
Virtual Sensor for Estimating the Strain-Hardening Rate of Austenitic Stainless Steels Using a Machine Learning Approach
 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Multiple Linear Regression
2.2.2. Leave-One-Out Cross-Validation
3. Results
4. Discussion
5. Conclusions
- The strain-hardening rate of each ASS grade can be accurately predicted (R coefficient exceeding 0.9800 for all analysed samples, except in three cases), due to the observed linearity between Rm and the cold thickness reduction;
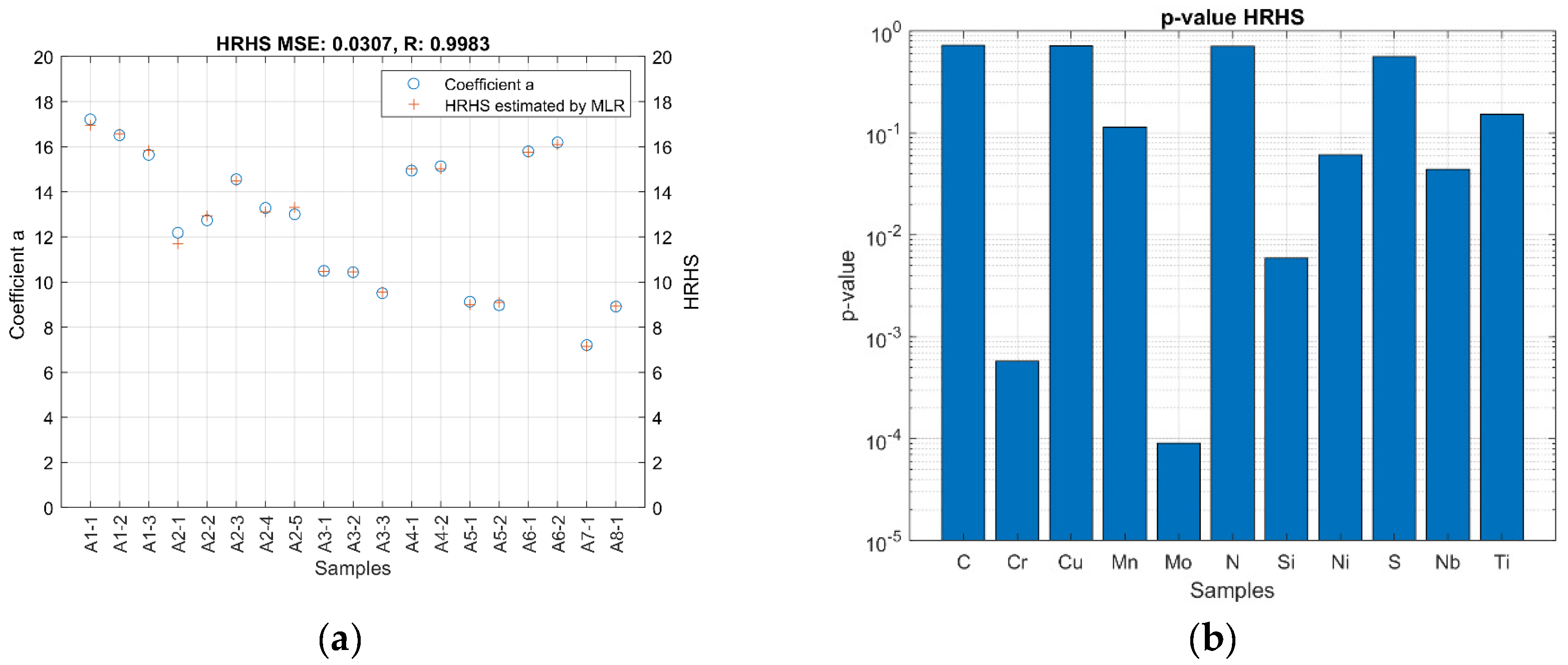
- A strong linear correlation exists between individual hardening rate values and the chemical composition across the entire austenitic family, encapsulated by a single parameter known as the HRHS (standing from Hardening Rate of Hot rolled and annealed Stainless steel sheet) coefficient; the MLR indicates a correlation of 0.9983;
- The analysis of the most significant variables in the MLR model indicates that Cr, Mo, Si, Ni, and Nb are the independent variables contributing most to estimating the HRHS value;
- Validation of the HRHS parameter is confirmed through the LOOCV strategy, with consistently high R values and low MSE across various models using different samples for validation. The correlation coefficients often exceed 0.9980 and the MSE values are lower than 0.0318;
- A simplified form of the HRHS parameter is proposed, which can be used as a practical alternative when it is not feasible to obtain chemical analyses of all alloying elements; the HRHSsimplified parameter yields acceptable results with only a modest increase in expected error.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sohrabi, M.J.; Naghizadeh, M.; Mirzadeh, H. Deformation-induced martensite in austenitic stainless steels: A review. In Archives of Civil and Mechanical Engineering; Springer Science and Business Media: Berlin/Heidelberg, Germany, 2020; Volume 20. [Google Scholar] [CrossRef]
- Järvenpää, A.; Jaskari, M.; Kisko, A.; Karjalainen, P. Processing and Properties of Reversion-Treated Austenitic Stainless Steels. Metals 2020, 10, 281. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of cold-worked austenitic stainless steels. ISIJ Int. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- Karjalainen, L.P.; Taulavuori, T.; Sellman, M.; Kyröläinen, A. Some strengthening methods for austenitic stainless steels. Steel Res. Int. 2008, 79, 404–412. [Google Scholar] [CrossRef]
- Angel, T. Formation of martensite in austenitic stainless steels. J. Iron Steel Inst. 1954, 177, 165–174. [Google Scholar]
- Nohara, K.; Ono, Y.; Ohashi, N. Composition and Grain Size Dependencies of Strain-Induced Martensitic Transformation in Metastable Austenitic Stainless Steels. Tetsu-to-Hagané 1977, 63, 772–782. [Google Scholar] [CrossRef]
