
The Influence of the Strain-Hardening Model in the Axial Force Prediction of Single Point Incremental Forming

 , , and
, , and 
Abstract
:1. Introduction
1.1. Background
1.2. Analytical Forming Force Prediction Models
1.3. Numerical Forming Force Prediction
2. Materials and Methods
2.1. Materials
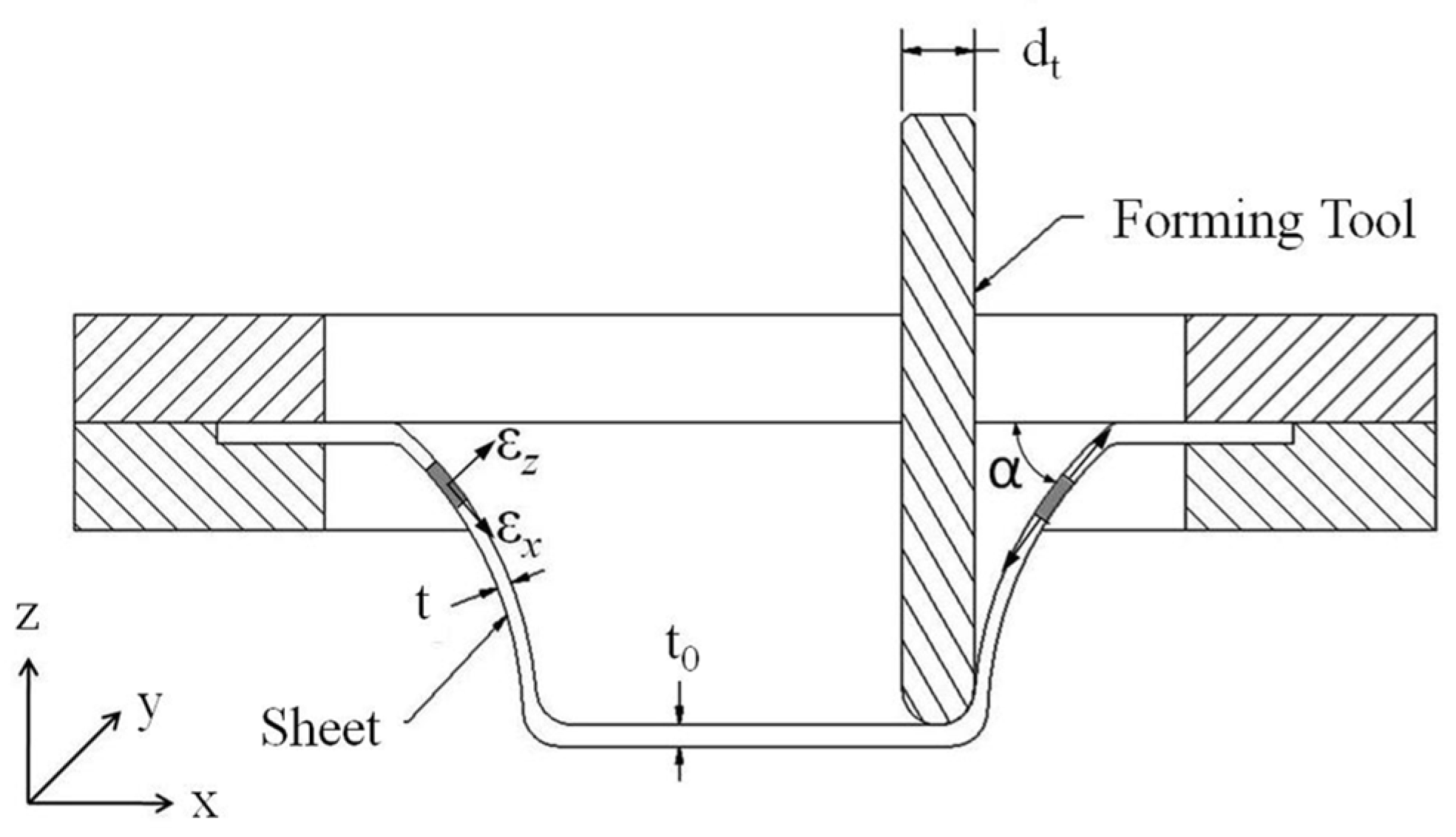
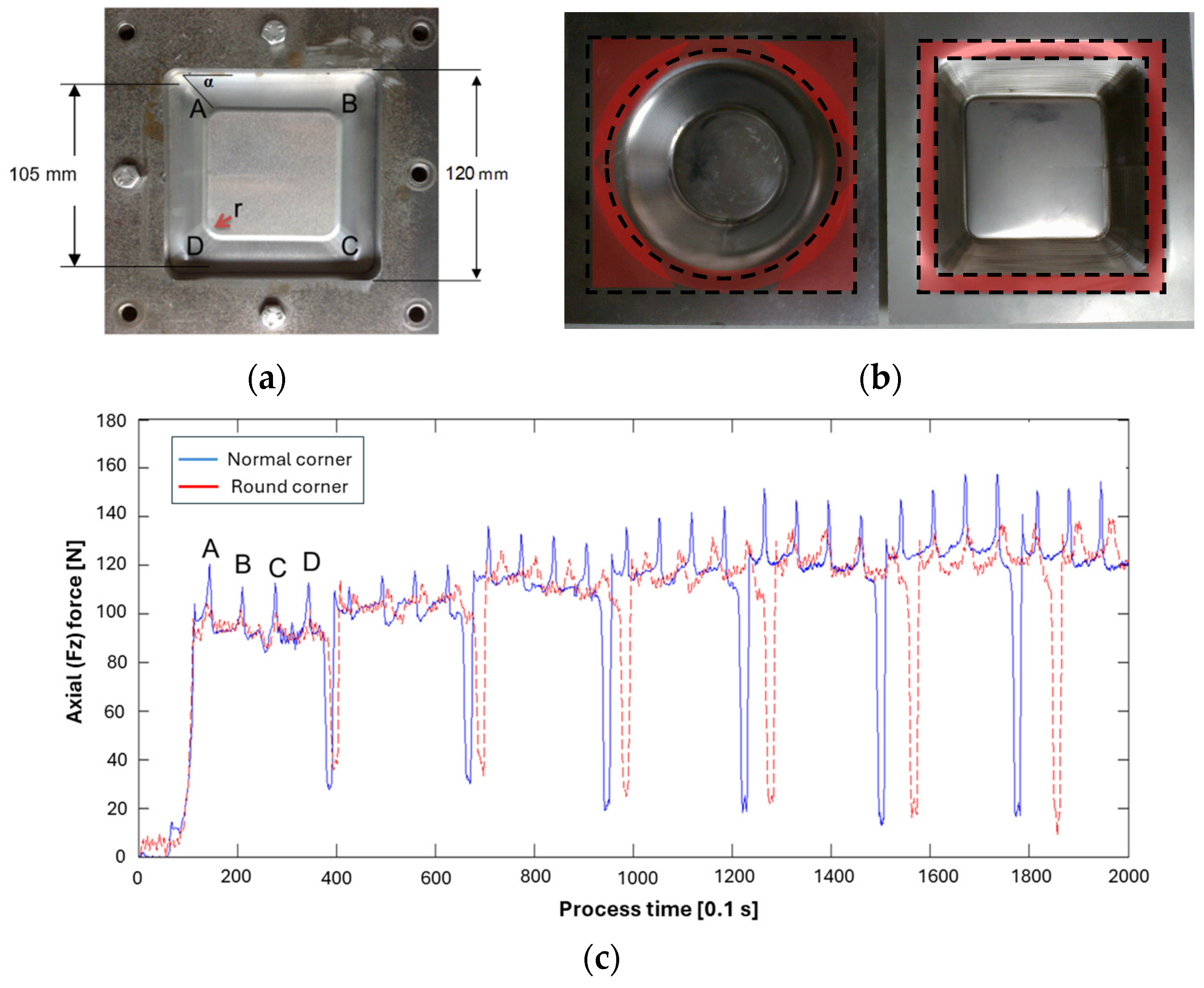
2.2. Geometry of the Studied Parts
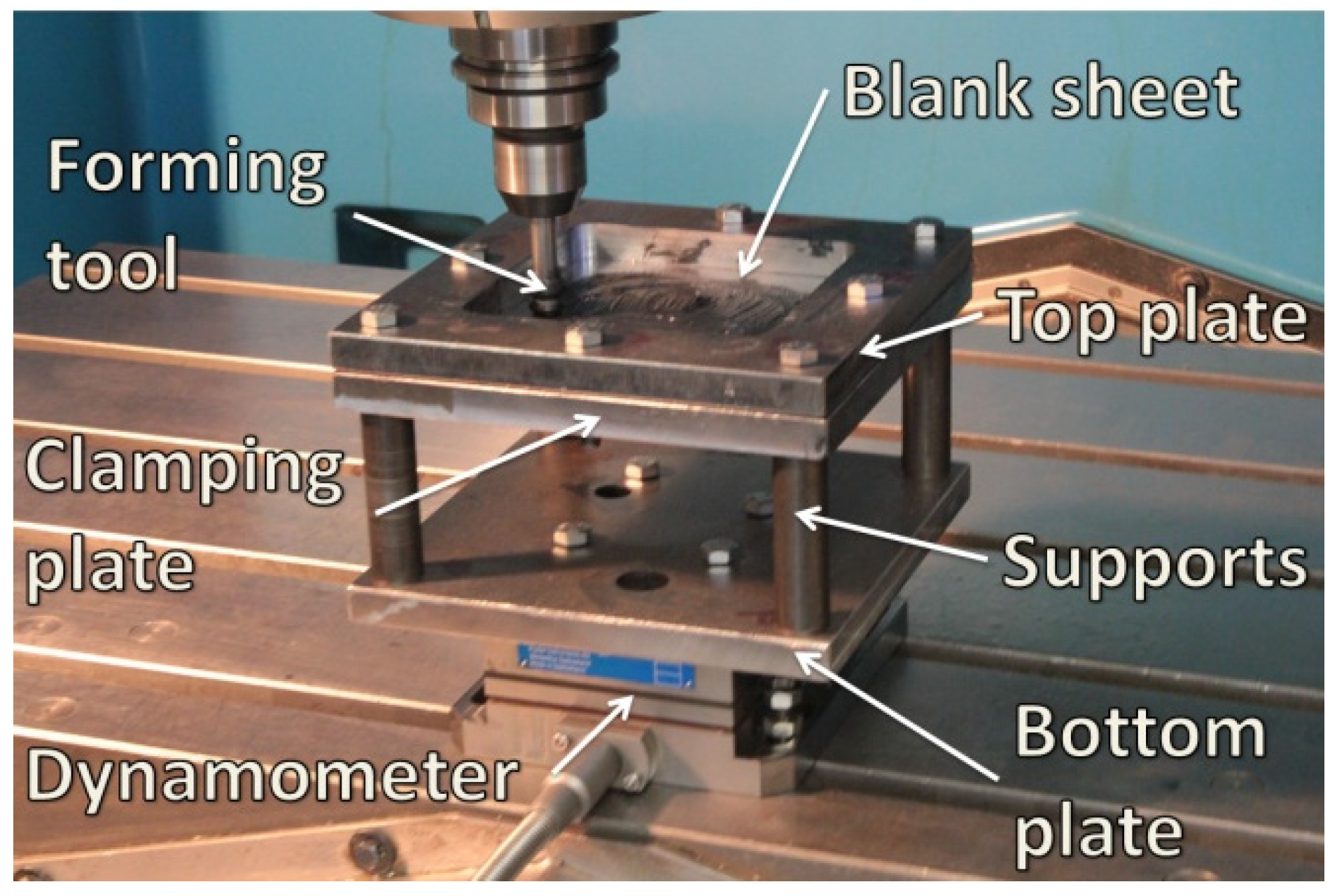
2.3. Experimental Procedure
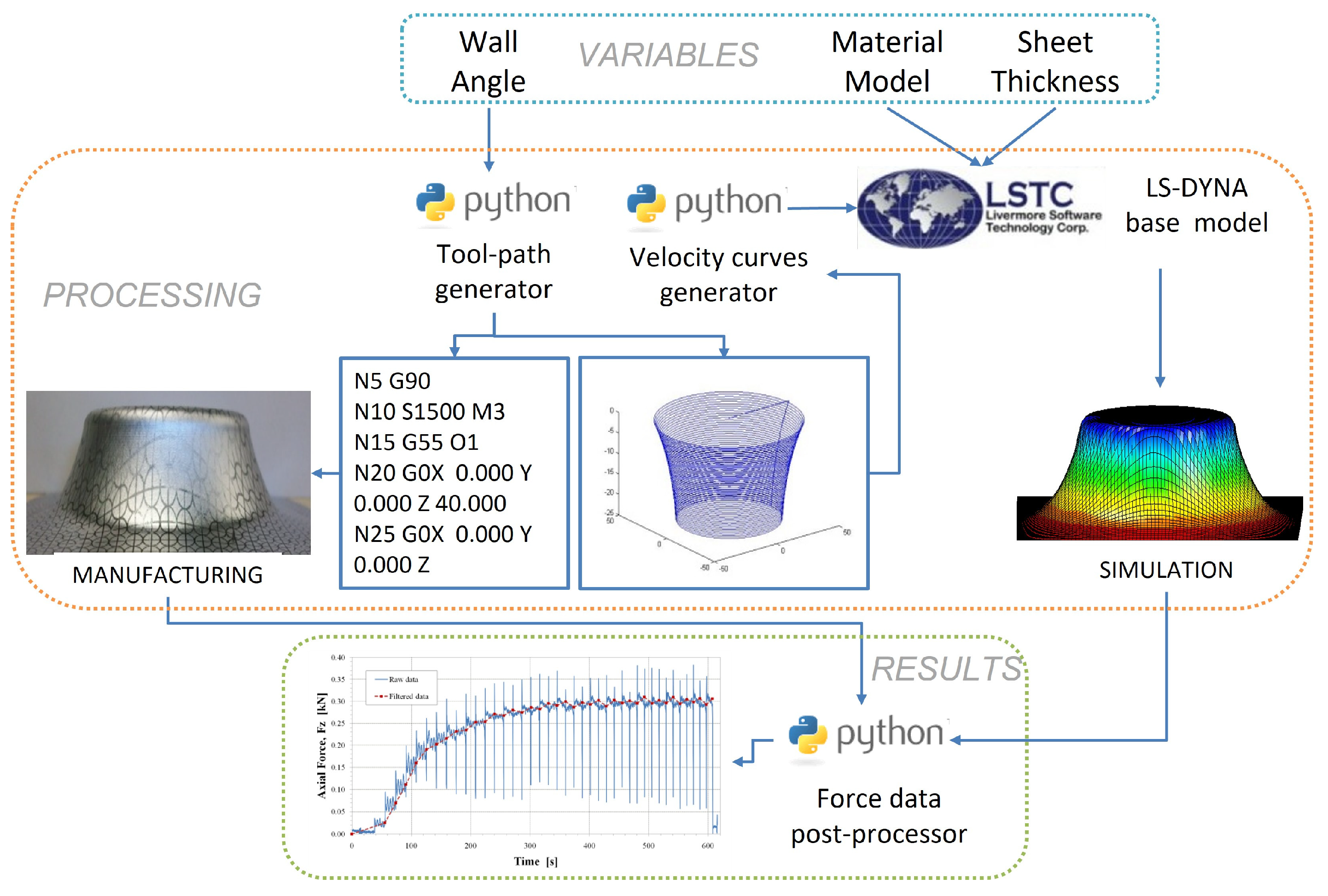
2.4. Numerical Procedure
3. Results
3.1. Experimental Results and Estimation from Analytical Models
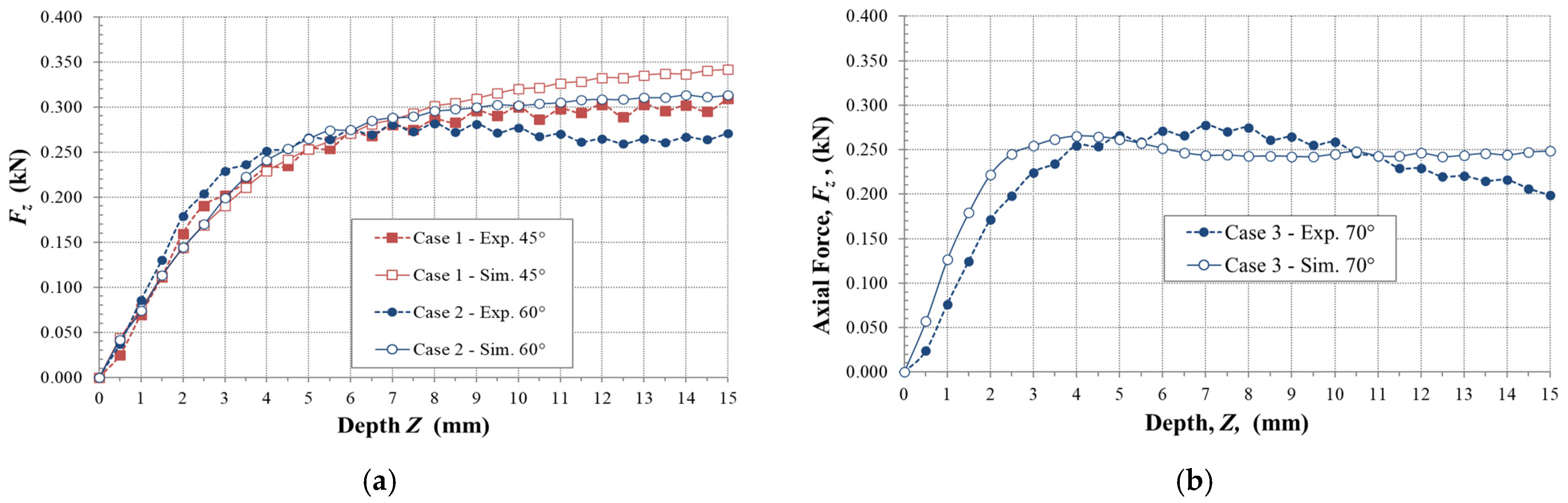
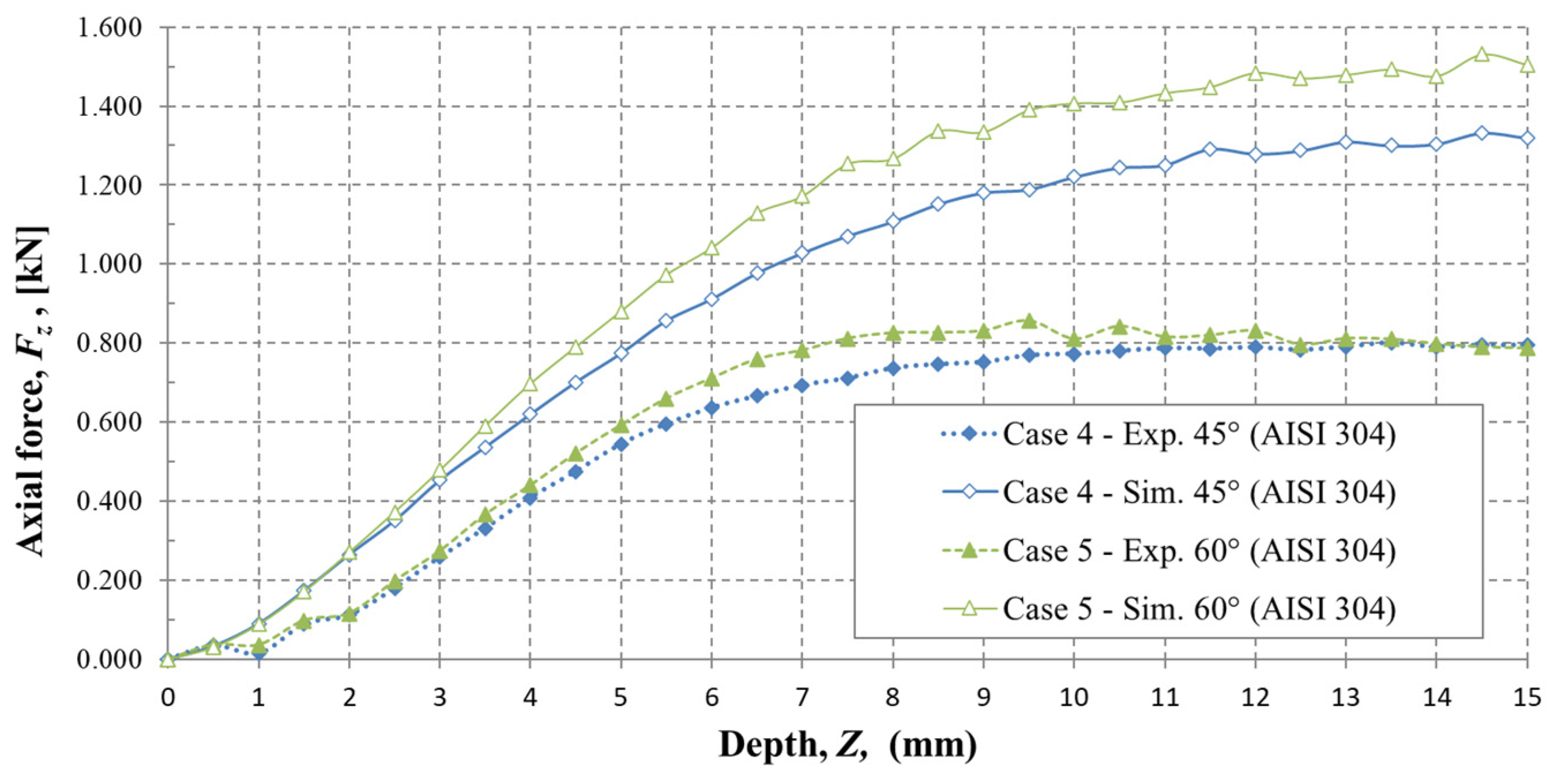
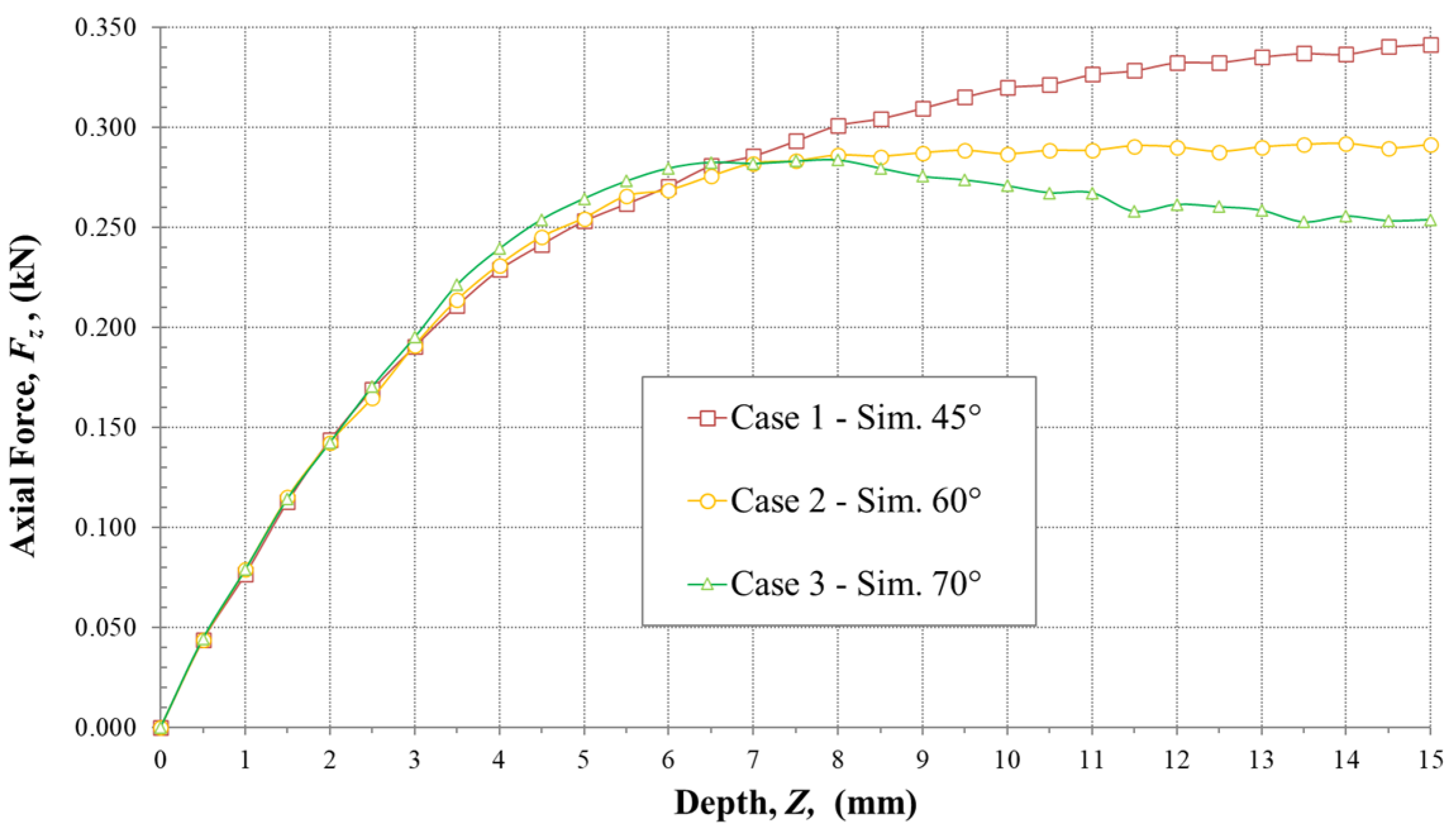
3.2. Force Estimation from FEM Models
3.3. Refinement of FEM Models: Hardening Rule
4. Discussion
4.1. Examination of the Analytical Models
4.2. Assessment of the Numerical Models
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric single point incremental forming of sheet metal. CIRP Ann. Manuf. Technol. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Oleksik, V.; Bologa, O.; Breaz, R.; Racz, G. Comparison between the numerical simulations of incremental sheet forming and conventional stretch forming process. Int. J. Mater. Form. 2008, 1, 1187–1190. [Google Scholar] [CrossRef]
- Bârsan, A.; Racz, S.G.; Breaz, R.; Crenganiș, M. Dynamic analysis of a robot-based incremental sheet forming using Matlab-Simulink SimscapeTM environment. Mater. Today Proc. 2022, 62, 2538–2542. [Google Scholar] [CrossRef]
