
Green Manufacturing of UHPFRC Made with Waste Derived from Scrap Tires and Oil Refineries

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
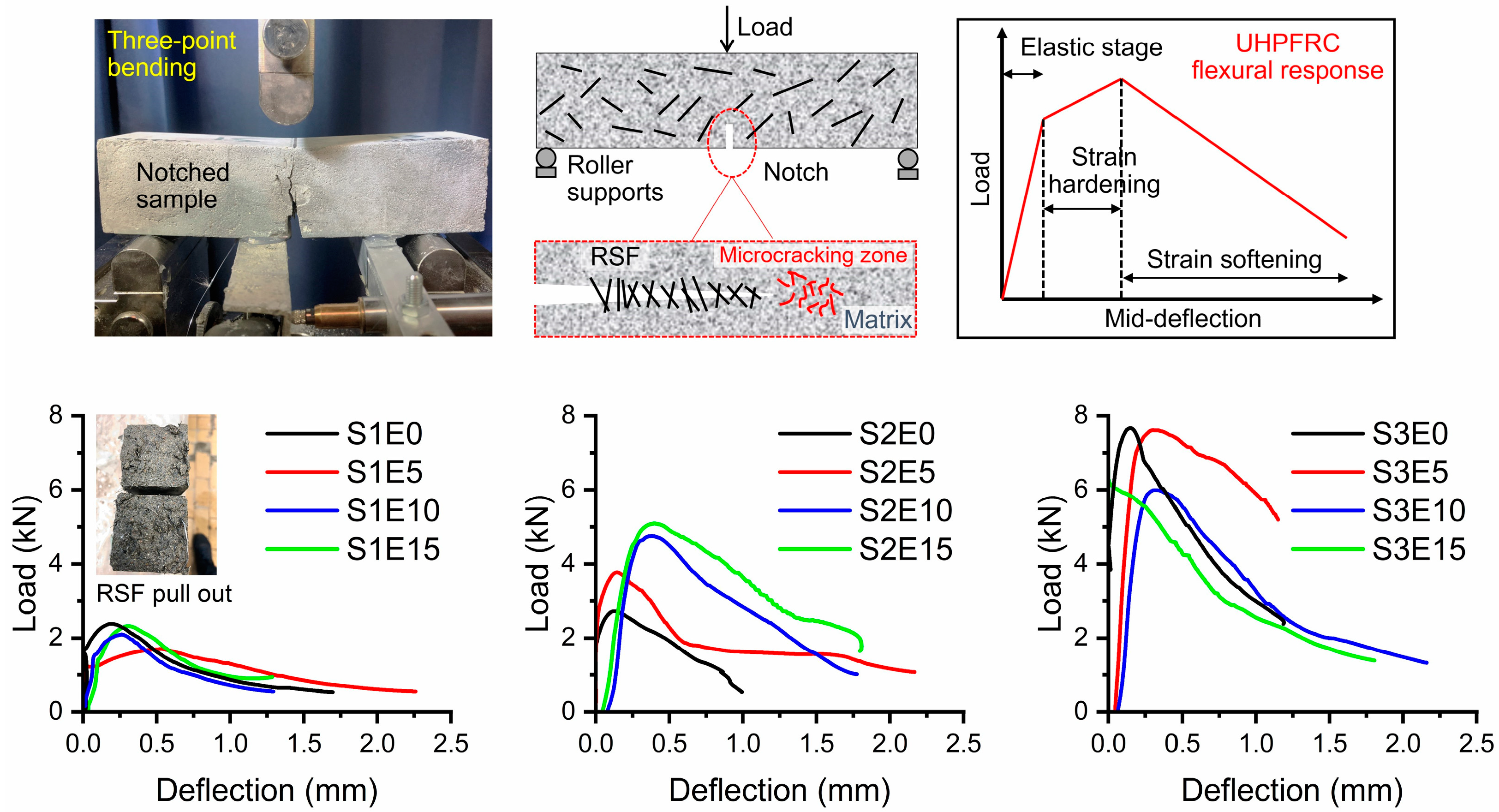
2.2. Test Methods
2.3. Scanning Electron Microscopy
3. Results and Discussion
3.1. Heat of Hydration
3.2. Performance and Microstructure
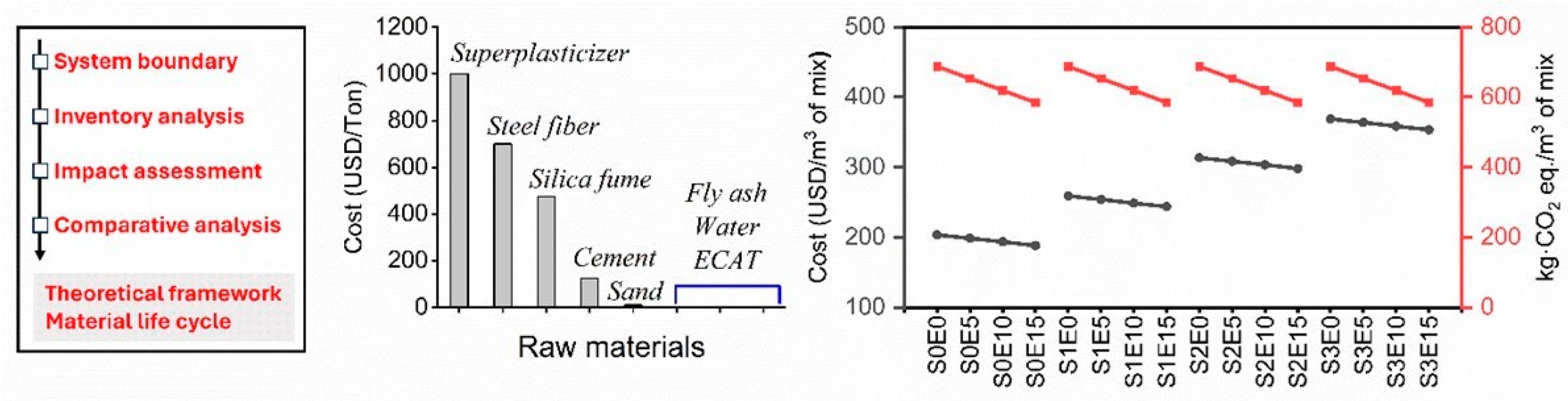
3.3. Economic and Environmental Impacts
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- You, W.; Bradford, M.A.; Liu, H.; Zhao, W.; Yang, G. Steel-alkali activated cement based ultra-high performance concrete lightweight composite bridge decks: Flexural behavior. Eng. Struct. 2022, 266, 114639. [Google Scholar] [CrossRef]
- Kromoser, B.; Preinstorfer, P.; Kollegger, J. Building lightweight structures with carbon-fiber-reinforced polymer-reinforced ultra-high-performance concrete: Research approach, construction materials, and conceptual design of three building components. Struct. Concr. 2019, 20, 730–744. [Google Scholar] [CrossRef]
- Huang, Y.; Grünewald, S.; Schlangen, E.; Luković, M. Strengthening of concrete structures with ultra high performance fiber reinforced concrete (UHPFRC): A critical review. Constr. Build. Mater. 2022, 336, 127398. [Google Scholar] [CrossRef]
- Yin, T.; Liu, K.; Fan, D.; Yu, R. Derivation and verification of multilevel particle packing model for ultra-high performance concrete (UHPC): Modelling and experiments. Cem. Concr. Compos. 2023, 136, 104889. [Google Scholar] [CrossRef]
- Akeed, M.H.; Qaidi, S.; Ahmed, H.U.; Faraj, R.H.; Mohammed, A.S.; Emad, W.; Tayeh, B.A.; Azevedo, A.R.G. Ultra-high-performance fiber-reinforced concrete. Part I: Developments, principles, raw materials. Case Stud. Constr. Mater. 2022, 17, e01290. [Google Scholar] [CrossRef]
- Niewiadomski, P.; Karolak, A.; Oleksiak, M.; Chowaniec-Michalak, A. The effectiveness of impregnation of building materials of cellulose origin and its impact on selected properties. Bull. Pol. Acad. Sci. Tech. Sci. 2024, 72, e148876. [Google Scholar] [CrossRef]
