
Optimizing Sustainable Thread Design for Motorized Leg-Lengthening Devices: A Structural and Performance Assessment


Abstract
:1. Introduction
2. Methodology
2.1. Engineering Drawing
2.2. Material Selection and Comparison
- Stainless Steel AISI 316L (Annealed): Known for its exceptional corrosion resistance and biocompatibility, Stainless Steel AISI 316L is widely used in medical instruments and implants. Studies have shown its effectiveness and durability in various biomedical applications [9].
- Titanium Grade 4 (Annealed): This material offers a good balance of strength and corrosion resistance, making it a popular choice for implants. Its biocompatibility is superior to that of many other metals, which has been demonstrated in numerous clinical studies [10].
- Titanium Ti-6Al-4V (Annealed): Renowned for its excellent strength-to-weight ratio, Ti-6Al-4V is extensively used in high-stress applications, including orthopedic devices. Literature reports its successful use in implants where mechanical performance is critical [11].
- Stainless Steel AISI 316L (annealed): Its well-documented corrosion resistance and biocompatibility make it a common choice for medical devices. The material’s mechanical properties also contribute to its widespread use in implants.
- Titanium Grade 4 (Annealed): Selected for its enhanced strength and excellent corrosion resistance, Titanium Grade 4 is a favorable option for implants requiring both durability and biocompatibility.
- Titanium Ti-6Al-4V (annealed): This alloy’s superior strength-to-weight ratio and proven track record in orthopedic applications justify its inclusion in this study. Its ability to withstand high stress and maintain biocompatibility makes it ideal for use in the motorized leg-lengthening device.
2.3. Fixed Support
2.4. Loading
2.5. Equations
2.6. Torque
2.7. Coefficient of Friction
2.8. Component Interaction
2.9. Meshing
2.10. Nodes and Elements
3. Results and Discussion
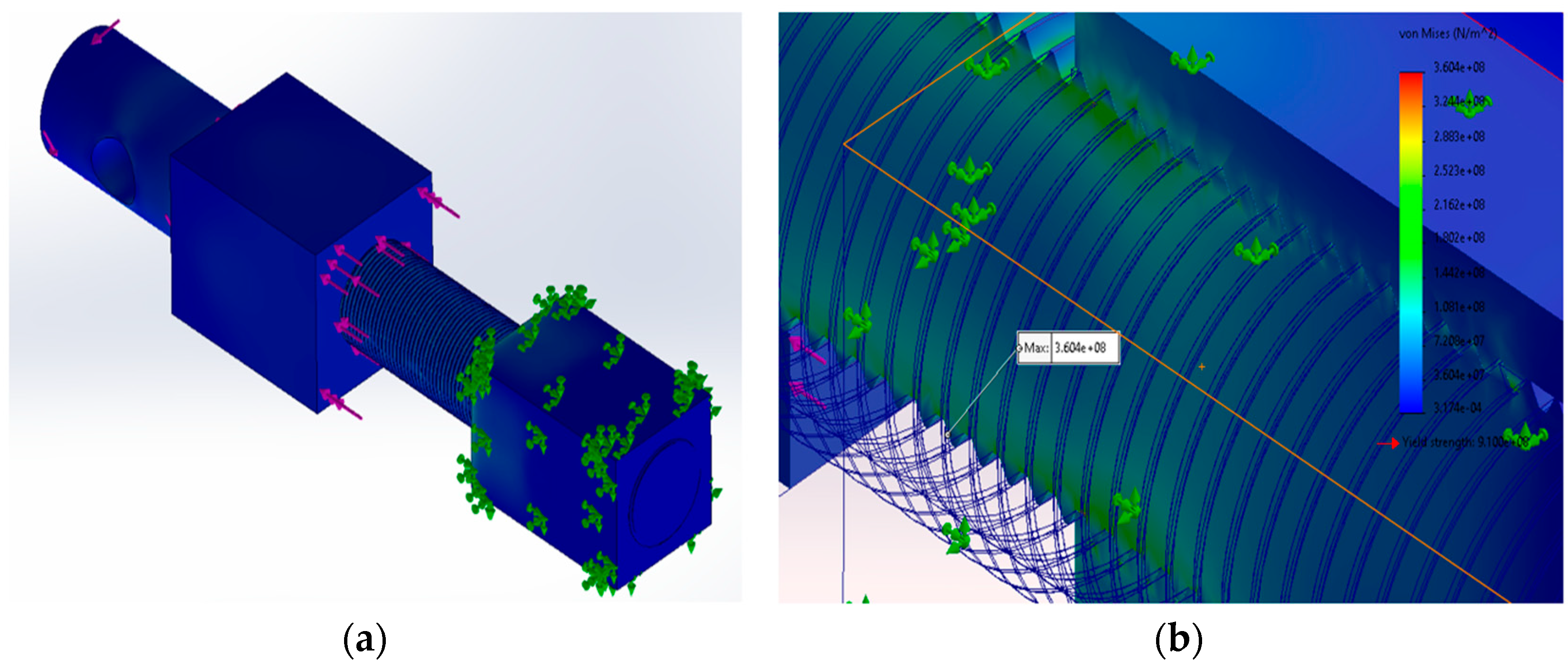