- Ceretti, E.; Giardini, C.; Attanasio, A. Experimental and simulative results in sheet incremental forming on CNC machines. J. Mater. Process Technol. 2004, 152, 176–184. [Google Scholar] [CrossRef]
- Allwood, J.M.; Houghton, N.E.; Jackson, K.P. The Design of an Incremental Sheet Forming Machine. Adv. Mater. Res. 2005, 6–8, 471–478. [Google Scholar] [CrossRef]
- De Sousa, R.J.A.; Ferreira, J.A.F.; De Farias, J.B.S.; Torrão, J.N.D.; Afonso, D.G.; Martins, M.A.B.E. SPIF-A: On the development of a new concept of incremental forming machine. Struct. Eng. Mech. 2014, 49, 645–660. [Google Scholar] [CrossRef]
- Jeswiet, J.; Duflou, J.R.; Szekeres, A. Forces in Single Point and Two Point Incremental Forming. Adv. Mater. Res. 2005, 6–8, 449–456. [Google Scholar] [CrossRef]
- Duflou, J.R.; Szekeres, A.; Vanherck, P. Force Measurements for Single Point Incremental Forming: An Experimental Study. Adv. Mater. Res. 2005, 6–8, 441–448. [Google Scholar] [CrossRef]
- Bagudanch, I.; Centeno, G.; Vallellano, C.; Garcia-Romeu, M.L. Forming force in Single Point Incremental Forming under different bending conditions. Procedia Eng. 2013, 63, 354–360. [Google Scholar] [CrossRef]
- Kumar, A.; Gulati, V.; Kumar, P.; Singh, H. Forming force in incremental sheet forming: A comparative analysis of the state of the art. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 251. [Google Scholar] [CrossRef]
