
Study of the Dependence of the Properties of the Ti EBPVD Layer Deposited on the Inner Surface of the Tube on the Position of the Evaporated Target Using the Statistical Methods

Abstract
1. Introduction
2. Material and Methods
Experiment Execution
3. Theory/Calculation
3.1. Ti Layer
- height of the measured place above the target H (mm) (Figure 4),
- tube radius R (mm) (Figure 4),
- the values of the β angles at which the titanium grains hit the coated surface (Figure 4),
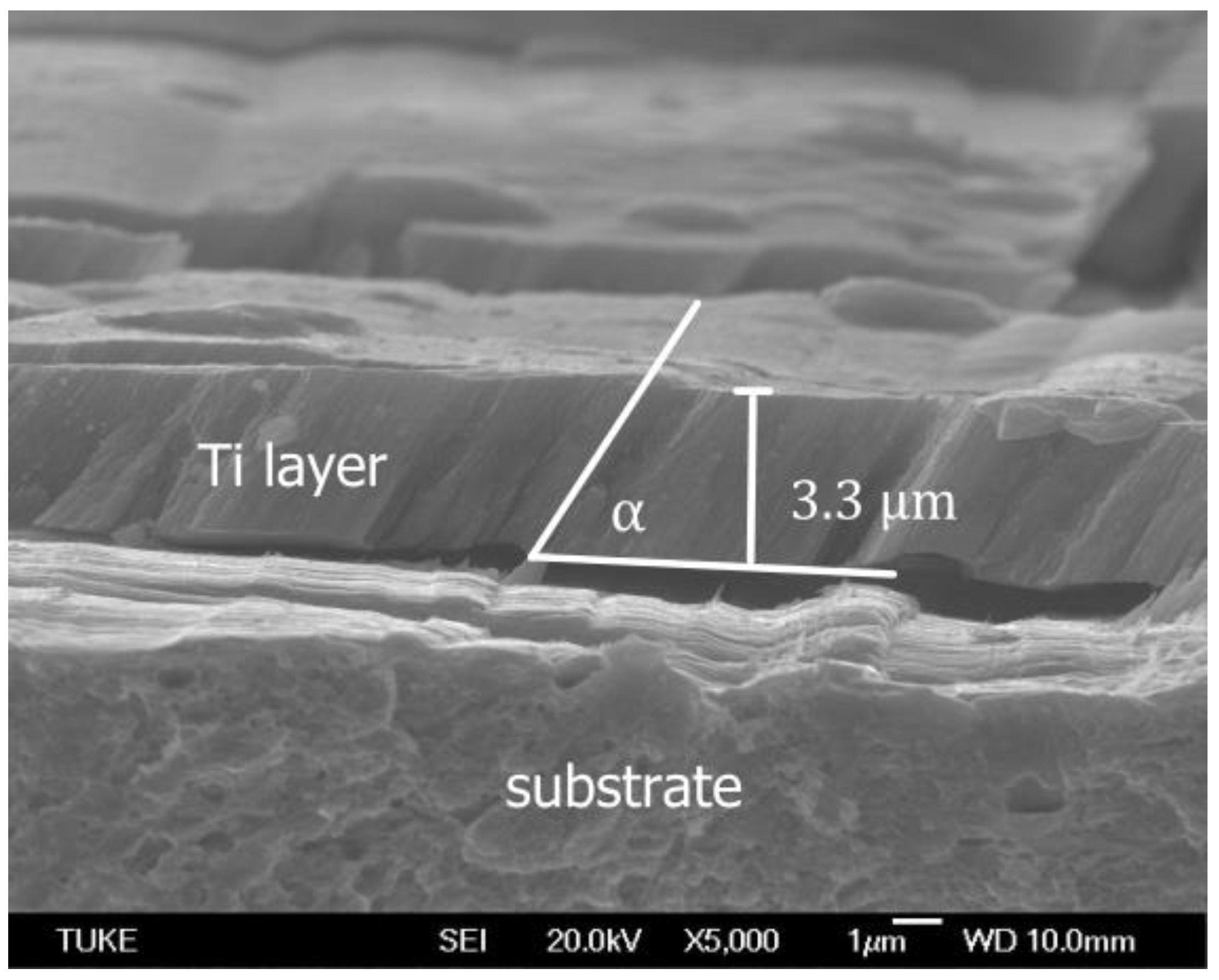
- values of α angles under which Ti particles evaporated and formed columnar grains (α—angle of growth of columnar grains) (Figure 5),
- values of the thickness of the applied coating.
