Featured Application
Detection of superficial semi-elliptical defects in steel pipes using the variation in the self-magnetic flux leakage based on the metal magnetic memory method.
Abstract
Ferromagnetic pipes are widely used for fluid transportation in various industries. The failure of these ferromagnetic pipes due to surface defects can generate industrial accidents, economic losses, and environmental pollution. Non-destructive testing techniques are required to detect these surface defects. An alternative is the metal magnetic memory (MMM) method, which can be employed to detect surface flaws in ferromagnetic structures. Based on this method, we present an analysis of experimental results of the magnetic field variations around five different surface semi-elliptical defects of an ASTM A36 steel pipe. A measurement system of MMM signals is implemented with a rotatory mechanism, a magnetoresistive sensor, a data processing unit, and a control digital unit. The MMM method does not require expensive equipment or special treatment of the ferromagnetic structures. In order to research a potential relationship between the defect sample size and the measured MMM signals, variable defect dimensions are experimentally considered. According to these results, the shape and magnitude of the normal and tangential MMM signals are altered by the superficial semi-elliptical defects. In particular, the maximum and mean tangential components and the maximum and minimum normal components are related to the defect dimensions. The proposed measurement system can be used to study the behavior of magnetic field variations around surface defects of ferromagnetic pipes. This system can be adapted to measure the position and damage level of small defects on the surface of ferromagnetic pipes.
1. Introduction
Different liquids and gases are transported daily through steel pipes between industries and city installations. Efficient damage detection techniques in transportation ferromagnetic pipelines are required to avoid catastrophic accidents or environmental pollution. These accidents can generate high economic loss and damage to the human population. For instance, the US has approximately 170,000 miles of hazardous liquid pipelines [1]. According to current regulations, hazardous liquids include petroleum, petroleum products, and anhydrous ammonia. About 66% of domestic petroleum moves through these pipelines [2]. The types of costs due to accidents involving US hazardous liquid pipeline infrastructure include the following: (i) the value of the product lost; (ii) public, private, and operator property damage; and (iii) cleanup, recovery, and other costs [3].
Damage detection in steel pipes is an essential challenge for non-destructive testing (NDT). Different NDT techniques have been employed for damage monitoring on ferromagnetic pipes, including liquid penetrant tests [4], ultrasonic tests [5], dynamic permeability testing [6], corrosion monitoring techniques [7], visual inspection and assessment techniques [8], eddy current testing [9], magnetic flux leakage testing [10], and X-ray inspection [11]. Defects in ferromagnetic pipes can be detected using liquid-penetrant testing based on the accumulation of a liquid around the defect on the sample surface. However, this NDT technique requires smooth and contaminant-free surfaces [12]. In ultrasonic testing, small defects in ferromagnetic pipes can be detected using ultrasonic pulses. Nonetheless, ultrasonic testing requires highly trained and experienced operators [13,14,15]. On the other hand, visual inspection NDT techniques can be employed to monitor pipe surface flaws [16,17]. Nevertheless, visual inspection is suitable for detecting relatively large ferromagnetic defects. In another NDT technique, the ferromagnetic pipe cracks can be detected using small magnetic particles through a dry or wet suspension of iron filings. However, this NDT technique has a low sensitivity of the inspection of cracks parallel to the applied magnetic field [18,19]. Another NDT technique is based on the eddy current, which can detect cracks in ferromagnetic pipelines [20,21]. This NDT technique requires an electromagnetic energy source for the eddy current induction on the pipe surface and high-skilled personnel to analyze the results. Moreover, magnetic flux leakage is another NDT technique for monitoring flaws in ferromagnetic pipes, in which the pipe is magnetized, employing an external magnetic field [22,23,24]. Finally, the X-ray inspection NDT can be used for monitoring surface or internal discontinuities in ferromagnetic pipes. However, this NDT technique requires high-cost equipment and skilled personnel [25].
Flaws on ferromagnetic pipes can be detected using conventional NDT techniques, although several NDT techniques require expensive specialized equipment and sample treatments. Furthermore, these NDT techniques require highly skilled personnel to study their results. Also, conventional NDT techniques have problems in monitoring early stage damage on ferromagnetic pipe surfaces, such as small defects at the micrometer scale and in stress concentration zones (SCZs) [26]. On the other hand, magnetic properties analysis has been used in NDT techniques to characterize ferromagnetic materials. For instance, the micromagnetic characterization of ferromagnetic steels in various heat treatment conditions can be measured using a hysteresis frame device [27]. Magnetic force microscopy can be employed to assess the magnetic properties of nanomaterials [28].
The metal magnetic memory (MMM) method is an NDT technique used to detect flaws in ferromagnetic structures and it was introduced by Duvov [29]. The MMM method is based on the magneto-elasticity property associated with the magnetic fields of ferromagnetic materials under stress as well as with the geomagnetic fields. The MMM method can measure the magnetic field shifts on ferromagnetic surfaces [30,31,32,33,34,35,36,37]. This method does not need artificial magnetic field sources, which is in contrast with magnetic flux leakage (MFL) testing [38,39,40]. In ferromagnetic materials, the magnetic field measured with the MMM method is related to the residual magnetic leakage field (RMFL) around surface defects [41,42,43].
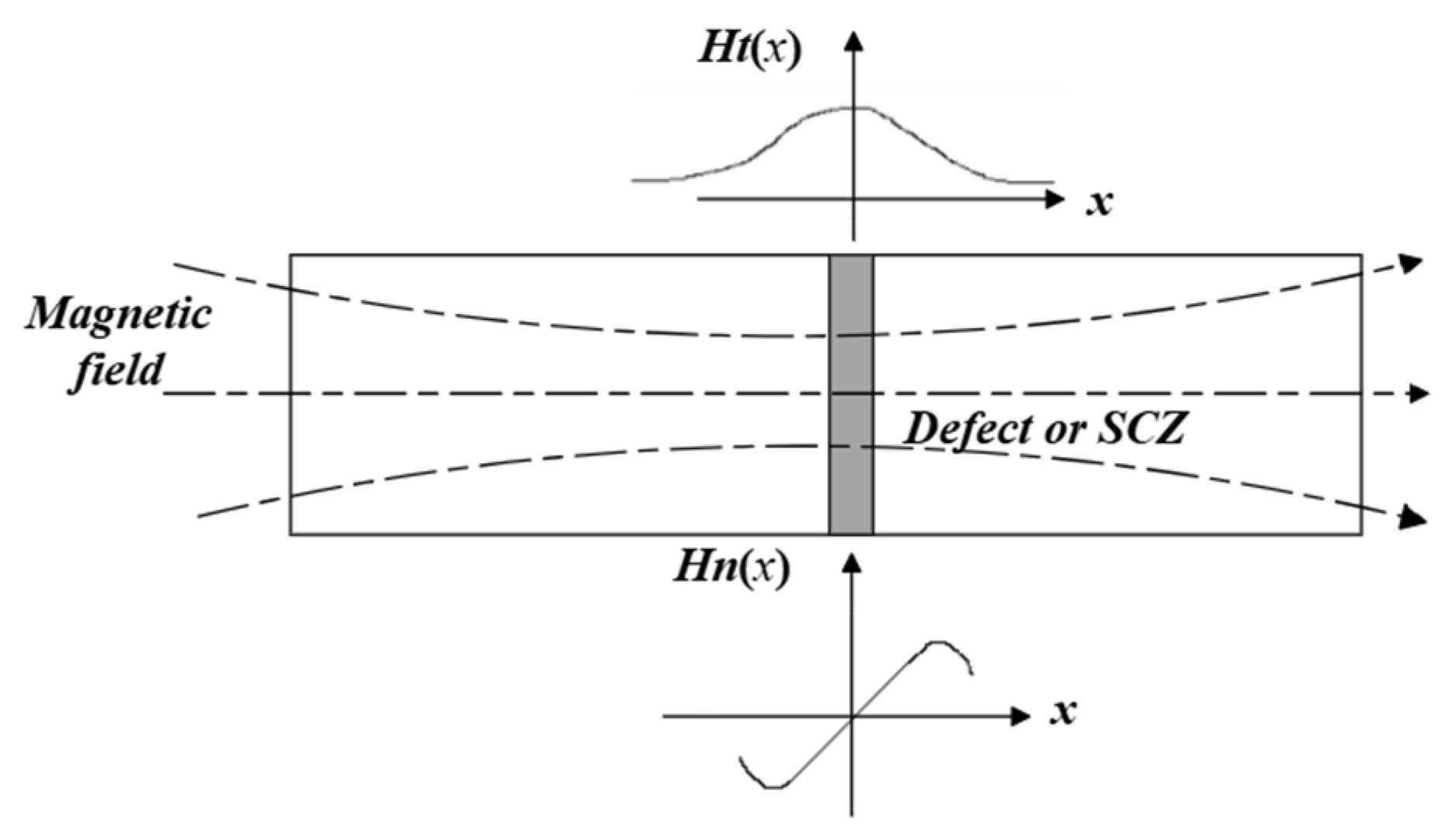
The surface defects on ferromagnetic samples can be measured using the variations of the MMM signals around the defects without skilled personnel and expensive equipment [44,45]. The ferromagnetic materials may have residual magnetic fields due to their fabrication processes, flaws, SCZs, and applied magnetic fields. Small variations in the magnetic field around the surface defects of ferromagnetic structures can be measured by employing highly sensitive and high-resolution magnetometers. This MMM method can detect flaws and SCZs on ferromagnetic structure surfaces. According to mathematical models reported by [46,47], the MMM signals around flaws on ferromagnetic surfaces register a tangential Ht(x) component peak value and a normal Hn(x) component zero value at the center of the ferromagnetic material defect or SCZ [48], as is depicted in Figure 1.
