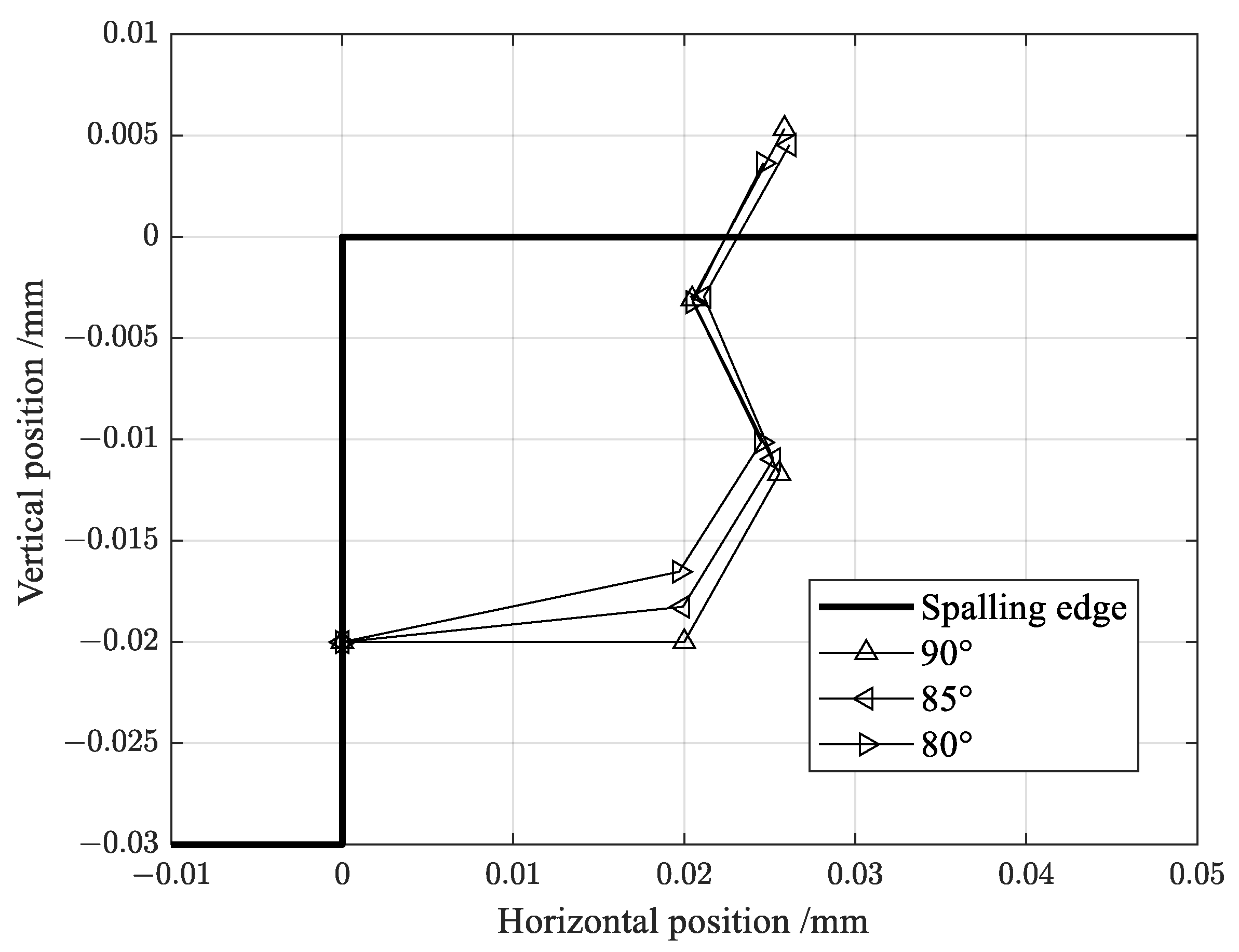
- A multi-directional fatigue spalling evolution model for bearing raceway surface spalling has been established. The subsurface cracks around the spalling region were analyzed by changing the relative motion and position relationship between the roller and the spalling defect. The analysis results show that under the working conditions of a radial load and an axial load , spalling in 7208AC bearings is more likely to propagate in the direction parallel to the roller movement, particularly in the same direction as the roller movement. Additionally, the propagation behavior of initial cracks at various angles has been investigated. The spalling propagation rate gradually slows down as the initial crack angle increases up to 90°.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vijay, A.; Sadeghi, F. A crystal plasticity and cohesive element model for rolling contact fatigue of bearing steels. Tribol. Int. 2022, 173, 107607. [Google Scholar] [CrossRef]
- Zhang, H.; Borghesani, P.; Smith, W.A.; Randall, R.B.; Shahriar, M.R.; Peng, Z. Tracking the natural evolution of bearing spall size using cyclic natural frequency perturbations in vibration signals. Mech. Syst. Signal Process. 2021, 151, 107376. [Google Scholar] [CrossRef]
- Zhao, S.; Liang, L.; Xu, G.; Wan, J.; Zhang, W. Quantitative diagnosis of a spall-like fault of a rolling element bearing by empirical mode decomposition and the approximate entropy method. Mech. Syst. Signal Process. 2013, 40, 154–177. [Google Scholar] [CrossRef]
- Xia, Z.; Wu, D.; Zhang, X.; Wang, J.; Han, E.H. Rolling contact fatigue failure mechanism of bearing steel on different surface roughness levels under heavy load. Int. J. Fatigue 2024, 179, 108042. [Google Scholar] [CrossRef]
- Qiu, L.; Zhao, J.; Pan, X.; Tian, F. Interfacial fatigue spalling behavior of TiN films on high speed steel. Acta Metall. Sin. 2021, 57, 1039–1047. [Google Scholar]
- Xu, X.; Li, W.; He, Z.; Hu, H. Adaptive time-domain sliding average method for spall size estimation of roller bearing with skidding. J. Sound Vib. 2023, 567, 117937. [Google Scholar] [CrossRef]
- Hou, X.Q.; Zhang, Z.; Liu, C.K.; Tao, C.H. Formation mechanism and influence of white etching area on contact fatigue spalling of M50 bearing steel. Eng. Fail. Anal. 2022, 139, 106273. [Google Scholar] [CrossRef]
- Steenbergen, M. Rolling contact fatigue: Spalling versus transverse fracture of rails. Wear 2017, 380–381, 96–105. [Google Scholar] [CrossRef]
- Ren, Z.; Li, B.; Zhou, Q. Rolling contact fatigue crack propagation on contact surface and subsurface in mixed mode I+II+III fracture. Wear 2022, 506–507, 204459. [Google Scholar] [CrossRef]
- Cen, H.; Lugt, P.M. Replenishment of the EHL contacts in a grease lubricated ball bearing. Tribol. Int. 2020, 146, 106064. [Google Scholar] [CrossRef]
- Vijay, A.; Sadeghi, F. Rolling contact fatigue of coupled EHL and anisotropic polycrystalline materials. Tribol. Int. 2022, 169, 107479. [Google Scholar] [CrossRef]