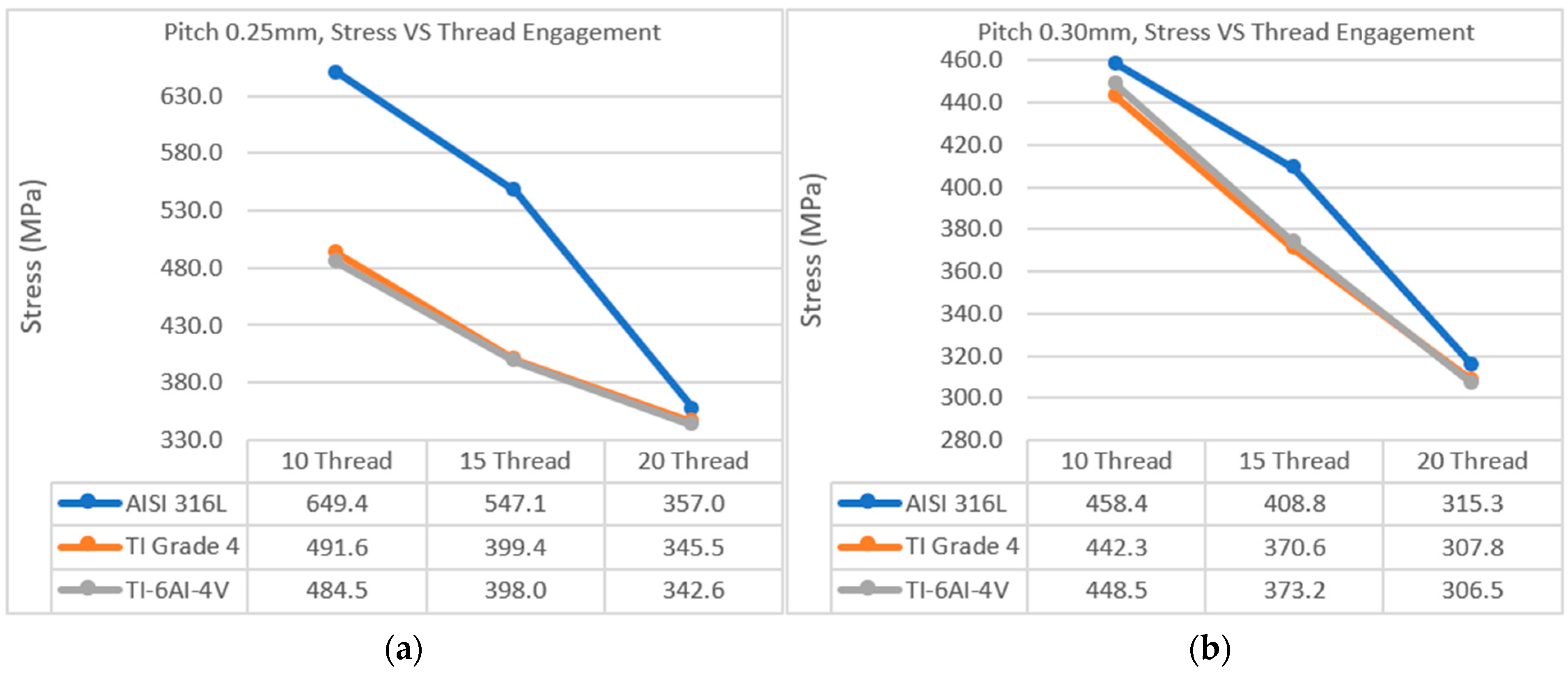
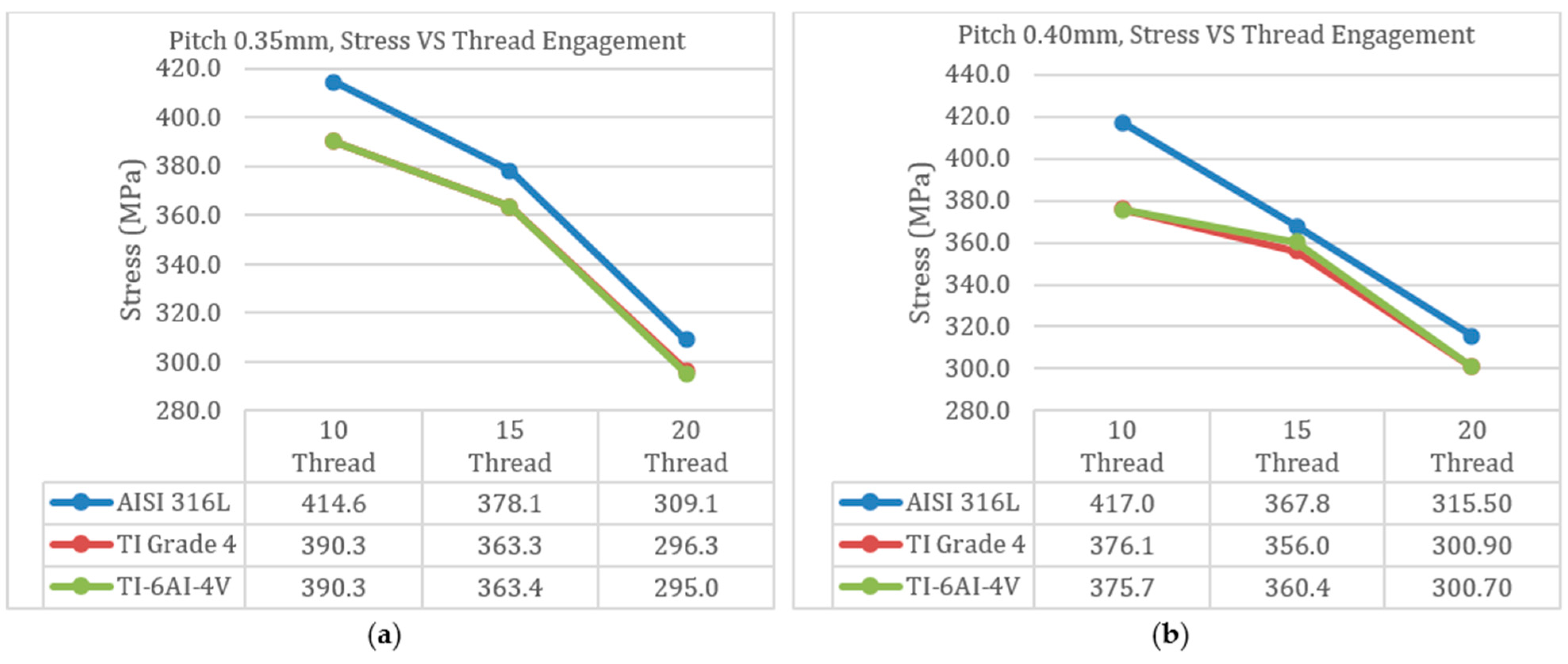
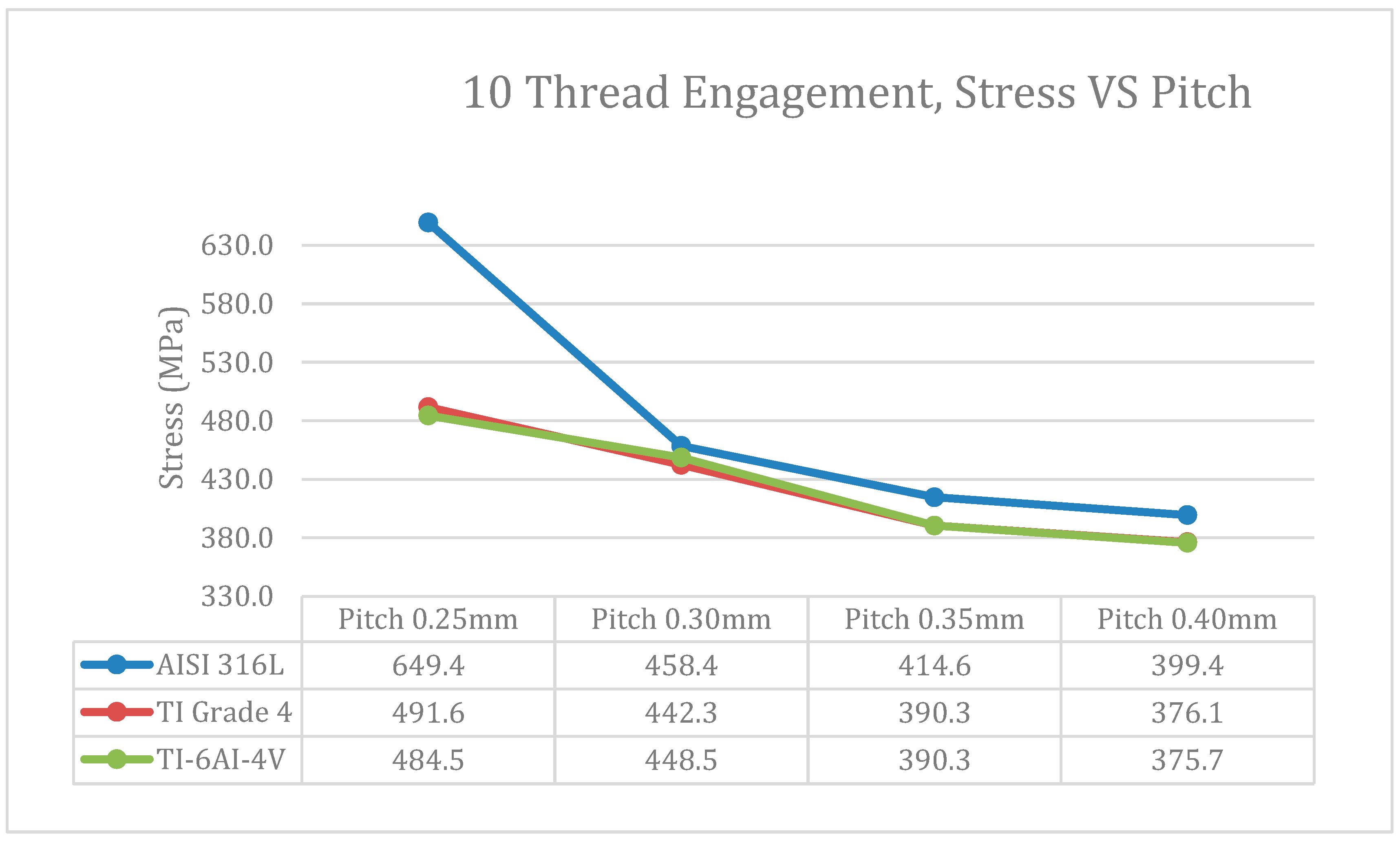
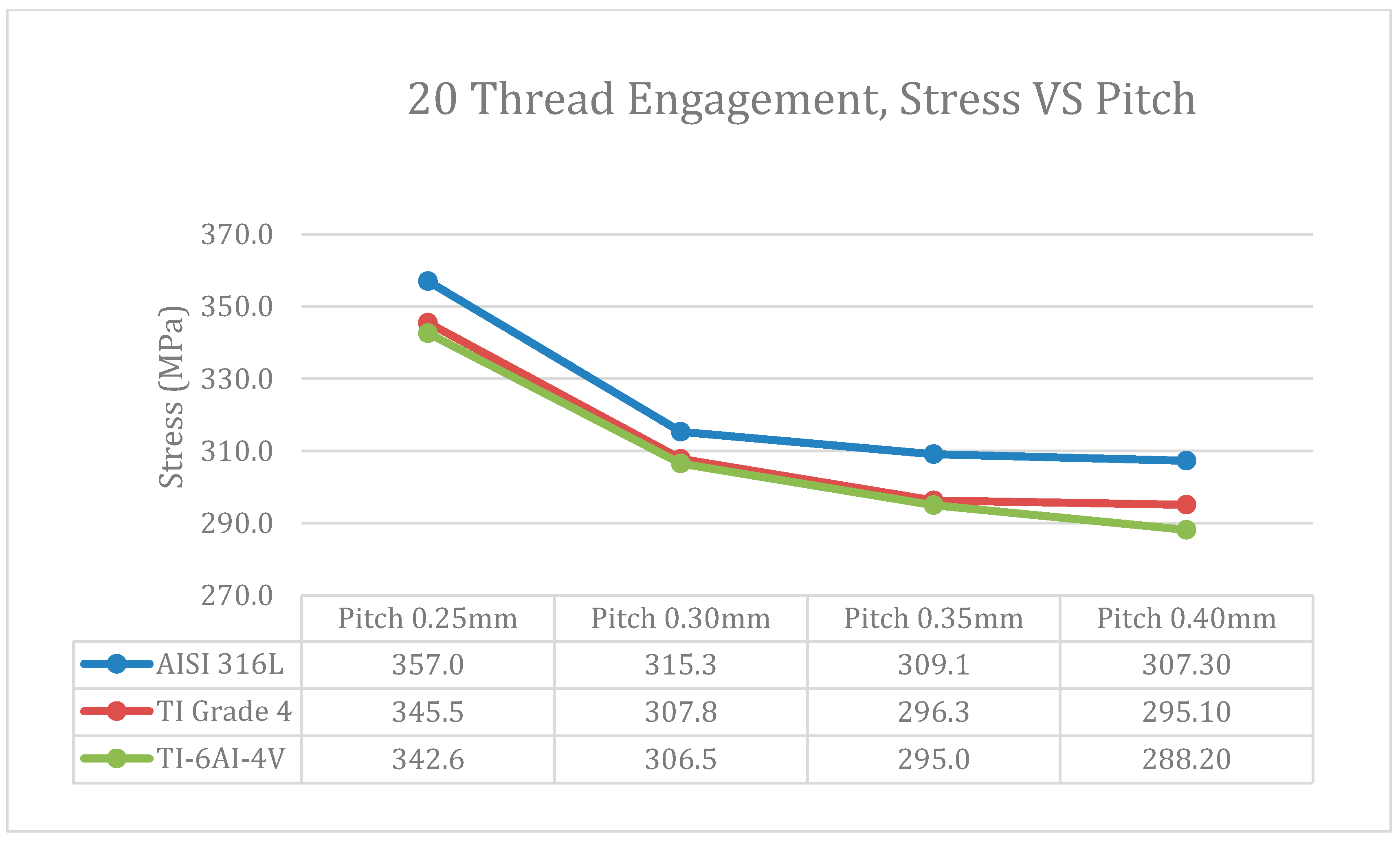
3.1. Stress Results

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Yield Strength (MPa) |
|---|---|
| Stainless steel austenitic AISI 316L (annealed) | 170–310 |
| Titanium commercial purity Grade 4 (annealed) | 483–655 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 786–910 |
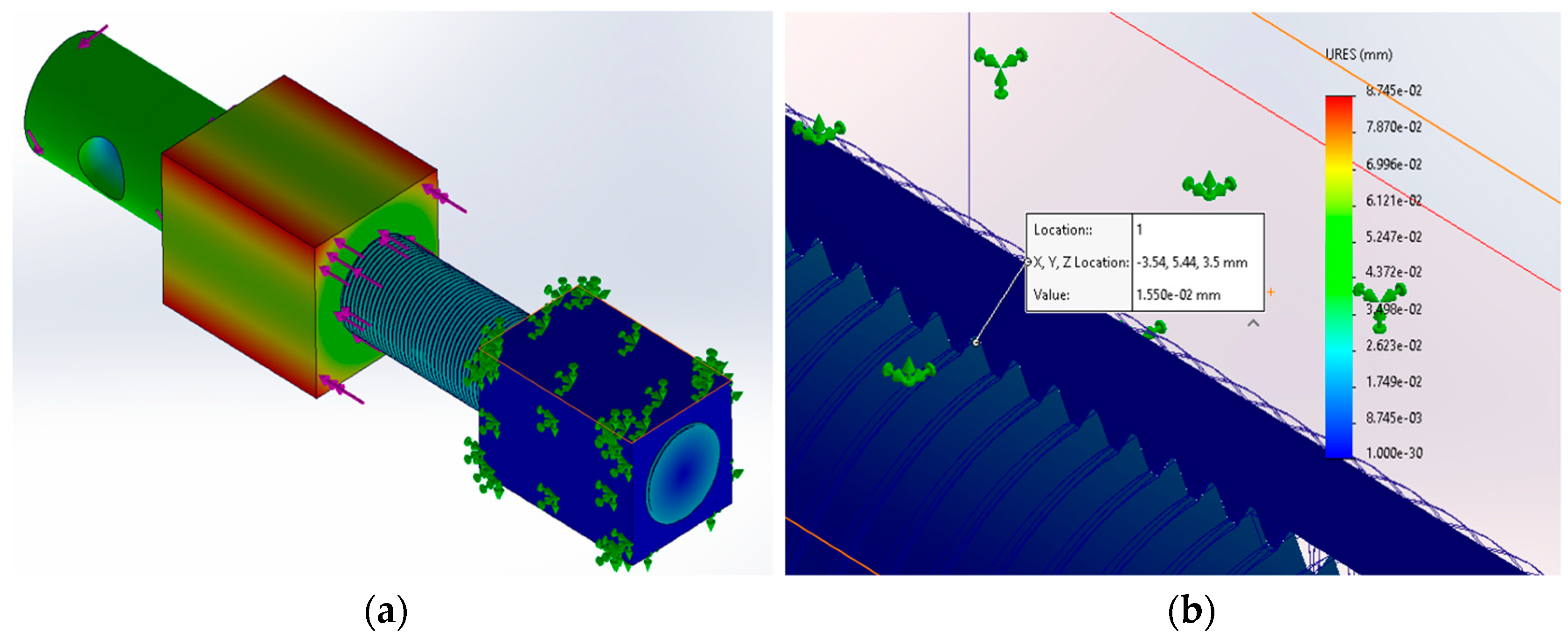
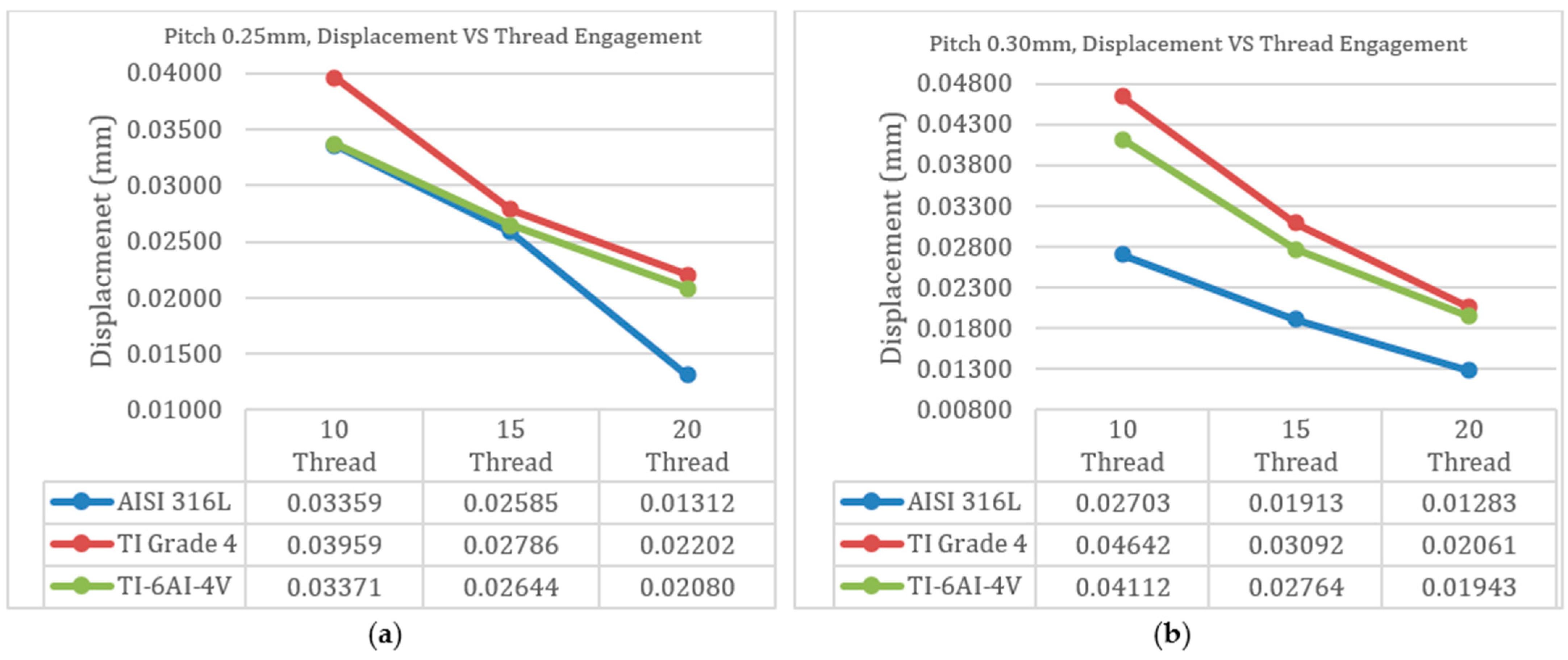
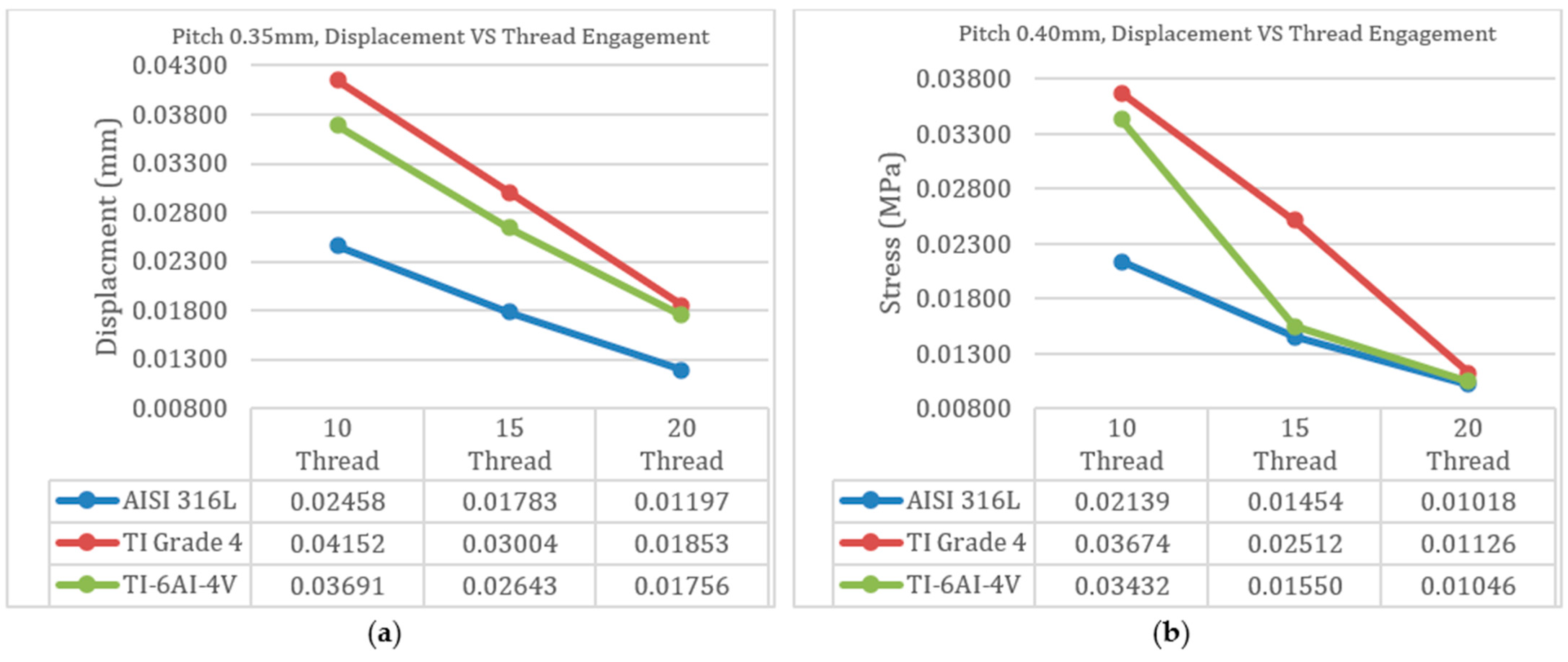
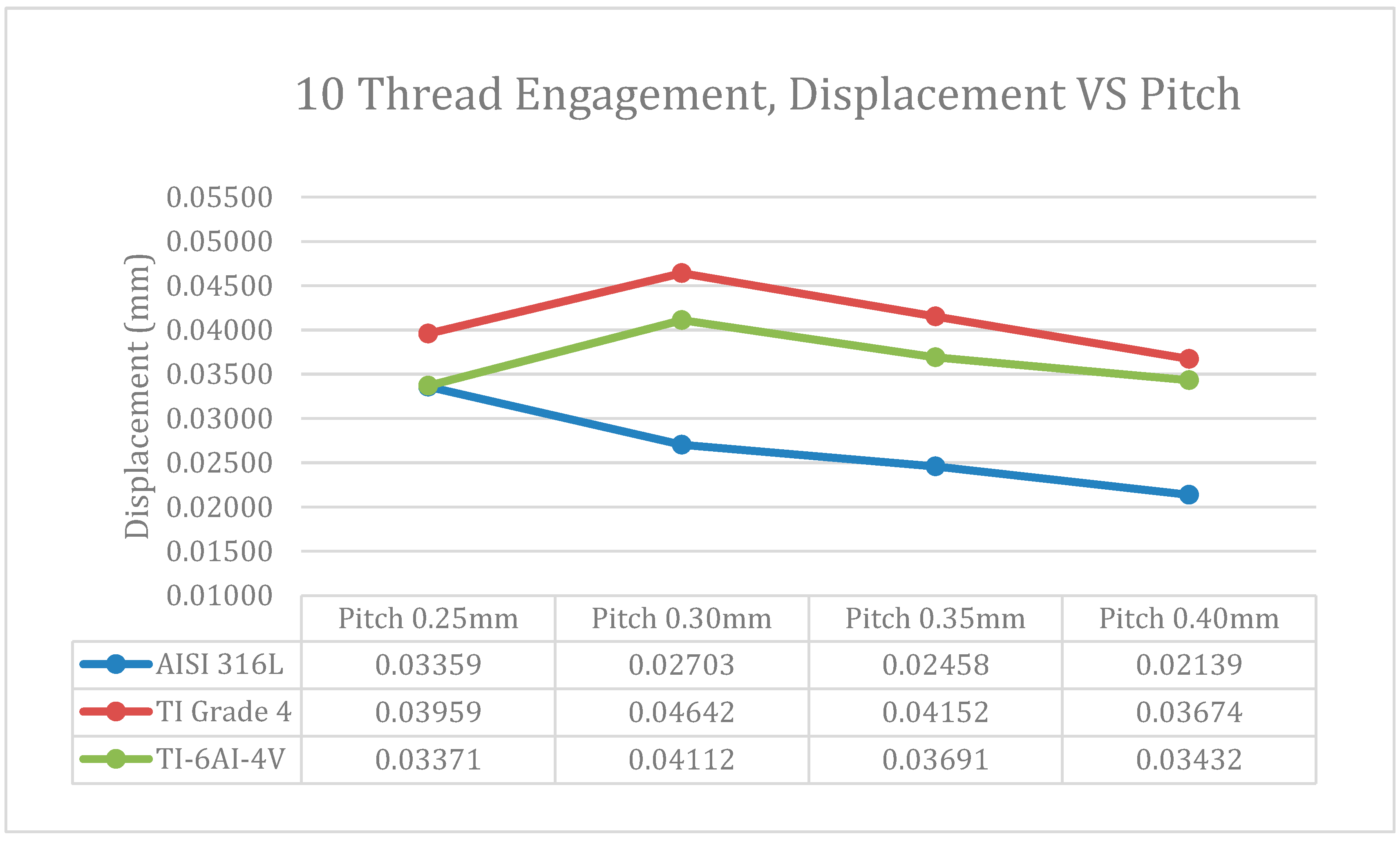
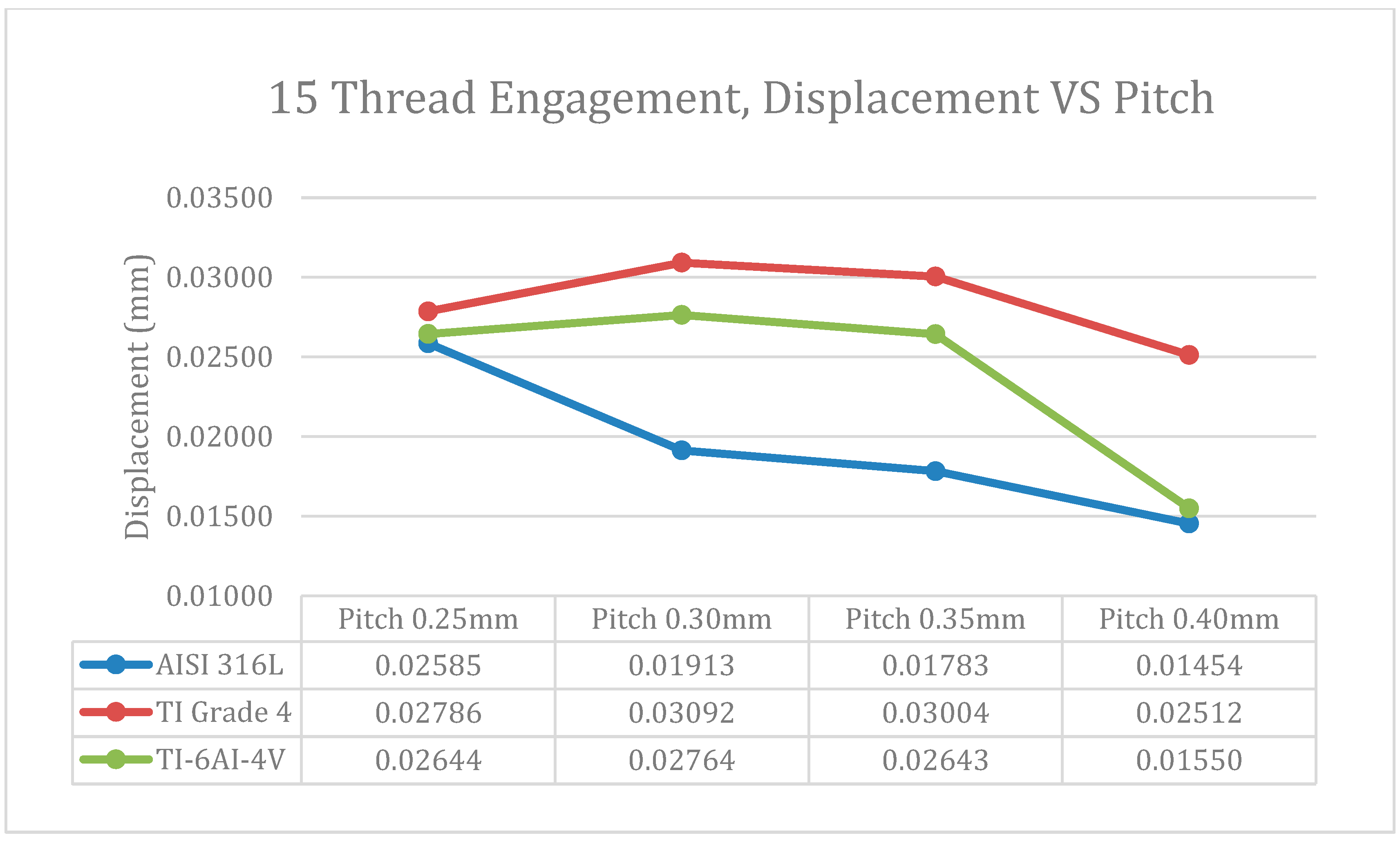
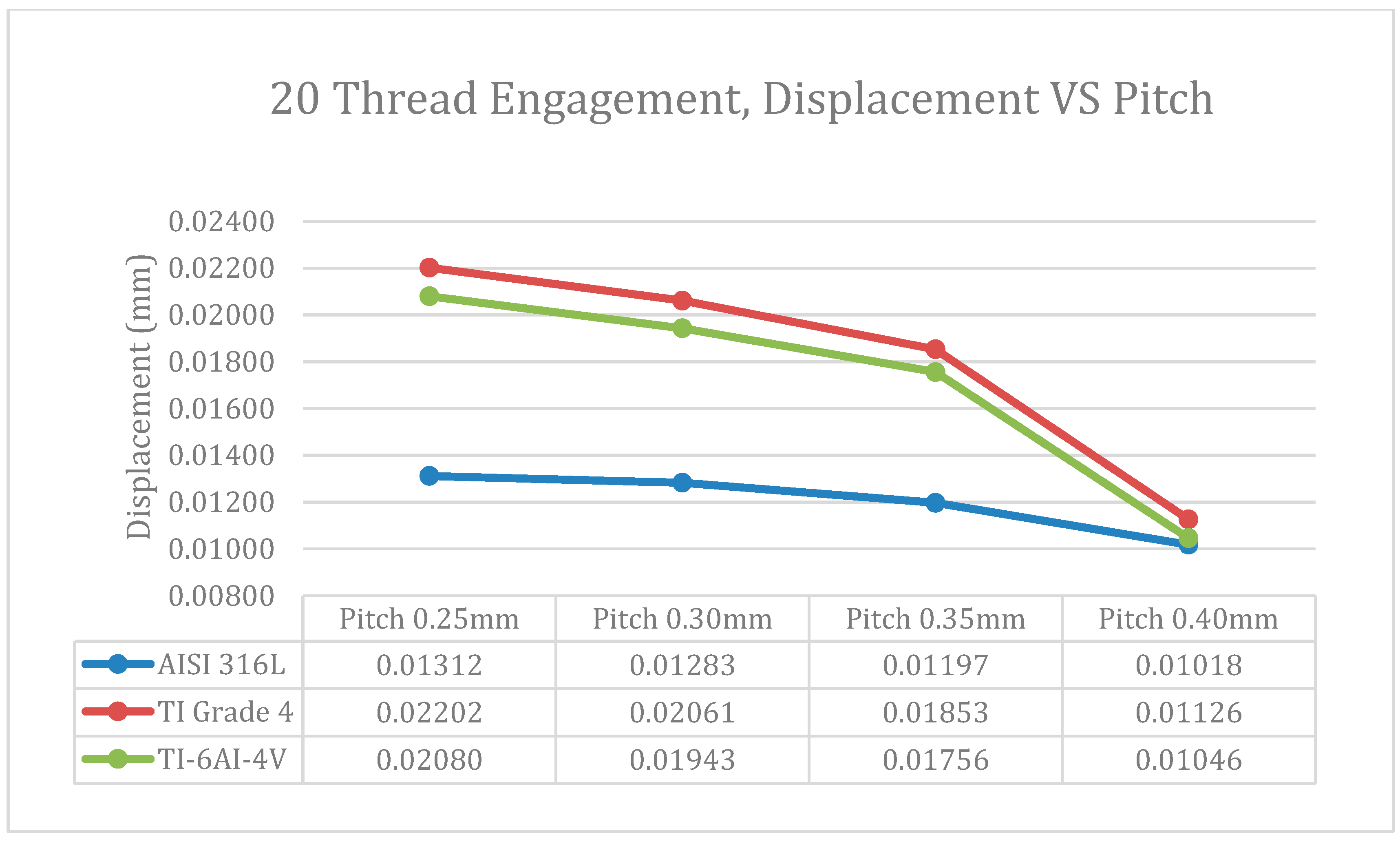
3.2. Displacement Results
| Total Displacement (mm) | ||||
|---|---|---|---|---|
| Pitch | Simulation | 10 Thread | 15 Thread | 20 Thread |
| Stainless steel austenitic AISI 316L (annealed) | 0.0336 | 0.0259 | 0.0131 | |