- Chu, S.H.; Li, L.; Shen, P.L.; Lu, J.X.; Poon, C.S. Recycling of waste glass powder as paste replacement in green UHPFRC. Constr. Build. Mater. 2022, 316, 125719. [Google Scholar] [CrossRef]
- Abdolpour, H.; Niewiadomski, P.; Sadowski, Ł. Recycling of steel fibres and spent equilibrium catalyst in ultra-high performance concrete: Literature review, research gaps, and future development. Constr. Build. Mater. 2021, 309, 125147. [Google Scholar] [CrossRef]
- Martin, C.; Manu, E.; Hou, P.; Adu-Amankwah, S. Circular economy, data analytics, and low carbon concreting: A case for managing recycled powder from end-of-life concrete. Resour. Conserv. Recycl. 2023, 198, 107197. [Google Scholar] [CrossRef]
- Guo, Y.; Luo, L.; Liu, T.; Hao, L.; Li, Y.; Liu, P.; Zhu, T. A review of low-carbon technologies and projects for the global cement industry. J. Environ. Sci. 2024, 136, 682–697. [Google Scholar] [CrossRef]
- Matos, A.M.; Nunes, S.; Costa, C.; Aguiar, J.L.B. Durability of an UHPC containing spent equilibrium catalyst. Constr. Build. Mater. 2021, 305, 124681. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Velázquez, S. Cement equivalence factor evaluations for fluid catalytic cracking catalyst residue. Cem. Concr. Compos. 2013, 39, 12–17. [Google Scholar] [CrossRef]
- Allahverdi, A.; Vakilinia, S.; Gharabeglu, P. Effects of RFCC spent catalyst on some physicomechanical properties of portland cement paste. Ceram. Silikáty 2011, 55, 161–168. [Google Scholar]
- Nunes, S.; Costa, C. Numerical optimization of self-compacting mortar mixture containing spent equilibrium catalyst from oil refinery. J. Clean. Prod. 2017, 158, 109–121. [Google Scholar] [CrossRef]
- Matos, A.M.; Nunes, S.; Costa, C.; Barroso-Aguiar, J.L. Spent equilibrium catalyst as internal curing agent in UHPFRC. Cem. Concr. Compos. 2019, 104, 103362. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Velázquez, S.; Bonilla, M. Determination of the pozzolanic activity of fluid catalytic cracking residue. Thermogravimetric analysis studies on FC3R–lime pastes. Cem. Concr. Res. 2003, 33, 1085–1091. [Google Scholar] [CrossRef]