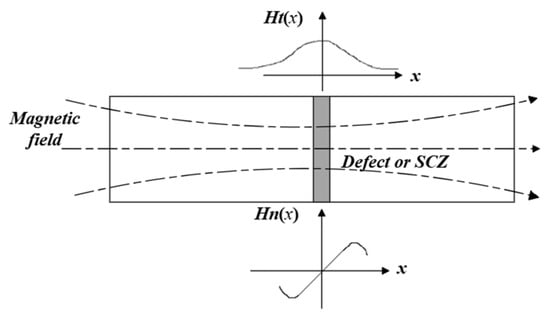
Figure 1.
Theoretical results of the tangential and normal MMM signals around a defect or SCZ of a ferromagnetic sample.
The MMM method is used in diverse fields due to its easy and low-cost implementation. This method can assess the size and shape of the defects on a ferromagnetic pipe surface [34]. Various researchers have reported models and experimental tests to quantify the relationship between the defect size and the variation in their MMM signals [30,31,32,40,47,49]. Nevertheless, this method requires more experimental tests to quantify the shape and size of different defects on pipe surfaces. Herein, we report the analysis of the behavior of the MMM signals related to the size and shape of five different semi-elliptical defects on the surface of a ferromagnetic pipe. The MMM signals are measured using a rotatory structure, a magnetoresistive sensor, a microcontroller board, and a laptop. According to the experimental results, the size of semi-elliptical defects can be estimated by studying the behavior of the normal and tangential MMM signals. This measurement system of MMM signals can be used to predict the position and size of semi-elliptical defects on the surface of ferromagnetic pipes. This system does not require expensive equipment and highly skilled operators.
2. Materials and Methods
The measurement system for the ferromagnetic pipe sample is shown in Figure 2. An ATmega2560 microcontroller board (Arduino, Turin, Italy) is used for the data acquisition of the magnetic field sensor, actuator control, and data transmission to the computer. The data processing and MMM signals are plotted using MATLAB software (version 2022).
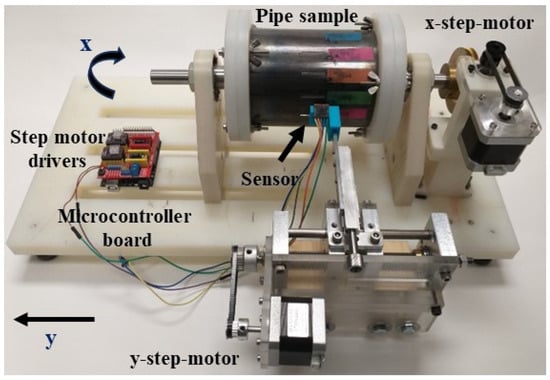
Figure 2.
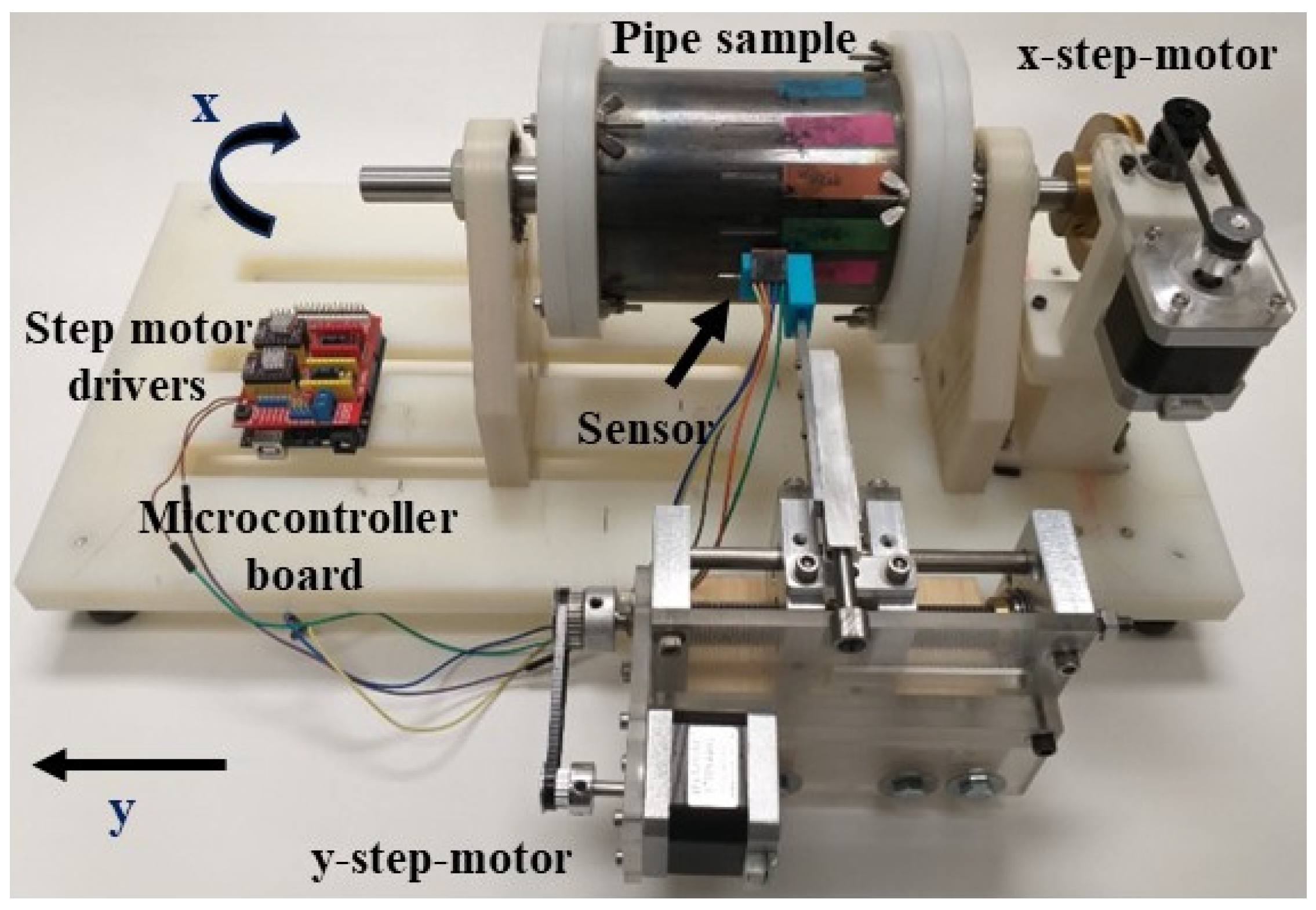
Measurement system of the MMM signals around semi-elliptical defects on the surface of a ferromagnetic pipe.
