Print Quality Analysis of Stone Paper and Coated Sticker Paper Used in Screen Printing


Abstract
1. Introduction
2. Materials and Methods
Materials
3. Methods
3.1. The CIE Color Values and Delta E (ΔE)
3.2. Lightfastness Tests
3.3. Ink Consumption
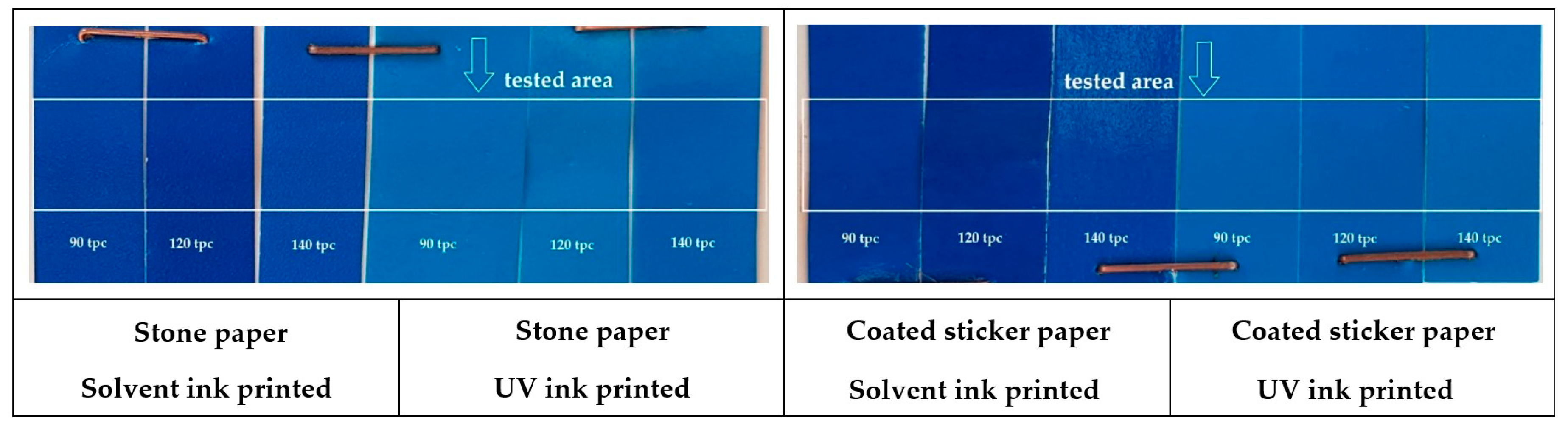
3.4. Printing Machine and Conditions
3.5. Surface Contact Angle
3.6. Scanning Electron Microscopy (SEM) Measurements
3.7. Rub Resistance
4. Results and Discussions
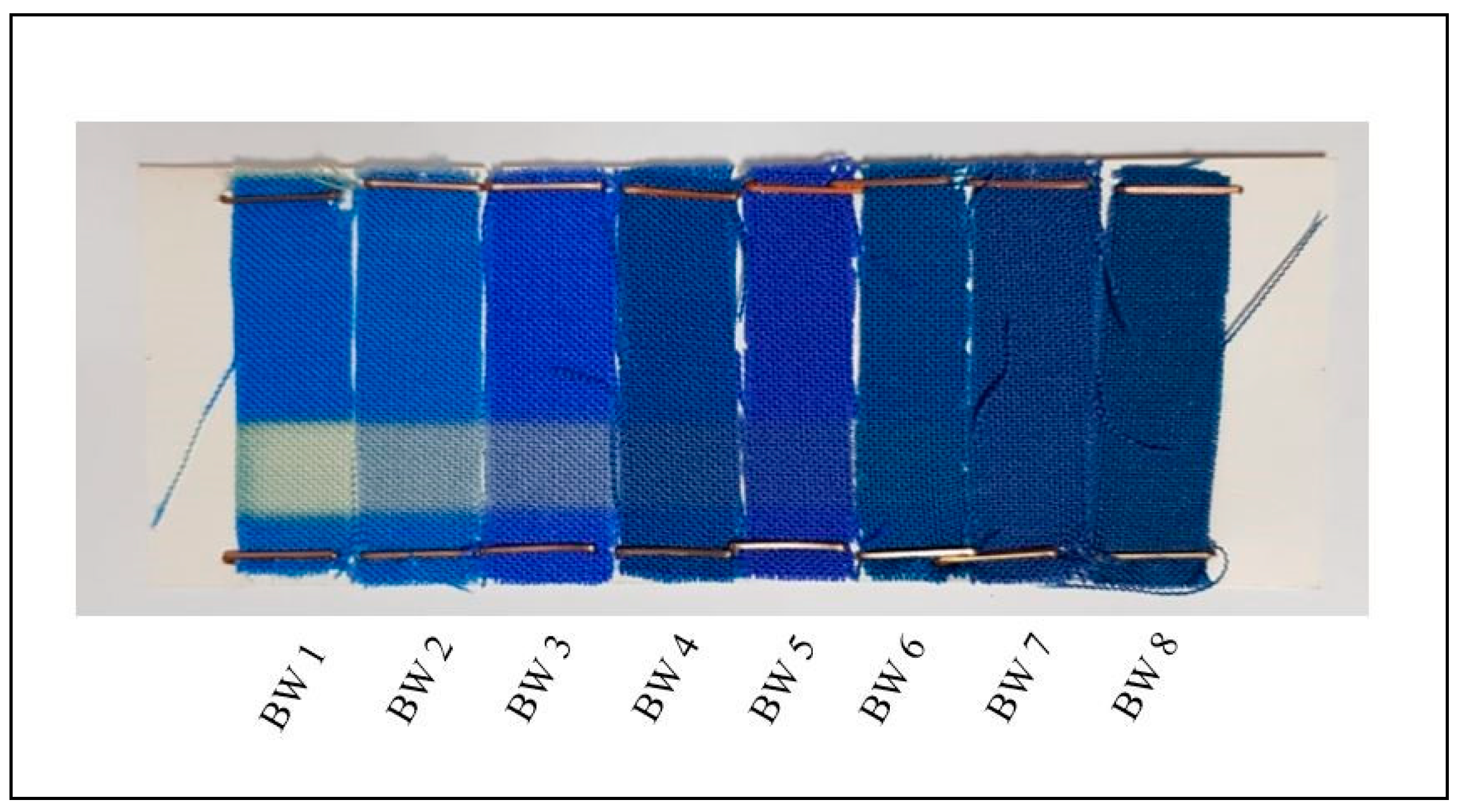
4.1. Lightfastness
4.2. Absorbance and Ink Consumption
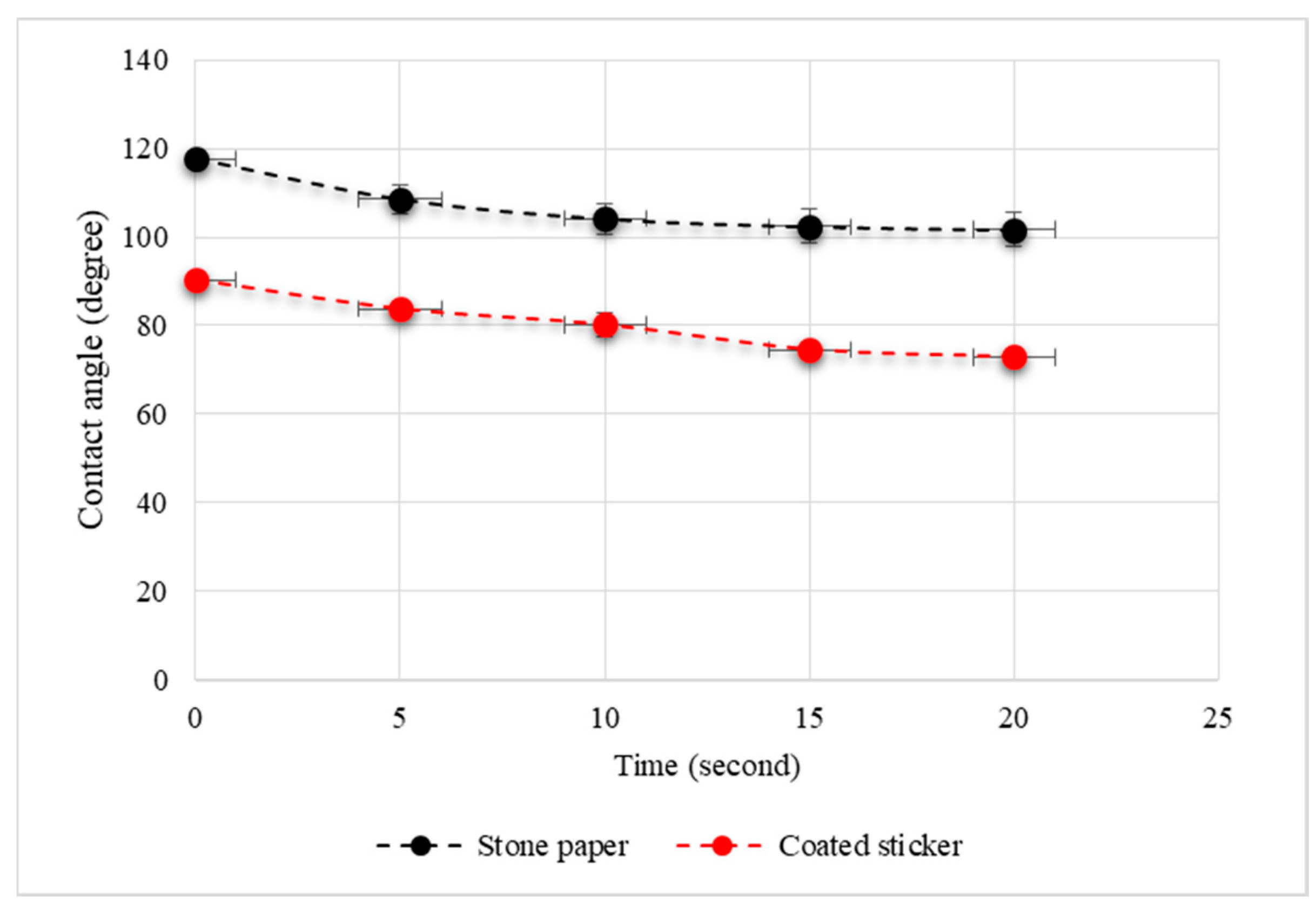
4.3. Surface Contact Angle
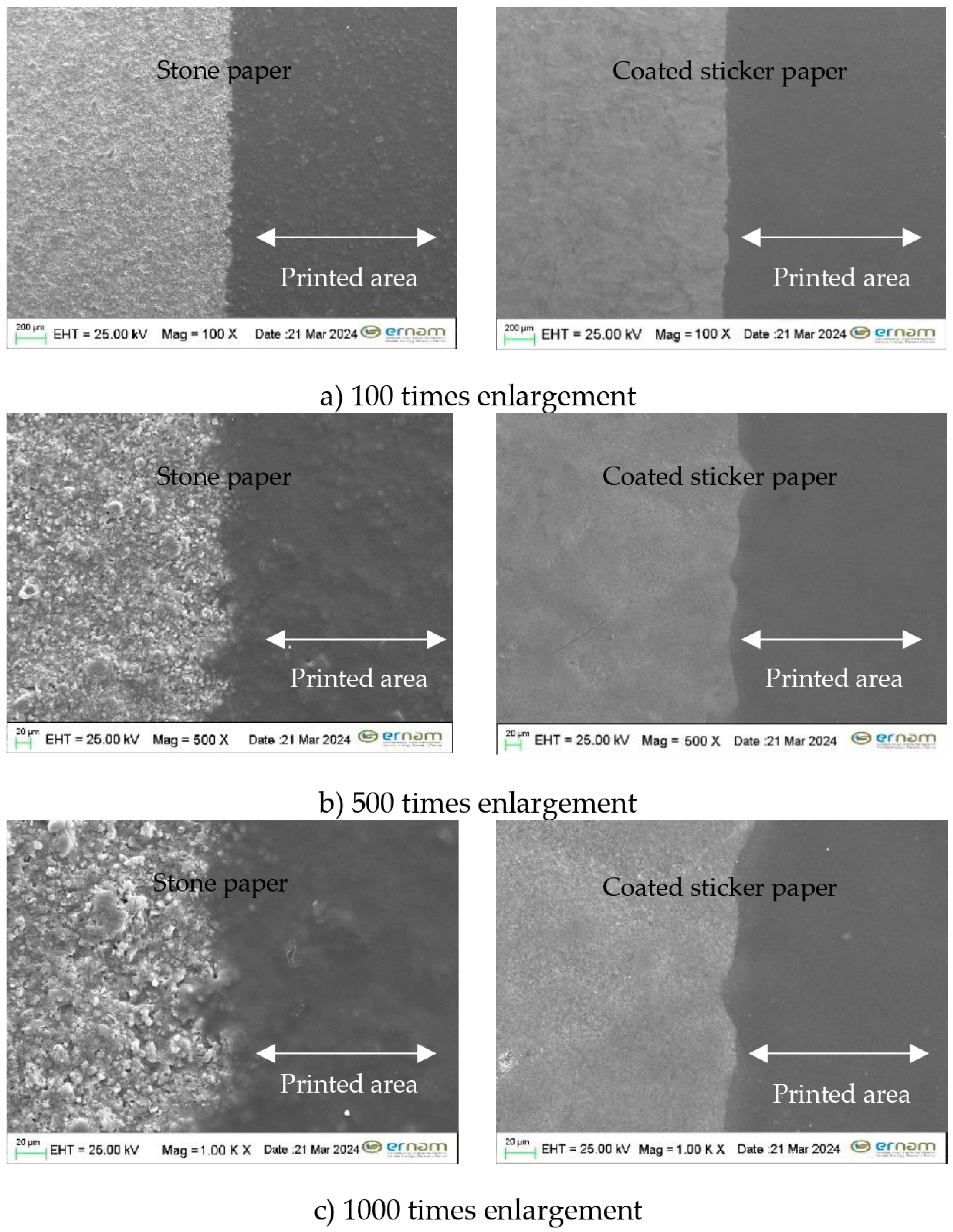
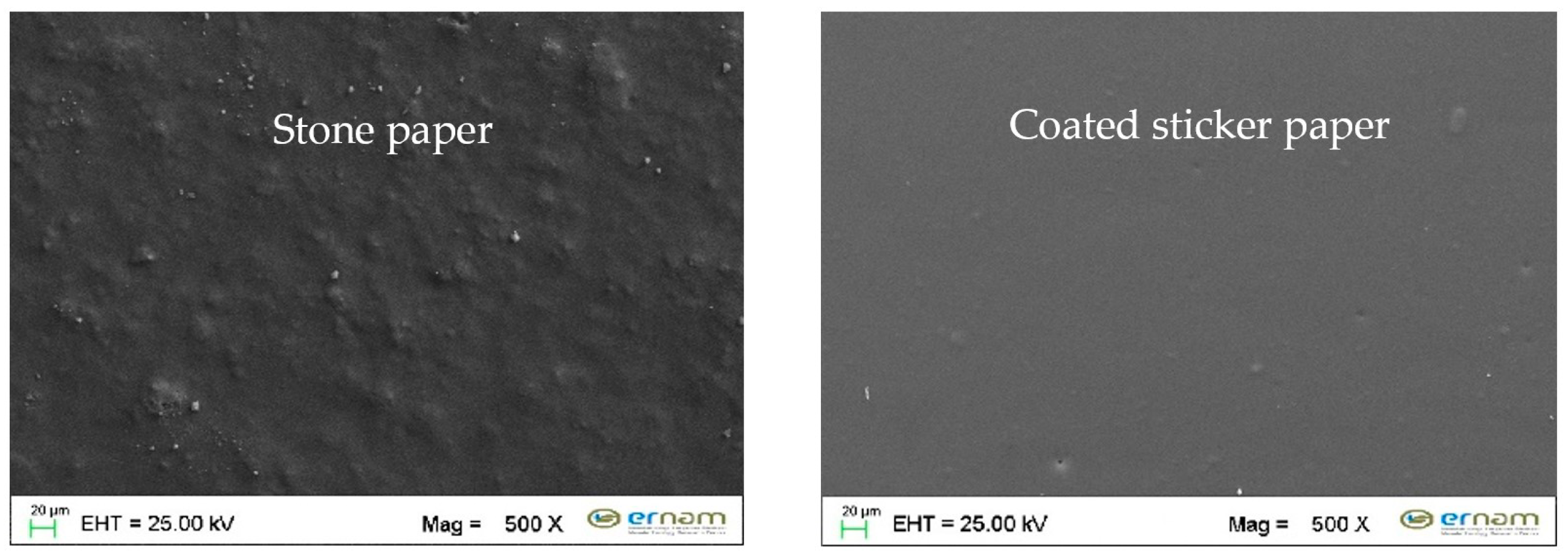
4.4. SEM Images
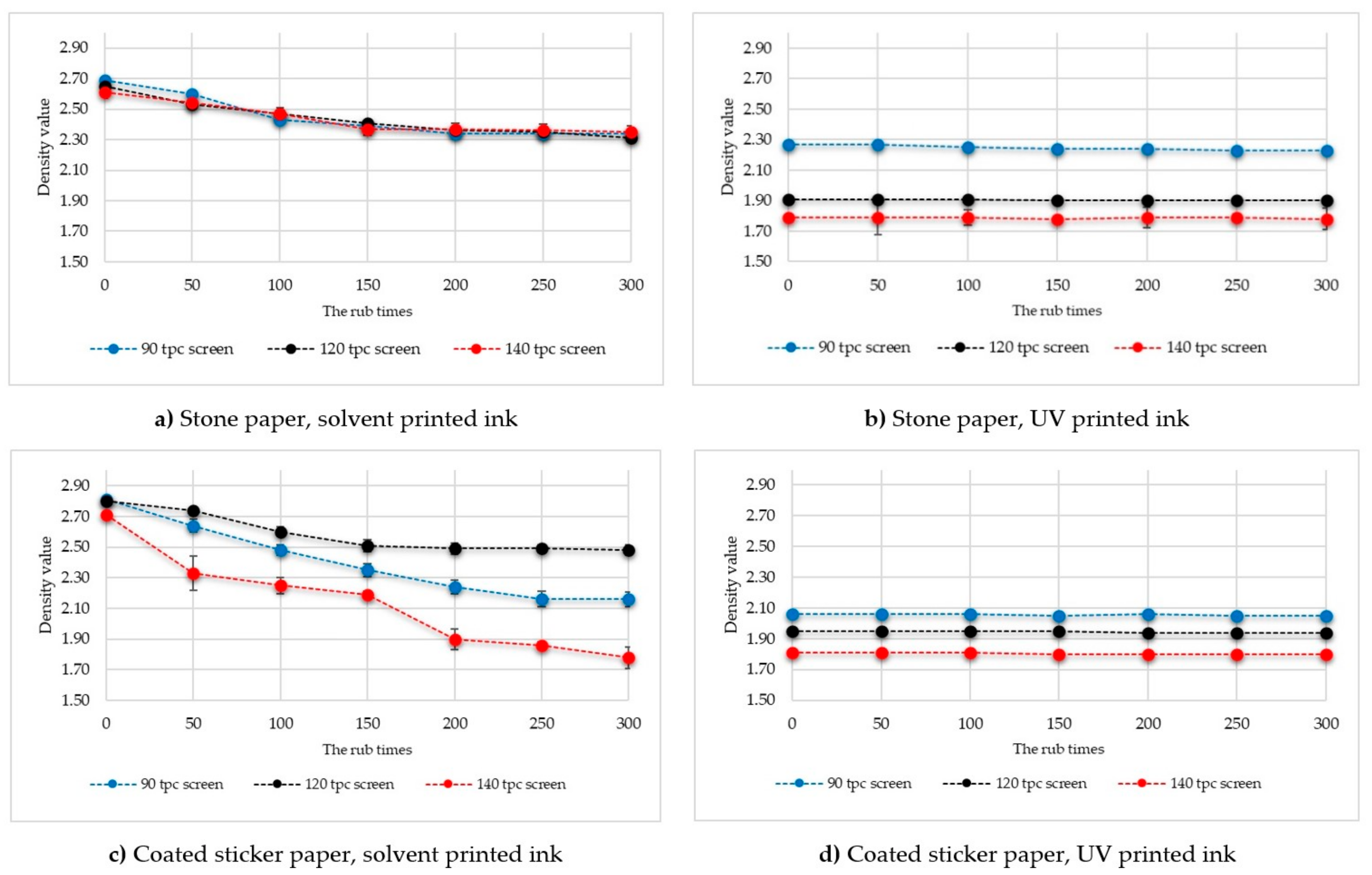
4.5. Rub Resistance
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Handbook of Print Media; Europe Print Papers: Uppsala, Sweden, 2001; Volume 13, p. 35.
- Banks, C.E.; Foster, C.W.; Kadara, R.O. Screen-Printing Electrochemical Architectures; SpringerBriefs in Applied Sciences and Technology; Springer International Publishing: Cham, Switzerland, 2016; ISBN 978-3-319-25191-2. [Google Scholar]
- Lee, T.M.; Choi, Y.J.; Nam, S.Y.; You, C.W.; Na, D.Y.; Choi, H.C.; Shin, D.Y.; Kim, K.Y.; Jung, K.I. Color Filter Patterned by Screen Printing. Thin Solid Films 2008, 516, 7875–7880. [Google Scholar] [CrossRef]