- Iseki, H. An approximate deformation analysis and FEM analysis for the incremental bulging of sheet metal using a spherical roller. J. Am. Acad. Dermatol. 2001, 111, 150–154. [Google Scholar] [CrossRef]
- Aerens, R.; Eyckens, P.; Van Bael, A.; Duflou, J.R. Force prediction for single point incremental forming deduced from experimental and FEM observations. Int. J. Adv. Manuf. Technol. 2009, 46, 969–982. [Google Scholar] [CrossRef]
- Li, Y.; Daniel, W.J.T.; Liu, Z.; Lu, H.; Meehan, P.A. Deformation mechanics and efficient force prediction in single point incremental forming. J. Mater. Process Technol. 2015, 221, 100–111. [Google Scholar] [CrossRef]
- Bansal, A.; Lingam, R.; Yadav, S.K.; Reddy, N.V. Prediction of forming forces in single point incremental forming. J. Manuf. Process. 2017, 28, 486–493. [Google Scholar] [CrossRef]
- Chang, Z.; Li, M.; Chen, J. Analytical modeling and experimental validation of the forming force in several typical incremental sheet forming processes. Int. J. Mach. Tools Manuf. 2019, 140, 62–76. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Y. Small data-driven modeling of forming force in single point incremental forming using neural networks. Eng. Comput. 2020, 36, 1589–1597. [Google Scholar] [CrossRef]
- Verbert, J.; Aerens, R.; Vanhove, H.; Aertbeliën, E.; Duflou, J.R. Obtainable accuracies and compensation strategies for robot supported SPIF. Key Eng. Mater. 2009, 410–411, 679–687. [Google Scholar] [CrossRef]
- Meier, H.; Buff, B.; Laurischkat, R.; Smukala, V. Increasing the part accuracy in dieless robot-based incremental sheet metal forming. CIRP Ann. Manuf. Technol. 2009, 58, 233–238. [Google Scholar] [CrossRef]