- Harenberg, S.; Caggiano, A.; Koenig, A.; Said, D.; Gilka-Bötzow, A.; Schultz-Cornelius, M.; Yang, S.; Pahn, M.; Dehn, F.; Koenders, E. Micromechanical behavior of UHPC under cyclic bending-tensile loading in consideration of the influence of the concrete edge zone. PAMM 2018, 18, e201800363. [Google Scholar] [CrossRef]
- Koorikkattil, A.; Nayar, S.K.; Venudharan, V. Flexural fatigue design of steel fibre reinforced concrete pavements: A comparative study. Road Mater. Pavement Des. 2023, 24, 2301–2321. [Google Scholar] [CrossRef]
- Qin, X.; Kaewunruen, S. Environment-friendly recycled steel fibre reinforced concrete. Constr. Build. Mater. 2022, 327, 126967. [Google Scholar] [CrossRef]
- Kundak, M.; Lazić, L.; Črnko, J. CO2 emissions in the steel industry. Metalurgija 2009, 48, 5. [Google Scholar]
- Zaid, O.; Mukhtar, F.M.; M-García, R.; El Sherbiny, M.G.; Mohamed, A.M. Characteristics of high-performance steel fiber reinforced recycled aggregate concrete utilizing mineral filler. Case Stud. Constr. Mater. 2022, 16, e00939. [Google Scholar] [CrossRef]
- Wang, T.; Yu, M.; Shan, W.; Xu, L.; Cheng, S.; Li, L.-y. Post-fire compressive stress–strain behaviour of steel fibre reinforced recycled aggregate concrete. Compos. Struct. 2023, 309, 116735. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A. Fresh and Hardened Properties of Self-Compacting Concrete Reinforced with Hybrid Recycled Steel–Polypropylene Fiber. J. Mater. Civ. Eng. 2017, 29, 04017012. [Google Scholar] [CrossRef]
- Martinelli, E.; Caggiano, A.; Xargay, H. An experimental study on the post-cracking behaviour of Hybrid Industrial/Recycled Steel Fibre-Reinforced Concrete. Constr. Build. Mater. 2015, 94, 290–298. [Google Scholar] [CrossRef]
- Neocleous, K.; Angelakopoulos, H.; Pilakoutas, K.; Guadagnini, M. Fibre-reinforced roller-compacted concrete transport pavements. Proc. Inst. Civ. Eng. Transp. 2011, 164, 97–109. [Google Scholar] [CrossRef]
- Aghaee, K.; Yazdi, M.A.; Tsavdaridis, K.D. Investigation into the mechanical properties of structural lightweight concrete reinforced with waste steel wires. Mag. Concr. Res. 2015, 67, 197–205. [Google Scholar] [CrossRef]