- Boda, U.; Petsagkourakis, I.; Beni, V.; Andersson Ersman, P.; Tybrandt, K. Fully Screen-Printed Stretchable Organic Electrochemical Transistors. Adv. Mater. Technol. 2023, 8, 2300247. [Google Scholar] [CrossRef]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics over Large Flexible Substrates: A Review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Indriati, L.; Nugraha, M.A.; Perng, Y.S. Stone Paper, an Eco-Friendly and Free-Tree Papers. AIP Conf. Proc. 2020, 2243, 030010. [Google Scholar]
- Teed, L.; Bélanger, D.; Gagnon, P.; Edinger, E. Calcium Carbonate (CaCO3) Production of a Subpolar Rhodolith Bed: Methods of Estimation, Effect of Bioturbators, and Global Comparisons. Estuar. Coast. Shelf Sci. 2020, 242, 106822. [Google Scholar] [CrossRef]
- Chave, K.E.; Smith, S.V.; Roy, K.J. Carbonate Production by Coral Reefs. Mar. Geol. 1972, 12, 123–140. [Google Scholar] [CrossRef]
- Anbu, P.; Kang, C.H.; Shin, Y.J.; So, J.S. Formations of Calcium Carbonate Minerals by Bacteria and Its Multiple Applications. Springerplus 2016, 5, 250. [Google Scholar] [CrossRef]
- Stocks-Fischer, S.; Galinat, J.K.; Bang, S.S. Microbiological Precipitation of CaCO3. Soil Biol. Biochem. 1999, 31, 1563–1571. [Google Scholar] [CrossRef]
- Swain, N.; Saini, P.; Bhati, S.S.; Rastogi, V.K. Biodegradable Stone Paper as a Sustainable Alternative to Traditional Paper: A Review. J. Inorg. Organomet. Polym. Mater. 2023, 33, 2240–2251. [Google Scholar] [CrossRef]
- Thunwall, M.; Kuthanová, V.; Boldizar, A.; Rigdahl, M. Film Blowing of Thermoplastic Starch. Carbohydr. Polym. 2008, 71, 583–590. [Google Scholar] [CrossRef]