- Kirsch, B.; Hotz, H.; Müller, R.; Becker, S.; Boemke, A.; Smaga, M.; Beck, T.; Aurich, J.C. Generation of deformation-induced martensite when cryogenic turning various batches of the metastable austenitic steel AISI 347. Prod. Eng. 2019, 13, 343–350. [Google Scholar] [CrossRef]
- Sjöberg, J. Influence of analysis on the properties of stainless spring steel. Wire 1973, 23, 155–158. [Google Scholar]
- Jeon, J.B.; Chang, Y.W. Effect of nitrogen on deformation-induced martensitic transformation in an austenitic 301 stainless steels. Metals 2017, 7, 503. [Google Scholar] [CrossRef]
- Masumura, T.; Fujino, K.; Tsuchiyama, T.; Takaki, S.; Kimura, K. Effect of carbon and nitrogen on Md30 in metastable austenitic stainless steel. ISIJ Int. 2021, 61, 546–555. [Google Scholar] [CrossRef]
- Mirzaie, T.; Mirzadeh, H.; Naghizadeh, M. Contribution of different hardening mechanisms during cold working of AISI 304L austenitic stainless steel. Arch. Metall. Mater. 2018, 63, 1317–1320. [Google Scholar] [CrossRef] [PubMed]
- Järvenpää, A.; Jaskari, M.; Juuti, T.; Karjalainen, P. Demonstrating the effect of precipitation on the mechanical stability of fine-grained austenite in reversion-treated 301LN stainless steel. Metals 2017, 7, 344. [Google Scholar] [CrossRef]
- Di Schino, A.; Richetta, M. Evaluation of the metallurgical parameters effect on tensile properties in austenitic stainless steels. Acta Metall. Slovaca 2017, 23, 111–121. [Google Scholar] [CrossRef]
- Arrayago, I.; Real, E.; Gardner, L. Description of stress-strain curves for stainless steel alloys. Mater. Des. 2015, 87, 540–552. [Google Scholar] [CrossRef]
- Su-Fen, W.; Yan, P.; Zhi-Jie, L. Work-hardening and deformation mechanism of cold rolled low carbon steel. Res. J. Appl. Sci. Eng. Technol. 2013, 5, 823–828. [Google Scholar] [CrossRef]
- Bhav Singh, B.; Sivakumar, K.; Balakrishna Bhat, T. Effect of cold rolling on mechanical properties and ballistic performance of nitrogen-alloyed austenitic steels. Int. J. Impact Eng. 2009, 36, 611–620. [Google Scholar] [CrossRef]
- Fernando, D.; Teng, J.G.; Quach, W.M.; De Waal, L. Full-range stress-strain model for stainless steel alloys. J. Constr. Steel Res. 2020, 173, 106266. [Google Scholar] [CrossRef]
- Jia, B.; Zhang, Y.; Rusinek, A.; Xiao, X.; Chai, R.; Gu, G. Thermo-viscoplastic behavior and constitutive relations for 304 austenitic stainless steel over a wide range of strain rates covering quasi-static, medium, high and very high regimes. Int. J. Impact Eng. 2022, 164, 104208. [Google Scholar] [CrossRef]