- Peng, G.; Yang, J.; Long, Q.; Niu, X.; Shi, Y. Mechanical properties and explosive spalling behavior of the recycled steel fiber reinforced ultra-high-performance concrete. In Multi-Span Large Bridges; CRC Press: Boca Raton, FL, USA, 2015; pp. 1039–1048. [Google Scholar]
- Krassowska, J.; Kosior-Kazberuk, M. Experimental investigation of shear behavior of two-span fiber reinforced concrete beams. Arch. Civ. Eng. 2019, 65, 35–55. [Google Scholar] [CrossRef]
- Zamanzadeh, Z.; Lourenço, L.; Barros, J. Recycled Steel Fibre Reinforced Concrete failing in bending and in shear. Constr. Build. Mater. 2015, 85, 195–207. [Google Scholar] [CrossRef]
- Graeff, A.G.; Pilakoutas, K.; Neocleous, K.; Peres, M.V.N.N. Fatigue resistance and cracking mechanism of concrete pavements reinforced with recycled steel fibres recovered from post-consumer tyres. Eng. Struct. 2012, 45, 385–395. [Google Scholar] [CrossRef]
- Isa, M.N.; Pilakoutas, K.; Guadagnini, M.; Angelakopoulos, H. Mechanical performance of affordable and eco-efficient ultra-high performance concrete (UHPC) containing recycled tyre steel fibres. Constr. Build. Mater. 2020, 255, 119272. [Google Scholar] [CrossRef]
- Le, H.V.; Dao, P.L.; Nguyen, S.D.; Ngo, T.T.; Tran, N.T.; Nguyen, D.L.; Kim, D.J. Improvement of the stress sensing ability of ultra-high-performance concrete using short steel fibers and steel slag aggregates under high compression. Sens. Actuators A Phys. 2023, 362, 114616. [Google Scholar] [CrossRef]
- Abdolpour, H.; Niewiadomski, P.; Kwiecień, A.; Tekieli, M.; Sadowski, Ł. Fundamental understanding of the mechanical and post- cracking behaviour of ultra-high performance mortar with recycled steel fibers. Constr. Build. Mater. 2023, 374, 130918. [Google Scholar] [CrossRef]
- EN 197-1; Cement: Composition, Specifications and Conformity Criteria for Common Cements. British Standard Institution: London, UK, 2011; p. 46.
- EN 1097-6; Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption. British Standard Institution: London, UK, 2022; p. 61.