- Dziadowiec, D.; Matykiewicz, D.; Szostak, M.; Andrzejewski, J. Overview of the Cast Polyolefin Film Extrusion Technology for Multi-Layer Packaging Applications. Materials 2023, 16, 1071. [Google Scholar] [CrossRef] [PubMed]
- Khare, R.; Khare, S. Polymer and Its Effect on Environment. J. Indian Chem. Soc. 2023, 100, 100821. [Google Scholar] [CrossRef]
- Krasowska, K.; Heimowska, A. Degradability of Polylactide in Natural Aqueous Environments. Water 2023, 15, 81–87. [Google Scholar] [CrossRef]
- Gironi, F.; Piemonte, V. Bioplastics and Petroleum-Based Plastics: Strengths and Weaknesses. Energy Sources Part A Recover. Util. Environ. Eff. 2011, 33, 1949–1959. [Google Scholar] [CrossRef]
- Pang, M. Completely Biodegradable Stone Paper Material and Preparation Method Thereof. 2015. Available online: https://patents.google.com/patent/CN103131145B/en (accessed on 26 March 2024).
- Varodi, C.; Pogacean, F.; Gheorghe, M.; Mirel, V.; Coros, M.; Barbu-Tudoran, L.; van Staden, R.I.S.; Pruneanu, S. Stone Paper as a New Substrate to Fabricate Flexible Screen-Printed Electrodes for the Electrochemical Detection of Dopamine. Sensors 2020, 20, 3609. [Google Scholar] [CrossRef]
- Truman, A.B.; Munday, F.D. The Printability of Synthetic and Plastics Paper. In The Fundamental Properties of Paper Related to its Uses; FRC: Manchester, UK, 1973; pp. 573–599. [Google Scholar] [CrossRef]
- Hsieh, Y.C.; Lee, K.K.; Cheng, S.Y.; Kao, C.C. Offset Printing Quality Characteristics of Rich Mineral Paper. Appl. Mech. Mater. 2013, 262, 320–323. [Google Scholar] [CrossRef]
- Chu, C.; Nel, P. Characterisation and Deterioration of Stone Papers. AICCM Bull. 2019, 40, 37–49. [Google Scholar] [CrossRef]