- Wang, S.; Xue, H.; Cui, Y.; Tang, W.; Gong, X. Effect of Different Cold Working Plastic Hardening on Mechanical Properties of 316L Austenitic Stainless Steel. Procedia Struct. Integr. 2018, 13, 1940–1946. [Google Scholar] [CrossRef]
- Janeiro, I.; Hubert, O.; Schmitt, J.H. In-situ strain induced martensitic transformation measurement and consequences for the modeling of medium Mn stainless steels mechanical behavior. Int. J. Plast. 2022, 154, 103248. [Google Scholar] [CrossRef]
- Li, T.; Zheng, J.; Chen, Z. Description of full-range strain hardening behavior of steels. SpringerPlus 2016, 5, 1316. [Google Scholar] [CrossRef] [PubMed]
- Milad, M.; Zreiba, N.; Elhalouani, F.; Baradai, C. The effect of cold work on structure and properties of AISI 304 stainless steel. J. Mater. Process. Technol. 2008, 203, 80–85. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Mahmoudiniya, M.; Kheirandish, S.; Asadiasadabad, M. The Effect of Cold Rolling on Microstructure and Mechanical Properties of a New Cr–Mn Austenitic Stainless Steel in Comparison with AISI 316 Stainless Steel. Trans. Indian Inst. Met. 2017, 70, 1251–1259. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Sandim, M.J.R.; Cohen, R.; Nagamine, L.C.C.M.; Hoffmann, J.; Bolmaro, R.E.; Sandim, H.R.Z. Effects of strain-induced martensite and its reversion on the magnetic properties of AISI 201 austenitic stainless steel. J. Magn. Magn. Mater. 2016, 419, 156–165. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Zilnyk, K.D.; Sandim, M.J.R.; Bolmaro, R.E.; Sandim, H.R.Z. Strain partitioning and texture evolution during cold rolling of AISI 201 austenitic stainless steel. Mater. Sci. Eng. A 2017, 702, 161–172. [Google Scholar] [CrossRef]
- Irvine, K.J.; Gladman, T.; Pickering, F.B. The Strength of Austenitic Stainless Steels. J. Iron Steel Inst. 1969, 207, 1017–1028. [Google Scholar]
- Contreras-Fortes, J.; Rodríguez-García, M.I.; Sales, D.L.; Sánchez-Miranda, R.; Almagro, J.F.; Turias, I. A Machine Learning Approach for Modelling Cold-Rolling Curves for Various Stainless Steels. Materials 2024, 17, 147. [Google Scholar] [CrossRef] [PubMed]
- Hertelé, S.; De Waele, W.; Denys, R. A generic stressstrain model for metallic materials with two-stage strain hardening behaviour. Int. J. Non-Linear Mech. 2011, 46, 519–531. [Google Scholar] [CrossRef]
- Cristaldi, L.; Ferrero, A.; Macchi, M.; Mehrafshan, A.; Arpaia, P. Virtual Sensors: A Tool to Improve Reliability. In Proceedings of the 2020 IEEE International Workshop on Metrology for Industry 4.0 & IoT, Rome, Italy, 3–5 June 2020; pp. 142–145. [Google Scholar] [CrossRef]