The MMM signals are measured with the three-axis magnetoresistive sensor MAG3110 (Freescale Semiconductor Inc., Austin, TX, USA) that is placed at a fixed distance of 2 mm from the pipe surface. The proposed system can measure the MMM signals of defects on the surface of ferromagnetic pipes in rotation using the one-step motor NEMA-17 (Leadshine Technology Co., Shenzhen, China) driven by the DVR8825 (Texas Instruents, Dallas, TX, USA) shield board. The data of the magnetoresistive sensor are transferred to a microcontroller board using I2C. Next, the data of this microcontroller board are transferred to a computer using USB. The structure of the measurement system was fabricated with non-magnetic materials, such as nylamid, copper, and aluminum. This system can be used for pipes with different diameters.
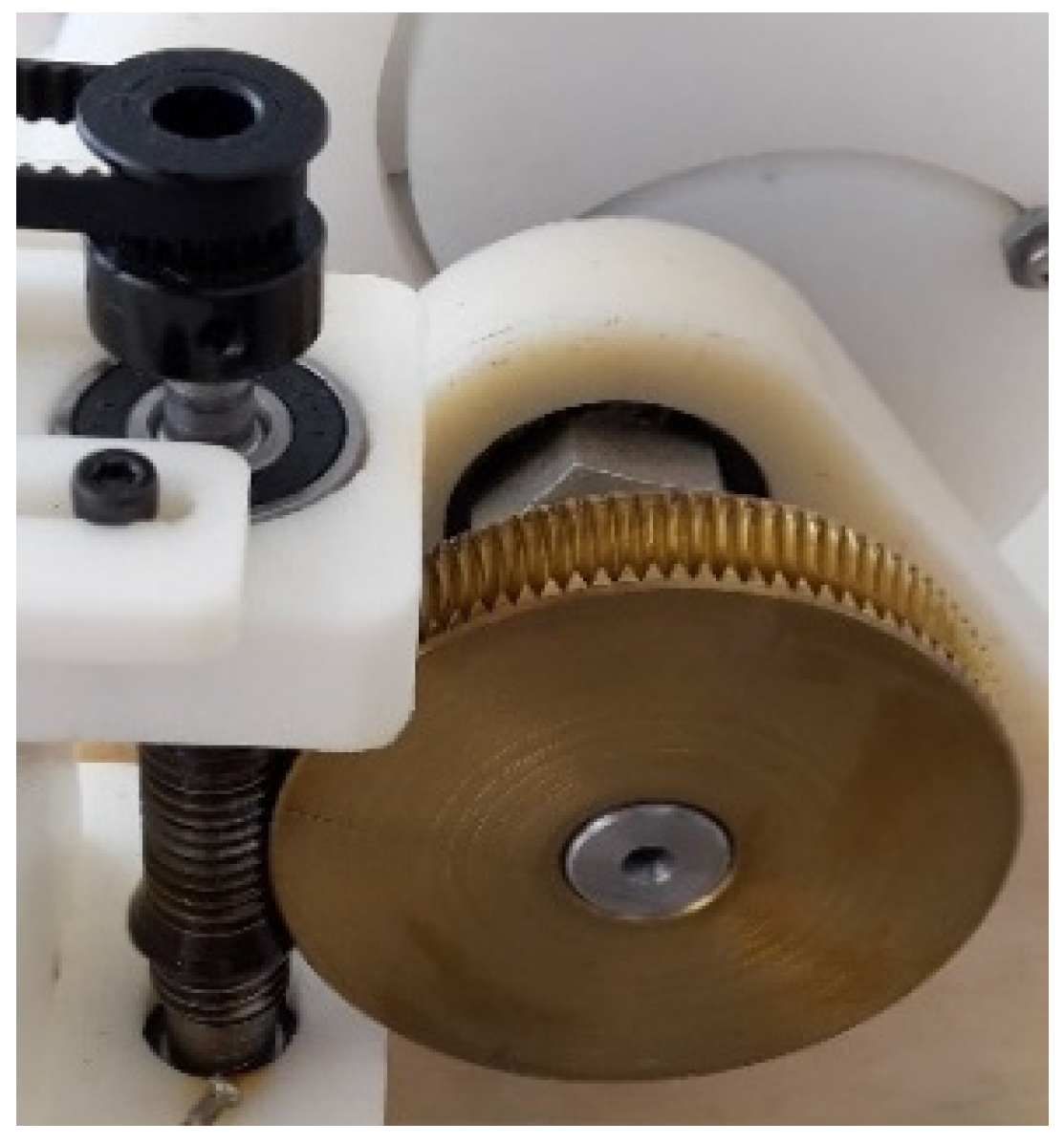
The pipe is collocated on the nylamid rotary disk that is driven by the x-axis step motor using a speed-reduction copper gear. This speed-reduction gear has internal and external diameters of 78.5 mm and 89 mm, respectively, a width of 5.5 mm, and a total of 102 teeth. A speed reduction from 1.8 degrees/step to 0.00227 degrees/step is achieved with the gear system, as shown in Figure 3.
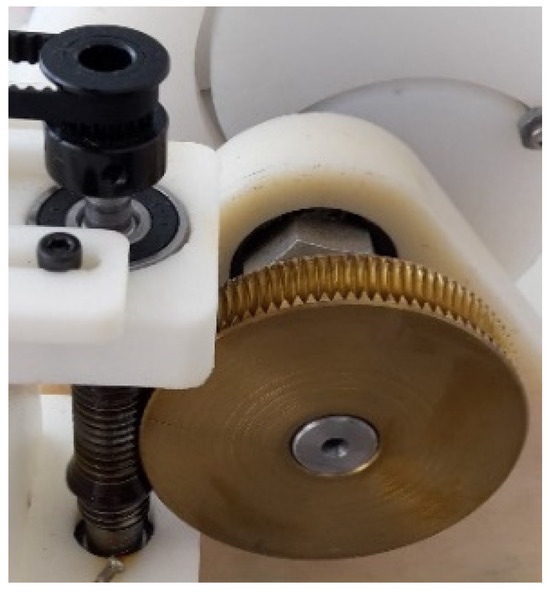
Figure 3.
The gear system of the measurement system.