| 0.25 mm | Titanium commercial purity Grade 4 (annealed) | 0.0395 | 0.0278 | 0.0220 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 0.0337 | 0.0264 | 0.0208 | |
| Stainless steel austenitic AISI 316L (annealed) | 0.0270 | 0.0191 | 0.0128 | |
| 0.30 mm | Titanium commercial purity Grade 4 (annealed) | 0.0464 | 0.0309 | 0.0206 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 0.0411 | 0.0276 | 0.0194 | |
| Stainless steel austenitic AISI 316L (annealed) | 0.0246 | 0.0178 | 0.119 | |
| 0.35 mm | Titanium commercial purity Grade 4 (annealed) | 0.0415 | 0.0300 | 0.0185 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 0.0369 | 0.0264 | 0.0175 | |
| Stainless steel austenitic AISI 316L (annealed) | 0.0213 | 0.0145 | 0.0101 | |
| 0.40 mm | Titanium commercial purity Grade 4 (annealed) | 0.0367 | 0.0251 | 0.0112 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 0.0343 | 0.0155 | 0.0104 | |
| Materials | Elastic Modulus (MPa) |
|---|---|
| Stainless steel austenitic AISI 316L(annealed) | 205,000 |
| Titanium commercial purity Grade 4 (annealed) | 112,000 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 119,000 |
4. Recommendation
5. Conclusions
- Intramedullary mail (Figure 1a)
- Design and structure: The intramedullary nail is a long, slender rod that is inserted into the medullary cavity of the bone. It is designed to provide structural support during the bone lengthening process.
- Material: Typically made from biocompatible materials such as titanium or stainless steel to ensure durability and minimize adverse reactions within the human body.
- Dismantled Parts (Figure 1b)
- The intramedullary nail can be dismantled into individual parts for detailed examination and analysis. These parts include the main rod, the motorized extension mechanism, and the screw threads.
- Three-Dimensional Engineering Drawing (Figure 2)
- Detailed examination: A 3D engineering drawing of the intramedullary nail, created using SolidWorks software, provides a comprehensive view of its design and dimensions. This drawing captures the thread geometry, pitch, depth, and interaction with the overall structure.