- Yüce, H.; Genç, G.; Sönmez, S.; Özden, Ö.; Akgül, A.; Çetiner, B.N. Printability of Bio-Composite Sheets Made from Paper Mill and Cardboard Mill Waste Sludge. Pigment Resin Technol. 2022, 51, 541–549. [Google Scholar] [CrossRef]
- Sonmez, S.; Genc, G.; Yuce, H. How Does the Surface Topography of a Green Composite Affect Its Printability? J. Eng. Appl. Sci. 2019, 2, 55–60. [Google Scholar]
- Leach, R.H.; Pierce, R.J.; Hickman, E.P.; Mackenzie, M.J.; Smith, H.G. (Eds.) The Printing Ink Manual; Springer: Dordrecht, The Netherlands, 1993; ISBN 978-0-948905-81-0. [Google Scholar]
- Hyun, W.J.; Secor, E.B.; Hersam, M.C.; Frisbie, C.D.; Francis, L.F. High-Resolution Patterning of Graphene by Screen Printing with a Silicon Stencil for Highly Flexible Printed Electronics. Adv. Mater. 2015, 27, 109–115. [Google Scholar] [CrossRef]
- Kobs, D.R.; Voigt, D.R. Parametric Dependencies in Thick-Film Screening. Microelectron. Reliab. 1971, 10, 311–312. [Google Scholar] [CrossRef]
- Jewell, E.H.; Claypole, T.C.; Gethin, D.T. The Influence of Squeegee Parameters on Ink Deposit in UV Halftone Screen Printing. TAGA J. 2006, 3, cronfa37706. [Google Scholar]
- Ali, M.; Lin, L.; Faisal, S.; Sahito, I.A.; Ali, S.I. Optimisation of Screen Printing Process for Functional Printing. Pigment Resin Technol. 2019, 48, 456–463. [Google Scholar] [CrossRef]
- Novaković, D.; Kašiković, N.; Vladić, G.; Pál, M. Screen Printing; William Andrew Publishing: Norwich, NY, USA, 2015; pp. 247–261. [Google Scholar] [CrossRef]