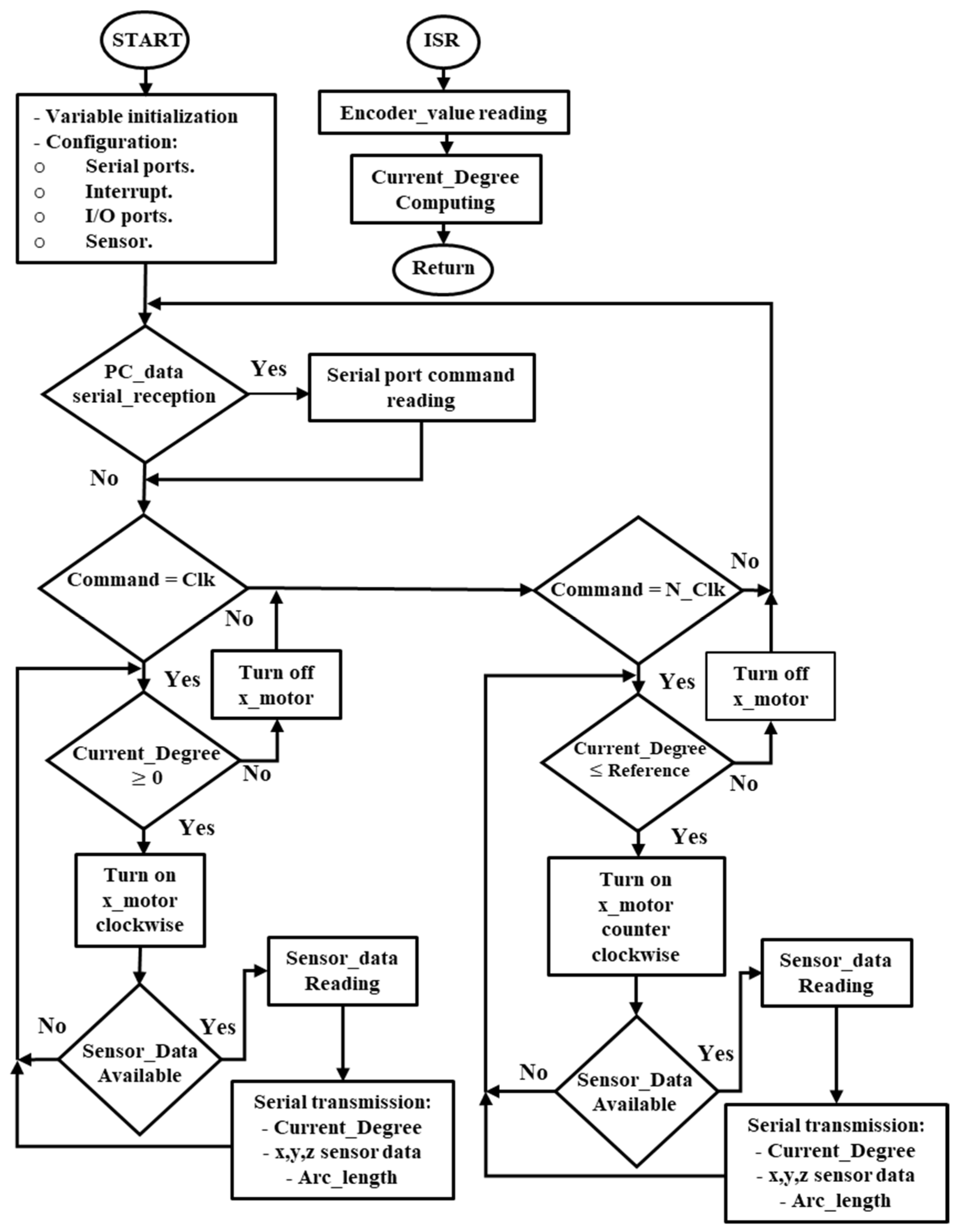
The control of the step motors for pipe movement and sensor data acquisition/transmission is achieved by the microcontroller program that is developed in the Arduino programming language. The rotational and longitudinal movements of the pipe are driven by the x-axis and y-axis step motors, respectively. Figure 4 depicts the program flowchart used to measure the MMM signals of the defects on the pipe surface. The main program is constantly pooling a command, which is serially received from the computer, to set a counterclockwise or clockwise pipe rotational movement. The pipe rotational angle is computed by an encoder value reading within an interrupt service routine (ISR). A counterclockwise command (N_Clk) is first received at the start of the scan. The sensor data, current degree, and arc length are serially sent to a computer within the counterclockwise scan until a reference angle is reached. Then, a clockwise scanning command is received (Clk), and the same information is serially sent until the initial position is reached. The data are serially received by the computer using the MATLAB software, in which the MMM signals are processed.