- Ambrogio, G.; Filice, L.; Micari, F. A force measuring based strategy for failure prevention in incremental forming. J. Mater. Process. Technol. 2006, 177, 413–416. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G.; Butt, S.I. Force variations with defects and a force-based strategy to control defects in SPIF. Mater. Manuf. Process. 2014, 29, 1197–1204. [Google Scholar] [CrossRef]
- Araghi, B.T.; Manco, G.L.; Bambach, M.; Hirt, G. Investigation into a new hybrid forming process: Incremental sheet forming combined with stretch forming. CIRP Ann. Manuf. Technol. 2009, 58, 225–228. [Google Scholar] [CrossRef]
- Hadoush, A.; van den Boogaard, A.H. Substructuring in the implicit simulation of single point incremental sheet forming. Int. J. Mater. Form. 2009, 2, 181–189. [Google Scholar] [CrossRef]
- Eyckens, P.; Van Bael, A.; Aerens, R.; Duflou, J.; Van Houtte, P. Small-scale finite element modelling of the plastic deformation zone in the incremental forming process. Int. J. Mater. Form. 2008, 1, 1159–1162. [Google Scholar] [CrossRef]
- Lequesne, C.; Henrard, C.; Bouffioux, C. Adaptive remeshing for incremental forming simulation. Numer. Simul. 2008, 32, 399–403. [Google Scholar]
- Robert, C.; Ayed, L.B.; Delamézière, A.; Santo, P.D.; Batoz, J.L. Development of a simplified approach of contact for incremental sheet forming. Int. J. Mater. Form. 2010, 3, 987–990. [Google Scholar] [CrossRef]