- Özdemir, L.; Kurt, M.B.; Akgül, A.; Oktav, M.; Nayci Duman, M. Optimization of Ink Consumption in Screen Printing within Color Difference Limits. Pigment Resin Technol. 2022, 53, 17–27. [Google Scholar] [CrossRef]
- Stančić, M.; Novaković, D.; Tomić, I.; Karlović, I. Influence of Substrate and Screen Thread Count on Reproduction of Image Elements in Screen Printing. Acta Graph. 2012, 23, 1–12. [Google Scholar]
- Pan, J.; Tonkay, G.L.; Storer, R.H.; Sallade, R.M.; Leandri, D.J. Critical Variables of Solder Paste Stencil Printing for Micro-BGA and Fine-Pitch QFP. IEEE Trans. Electron. Packag. Manuf. 2004, 27, 125–132. [Google Scholar] [CrossRef]
- Wang, J. Electrochemical Glucose Biosensors. In Electrochemical Sensors, Biosensors and their Biomedical Applications; Academic Press: New York, NY, USA, 2008; pp. 57–69. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Q.; Zhao, Y.; Shao, Y.; Zhang, D. Design and Development of a Fully Printed Accelerometer with a Carbon Paste-Based Strain Gauge. Sensors 2020, 20, 3395. [Google Scholar] [CrossRef]
- Barkhouse, D.A.R.; Gunawan, O.; Gokmen, T.; Todorov, T.K.; Mitzi, D.B. Yield Predictions for Photovoltaic Power Plants: Empirical Validation, Recent Advances and Remaining Uncertainties. Prog. Photovolt. Res. Appl. 2015, 20, 6–11. [Google Scholar] [CrossRef]
- Van Duppen, J. Manual for Screen Printing; Verlag Der Siebdruck: Lübeck, Germany, 1987; ISBN 3925402217. [Google Scholar]
- SCNS 1352; Method of Test for Grammage of Paper and Board. Chinese National Standards: Taipei, Taiwan, 2012.