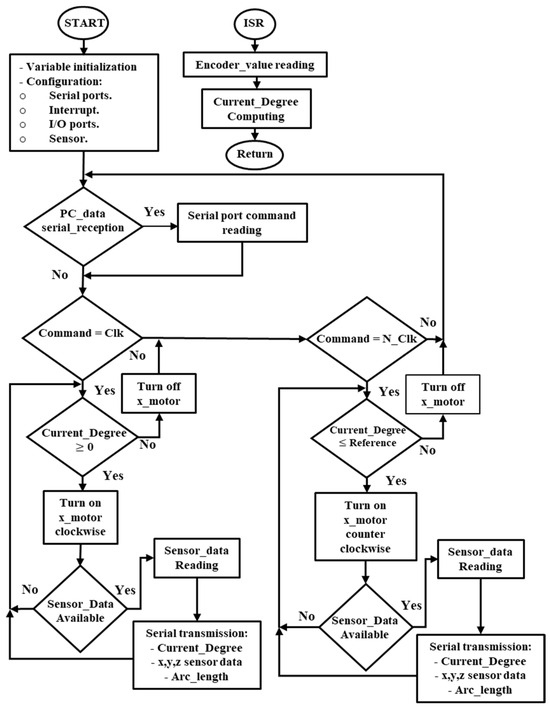
Figure 4.
Flowchart of the measurement system of semi-elliptical defects in ferromagnetic pipes.
3. Results and Discussion
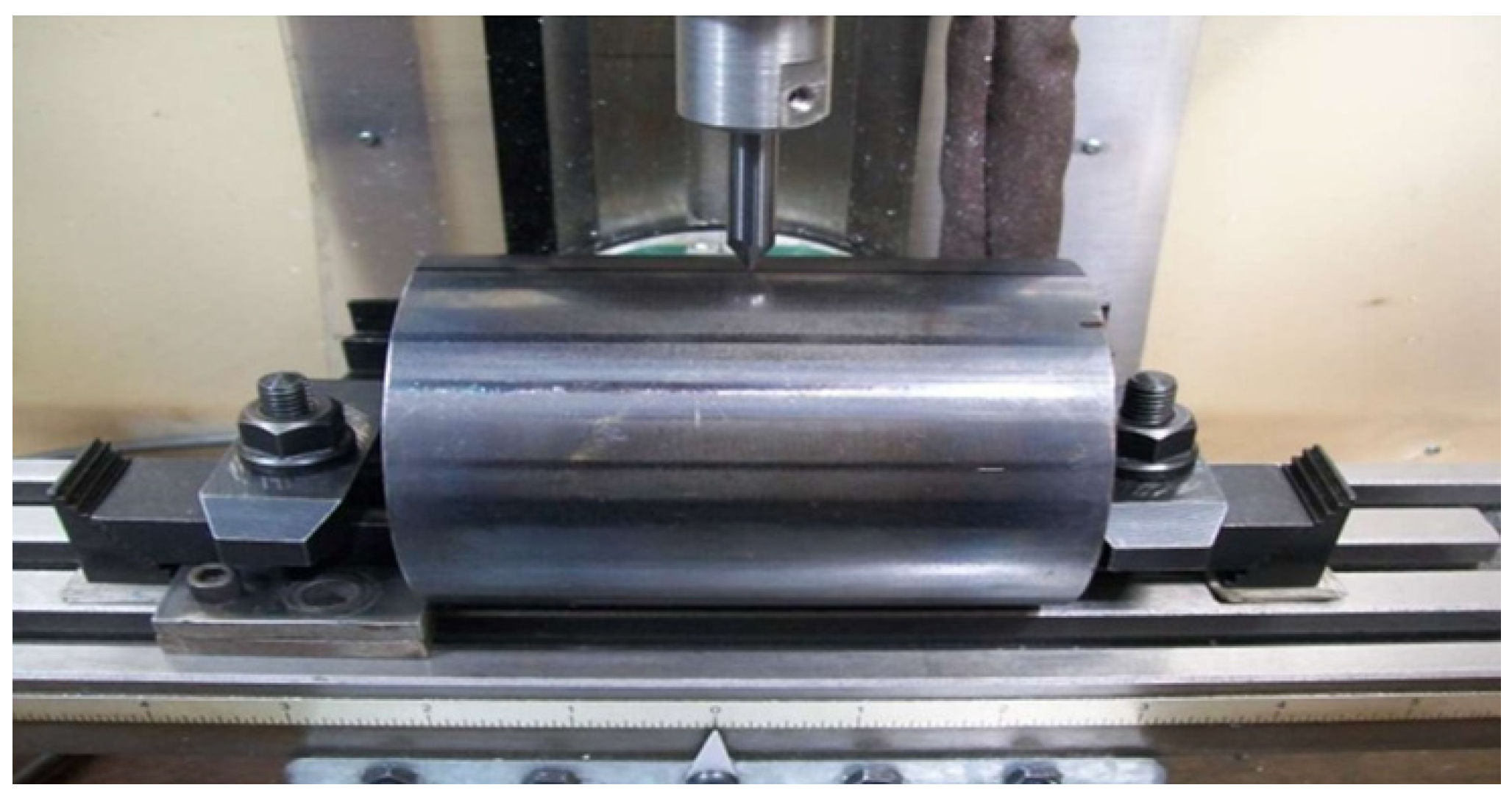
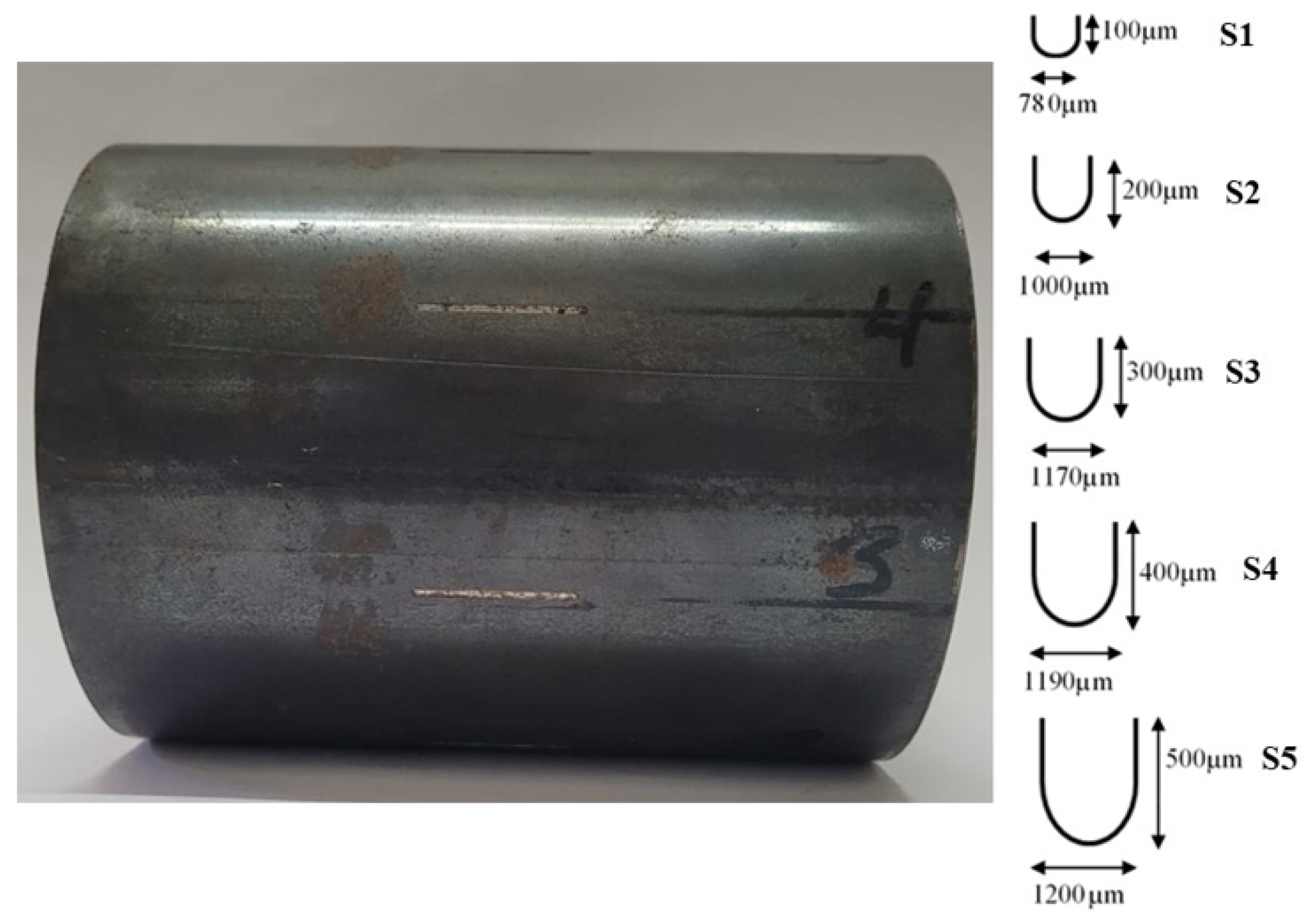
Five semi-elliptical shape defects were made on the surface of an ASTM A36 ferromagnetic pipe [50] with a length of 113.55 mm, an outer diameter of 89 mm, and a thickness of 5.45 mm. The defects were generated with the vertical cutter tool Ball Noise End Mills series 1725 through a computer numerical control (CNC) machine (see Figure 5). The resulting shape dimensions of the five defects are depicted in Figure 6.
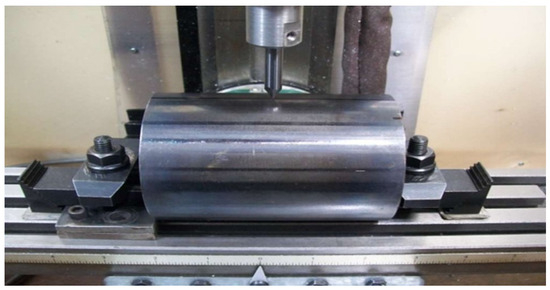
Figure 5.
Generation of semi-elliptical shape defects on the pipe surface using the CNC machine.
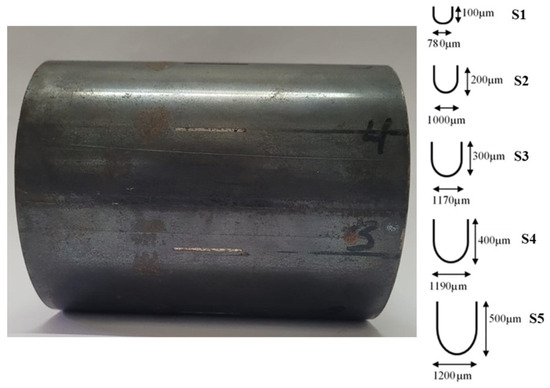
Figure 6.
Dimensions of the five semi-elliptical defects machined on the surface of the ASTM A36 ferromagnetic pipe.
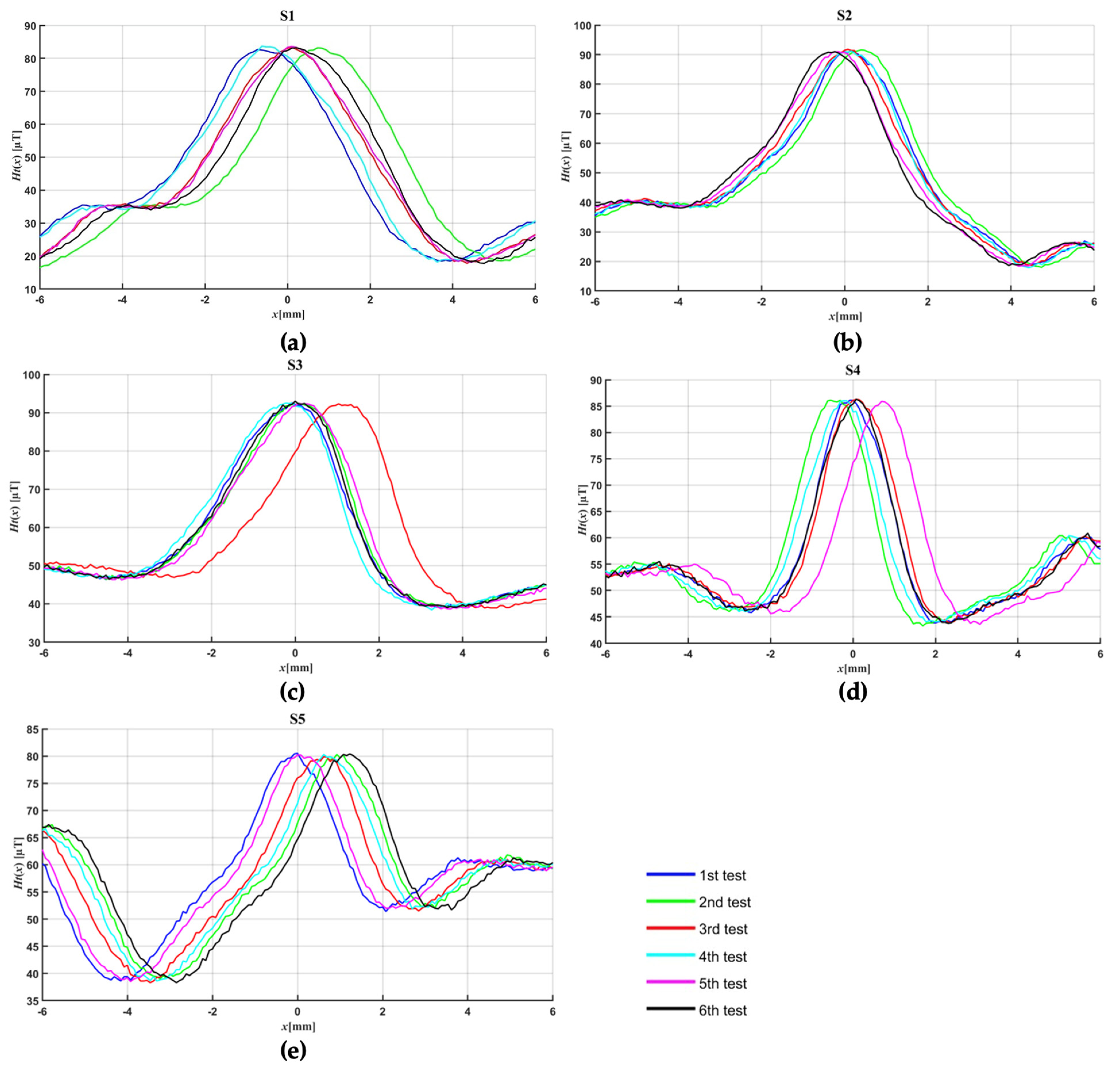
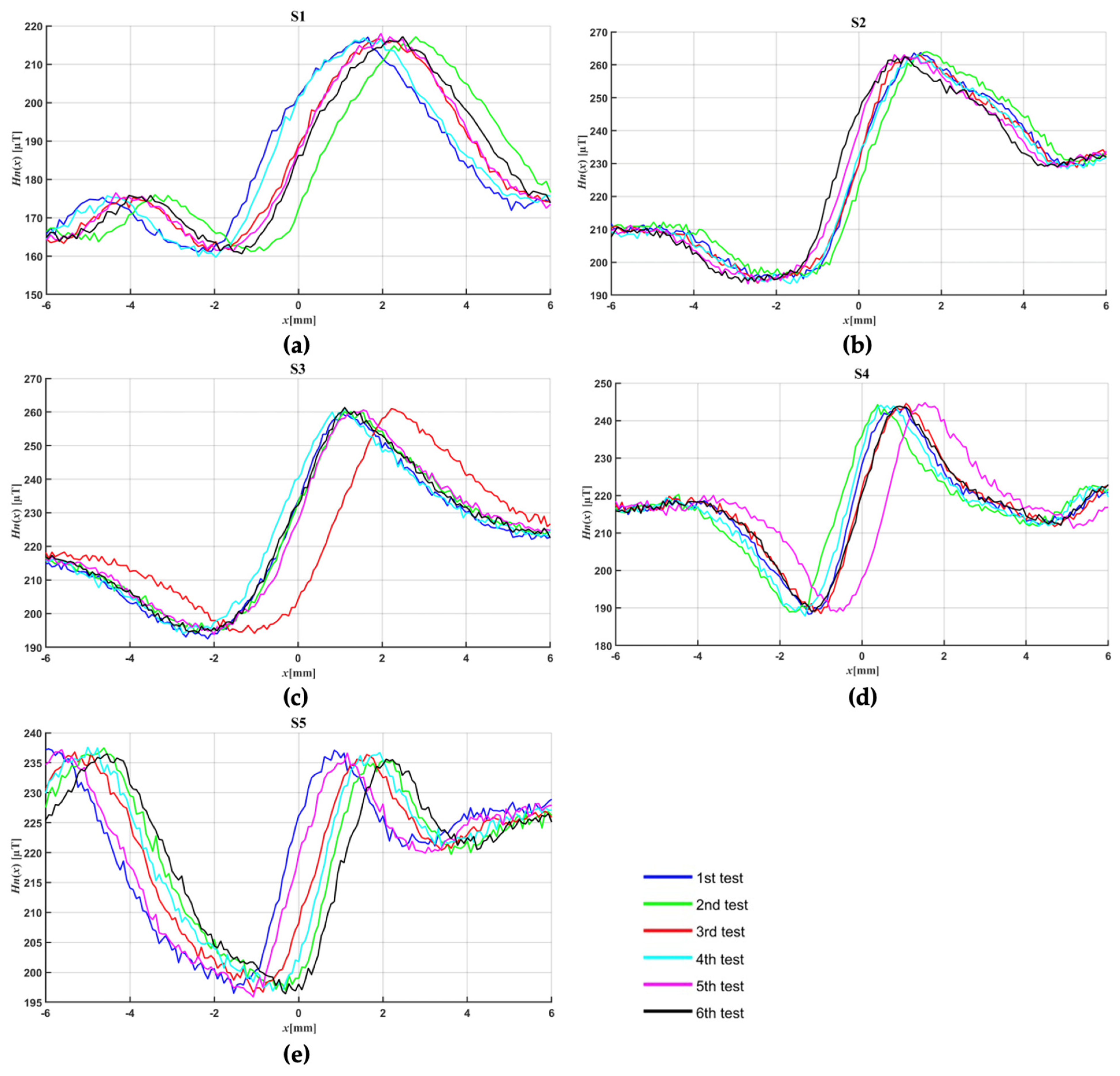
The tangential (Ht(x)) and normal (Hn(x)) MMM signals around semi-elliptical defects on the pipe surface were obtained using the measurement system. Six continuous tests were reported for each of the five semielliptical defects S1–S5. The scan length was 12 mm with the defect located in the center.