- Nimo, D.; González-Enrique, J.; Perez, D.; Almagro, J.; Urda, D.; Turias, I.J. A Virtual Sensor Approach to Estimate the Stainless Steel Final Chemical Characterisation. In Proceedings of the 17th International Conference on Soft Computing Models in Industrial and Environmental Applications (SOCO 2022), Salamanca, Spain, 5–7 September 2022; Lecture Notes in Networks and Systems (LNNS). Springer: Cham, Switzerland, 2023; Volume 531, pp. 350–360. [Google Scholar] [CrossRef]
- Abdolmohammadi, T.; Richter-Trummer, V.; Ahrens, A.; Richter, K.; Alibrahim, A.; Werner, M. Virtual Sensor-Based Geometry Prediction of Complex Sheet Metal Parts Formed by Robotic Rollforming. Robotics 2023, 12, 33. [Google Scholar] [CrossRef]
- UNE-EN 10088-2:2015; Aceros Inoxidables. Parte 2: Condiciones Técnicas de Suministro para Chapa y Bandas de Acero Resistentes a la Corrosión para Usos Generales. AENOR: Madrid, Spain, 2015.
- ACERINOX. Stainless Steel Grades. Available online: https://www.acerinox.com/es/soluciones/aceros-inoxidables/tipos-de-acero-inoxidable/ (accessed on 23 May 2024).
- ASTM A240/A240M-22a; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- Özbay, A.E.Ö. A decision tree-based damage estimation approach for preliminary seismic assessment of reinforced concrete buildings. Rev. Constr. 2023, 22, 5–15. [Google Scholar] [CrossRef]
- Dinh, T.L.A.; Aires, F. Nested leave-two-out cross-validation for the optimal crop yield model selection. Geosci. Model Dev. 2022, 15, 3519–3535. [Google Scholar] [CrossRef]
- Rácz, A.; Bajusz, D.; Héberger, K. Modelling methods and cross-validation variants in QSAR: A multi-level analysis. SAR QSAR Environ. Res. 2018, 29, 661–674. [Google Scholar] [CrossRef] [PubMed]
- Grimaldi, P.; Lorenzati, M.; Ribodino, M.; Signorino, E.; Buffo, A.; Berchialla, P. Predicting Astrocytic Nuclear Morphology with Machine Learning: A Tree Ensemble Classifier Study. Appl. Sci. 2023, 13, 4289. [Google Scholar] [CrossRef]
- Ab Razak, N.A.; Sahran, S. Lightweight Micro-Expression Recognition on Composite Database. Appl. Sci. 2023, 13, 1846. [Google Scholar] [CrossRef]
- Rankouhi, B.; Jahani, S.; Pfefferkorn, F.E.; Thoma, D.J. Compositional grading of a 316L-Cu multi-material part using machine learning for the determination of selective laser melting process parameters. Addit. Manuf. 2021, 38, 101836. [Google Scholar] [CrossRef]
- Pakzad, S.S.; Ghalehnovi, M.; Ganjifar, A. A comprehensive comparison of various machine learning algorithms used for predicting the splitting tensile strength of steel fiber-reinforced concrete. Case Stud. Constr. Mater. 2024, 20, e03092. [Google Scholar] [CrossRef]
- Peta, K.; Zurek, J. Prediction of air leakage in heat exchangrs for automotive applications using artificial neural networks. In Proceedings of the 2018 9th IEEE Annual Ubiquitous Computing, Electronics & Mobile Communication Conference (UEMCON), New York, NY, USA, 8–10 November 2018; pp. 721–725. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ID. | AISI [36] | EN [34] | C | Si | Mn | Cr | Ni | Cu | Mo | N | Nb | Ti | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1 | 301 | 1.4310 | 0.105 | 0.86 | 1.24 | 16.78 | 6.71 | 0.20 | 0.34 | 0.069 | 0.013 | 0.008 | 0.0010 |