- CNS 3685; Method of test for thickness and apparent density of paper and board. Chinese National Standards: Taipei, Taiwan, 2018.
- CNS 12885; Pulp Cement Perlite Boards. Chinese National Standards: Taipei, Taiwan, 2017.
- CNS 14931; Paper and paperboard—Determination of opacity (paper backing)—Diffuse reflectance method. Chinese National Standards: Taipei, Taiwan, 2018.
- GB 13022-91; Plastics-Determination of tensile properties of films. Standardization Administration of China: Beijing, China, 1991.
- GBT 12027-2004; Plastics—Film and sheeting—Determination of dimensional change on heating. Standardization Administration of China: Beijing, China, 2004.
- QB/T 1130-91; Plastics Angle Tear Performance Test Method. Ministry of Light Industry of the People’s Republic of China: Beijing, China, 1991.
- ISO 536; Paper and Board—Determination of Grammage. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- ISO 534; Paper and board—Determination of thickness, density and specific volume. International Organization for Standardization (ISO): Geneva, Switzerland, 2011.
- ISO 2470-2; Paper, Board and Pulp—Measurement of Diffuse Blue Reflectance Factor—Part 2: Outdoor Daylight Conditions (D65 Brightness). International Organization for Standardization (ISO): Geneva, Switzerland, 2008.
- ISO 1924-3; Paper and Board—Determination of Tensile Properties—Part 3: Constant Rate of Elongation Method (100 mm/min). International Organization for Standardization (ISO): Geneva, Switzerland, 2005.
- ISO 12647-5; Graphic technology—Process control for the production of half-tone colour separations, proof and production prints—Part 5: Screen printing. International Organization for Standardization (ISO): Geneva, Switzerland, 2015.
- Belasco, R.; Edwards, T.; Munoz, A.J.; Rayo, V.; Buono, M.J. The Effect of Hydration on Urine Color Objectively Evaluated in CIE L*a*b* Color Space. Front. Nutr. 2020, 7, 576974. [Google Scholar] [CrossRef]
- Petersson, J. A Review of Perceptual Image Quality. Linköpings Universitet: Linköpings, Sweden, 2005. [Google Scholar]
- Luo, M.R.; Cui, G.; Rigg, B. The Development of the CIE 2000 Colour-Difference Formula: CIEDE2000. Color Res. Appl. 2001, 26, 340–350. [Google Scholar] [CrossRef]
- Blaznik, B.; Možina, K.; Bračko, S. Stability of Ink-Jet Prints under Influence of Light. Nord. Pulp Pap. Res. J. 2013, 28, 111–118. [Google Scholar] [CrossRef]
- Debeljak, M.; Bračko, S.; Hladnik, A.; Gregor-Svetec, D. Comparison of Ultraviolet Inkjet Printing on Different Synthetic Fibrous Papers. Tappi J. 2010, 9, 17–25. [Google Scholar] [CrossRef]
- Sönmez, S.; Arslan, S. Investigation of the Effects on Ink Colour of Lacquer Coating Applied to the Printed Substrate in the Electrophotographic Printing System. Pol. J. Chem. Technol. 2021, 23, 35–40. [Google Scholar] [CrossRef]
- Schwiegerling, J. Field Guide to Visual and Ophthalmic Optics; Spie: Bellingham, WA, USA, 2004; ISBN 9780819456298. [Google Scholar]
- Aydemir, C.; Yenidoğan, S. Light Fastness of Printing Inks: A Review. J. Graph. Eng. Des. 2018, 9, 37–43. [Google Scholar] [CrossRef]
- Özomay, Z.; Söz, Ç.K.; Sönmez, S. Investigation of the Effect of Light Fastness on the Color Changes of Maps Prepared by Electrophotographic Digital Printing. Nord. Pulp Pap. Res. J. 2022, 37, 184–191. [Google Scholar] [CrossRef]
- ISO 12040:1997; Graphic technology—Prints and printing inks—Assessment of light fastness using filtered xenon arc light. International Organization for Standardization (ISO): Geneva, Switzerland, 1997.
- DIN EN ISO 105-A02; Textiles—Tests for colour fastness—Part A02: Grey scale for assessing change in colour. Deutsches Institut für Normung (DIN): Berlin, Germany, 1993.