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of Ultra-High Performance Fibre Reinforced Concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- ASTM C1702; Standard Test Method for Measurement of Heat of Hydration of Hydraulic Cementitious Materials Using Isothermal Conduction Calorimetry. ASTM: West Conshohocken, PA, USA, 2017; p. 9.
- ASTM C230; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM: West Conshohocken, PA, USA, 2021; p. 7.
- EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. British Standard Institution: London, UK, 2019; p. 9.
- ASTM C348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. ASTM: West Conshohocken, PA, USA, 2021; p. 6.
- Yogendran, V.; Langan, B.W.; Ward, M.A. Hydration of cement and silica fume paste. Cem. Concr. Res. 1991, 21, 691–708. [Google Scholar] [CrossRef]
- Skibsted, J.; Snellings, R. Reactivity of supplementary cementitious materials (SCMs) in cement blends. Cem. Concr. Res. 2019, 124, 105799. [Google Scholar] [CrossRef]
- Rodríguez, E.D.; Bernal, S.A.; Provis, J.L.; Gehman, J.D.; Monzó, J.M.; Payá, J.; Borrachero, M.V. Geopolymers based on spent catalyst residue from a fluid catalytic cracking (FCC) process. Fuel 2013, 109, 493–502. [Google Scholar] [CrossRef]
- Ndahirwa, D.; Zmamou, H.; Lenormand, H.; Leblanc, N. The role of supplementary cementitious materials in hydration, durability and shrinkage of cement-based materials, their environmental and economic benefits: A review. Clean. Mater. 2022, 5, 100123. [Google Scholar] [CrossRef]
- da Cunha, A.L.C.; Lemos, M.S.; Meth, S.; Gonçalves, J.P.; Dweck, J. A study of the particle size effect on the pozzolanic activity of an equilibrium catalyst. J. Therm. Anal. Calorim. 2011, 106, 805–809. [Google Scholar] [CrossRef]
- Antiohos, S.; Tsimas, S. Investigating the role of reactive silica in the hydration mechanisms of high-calcium fly ash/cement systems. Cem. Concr. Compos. 2005, 27, 171–181. [Google Scholar] [CrossRef]
- Biswas, R.K.; Bin Ahmed, F.; Haque, M.E.; Provasha, A.A.; Hasan, Z.; Hayat, F.; Sen, D. Effects of steel fiber percentage and aspect ratios on fresh and harden properties of ultra-high performance fiber reinforced concrete. Appl. Mech. 2021, 2, 501–515. [Google Scholar] [CrossRef]
- Abdolpour, H.; Muthu, M.; Niewiadomski, P.; Sadowski, Ł.; Hojdys, Ł.; Krajewski, P.; Kwiecień, A. Performance and life cycle of ultra-high performance concrete mixes containing oil refinery waste catalyst and steel fibre recovered from scrap tyre. J. Build. Eng. 2023, 79, 107890. [Google Scholar] [CrossRef]
- Lepech, M.D.; Li, V.C. Size Effect in ECC Structural Members in Flexure; Aedificatio Publishers: Freiburg, Germany, 2004. [Google Scholar]
- Nguyen, D.-L.; Le, H.-V.; Vu, T.-B.-N.; Nguyen, V.-T.; Tran, N.-T. Evaluating fracture characteristics of ultra-high-performance fiber-reinforced concrete in flexure and tension with size impact. Constr. Build. Mater. 2023, 382, 131224. [Google Scholar] [CrossRef]
- Pillai, R.G.; Gettu, R.; Santhanam, M.; Rengaraju, S.; Dhandapani, Y.; Rathnarajan, S.; Basavaraj, A.S. Service life and life cycle assessment of reinforced concrete systems with limestone calcined clay cement (LC3). Cem. Concr. Res. 2019, 118, 111–119. [Google Scholar] [CrossRef]
- ISO 14040; Enviornmental Management—Life Cycle Assessment—Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006; p. 20.
- ISO 14044; Enviornmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006; p. 46.