- Stress points identification: The 3D representation helps identify potential weak points and areas of stress concentration, crucial for predicting failures and improving the design.
- Improvised Rig for Simulation (Figure 3)
- Simulation testing: An improvised rig is used to simulate real-world conditions and perform practical testing on the intramedullary nail. This rig allows for the application of stress, strain, and torque, facilitating a thorough evaluation of the nail’s performance under various conditions.
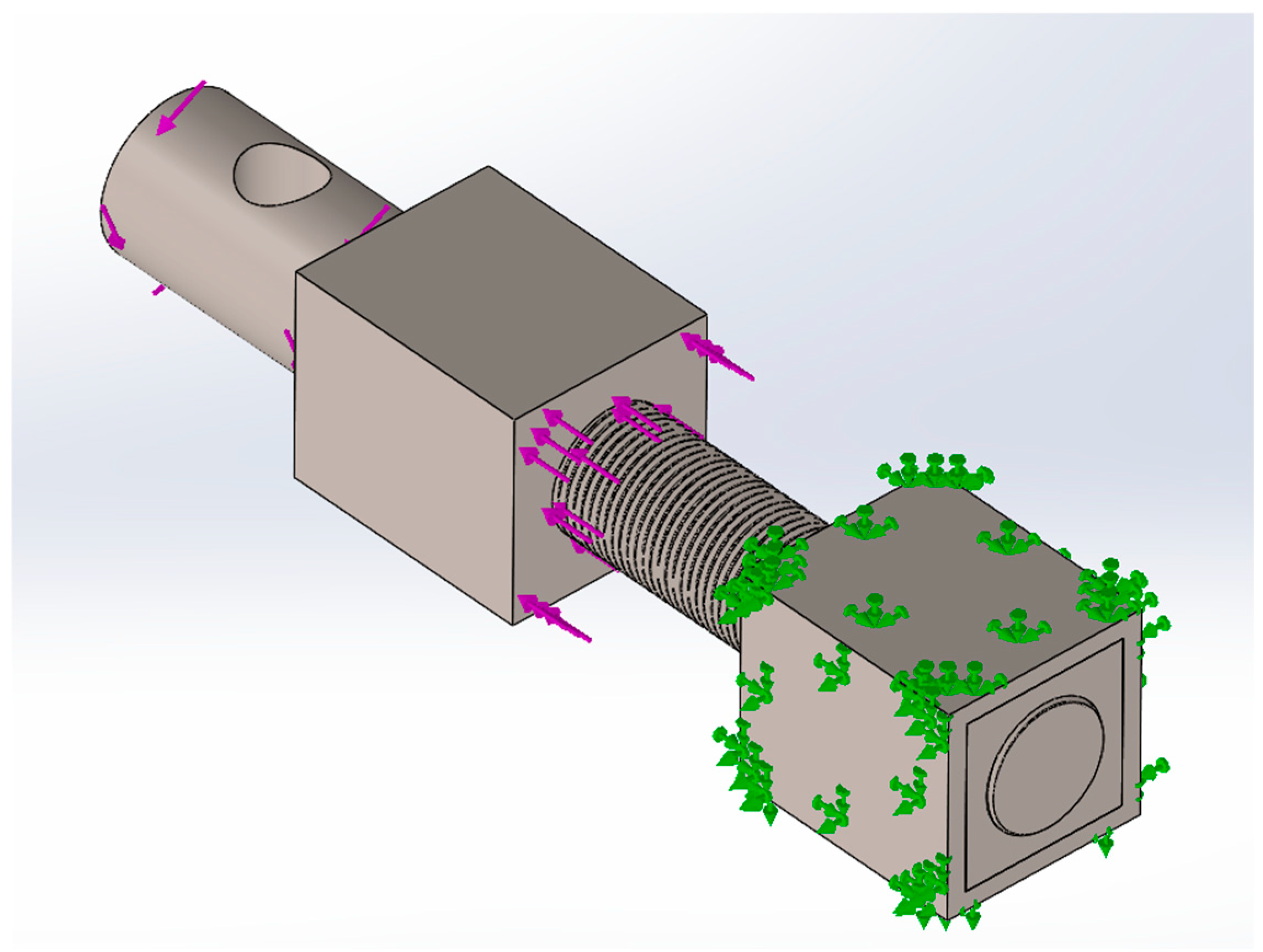
- Fixed Support Geometry (Figure 4)
- Simulation testing: An improvised rig is used to simulate real-world conditions and perform practical testing on the intramedullary nail. This rig allows for the application of stress, strain, and torque, facilitating a thorough evaluation of the nail’s performance under various conditions.