The tangential and normal MMM signals for the five defects are shown in Figure 7 and Figure 8, respectively. As it is observed, the resulting MMM signal shapes for all the samples agree with the theoretically expected values; see Figure 1. The tangential component maximum Ht_max(x) and the tangential component mean value along the scanning length Ht_mean(x) are shown in Table 1. In addition, Table 2 shows the maximum and minimum values of the MMM signal component Hn(x)_max and Hn(x)_min, the distance between the normal component maximum and minimum values Δn(x), and the normal component mean value along the scanning length Hn(x)_mean.
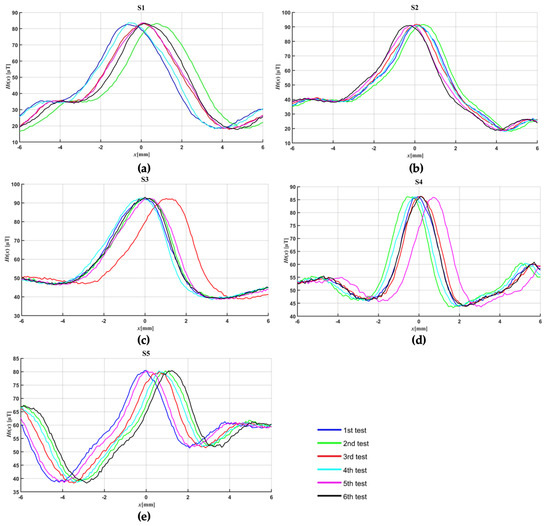
Figure 7.
Tangential MMM signals around the semi-elliptical defects (a) S1, (b) S2, (c) S3, (d) S4, and (e) S5 of the ASTM A36 steel pipe.
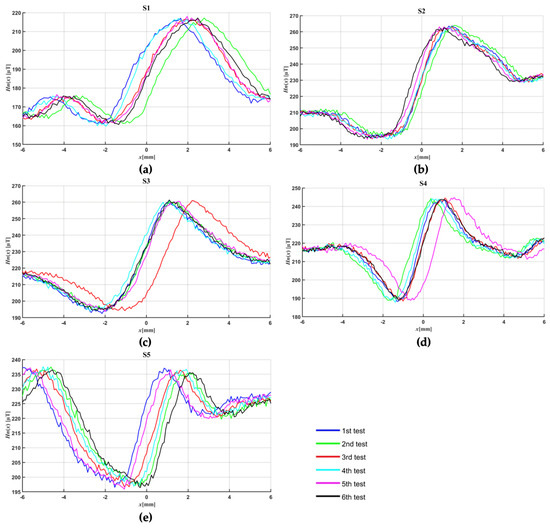
Figure 8.
Normal MMM signals around the semi-elliptical defects (a) S1, (b) S2, (c) S3, (d) S4, and (e) S5 of the ASTM A36 steel pipe.

Table 1.
Tangential MMM signals of the five semi-elliptical defects.