- Gettu, R.; Patel, A.; Rathi, V.; Prakasan, S.; Basavaraj, A.S.; Palaniappan, S.; Maity, S. Influence of supplementary cementitious materials on the sustainability parameters of cements and concretes in the Indian context. Mater. Struct. 2019, 52, 10. [Google Scholar] [CrossRef]
- Mocharla, I.R.; Selvam, R.; Govindaraj, V.; Muthu, M. Performance and life-cycle assessment of high-volume fly ash concrete mixes containing steel slag sand. Constr. Build. Mater. 2022, 341, 127814. [Google Scholar] [CrossRef]
- Niewiadomski, P.; Cisiński, M. The impact of waste fluid catalytic cracking catalyst addition on the selected properties of cement pastes. Mater. Proc. 2023, 13, 10. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | CaO | SiO2 | Al2O3 | Fe2O3 | SO3 | MgO | Na2O | K2O | Ignition Loss |
|---|---|---|---|---|---|---|---|---|---|
| Cement (%) | 64.6 | 21.4 | 3.7 | 4.6 | 1.5 | 0.8 | 0.3 | 0.4 | 2.7 |
| Silica fume (%) | 0.1 | 94.2 | 0.8 | 0.3 | 0.4 | 0.5 | 0.3 | 1 | 2.4 |
| Fly ash (%) | 5.2 | 46.8 | 26.2 | 9.9 | - | 2.7 | 2.8 | 5.5 | 0.9 |
| ECAT (%) | - | 54.2 | 38.1 | - | 3.9 | 3.4 | - | - | 0.4 |
| Sample Designation | Steel Fiber (% by Volume) | Cementitious Materials (% by Weight) | |||
|---|---|---|---|---|---|
| ECAT | Cement | Fly Ash | Silica Fume | ||
| S0E0 | 0 | 0 | 71 | 13 | 16 |
| S0E5 | 0 | 5 | 66 | 13 | 16 |
| S0E10 | 0 | 10 | 61 | 13 | 16 |
| S0E15 | 0 | 15 | 56 | 13 | 16 |
| S1E0 | 1 | 0 | 71 | 13 | 16 |
| S1E5 | 1 | 5 | 66 | 13 | 16 |
| S1E10 | 1 | 10 | 61 | 13 | 16 |
| S1E15 | 1 | 15 | 56 | 13 | 16 |
| S2E0 | 2 | 0 | 71 | 13 | 16 |
| S2E5 | 2 | 5 | 66 | 13 | 16 |
| S2E10 | 2 | 10 | 61 | 13 | 16 |
| S2E15 | 2 | 15 | 56 | 13 | 16 |
| S3E0 | 3 | 0 | 71 | 13 | 16 |
| S3E5 | 3 | 5 | 66 | 13 | 16 |
| S3E10 | 3 | 10 | 61 | 13 | 16 |
| S3E15 | 3 | 15 | 56 | 13 | 16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdolpour, H.; Muthu, M.; Niewiadomski, P.; Sadowski, Ł.; Hojdys, Ł.; Krajewski, P.; Kwiecień, A. Green Manufacturing of UHPFRC Made with Waste Derived from Scrap Tires and Oil Refineries. Appl. Sci. 2024, 14, 5313. https://doi.org/10.3390/app14125313
Abdolpour H, Muthu M, Niewiadomski P, Sadowski Ł, Hojdys Ł, Krajewski P, Kwiecień A. Green Manufacturing of UHPFRC Made with Waste Derived from Scrap Tires and Oil Refineries. Applied Sciences. 2024; 14(12):5313. https://doi.org/10.3390/app14125313
Chicago/Turabian StyleAbdolpour, Hassan, Murugan Muthu, Paweł Niewiadomski, Łukasz Sadowski, Łukasz Hojdys, Piotr Krajewski, and Arkadiusz Kwiecień. 2024. "Green Manufacturing of UHPFRC Made with Waste Derived from Scrap Tires and Oil Refineries" Applied Sciences 14, no. 12: 5313. https://doi.org/10.3390/app14125313