3.2. Statistical Methods
4. Results
- monitor the influence of selected variables (height of the measured location above the target, tube radius) on variables (angle of grain growth, thickness of the deposited layer, adhesion in the direction of grain growth, adhesion against the direction of grain growth, roughness of the deposited layer) through a two-factor variance analysis,
- determine the dependence of monitored variables (angle of grain growth, thickness of the deposited layer, adhesion in the direction of grain growth, adhesion against the direction of grain growth, roughness of the deposited layer) on selected variables (height of the measured place above the target X1, tube radius X2) through multiple regression analysis.
4.1. Characteristics of Variables
4.2. Effect of Factors on Monitored Variables (Two-Factor ANOVA)
4.3. Tracking the Dependence of Variables (Regression and Correlation Analysis)
4.4. Angle of Grain Growth
4.5. Thickness of the Deposited Layer
4.6. Adhesion
4.7. Roughness of the Deposited Layer
5. Conclusions
- The Ti coating has a columnar microstructure,
- with the given settings of the input variables (height of the measured place above the target, radius of the tube), the grain growth angle takes values from 40° to 61°,
- there is a significant influence of the height of the measured place above the target and the radius of the tube on the grain growth angle,
- the angle of growth of the grains increases with the increasing radius of the tube, on the contrary, the increase of the height of the measured place above the target causes a decrease in the angle of growth of the grains
- there is a significant influence of the height of the measured location above the target and the tube radius on adhesion,
- there is a significant effect of the height of the measured location above the target on the thickness of the deposited layer,
- the influence of the height of the measured place above the target and the radius of the tube on the roughness of the deposited layer was not confirmed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhushan, B.; Gupta, B.K. Handbook of Tribolohy; McGraw-Hill Inc.: Columbus, OH, USA, 1991; p. 1069. ISBN 0-07-005249-2. [Google Scholar]
- Thornton, J.A. High Rate Thick Film Growth. Annu. Rev. Mater. Sci. 1977, 7, 239–260. [Google Scholar] [CrossRef]
- Ensinger, W. Low energy ion assist during deposition—An effective tool for controlling thin film microstructure. Nucl. Instrum. Methods Phys. Res. B 1997, 127–128, 796–808. [Google Scholar] [CrossRef]
- Chen, L.; Lu, T.M.; Wang, G.C. Incident flux angle induced crystal texture transformation in nanostructured molybdenum films. J. Appl. Phys. 2012, 112, 024303. [Google Scholar] [CrossRef]
- Kottfer, D.; Ferdinandy, M.; Kaczmarek, Ł.; Trebuňa, P.; Hvizdoš, P. The study of selected properties of Ti EB PVD coating deposited onto inner tube surface at low temperature. Arch. Metall. Mater. 2016, 61, 67–74. [Google Scholar] [CrossRef]
- Wu, H.; Tian, X.; Zheng, L.; Gong, C.; Luo, P. Improvement of plasma uniformity and mechanical properties of Cr films deposited on inner surface of tube by auxiliary anode near tube tail. Plasma Sci. Technol. 2022, 24, 054008. [Google Scholar] [CrossRef]