| A2 | 304 | 1.4301 | 0.029 | 0.38 | 1.75 | 17.89 | 8.06 | 0.42 | 0.25 | 0.074 | 0.011 | 0.010 | 0.0010 |
| A3 | 316L | 1.4404 | 0.022 | 0.35 | 1.38 | 16.70 | 10.28 | 0.32 | 2.26 | 0.053 | 0.021 | 0.009 | 0.0020 |
| A4 | (ACX 041) | - | 0.083 | 0.43 | 9.62 | 15.95 | 1.46 | 0.19 | 0.03 | 0.160 | 0.005 | 0.019 | 0.0020 |
| A5 | 310S | 1.4845 | 0.045 | 0.55 | 1.36 | 24.60 | 19.15 | 0.18 | 0.01 | 0.025 | 0.011 | 0.003 | 0.0010 |
| A6 | 201 | 1.4372 | 0.076 | 0.50 | 7.06 | 16.12 | 4.32 | 0.58 | 0.18 | 0.083 | 0.008 | 0.004 | 0.0010 |
| A7 | 904L | 1.4539 | 0.019 | 0.42 | 1.50 | 19.58 | 24.52 | 1.40 | 4.25 | 0.015 | 0.022 | 0.006 | 0.0010 |
| A8 | 309S | 1.4833 | 0.044 | 0.49 | 1.63 | 22.37 | 13.94 | 0.28 | 0.49 | 0.058 | 0.007 | 0.013 | 0.0010 |
| Model | Variables | Symbol | Description (Units) |
|---|---|---|---|
| LR | Input | red | Cold thickness reduction (%) |
| Output | Rm | Tensile Strength (MPa) | |
| MLR | Input | Ni, Cr, Cu, Mn, Mo, Si, C, N, S, Ti, and Nb | Concentration of each alloying element (%) |
| Output | HRHS | Theoretical hardening rate of a hot rolled and annealed stainless steel sheet (dimensionless) |
| Steel Grade | A1 | A2 | A3 | A4 | A5 | A6 | A7 | A8 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| # Sample | 1 | 2 | 3 | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 1 | |
| # model | LOO-1 | |||||||||||||||||||
| LOO-2 | ||||||||||||||||||||
| LOO-3 | ||||||||||||||||||||
| … | ||||||||||||||||||||
| LOO-19 | ||||||||||||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Contreras-Fortes, J.; Rodríguez-García, M.I.; Sales, D.L.; Sánchez-Miranda, R.; Almagro, J.F.; Turias, I. Virtual Sensor for Estimating the Strain-Hardening Rate of Austenitic Stainless Steels Using a Machine Learning Approach. Appl. Sci. 2024, 14, 5508. https://doi.org/10.3390/app14135508
Contreras-Fortes J, Rodríguez-García MI, Sales DL, Sánchez-Miranda R, Almagro JF, Turias I. Virtual Sensor for Estimating the Strain-Hardening Rate of Austenitic Stainless Steels Using a Machine Learning Approach. Applied Sciences. 2024; 14(13):5508. https://doi.org/10.3390/app14135508
Chicago/Turabian StyleContreras-Fortes, Julia, M. Inmaculada Rodríguez-García, David L. Sales, Rocío Sánchez-Miranda, Juan F. Almagro, and Ignacio Turias. 2024. "Virtual Sensor for Estimating the Strain-Hardening Rate of Austenitic Stainless Steels Using a Machine Learning Approach" Applied Sciences 14, no. 13: 5508. https://doi.org/10.3390/app14135508