- Etzler, F.M.; Conners, J.J. The Surface Chemistry of Paper: Its Relationship to Printability and Other Paper Technologies. In Surface Analysis of Paper; CRC Press: Boca Raton, FL, USA, 2020; pp. 90–108. [Google Scholar]
- Sonmez, S.; Sood, S.; Li, K.; Salam, A.; Fleming, P.D.; Pekarovicova, A.; Wu, Q. Effect of Progressive Deinking and Reprinting on Inkjet-Printed Paper. Nord. Pulp Pap. Res. J. 2023, 38, 131–140. [Google Scholar] [CrossRef]
- Salapare, H.S.; Blantocas, G.Q.; Noguera, V.R.; Ramos, H.J. The Porosity And Wettability Properties Of Hydrogen Ion Treated Poly(Tetrafluoroethylene). Contact Angle Wettability Adhes. 2009, 6, 207–216. [Google Scholar] [CrossRef]
- Zhou, W.H.; He, B.H.; Zhang, C.X.; Han, Y. Analysis on Ink Layer Rub Resistance for Coated Paper Prints. Adv. Mater. Res. 2011, 380, 173–178. [Google Scholar] [CrossRef]
- TAPPI T-830; Ink Rub Test of Container Board and Corrugated Board. Technical Association of the Pulp and Paper Industry (TAPPI): Atlanta, GA, USA, 2018.
- Sonmez, S.; Salam, A.; Fleming, P.D.; Pekarovicova, A.; Wu, Q. Usability of Cellulose-Based Binder in Water-Based Flexographic Ink. Color. Technol. 2023, 139, 239–247. [Google Scholar] [CrossRef]
- Roffey, C. Ultraviolet Curing for Offset Printing Inks, and Varnishes. J. Oil Colour Chem. Assoc. 1986, 69, 288–296. [Google Scholar]
- Shukla, V.; Bajpai, M.; Singh, D.K.; Singh, M.; Shukla, R. Review of Basic Chemistry of UV-Curing Technology. Pigment Resin Technol. 2004, 33, 272–279. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grammage | Thickness | Density | Whiteness | Opaqueness | Tensile Strength | Thermal Shrinkage | Ultimate Strength | ||
|---|---|---|---|---|---|---|---|---|---|
| Stone Paper | Test method | CNS 1352 [37] | CNS 3685 [38] | CNS 3685 [38] | CNS 12885 [39] | CNS 14931 [40] | GB 13022-91 [41] | GBT 12027-2004 MD/TD [42] | QB/T 1130-91 MD/TD [43] |
| Value | 240 g/m2 | 200 µm | 1.2 g/cm3 | % >86 | % >94 | >2.5 kg/cm2 | <−2.0% <−4.0% | >0.4% >0.5% | |
| Coated Sticker Paper | Test method | ISO 536 [44] | ISO 534 [45] | - | D65 ISO 2470-2 [46] | - | ISO 1924-3 MD/TD [47] | - | - |
| Value | 80 g/m2 | 70 µm | N.A. | 90% | N.A. | 69 (−10) N/15 mm 39 (−7) N/15 mm | N.A. | N.A. |
| Mesh Count | Ink Type | Stone Paper | Coated Sticker Paper | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Density | SE | L* | SE | a* | SE | b* | SE | Density | SE | L* | SE | a* | SE | b* | SE | ||
| 90 tpc | Solvent | 2.76 | 0.01 | 30.41 | 0.07 | −7.57 | 0.04 | −60.01 | 0.06 | 2.83 | 0.01 | 27.90 | 0.05 | −6.02 | 0.02 | −58.38 | 0.02 |
| 120 tpc | Solvent | 2.62 | 0.01 | 33.93 | 0.02 | −12.96 | 0.03 | −59.87 | 0.03 | 2.81 | 0.00 | 32.98 | 0.05 | −13.31 | 0.03 | −58.88 | 0.02 |
| 140 tpc | Solvent | 2.60 | 0.02 | 35.11 | 0.01 | −13.86 | 0.04 | −59.76 | 0.03 | 2.80 | 0.00 | 34.32 | 0.02 | −14.60 | 0.02 | −59.55 | 0.02 |
| 90 tpc | UV | 2.24 | 0.01 | 43.58 | 0.03 | −24.84 | 0.05 | −54.55 | 0.04 | 2.06 | 0.01 | 44.09 | 0.03 | −21.82 | 0.03 | −51.48 | 0.02 |
| 120 tpc | UV | 1.88 | 0.02 | 47.29 | 0.06 | −28.88 | 0.02 | −52.20 | 0.05 | 1.93 | 0.01 | 46.04 | 0.03 | −24.38 | 0.02 | −50.89 | 0.01 |
| 140 tpc | UV | 1.79 | 0.00 | 48.32 | 0.03 | −29.30 | 0.05 | −51.55 | 0.02 | 1.85 | 0.00 | 47.45 | 0.03 | −25.43 | 0.04 | −49.78 | 0.02 |
| Mesh Count | Ink Type | Stone Paper | Coated Sticker Paper | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L* | SE | a* | SE | b* | SE | ΔE00 | L* | SE | a* | SE | b* | SE | ΔE00 | ||
| 90 tpc | Solvent | 29.97 | 0.02 | −5.39 | 0.02 | −59.47 | 0.03 | 1.36 | 29.00 | 0.02 | −5.83 | 0.01 | −59.58 | 0.03 | 0.86 |
| 120 tpc | Solvent | 33.36 | 0.00 | −10.91 | 0.01 | −59.33 | 0.02 | 1.21 | 32.53 | 0.01 | −11.33 | 0.01 | −59.86 | 0.02 | 1,03 |
| 140 tpc | Solvent | 36.24 | 0.01 | −14.02 | 0.02 | −58.94 | 0.02 | 0.95 | 34.26 | 0.02 | −13.37 | 0.02 | −60.14 | 0.02 | 0.60 |
| 90 tpc | UV | 43.57 | 0.03 | −24.51 | 0.03 | −56.36 | 0.03 | 0.52 | 44.52 | 0.03 | −22.67 | 0.02 | −50.25 | 0.03 | 0.68 |