- Bambach, M.; Hirt, G. Error analysis in explicit finite element analysis of incremental sheet forming. AIP Conf. Proc. 2007, 908, 859–864. [Google Scholar] [CrossRef]
- Pepelnjak, T.; Sevšek, L.; Lužanin, O.; Milutinović, M. Finite Element Simplifications and Simulation Reliability in Single Point Incremental Forming. Materials 2022, 15, 3707. [Google Scholar] [CrossRef] [PubMed]
- He, S.; Van Bael, A.; van Houtte, P.; Duflou, J.R.; Szekeres, A.; Henrard, C.; Habraken, A.M. Finite Element Modeling of Incremental Forming of Aluminum Sheets. Adv. Mater. Res. 2005, 6-8, 525–532. [Google Scholar] [CrossRef]
- Hirt, G.; Ames, J.; Bambach, M. Validation of FEA for asymmetric incremental sheet forming by on-line measurements of deformation and tool forces. Prod. Eng. 2006, 13, 39–44. [Google Scholar]
- Bambach, M.; Hirt, G.; Junk, S. Modelling and experimental evaluation of the incremental CNC sheet metal forming process. Proc. VII-Th Int. Conf. Comput. Plast. 2003, 23, 2630–2642. [Google Scholar]
- Jackson, K.; Allwood, J. The mechanics of incremental sheet forming. J. Mater. Process Technol. 2008, 209, 1158–1174. [Google Scholar] [CrossRef]
- Barlat, F. Material Modeling for Sheet Metal Forming Simulations. Numisheet 2008, 2008, 27–36. [Google Scholar]
- Perez-Santiago, R.; Fiorentino, A.; Marzi, R.; Rodriguez, C.A. Advances in simulation of two point incremental forming. AIP Conf. Proc. 2011, 1353, 183–188. [Google Scholar] [CrossRef]