Table 2.
Normal MMM signals of the five semi-elliptical defects.
The maximum tangential component Ht(x)_max has an increasing behavior for the defect samples S1, S2, and S3 and a decreasing behavior for S4 and S5. The tangential component mean Ht(x)_mean has an increasing value tendency from S1 to S5. In this sense, the measuring of Ht(x)_max and Ht(x)_mean might be further researched to be used to quantitatively determine the defect severity level. As it is observed in Figure 7, the location of the maximum tangential values are nearby the defect centers. Hence, such values might be used to locate a defect.
As can be seen from Table 2, no significant difference in the normal component mean value Hn(x)_mean was obtained for the considered defect samples. A higher value of the distance between the minimum and maximum normal component locations Δn(x) was achieved for S1, S2, and S3 compared with S4 and S5. Hence, the smaller the defect dimensions, the higher the distance Δn(x).
As it is observed for all five semi-elliptical defects samples, the peak value of the tangential component signal is located near the defect center (x = 0 mm). Moreover, the deepest defect has the highest tangential component mean value. On the other hand, the normal component signal maximum and minimum values are located approximately near the defect edges.
4. Conclusions
An MMM-based analysis of the magnetic field variations around five semi-elliptical defects with different sizes on an ASTM A36 steel pipe was reported. A measuring system not requiring high-cost equipment, highly skilled operators, and additional pipe treatment was implemented for monitoring MMM signals on the surface of ferromagnetic pipes. The characterized MMM normal and tangential component signals due to semi-elliptical defect dimensions were achieved by the measuring system.
The defect locations were discovered by using the measured MMM normal and tangential components in the experimental stage. Although the defects were completely located, further experimental work involving signal analysis techniques is required to quantitatively characterize the defect severity level, which is a promising future application of the measuring system. Based on the results of the MMM component signals, the maximum and mean tangential component values as well as the distance between the location of the maximum and minimum normal component values were found to be related to the defect dimension. These results can be used in future research for a quantitative assessment of the defect severity level.
The described MMM signals measuring system is a helpful tool in researching NDT magnetic methods focused on analyzing defects or SCZs on ferromagnetic tubes. The effect analysis of measured MMM signal components due to defined defect shapes, stress concentration in specific pipe zones, and damage severity level is left as future work.
Author Contributions
Conceptualization, J.J.V.-S. and A.L.H.-M.; methodology, J.J.D.-C. and M.S.L.-C.; validation, J.J.V.-S.; investigation, E.A.E.-H., J.P.-O. and C.A.C.-Á.; writing—review and editing, A.L.H.-M. and J.J.D.-C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Tecnológico Nacional de México grant number 16960.23-P and project title: “Diseño, construcción de un sistema embebido y una estructura de inspección para identificar la variación del campo magnético debido a discontinuidades geométricas en superficies de materiales ferromagnéticos por el método de memoria magnética de los metales (MMM)”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
This research was developed at “Universidad Veracruzana” and “Tecnológico Nacional de México Campus Celaya”.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Yuhua, D.; Datao, Y. Estimation of failure probability of oil and gas transmission pipelines by fuzzy fault tree analysis. J. Loss Prev. Process Ind. 2005, 18, 83–88. [Google Scholar] [CrossRef]
- Dziubiński, M.; Frątczak, M.; Markowski, A.S. Aspects of risk analysis associated with major failures of fuel pipelines. J. Loss Prev. Process Ind. 2006, 19, 399–408. [Google Scholar] [CrossRef]
- Restrepo, C.E.; Simonoff, J.S.; Zimmerman, R. Causes, cost consequences, and risk implications of accidents in US hazardous liquid pipeline infrastructure. Int. J. Crit. Infrastruct. Prot. 2009, 2, 38–50. [Google Scholar] [CrossRef]
- Vera, J.; Caballero, L.; Taboada, M. Reliability of Dye Penetrant Inspection Method to Detect Weld Discontinuities. Russ. J. Nondestruct. Test. 2024, 60, 85–95. [Google Scholar] [CrossRef]
- Fan, Z.; Bai, K.; Chen, C. Ultrasonic testing in the field of engineering joining. Int. J. Adv. Manuf. Technol. 2024, 132, 4135–4160. [Google Scholar] [CrossRef]
- Zhengyu, O.; Cheng, X.; Zandong, H.; Jisong, C.; Shihao, D. Nondestructive testing method for internal defects in ferromagnetic materials under weak bias magnetization. Measurement 2024, 226, 114173. [Google Scholar] [CrossRef]
- Olsen, A.A. Corrosion Monitoring and Non-destructive Testing. In Equipment Conditioning Monitoring and Techniques; Springer: Cham, Switzerland, 2024. [Google Scholar] [CrossRef]
- Gdoutos, E.; Konsta-Gdoutos, M. Nondestructive Testing (NDT). In Mechanical Testing of Materials; Solid Mechanics and Its Applications; Springer: Cham, Switzerland, 2024; Volume 275. [Google Scholar] [CrossRef]
- Nadzri, N.; Saari, M.M.; Zaini MA, H.P.; Aziz, Z.A. Detection of vertical and horizontal crack in steel structure using a circular eddy current testing probe. In Proceedings of the AIP Conference Proceedings, Pahang, Malaysia, 5–6 December 2022; Volume 2998, p. 060010. [Google Scholar] [CrossRef]
- Shen, Y.; Wang, Y.; Wu, B.; Li, P.; Han, Z.; Zhang, C.; Liu, X. A novel sensor based on the composite mechanism of magnetic flux leakage and magnetic field disturbance for comprehensive inspection of defects with varying angles and widths. NDT E Int. 2024, 145, 103131. [Google Scholar] [CrossRef]
- Hassan, O.S.; Rahman, M.S.; Mustapha, A.A.; Gaya, S.; Abou-Khousa, M.A.; Cantwell, W.J. Inspection of antennas embedded in smart composite structures using microwave NDT methods and X-ray computed tomography. Measurement 2024, 226, 114086. [Google Scholar] [CrossRef]
- Lu, Q.Y.; Wong, C.H. Applications of non-destructive testing techniques for post-process control of additively manufactured parts. Virtual Phys. Prototyp. 2017, 12, 301–321. [Google Scholar] [CrossRef]
- Khalili, P.; Cawley, P. The choice of ultrasonic inspection method for the detection of corrosion at inaccessible locations. NDT E Int. 2018, 99, 80–92. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Quian, X.; Birnie, A.; Zhao, X.-L. A reference free ultrasonic phased array to identify surface cracks in welded steel pipes based on transmissibility. Intern. J. Press. Vessels Pip. 2018, 168, 66–78. [Google Scholar] [CrossRef]
- Li, X.; Wang, Y.; Wan, X.; Tang, B.; Qin, Y.; Xu, C. Physics-informed deep filtering of ultrasonic guided waves for incipient defect inspection of large-scale square tube structures. J. Sound Vib. 2023, 567, 118066. [Google Scholar] [CrossRef]
- Wang, G.; Tse, P.W.; Yuan, M. Automatic internal crack detection from a sequence of infrared images with a triple-threshold Canny edge detector. Meas. Sci. Technol. 2018, 29, 025403. [Google Scholar] [CrossRef]