- Michau, A.; Maury, F.; Schuster, F.; Nuta, I.; Gazal, Y.; Boichot, R.; Pons, M. Chromium Carbide Growth by Direct Liquid Injection Chemical Vapor Deposition in Long and Narrow Tubes, Experiments, Modeling and Simulation. Coatings 2018, 8, 220. [Google Scholar] [CrossRef]
- Pillaca, E.J.D.M.; Ramírez, M.A.; Bernal, J.M.G.; Lugo, D.C.; Trava-Airoldi, J.V. DLC deposition inside of a long tube by using the pulsed-DC PECVD process. Surf. Coat. Technol. 2019, 359, 55–61. [Google Scholar] [CrossRef]
- Kong, L.; Zhang, M.; Wei, X.; Wang, Y.; Zhang, G.; Wu, Z. Observation of uniformity of diamond-like carbon coatings utilizing hollow cathode discharges inside metal tubes. Surf. Coat. Technol. 2019, 375, 123–131. [Google Scholar] [CrossRef]
- Wang, Z.J.; Tian, X.B.; Gong, C.Z.; Shi, J.W.; Yang, S.Q.; Fu, R.K.Y.; Chu, P.K. Plasma immersion ion implantation into cylindrical bore using internal inductively coupled radio-frequency discharge. Surf. Coat. Technol. 2012, 206, 5042–5045. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Guo, C.Q.; Yang, W.J.; Chen, Y.Q.; Yu, B.H. TiN films deposition inside stainless-steel tubes using magnetic field-enhanced arc ion plating. Vacuum 2015, 112, 46–54. [Google Scholar] [CrossRef]
- Ma, X.X.; Yukimura, K.; Ikehata, T.; Miyagawa, Y. Ion current on the inner surface of a pipe by plasma-based ion implantation and deposition. Nucl. Instrum. Methods Phys. Res. B 2003, 206, 813–816. [Google Scholar] [CrossRef]
- Yukimura, K.; Kuze, E.; Kumagai, M.; Kohata, M.; Numata, K.; Saito, H.; Maruyama, T.; Ma, X. Coating and ion implantation to the inner surface of a pipe by metal plasma-based ion implantation and deposition. Surf. Coat. Technol. 2003, 169–170, 411–414. [Google Scholar] [CrossRef]
- Datta, S.; Pratihar, D.K.; Bandyopadhyay, P.P. Modeling of plasma spray coating process using statistical regression analysis. Int. J. Adv. Manuf. Technol. 2013, 65, 967–980. [Google Scholar] [CrossRef]
- Song, Y.A.; Xu, B.S.; Wang, H.D.; Li, M.; Piao, Z.Y. Regression analysis of bonding strength of sprayed coatings based on acoustic emission signal. Int. J. Mater. Res. 2015, 106, 166–175. [Google Scholar] [CrossRef]
- Godoy, C.; Batista, J.C.A. Adhesion evaluation of plasma sprayed coatings using piecewise linear regression analysis. J. Therm. Spray Technol. 1999, 8, 531–536. [Google Scholar] [CrossRef]
- Hong, J.H.; Kwon, S.J. Analysis of coating weight and iron content for iron-zinc alloy coatings by using X-ray fluorescence with multiple regression. J. Korean Phys. Soc. 2003, 42, 413–417. [Google Scholar]
- Chen, J.; Xu, L.M. Experimental Analysis of a Protective Wafer Coating Process for the Die Preparation. In Proceedings of the IEEE International Conference on Mechatronics and Automation: (ICMA), Takamatsu, Japan, 5–8 August 2008; Volumes 1 and 2, p. 446. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, L.; Chhibber, R. Investigation and modeling of the SMAW coating flux thermal properties using neural network and regression analysis. Ceram. Int. 2023, 49, 17753–17765. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, L.; Chhibber, R. Wettability studies of formulated SMAW electrode coating fluxes with regression analysis and neural network approach. Ceram. Int. 2023, 49, 10224–10237. [Google Scholar] [CrossRef]