- Henrard, C.; Bouffioux, C.; Eyckens, P.; Sol, H.; Duflou, J.R.; Van Houtte, P.; Van Bael, A.; Duchêne, L.; Habraken, A.M. Forming forces in single point incremental forming: Prediction by finite element simulations, validation and sensitivity. Comput. Mech. 2010, 47, 573–590. [Google Scholar] [CrossRef]
- Suzuki, T.; Okamura, K.; Capilla, G.; Hamasaki, H.; Yoshida, F. Effect of anisotropy evolution on circular and oval hole expansion behavior of high-strength steel sheets. Int. J. Mech. Sci. 2018, 146–147, 556–570. [Google Scholar] [CrossRef]
- Bouffioux, C.; Pouteau, P.; Duchêne, L.; Vanhove, H.; Duflou, J.R.; Habraken, A.M. Material data identification to model the single point incremental forming process. Int. J. Mater. Form. 2010, 3, 979–982. [Google Scholar] [CrossRef]
- Esmaeilpour, R.; Kim, H.; Park, T.; Pourboghrat, F.; Agha, A.; Abu-Farha, F. Effect of hardening law and process parameters on finite element simulation of single point incremental forming (SPIF) of 7075 aluminum alloy sheet. Mech. Ind. 2020, 21, 302. [Google Scholar] [CrossRef]
- Pérez-Santiago, R.; Bagudanch, I.; García-Romeu, M.L. Force modelling in single point incremental forming of variable wall angle components. Key Eng. Mater. 2011, 473, 833–840. [Google Scholar] [CrossRef]
- Wang, J.; Nair, M.; Zhang, Y. An efficient force prediction strategy for single point incremental sheet forming. Int. J. Adv. Manuf. Technol. 2017, 92, 3931–3939. [Google Scholar] [CrossRef]
- MathWorks, T. MATLAB (R2022a); The MathWorks Inc.: The Natick Mall, MA, USA, 2022. [Google Scholar]