- Thread Loading (Figure 5)
- Illustrates the thread loading with a total force of 1200 N. This illustration is used to understand how the device handles tensile loading with torque, which is vital for ensuring the structural integrity of the threads during the consolidation phase.
- Torque Loading (Figure 6)
- Shows the torque loading applied during the simulations, set at 1.1 N·m across all simulations. This consistent torque input is crucial for the fair comparisons of various parameters and conditions being examined.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Robert Rozbruch, S.; Birch, J.G.; Dahl, M.T.; Herzenberg, J.E. Motorized Intramedullary Nail for Management of Limb-length Discrepancy and Deformity. J. Am. Acad. Orthop. Surg. 2014, 22, 403–409. [Google Scholar] [CrossRef] [PubMed]
- Robert Rozbruch, S. Limb Lengthening—An Overview; HHS: Washington, DC, USA, 2020.
- Bloudoff-Indelicato, M. A History of Limb Lengthening [Timeline]. Scintific American, 27 December 2012. [Google Scholar]
- Barker, J. Limb-Lengthening Surgery: A Look at the Pros and Cons; Boston Children’s Hospital: Boston, MA, USA, 2021. [Google Scholar]
- Hlukha, L.P.; Alrabai, H.M.; Sax, O.C.; Hammouda, A.I.; McClure, P.K.; Herzenberg, J.E. Mechanical Failures in Magnetic Intramedullary Lengthening Nails. J. Bone Jt. Surg. Am. 2023, 105, 113–127. [Google Scholar] [CrossRef] [PubMed]
- Sinai Hospital of Baltimore. International Center for Limb Lengthening. Rubin Institute for Advanced Orthopedics. 2019. Available online: https://www.limblength.org/ (accessed on 26 June 2024).
- Alana Biggers, M.M. What’s the Average Weight for Men? Rubin Institute for Advanced Orthopedics: Baltimore, MD, USA, 2023. [Google Scholar]
- Edwards, C. Materials Used in Medical Implants: How Is the Industry Breaking the Mould? Medical Device Network: New York, NY, USA, 2018. [Google Scholar]
- Saini, M.; Singh, Y.; Arora, P.; Arora, V.; Jain, K. Implant biomaterials: A comprehensive review. World J. Clin. Cases 2015, 3, 52–57. [Google Scholar] [CrossRef] [PubMed]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Lutjering, G.; Williams, J.C. Titanium; Springer: Berlin/Heidelberg, Germany, 2007; pp. 21–25. [Google Scholar]
- Budynas, R.G.; Nisbett, J.K. Shigley’s Mechanical Engineering Design; McGraw-Hill Science Engineering: New York, NY, USA, 2014. [Google Scholar]
- Biomechanics: Principles and Applications; Peterson, D.R.; Bronzino, J.D. (Eds.) CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- ISO 13485; Medical Devices—Quality Management Systems—Requirements for Regulatory Purposes. ISO: Geneva, Switzerland, 2016.
- Barrett, R.T. Fastener Design Manual. Engineering Library: London, UK, 1990. [Google Scholar]
- Kok, C.L.; Fu, X.; Koh, Y.Y.; Teo, T.H. A Novel Portable Solar Powered Wireless Charging Device. Electronics 2024, 13, 403. [Google Scholar] [CrossRef]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep Learning. IEEE Signal Process. Mag. 2015, 13, 199–220. [Google Scholar] [CrossRef] [PubMed]
- Goodfellow, I.; Pouget-Abadie, J.; Mirza, M.; Xu, B.; Warde-Farley, D.; Ozair, S.; Courville, A.; Bengio, Y. Generative Adversarial Nets. IEEE Trans. Neural Netw. Learn. Syst. 2018, 29, 1399–1404. [Google Scholar]
- Bengio, Y.; Courville, A.; Vincent, P. Representation Learning: A Review and New Perspectives. IEEE Trans. Pattern Anal. Mach. Intell. 2013, 35, 1798–1828. [Google Scholar] [CrossRef] [PubMed]
- Silver, D.; Huang, A.; Maddison, C.J.; Guez, A.; Sifre, L.; Van Den Driessche, G.; Schrittwieser, J.; Antonoglou, I.; Panneershelvam, V.; Lanctot, M.; et al. Mastering the Game of Go with Deep Neural Networks and Tree Search. IEEE Trans. Artif. Intell. 2016, 7, 484–488. [Google Scholar] [CrossRef] [PubMed]
- Glorot, X.; Bordes, A.; Bengio, Y. Deep Sparse Rectifier Neural Networks. IEEE Trans. Neural Netw. Learn. Syst. 2011, 23, 315–319. [Google Scholar]
- Aung, K.H.H.; Kok, C.L.; Koh, Y.Y.; Teo, T.H. An Embedded Machine Learning Fault Detection System for Electric Fan Drive. Electronics 2024, 13, 493. [Google Scholar] [CrossRef]
- Chen, J.; Teo, T.H.; Kok, C.L.; Koh, Y.Y. A Novel Single-Word Speech Recognition on Embedded Systems Using a Convolution Neuron Network with Improved Out-of-Distribution Detection. Electronics 2024, 13, 530. [Google Scholar] [CrossRef]
- Goldberg, Y. A Primer on Neural Network Models for Natural Language Processing. J. Artif. Intell. Res. 2016, 57, 345–420. [Google Scholar] [CrossRef]
- Graves, A.; Mohamed, A.; Hinton, G. Speech Recognition with Deep Recurrent Neural Networks. IEEE Trans. Audio Speech Lang. Process. 2013, 23, 664–675. [Google Scholar]
- Dauphin, Y.N.; Fan, A.; Auli, M.; Grangier, D. Language Modeling with Gated Convolutional Networks. IEEE Trans. Comput. Linguist. 2017, 1, 61–71. [Google Scholar]
- Mikolov, T.; Chen, K.; Corrado, G.; Dean, J. Efficient Estimation of Word Representations in Vector Space. IEEE Trans. Comput. Linguist. 2013, 9, 1–12. [Google Scholar]
- Kok, C.L.; Dai, Y.; Lee, T.K.; Koh, Y.Y.; Teo, T.H.; Chai, J.P. A Novel Low-Cost Capacitance Sensor Solution for Real-Time Bubble Monitoring in Medical Infusion Devices. Electronics 2024, 13, 1111. [Google Scholar] [CrossRef]
- Vaswani, A.; Shazeer, N.; Parmar, N.; Uszkoreit, J.; Jones, L.; Gomez, A.N.; Kaiser, Ł.; Polosukhin, I. Attention Is All You Need. IEEE Trans. Neural Netw. Learn. Syst. 2019, 30, 145–157. [Google Scholar]