| 120 tpc | UV | 46.63 | 0.02 | −27.01 | 0.02 | −54.42 | 0.01 | 1.29 | 45.60 | 0.01 | −24.23 | 0.02 | −49.87 | 0.01 | 0.50 |
| 140 tpc | UV | 48.07 | 0.01 | −27.99 | 0.02 | −52.94 | 0.02 | 0.80 | 47.41 | 0.02 | −26.33 | 0.02 | −47.84 | 0.02 | 0.77 |
| Mesh Count | Ink Type | Stone Paper | Coated Sticker Paper | ||
|---|---|---|---|---|---|
| Density | SE | Density | SE | ||
| 90 tpc | Solvent | 2.76 | 0.01 | 2.83 | 0.01 |
| 120 tpc | Solvent | 2.62 | 0.01 | 2.81 | 0.00 |
| 140 tpc | Solvent | 2.60 | 0.02 | 2.80 | 0.00 |
| 90 tpc | UV | 2.24 | 0.01 | 2.06 | 0.01 |
| 120 tpc | UV | 1.88 | 0.02 | 1.93 | 0.01 |
| 140 tpc | UV | 1.79 | 0.00 | 1.85 | 0.00 |
| Mesh Count | Solvent-Based Ink | UV-Based Ink | ||||||
|---|---|---|---|---|---|---|---|---|
| Stone Paper | Coated Sticker Paper | Stone Paper | Coated | |||||
| Sticker Paper | ||||||||
| Unit | g/m2 | SE | g/m2 | SE | g/m2 | SE | g/m2 | SE |
| 90 tpc | 8.06 | 0.04 | 15.53 | 0.02 | 18.18 | 0.03 | 26.68 | 0.03 |
| 120 tpc | 6.35 | 0.03 | 14.96 | 0.03 | 16.92 | 0.03 | 23.76 | 0.02 |
| 140 tpc | 5.86 | 0.05 | 13.92 | 0.04 | 14.38 | 0.02 | 23.01 | 0.02 |
| Stone Paper | Coated Sticker Paper | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mesh Count | Ink Type | Printing Density before Rubbing Test | Printing Density after Rubbing Test | Percentage Retained after Rubbing Test | Printing Density before Rubbing Test | Printing Density after Rubbing Test | Percentage Retained after Rubbing Test | ||||
| Density | SE | Density | SE | % | Density | SE | Density | SE | % | ||
| 90 tpc | solvent | 2.69 | 0.02 | 2.34 | 0.03 | 86.98 | 2.81 | 0.01 | 2.16 | 0.05 | 76.75 |
| 120 tpc | solvent | 2.65 | 0.01 | 2.31 | 0.02 | 87.40 | 2.80 | 0.01 | 2.48 | 0.03 | 88.80 |
| 140 tpc | solvent | 2.61 | 0.01 | 2.35 | 0.02 | 90.05 | 2.71 | 0.02 | 1.78 | 0.07 | 65.60 |
| 90 tpc | UV | 2.27 | 0.00 | 2.23 | 0.01 | 97.94 | 2.06 | 0.01 | 2.05 | 0.01 | 99.51 |
| 120 tpc | UV | 1.91 | 0.01 | 1.90 | 0.01 | 99.47 | 1.95 | 0.01 | 1.94 | 0.01 | 99.82 |
| 140 tpc | UV | 1.79 | 0.01 | 1.78 | 0.01 | 99.07 | 1.81 | 0.00 | 1.80 | 0.01 | 99.26 |
| Mesh Count | Material | Ink Type | Printing L*a*b* before Rubbing Test | Printing L*a*b* after Rubbing Test | ΔE00 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L* | SE | a* | SE | b* | SE | L* | SE | a* | SE | b* | SE | ||||
| 90 tpc | Stone paper | solvent | 29.93 | 0.08 | −6.65 | 0.21 | −59.86 | 0.15 | 33.17 | 0.19 | −7.30 | 0.16 | −57.08 | 0.23 | 2.60 |
| 120 tpc | Stone paper | solvent | 33.16 | 0.14 | −11.46 | 0.17 | −59.84 | 0.06 | 35.03 | 0.17 | −11.10 | 0.21 | −57.83 | 0.15 | 1.61 |
| 140 tpc | Stone paper | solvent | 35.50 | 0.19 | −14.36 | 0.22 | −60.30 | 0.04 | 36.45 | 0.24 | −13.46 | 0.13 | −58.52 | 0.20 | 1.04 |
| 90 tpc | Coated sticker paper | solvent | 28.21 | 0.13 | −6.18 | 0.18 | −58.72 | 0.05 | 30.53 | 0.10 | −6.17 | 0.24 | −55.55 | 0.21 | 1.93 |
| 120 tpc | Coated sticker paper | solvent | 32.46 | 0.17 | −12.35 | 0.12 | −59.22 | 0.05 | 33.52 | 0.21 | −12.91 | 0.41 | −57.80 | 0.13 | 0.92 |
| 140 tpc | Coated sticker paper | solvent | 34.43 | 0.03 | −14.47 | 0.04 | −59.63 | 0.06 | 38.66 | 0.64 | −12.19 | 0.50 | −54.11 | 0.69 | 4.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akpolat, C.; Akgül, A. Print Quality Analysis of Stone Paper and Coated Sticker Paper Used in Screen Printing. Appl. Sci. 2024, 14, 6668. https://doi.org/10.3390/app14156668
Akpolat C, Akgül A. Print Quality Analysis of Stone Paper and Coated Sticker Paper Used in Screen Printing. Applied Sciences. 2024; 14(15):6668. https://doi.org/10.3390/app14156668
Chicago/Turabian StyleAkpolat, Cem, and Ahmet Akgül. 2024. "Print Quality Analysis of Stone Paper and Coated Sticker Paper Used in Screen Printing" Applied Sciences 14, no. 15: 6668. https://doi.org/10.3390/app14156668
APA StyleAkpolat, C., & Akgül, A. (2024). Print Quality Analysis of Stone Paper and Coated Sticker Paper Used in Screen Printing. Applied Sciences, 14(15), 6668. https://doi.org/10.3390/app14156668