- Manjunatha, M.; Selvakumar, A.A.; Godeswar, V.P.; Manimaran, R. A low cost underwater robot with grippers for visual inspection of external pipeline surface. Proc. Comp. Sci. 2018, 133, 108–115. [Google Scholar] [CrossRef]
- Kordonski, W.; Gorodkin, S.; Behlok, R. In-line monitoring of (MR) fluid properties. J. Magn. Magn. Mater. 2015, 382, 328–334. [Google Scholar] [CrossRef]
- Hajibagheri, H.R.; Heidari, A.; Amini, R. An experimental investigation of the nature of longitudinal cracks in oil and gas transmission pipelines. J. Alloys Comp. 2018, 741, 1121–1129. [Google Scholar] [CrossRef]
- Zhang, W.; Shi, Y.; Li, Y.; Luo, Q. A Study of Quantifying Thickness of Ferromagnetic Pipes Based on Remote Field Eddy Current Testing. Sensors 2018, 18, 2769. [Google Scholar] [CrossRef]
- Saffiudeen, M.F.; Syed, A.; Mohammed, F.T. Failure Analysis of Heat Exchanger Using Eddy Current Testing (ECT). J. Fail. Anal. Prev. 2023, 23, 1898–1906. [Google Scholar] [CrossRef]
- Zhang, S.; Li, H.; Zhao, C. Defect-depth-field algorithm for simulating magnetic flux leakage signals based on discrete magnetic dipole model. NDT E Intern. 2023, 139, 102939. [Google Scholar] [CrossRef]
- Liu, B.; Wu, Z.; Wang, P.; He, L.; Yang, L.; Lian, Z.; Liu, T. Quantization of magnetic flux leakage internal detection signals for composite defects of gas and oil pipelines. Energy Rep. 2023, 9, 5899–5914. [Google Scholar] [CrossRef]
- Feng, B.; Yang, Y.; Sun, Y.; Deng, Z. Magnetization time lag caused by Eddy currents and its influence on high-speed magnetic flux leakage testing. Res. Nondestruct. Eval. 2019, 30, 189–204. [Google Scholar] [CrossRef]
- Senck, S.; Scheerer, M.; Revol, V.; Plank, B.; Hannesschläger, C.; Gusenbauer, C.; Kastner, J. Microcrack characterization in loaded CFRP laminates using quantitative two- and three-dimensional X-ray dark-field imaging. Compos. Part A Appl. Sci. Manuf. 2018, 115, 206–214. [Google Scholar] [CrossRef]
- Shi, P.; Jin, K.; Zheng, X. A magnetomechanical model for the magnetic memory method. Intern. J. Mech. Sci. 2017, 124–125, 229–241. [Google Scholar] [CrossRef]
- Ankener, W.; Böttger, D.; Smaga, M.; Gabi, Y.; Strass, B.; Wolter, B.; Beck, T. Micromagnetic and Microstructural Characterization of Ferromagnetic Steels in Different Heat Treatment Conditions. Sensors 2022, 22, 4428. [Google Scholar] [CrossRef]
- Winkler, R.; Ciria, M.; Ahmad, M.; Plank, H.; Marcuello, C. A Review of the Current State of Magnetic Force Microscopy to Unravel the Magnetic Properties of Nanomaterials Applied in Biological Systems and Future Directions for Quantum Technologies. Nanomaterials 2023, 13, 2585. [Google Scholar] [CrossRef]
- Dubov, A.A. A study of metal properties using the method of magnetic memory. Met. Sci. Heat Treat. 1997, 39, 401–405. [Google Scholar] [CrossRef]
- Villegas-Saucillo, J.J.; Díaz-Carmona, J.J.; Escarola-Rosas, M.A.; Vázquez-Leal, H.; Martínez-Castillo, J.; Herrera-May, A.L. Measurements of the Magnetic Field Variations Related with the Size of V-Shaped Notches in Steel Pipes. Appl. Sci. 2021, 11, 3940. [Google Scholar] [CrossRef]
- Yao, K.; Deng, B.; Wang, Z.D. Numerical studies to signal characteristics with the metal magnetic memory-effect in plastically deformed samples. NDT E Int. 2012, 47, 7–17. [Google Scholar] [CrossRef]
- Shi, P.; Jin, K.; Zhang, P.; Xie, S.; Chen, Z.; Zheng, X. Quantitative inversion of stress and crack in ferromagnetic materials based on metal magnetic memory method. IEEE Trans. Magn. 2018, 54, 6202011. [Google Scholar] [CrossRef]
- Liu, B.; Ma, Z.; He, L.; Wang, D.; Zhang, H.; Ren, J. Quantitative study on the propagation characteristics of MMM signal for stress international detection of long distance oil and gas pipeline. NDT E Int. 2018, 100, 40–47. [Google Scholar] [CrossRef]
- Villegas-Saucillo, J.J.; Díaz-Carmona, J.J.; Cerón-Álvarez, C.A.; Juárez-Aguirre, R.; Domínguez-Nicolás, S.M.; López-Huerta, F.; Herrera-May, A.L. Measurement System of Metal Magnetic Memory Method Signals around Rectangular Defects of a Ferromagnetic Pipe. Appl. Sci. 2019, 9, 2695. [Google Scholar] [CrossRef]
- Dubov, A.; Kolokolniko, S. The metal magnetic memory method application for online monitoring of damage development in steel pipes and welded joints specimens. Weld. World 2013, 57, 123–136. [Google Scholar] [CrossRef]
- Dubov, A.; Dubov, A.; Kolokolnikov, S. Detection of local stress concentration zones in engineering products-the lacking link in the non-destructive testing system. Weld. World 2018, 62, 301–309. [Google Scholar] [CrossRef]
- Xu, K.; Qiu, X.; Tian, X. Theoretical investigation of metal magnetic memory testing technique for detection of magnetic flux leakage signals from buried defect. Nondestruct. Test. Eval. 2018, 33, 45–55. [Google Scholar] [CrossRef]
- Shi, P.; Jin, K.; Zheng, X. A general nonlinear magnetomechanical model for ferromagnetic materials under a constant weak magnetic field. J. Appl. Phys. 2016, 119, 145103. [Google Scholar] [CrossRef]
- Kolokolnikov, S.; Dubov, A.; Steklov, O. Assessment of welded joints stress-strain state inhomogeneity before and after post weld heat treatment based on the metal magnetic memory method. Weld. World 2016, 64, 665–672. [Google Scholar] [CrossRef]
- Li, Z.; Dixon, S.; Cawley, P.; Jarvis, R.; Nagy, P.B.; Cabeza, S. Experimental studies of the magneto-mechanical memory (MMM) technique using permanently installed magnetic sensor arrays. NDT E Int. 2017, 92, 136–148. [Google Scholar] [CrossRef]
- Yang, L.J.; Liu, B.; Chen, L.J.; Gao, S.W. The quantitative interpretation by measurement using the magnetic memory method (MMM)-based on density functional theory. NDT E Int. 2013, 55, 15–20. [Google Scholar] [CrossRef]
- Dubov, A.A. Development of a metal magnetic memory method. Chem. Petrol Eng. 2012, 47, 837–839. [Google Scholar] [CrossRef]
- Yao, K.; Wang, Z.D.; Deng, B.; Shen, K. Experimental research on metal magnetic memory method. Exp. Mech. 2012, 52, 305–314. [Google Scholar] [CrossRef]
- Dubov, A.; Kolokolnikov, S. Assessment of the material state of oil and gas pipelines based on the metal magnetic memory method. Weld. World 2012, 56, 11–19. [Google Scholar] [CrossRef]
- de Oca-Mora, N.J.M.; Woo-García, R.M.; Sánchez-Vidal, A.; Galván-Martínez, R.; Orozco-Cruz, R.; Carmona-Hernández, A.; Herrera-May, A.L.; Restrepo, J.; Algredo-Badillo, I.; López-Huerta, F. Simulation and Detection of Rectangular Magnetic Cracks in Metallic Plates. J. Nondestruct. Eval. 2023, 42, 19. [Google Scholar] [CrossRef]
- Edwards, C.; Palmer, S.B. The magnetic leakage field of suface-beaking cacks. J. Phys. D Appl. Phys. 1986, 19, 657. [Google Scholar] [CrossRef]
- Trevino, D.A.G.; Dutta, S.M.; Ghorbel, F.H.; Karkoub, M. An Improved Dipole Model of 3-D Magnetic Flux Leakage. IEEE Trans. Magn. 2016, 52, 6201707. [Google Scholar] [CrossRef]
- Zhang, H.; Qiu, J.; Xia, R.; Cheng, C.; Zhou, J.; Jiang, H.; Li, Y. Corrosion damage evaluation of loaded steel strand based on self-magnetic flux leakage. J. Magn. Magn. Mater. 2021, 549, 168998. [Google Scholar] [CrossRef]
- Pengpeng, S.; Xiaojing, Z. Magnetic charge model for 3D MMM signals. Nondestruct. Test. Eval. 2015, 31, 45–60. [Google Scholar] [CrossRef]
- A36/A36M-19; Standard Specification for Carbon Structural Steel. ASTM International: West Conshohocken, PA, USA, 2019.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).