- Goodfellow, I.J.; Shlens, J.; Szegedy, C. Explaining and Harnessing Adversarial Examples. IEEE Trans. Neural Netw. Learn. Syst. 2015, 26, 2692–2704. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. IEEE Trans. Comput. Vis. Pattern Recognit. 2016, 60, 770–778. [Google Scholar]
- Kok, C.L.; Tan, T.C.; Koh, Y.Y.; Lee, T.K.; Chai, J.P. Design and Testing of an Intramedullary Nail Implant Enhanced with Active Feedback and Wireless Connectivity for Precise Limb Lengthening. Electronics 2024, 13, 1519. [Google Scholar] [CrossRef]
- Prendergast, P.J.; Kelly, D.J.; Lee, T.C. Biomechanics and Mechanobiology in Orthopaedic Tissue Engineering: A Review. IEEE Trans. Biomed. Eng. 2008, 55, 1105–1114. [Google Scholar]
- Mak, A.F.; Zhang, J.; Boone, W.M. State-of-the-art research in lower-limb prosthetic biomechanics-socket interface: A review. IEEE Trans. Rehabil. Eng. 2003, 11, 361–373. [Google Scholar]
- Zhang, S.S.; Zhang, J.Y.; Wang, M.Q. Stress Analysis and Structural Optimization of External Fixator for Limb Lengthening. IEEE Access 2020, 8, 54673–54683. [Google Scholar]





| Materials | Prices (SGD/kg) | Yield Strength (MPa) | Elastic Modulus (GPa) | Tensile Strength (MPa) | Weak Alkalis (pH 9–11) |
|---|---|---|---|---|---|
| Stainless steel, austenitic, AISI 316L, annealed | 4.75–5.48 | 170–310 | 190–205 | 485–560 | Excellent |
| Titanium, commercial purity, Grade 4, annealed | 20.5–22.9 | 483–655 | 107–112 | 241–552 | Excellent |
| Titanium, alpha-beta alloy, Ti-6Al-4V, annealed | 32.2–35.7 | 786–910 | 110–119 | 860–980 | Excellent |
| Dimension | 0.25 mm | 0.30 mm | 0.35 mm | 0.40 mm |
|---|---|---|---|---|
| Torque | 1.0055 N m | 1.0205 N m | 1.0356 N m | 1.0507 N m |
| Bolt/Nut Materials | Lubricant | Coefficient of Friction |
|---|---|---|
| Steel/Bronze | None added | 0.15 |
| Titanium | Molybdenum disulfide grease | 0.10 |
| Simulation | Degrees of Freedom | Nodes | Elements | Time of Simulation |
|---|---|---|---|---|
| 0.25 mm 10 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 552,522 | 188,062 | 191,443 | 4 h–5 h |
| 0.25 mm 15 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 565,974 | 192,546 | 194,169 | 4 h–5 h |
| 0.25 mm 20 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 578,061 | 196,575 | 196,583 | 4 h–5 h |
| 0.30 mm 10 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 461,685 | 157,839 | 169,216 | 4 h–5 h |
| 0.30 mm 15 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 472,407 | 161,413 | 158,971 | 4 h–5 h |
| 0.30 mm 20 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 483,558 | 165,130 | 161,194 | 4 h–5 h |
| 0.35 mm 10 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 437,565 | 150,375 | 144,141 | 4 h–5 h |
| 0.35 mm 15 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 449,244 | 154,268 | 163,151 | 4 h–5 h |
| 0.35 mm 20 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 459,093 | 157,551 | 168,188 | 4 h–5 h |
| 0.40 mm 10 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 429,864 | 148,576 | 151,694 | 4 h–5 h |
| 0.40 mm 15 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 439,824 | 151,896 | 140,188 | 4 h–5 h |
| 0.40 mm 20 thread (AISI 316L), (Ti Grade 4), (Ti-6Al-4V) | 449,526 | 155,130 | 161,676 | 4 h–5 h |
| Max Von Mises Stress (MPa) | ||||
|---|---|---|---|---|
| Pitch | Simulation | 10 Thread | 15 Thread | 20 Thread |
| Stainless steel austenitic AISI 316L (annealed) | 649.4 | 547.1 | 357.0 | |
| 0.25 mm | Titanium commercial purity Grade 4 (annealed) | 491.6 | 399.4 | 345.5 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 484.5 | 398.0 | 342.6 | |
| Stainless steel austenitic AISI 316L (annealed) | 458.4 | 408.8 | 337.4 | |
| 0.30 mm | Titanium commercial purity Grade 4 (annealed) | 442.3 | 370.6 | 312.0 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 448.5 | 373.2 | 307.3 | |
| Stainless steel austenitic AISI 316L (annealed) | 414.6 | 378.1 | 309.1 | |
| 0.35 mm | Titanium commercial purity Grade 4 (annealed) | 390.3 | 363.3 | 296.3 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 390.3 | 363.4 | 295.0 | |
| Stainless steel austenitic AISI 316L (annealed) | 423.8 | 367.8 | 339.40 | |
| 0.40 mm | Titanium commercial purity Grade 4 (annealed) | 408.6 | 356.0 | 334.60 |
| Titanium alpha beta alloy Ti-6Al-4V (annealed) | 409.7 | 360.4 | 333.50 | |
| Pitch | Engagement Thread | Material | Stress on Thread (MPa) | Displacement on Thread (mm) |
|---|---|---|---|---|
| 0.25 mm | 20 Thread | Titanium alpha beta alloy Ti-6Al-4V (annealed) | 342.6 | 0.0208 |
| 0.30 mm | 20 Thread | Titanium alpha beta alloy Ti-6Al-4V (annealed) | 306.5 | 0.0194 |
| 0.35 mm | 20 Thread | Titanium alpha beta alloy Ti-6Al-4V (annealed) | 295.0 | 0.0176 |
| 0.40 mm | 20 Thread | Titanium alpha beta alloy Ti-6Al-4V (annealed) | 300.70 | 0.0105 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kok, C.L.; Ho, C.K.; Ng, H.W.; Koh, Y.Y.; Teo, T.H. Optimizing Sustainable Thread Design for Motorized Leg-Lengthening Devices: A Structural and Performance Assessment. Appl. Sci. 2024, 14, 7296. https://doi.org/10.3390/app14167296
Kok CL, Ho CK, Ng HW, Koh YY, Teo TH. Optimizing Sustainable Thread Design for Motorized Leg-Lengthening Devices: A Structural and Performance Assessment. Applied Sciences. 2024; 14(16):7296. https://doi.org/10.3390/app14167296
Chicago/Turabian StyleKok, Chiang Liang, Chee Kit Ho, Hong Wei Ng, Yit Yan Koh, and Tee Hui Teo. 2024. "Optimizing Sustainable Thread Design for Motorized Leg-Lengthening Devices: A Structural and Performance Assessment" Applied Sciences 14, no. 16: 7296. https://doi.org/10.3390/app14167296