- Long, P.; Xu, L.K.; Li, Q.F.; Tang, Y.; Xin, Y.L. Analysis of Regression and Grey Relational Degree of Uniform Design on Composition of RuIrSnLa/Ti Metallic-oxide Anode Coatings. Acta Chim. Sin. 2009, 67, 1325–1330. [Google Scholar]
- Zhang, H.; Pan, Y.J.; Zhang, Y.; Lian, G.F.; Cao, Q.; Yang, J.H. Sensitivity Analysis for Process Parameters in Mo2FeB2 Ternary Boride Coating by Laser Cladding. Coatings 2022, 12, 1420. [Google Scholar] [CrossRef]
- Kumar, V.; Chhibber, R. Experimental investigation on SMAW electrode coatings developed using CaO-SiO2-CaF2-SrO based coating system. Ceram. Int. 2022, 48, 28730–28738. [Google Scholar] [CrossRef]
- Policastro, S.A.; Anderson, R.M.; Hangarter, C.M.; Arcari, A.; Iezzi, E.B. Incorporating Physics-Based Models into Equivalent Circuit Analysis of EIS Data from Organic Coatings. Coatings 2023, 13, 1285. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Technique | Pressure [Pa] | Temperature [°C] | Current—Icatode [A] | Voltage [V] | Deposition Time [min] |
|---|---|---|---|---|---|---|
| Ti | EB PVD | 0.01 | 200 | 0.2 | 240 | 30 |
| Variables | Description |
|---|---|
| Independent Variables | |
| Height of the measured place above the target (X1) | from 305 to 425 mm, difference 30 mm |
| Radius of the tube (X2) | from 100 to 140 mm, difference 10 mm |
| Dependent Variables | |
| Angle of grain growth (Y1) | Values in the interval from 40° to 61° |
| Thickness of the deposited layer (Y2) | Values in the interval from 1.29 to 3.57 µm |
| Adhesion in the direction of grain growth (Y3) | Values in the interval from 10 to 120 N |
| Adhesion against the direction of grain growth (Y4) | Values in the interval from 8 to 110 N |
| Roughness of the deposited layer (Y5) | Values in the interval from 0.40 to 0.49 µm |
| X1 | X2 | Y1 | Y2 | Y3 | Y4 | Y5 | |
|---|---|---|---|---|---|---|---|
| X1 | 1 | ||||||
| X2 | 0 | 1 | |||||
| Y1 | −0.755 | 0.602 | 1 | ||||
| Y2 | −0.963 | −0.111 | 0.692 | 1 | |||
| Y3 | 0.471 | −0.623 | −0.779 | −0.499 | 1 | ||
| Y4 | 0.479 | −0.602 | −0.775 | −0.498 | 0.970 | 1 | |
| Y5 | −0.070 | 0.128 | 0.192 | 0.091 | −0.208 | −0.172 | 1 |
| Height [mm] | X11 = 305 | X12 = 335 | X13 = 365 | X14 = 395 | X15 = 425 |
| p-value | 0.979 | 0.776 | 0.881 | 0.899 | 0.833 |
| Decision | Not rejected H0 | Not rejected H0 | Not rejected H0 | Not rejected H0 | Not rejected H0 |
| Tube radius [mm] | X21 = 100 | X22 = 110 | X23 = 120 | X24 = 130 | X25 = 140 |
| p-value | 0.602 | 0.373 | 0.616 | 0.858 | 0.665 |
| Decision | Not rejected H0 | Not rejected H0 | Not rejected H0 | Not rejected H0 | Not rejected H0 |
| Source of Variation | SS | df | MS | F | p-Value | F Crit |
|---|---|---|---|---|---|---|
| Rows (X1) | 511.06 | 4 | 127.765 | 134.1365 | 4.33 × 10−12 | 3.006917 |
| Columns (X2) | 291.16 | 4 | 72.79 | 76.41995 | 3.22 × 10−10 | 3.006917 |
| Error | 15.24 | 16 | 0.9525 | |||
| Total | 817.46 | 24 |
| Parameter | Factor | Effect | p-Value | Statistical Significance of the Factor |
|---|---|---|---|---|
| Angle of grain growth | Factor X1 | 62.5% | 4.3 × 10−12 | Significant |
| (Y1) | Factor X2 | 35.6% | 3.2 × 10−10 | Significant |
| Thickness of the deposited layer | Factor X1 | 95.3% | 1.3 × 10−11 | Significant |
| (Y2) | Factor X2 | 1.5% | 0.183 | Non-significant |
| Adhesion in the direction of grain growth | Factor X1 | 28.3% | 0.028 | Significant |
| (Y3) | Factor X2 | 40.4% | 0.007 | Significant |