- Pérez-Santiago, R.; Bagudanch, I.; García-Romeu, M.L.; Hendrichs, N. Effect of strain hardening exponent in the incremental sheet forming force. In Proceedings of the Metal Forming International Conference, Kraków, Poland, 16–19 September 2012; pp. 439–442. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | E (MPa) | γ (-) | Y (MPa) | TS (MPa) | K (MPa) | n (-) |
|---|---|---|---|---|---|---|
| AA1050-H24 | 70,000 | 0.36 | 124 | 127 | 157 | 0.040 |
| AISI304 | 207,000 | 0.30 | 269 | 669 | 1332 | 0.395 |
| Toolpath | Tool | Replicas |
|---|---|---|
| Bidirectional contouring; ∆z = 0.5 mm | Feed rate: 1000 mm/min Rotation: 1000 rpm Diameter: 10 mm Material: Vanadis 23® | 3 |
| Case ID | Material | Vertical Step Δz (mm) | Tool Diameter dt (mm) | Wall Angle α (deg) | Thickness t0 (mm) | Experimental Fz (kN) | Aerens’ Fzs (kN) | Iseki’s Fz (kN) |
|---|---|---|---|---|---|---|---|---|
| 1 | AA1050-H24 | 0.5 | 10 | 45 | 0.8 | 0.309 | 0.355 | 0.700 |
| 2 | AA1050-H24 | 0.5 | 10 | 60 | 0.8 | 0.282 | 0.322 | 0.624 |
| 3 | AA1050-H24 | 0.5 | 10 | 70 | 0.8 | 0.277 | 0.253 | 0.471 |
| 4 | AISI304 | 0.5 | 10 | 45 | 0.5 | 0.801 | 0.891 | 2.679 |
| 5 | AISI304 | 0.5 | 10 | 60 | 0.5 | 0.857 | 0.810 | 3.051 |
| Case ID | Material | Shape | Wall Angle α (deg) | Experimental Fz (kN) | FEM Fz (kN) | Error (%) |
|---|---|---|---|---|---|---|
| 1 | AA1050-H24 | Pyramid | 45 | 0.309 | 0.341 | 10.4 |
| 2 | AA1050-H24 | Pyramid | 60 | 0.282 | 0.314 | 11.3 |
| 3 | AA1050-H24 | Pyramid | 70 | 0.277 | 0.265 | −4.3 |
| 4 | AISI304 | Pyramid | 45 | 0.801 | 1.331 | 66.2 |
| 5 | AISI304 | Pyramid | 60 | 0.857 | 1.531 | 78.6 |