- Madar, E.; Galiki, O.; Klein, R.; Bortman, J.; Nickell, J.; Kirsch, M. A new model for bearing spall size estimation based on oil debris. Eng. Fail. Anal. 2022, 134, 106011. [Google Scholar] [CrossRef]
- Branch, N.A.; Arakere, N.K.; Forster, N.; Svendsen, V. Critical stresses and strains at the spall edge of a case hardened bearing due to ball impact. Int. J. Fatigue 2013, 47, 268–278. [Google Scholar] [CrossRef]
- Bai, Q.; Young, R.P. Numerical Investigation of the Mechanical and Damage Behaviors of Veined Gneiss During True-Triaxial Stress Path Loading by Simulation of In Situ Conditions. Rock Mech. Rock Eng. 2019, 53, 133–151. [Google Scholar] [CrossRef]
- Toumi, M.Y.; Murer, S.; Bogard, F.; Bolaers, F. Numerical simulation and experimental comparison of flaw evolution on a bearing raceway: Case of thrust ball bearing. J. Comput. Des. Eng. 2018, 5, 427–434. [Google Scholar] [CrossRef]
- Thibault, N.; Bourdon, A.; Rémond, D.; Lecouvreur, D. Dynamic model of a deep grooves ball bearing dedicated to the study of instantaneous angular speed of rotating assemblies. Tribol. Int. 2022, 174, 107753. [Google Scholar] [CrossRef]
- Chen, A.; Kurfess, T.R. Signal processing techniques for rolling element bearing spall size estimation. Mech. Syst. Signal Process. 2019, 117, 16–32. [Google Scholar] [CrossRef]
- Liu, J.; Xu, Z.; Zhou, L.; Nian, Y.; Shao, Y. A statistical feature investigation of the spalling propagation assessment for a ball bearing. Mech. Mach. Theory 2019, 131, 336–350. [Google Scholar] [CrossRef]
- Shi, X.J.; Wang, L.Q.; Mao, Y.Z.; Qin, F.Q. Coupling study on dynamics and TEHL behavior of high-speed and heavy-load angular contact ball bearing with spinning. Tribol. Int. 2015, 88, 76–84. [Google Scholar] [CrossRef]
- Deng, Z.; Wei, X.; Li, Y.F.; Huang, H.Z.; Wang, H. Fatigue spalling fault evolution analysis of an angular contact bearing of aeroengines. In Proceedings of the 13th International Conference on Quality, Reliability, Risk, Maintenance, and Safety Engineering, Kunming, China, 26–29 July 2023. [Google Scholar]
- Gu, C.; Sheng, X.; Zhang, D.; Meng, X. Thermal mixed elastohydrodynamic lubrication modeling and analysis of the lubricated non-conformal contacts with non-Gaussian surface roughness and coating. Tribol. Int. 2024, 194, 109541. [Google Scholar] [CrossRef]
- Bal, H.; Aktürk, N. Vibration modeling of wind turbine shaft as rigid shaft supported by EHL contact ball bearings with overhung disc system. Tribol. Int. 2020, 151, 106481. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, H.C.; Morales-Espejel, G.E.; Venner, C.H. Response of elastic/viscoelastic layers on an elastic half-space in rolling contacts: Towards a new modeling approach for elastohydrodynamic lubrication. Tribol. Int. 2023, 186, 108545. [Google Scholar] [CrossRef]