| Adhesion against the direction of grain growth | Factor X1 | 29.8 | 0.015 | Significant |
| (Y4) | Factor X2 | 42.6 | 0.003 | Significant |
| Roughness of the deposited layer | Factor X1 | 18.6% | 0.415 | Non-significant |
| (Y5) | Factor X2 | 10.4% | 0.676 | Non-significant |
| Parameter | Estimate | The Lower Bound of the 95% Estimate | The Upper Bound of the 95% Estimate | p-Value | Statistical Significance of the Parameter |
|---|---|---|---|---|---|
| Intercept | 59.452 | 51.419 | 67.485 | 3 × 10−13 | |
| X1 | −0.102 | −0.118 | −0.087 | 4 × 10−12 | Significant |
| X2 | 0.245 | 0.198 | 0.292 | 3 × 10−10 | Significant |
| Parameter | Estimate | The Lower Bound of the 95% Estimate | The Upper Bound of the 95% Estimate | p-Value | Statistical Significance of the Parameter |
|---|---|---|---|---|---|
| Intercept | 9.035 | 8.102 | 9.968 | 1 × 10−15 | |
| X1 | −0.016 | −0.018 | −0.014 | 8 × 10−15 | Significant |
| X2 | −0.006 | −0.011 | −0.0001 | 5 × 10−2 | Non-significant |
| Parameter | Estimate | The Lower Bound of the 95% Estimate | The Upper Bound of the 95% Estimate | p-Value | Statistical Significance of the Parameter |
|---|---|---|---|---|---|
| Adhesion in the direction of grain growth (Y3)—Model III | |||||
| Intercept | 63.08 | −21.364 | 147.524 | 0.136 | |
| X1 | 0.280 | 0.116 | 0.444 | 2 × 10−3 | Significant |
| X2 | −1.112 | −1.605 | −0.620 | 1 × 10−4 | Significant |
| Adhesion against the direction of grain growth (Y3)—Model IV | |||||
| Intercept | 48.113 | −30.020 | 126.246 | 0.215 | |
| X1 | 0.257 | 0.105 | 0.409 | 2 × 10−3 | Significant |
| X2 | −0.972 | −1.428 | −0.516 | 2 × 10−4 | Significant |
| Parameter | Estimate | The Lower Bound of the 95% Estimate | The Upper Bound of the 95% Estimate | p-Value | Statistical Significance of the Parameter |
|---|---|---|---|---|---|
| Intercept | 0.439 | 0.310 | 0.567 | 4 × 10−7 | |
| X1 | −0.00004 | −0.00029 | 0.00021 | 0.743 | Non-significant |
| X2 | 0.00022 | −0.00053 | 0.00097 | 0.549 | Non-significant |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrejiova, M.; Kottfer, D.; Grincova, A.; Jus, M. Study of the Dependence of the Properties of the Ti EBPVD Layer Deposited on the Inner Surface of the Tube on the Position of the Evaporated Target Using the Statistical Methods. Appl. Sci. 2024, 14, 6613. https://doi.org/10.3390/app14156613
Andrejiova M, Kottfer D, Grincova A, Jus M. Study of the Dependence of the Properties of the Ti EBPVD Layer Deposited on the Inner Surface of the Tube on the Position of the Evaporated Target Using the Statistical Methods. Applied Sciences. 2024; 14(15):6613. https://doi.org/10.3390/app14156613
Chicago/Turabian StyleAndrejiova, Miriam, Daniel Kottfer, Anna Grincova, and Milan Jus. 2024. "Study of the Dependence of the Properties of the Ti EBPVD Layer Deposited on the Inner Surface of the Tube on the Position of the Evaporated Target Using the Statistical Methods" Applied Sciences 14, no. 15: 6613. https://doi.org/10.3390/app14156613
APA StyleAndrejiova, M., Kottfer, D., Grincova, A., & Jus, M. (2024). Study of the Dependence of the Properties of the Ti EBPVD Layer Deposited on the Inner Surface of the Tube on the Position of the Evaporated Target Using the Statistical Methods. Applied Sciences, 14(15), 6613. https://doi.org/10.3390/app14156613