| Case ID | Material | Shape | Wall Angle α [deg] | Experiment Fz [kN] | Imp. FEM Fz [kN] | Error (%) |
|---|---|---|---|---|---|---|
| 2 | AA1050-H24 | Pyramid | 60 | 0.282 | 0.292 | 3.5 |
| 3 | AA1050-H24 | Pyramid | 70 | 0.277 | 0.284 | 2.5 |
| 5 | AISI304 | Pyramid | 60 | 0.857 | 1.048 | 22.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perez-Santiago, R.; Hendrichs, N.J.; Capilla-González, G.; Vázquez-Lepe, E.; Cuan-Urquizo, E. The Influence of the Strain-Hardening Model in the Axial Force Prediction of Single Point Incremental Forming. Appl. Sci. 2024, 14, 5705. https://doi.org/10.3390/app14135705
Perez-Santiago R, Hendrichs NJ, Capilla-González G, Vázquez-Lepe E, Cuan-Urquizo E. The Influence of the Strain-Hardening Model in the Axial Force Prediction of Single Point Incremental Forming. Applied Sciences. 2024; 14(13):5705. https://doi.org/10.3390/app14135705
Chicago/Turabian StylePerez-Santiago, Rogelio, Nicolas J. Hendrichs, Gustavo Capilla-González, Elisa Vázquez-Lepe, and Enrique Cuan-Urquizo. 2024. "The Influence of the Strain-Hardening Model in the Axial Force Prediction of Single Point Incremental Forming" Applied Sciences 14, no. 13: 5705. https://doi.org/10.3390/app14135705
APA StylePerez-Santiago, R., Hendrichs, N. J., Capilla-González, G., Vázquez-Lepe, E., & Cuan-Urquizo, E. (2024). The Influence of the Strain-Hardening Model in the Axial Force Prediction of Single Point Incremental Forming. Applied Sciences, 14(13), 5705. https://doi.org/10.3390/app14135705