- Neu, M.; Zaiat, A.; Harder, A.; Kirchner, E.; Hussong, J. Multi-physics modeling of roller bearing raceway imperfections compared to electric measurements of an EHL point contact. Tribol. Int. 2022, 173, 107668. [Google Scholar] [CrossRef]
- Chen, Y.; Jin, X.; Yue, Y.; Wang, S.; Han, H.; Wen, M.; Wang, Q.; Cheng, P. Investigation on 3D fatigue crack propagation in pitch bearing raceway of offshore wind turbines. Ocean Eng. 2023, 269, 113524. [Google Scholar] [CrossRef]
- Tavares, S.M.O.; de Castro, P.M.S.T. Equivalent Stress Intensity Factor: The Consequences of the Lack of a Unique Definition. Appl. Sci. 2023, 13, 4820. [Google Scholar] [CrossRef]
- Richard, H.A.; Schramm, B.; Schirmeisen, N.H. Cracks on mixed mode loading–theories, experiments, simulations. Int. J. Fatigue 2014, 62, 93–103. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Value |
|---|---|
| /mm | 40 |
| /mm | 80 |
| 12 | |
| /mm | 11.1125 |
| Radial clearance/mm | 0.156 |
| /mm | 60 |
| /° | 25 |
| Rotational speed/rpm | 7000 |
| /N | 2000 |
| /N | 10,000 |
| /MPa | 214,500 |
| 0.28 |
| Iteration Number | Required Time /s | Crack Deflection Angle /° | Crack Propagation Rate /mm·s−1 |
|---|---|---|---|
| 1 | 714.7517 | 55.9226 | 4.7856 × 10−8 |
| 2 | 2872.4959 | 64.1817 | 1.1908 × 10−8 |
| 3 | 1219.1836 | −61.2824 | 2.8056 × 10−8 |
| Iteration Number | Required Time /s | Crack Deflection Angle /° | Crack Propagation Rate /mm·s−1 |
|---|---|---|---|
| 1 | 564.3204 | 56.2685 | 6.0613 × 10−8 |
| 2 | 3603.2636 | 64.3281 | 9.4928 × 10−9 |
| 3 | 709.7066 | −63.2660 | 4.8196 × 10−8 |
| Iteration Number | Required Time /s | Crack Deflection Angle /° | Crack Propagation Rate /mm·s−1 |
|---|---|---|---|
| 1 | 1664.4205 | 55.4168 | 2.0551 × 10−8 |
| 2 | 13,772.59422 | 64.6209 | 2.4836 × 10−9 |
| 3 | 955.9112 | −61.2887 | 3.5783 × 10−8 |
| Initial Angle /° | Number of Updating | Deflection Angle /° | Propagation Velocity /mm·cycle−1 | Required Time /h |
|---|---|---|---|---|
| 80 | 1 | 53.0368 | 4.8496 × 10−7 | 8.2697 |
| 2 | 67.0284 | 1.8805 × 10−7 | ||
| 3 | −61.0836 | 4.9677 × 10−8 | ||
| 85 | 1 | 53.9853 | 1.7416× 10−7 | 25.02065 |
| 2 | 62.8705 | 1.8382 × 10−8 | ||
| 3 | −60.5647 | 5.2528 × 10−8 | ||
| 90 | 1 | 56.2685 | 6.0613 × 10−8 | 54.8104 |
| 2 | 64.3281 | 9.4928 × 10−9 | ||
| 3 | −63.2660 | 4.8196 × 10−8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, Z.; Huang, T.; Wei, X.; Huang, H.; Wang, H. Research on Multi-Directional Spalling Evolution Analysis Method for Angular Ball Bearing. Appl. Sci. 2024, 14, 5072. https://doi.org/10.3390/app14125072
Deng Z, Huang T, Wei X, Huang H, Wang H. Research on Multi-Directional Spalling Evolution Analysis Method for Angular Ball Bearing. Applied Sciences. 2024; 14(12):5072. https://doi.org/10.3390/app14125072
Chicago/Turabian StyleDeng, Zhiming, Tudi Huang, Xunkai Wei, Hongzhong Huang, and Hao Wang. 2024. "Research on Multi-Directional Spalling Evolution Analysis Method for Angular Ball Bearing" Applied Sciences 14, no. 12: 5072. https://doi.org/10.3390/app14125072