
Application of Ultrasonic Testing for Assessing the Elastic Properties of PLA Manufactured by Fused Deposition Modeling


Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Specimen Manufacturing
2.2. Density Measurements
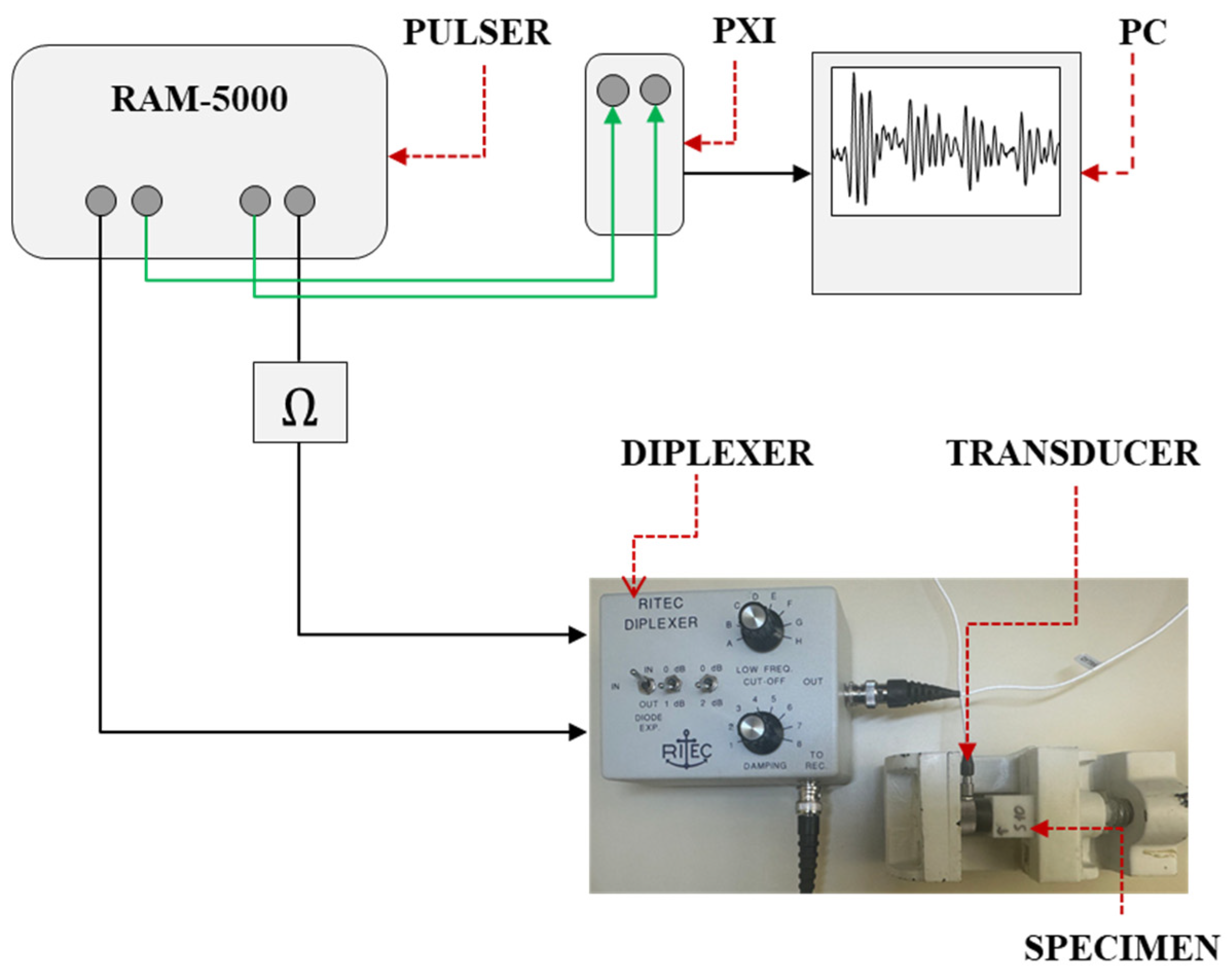
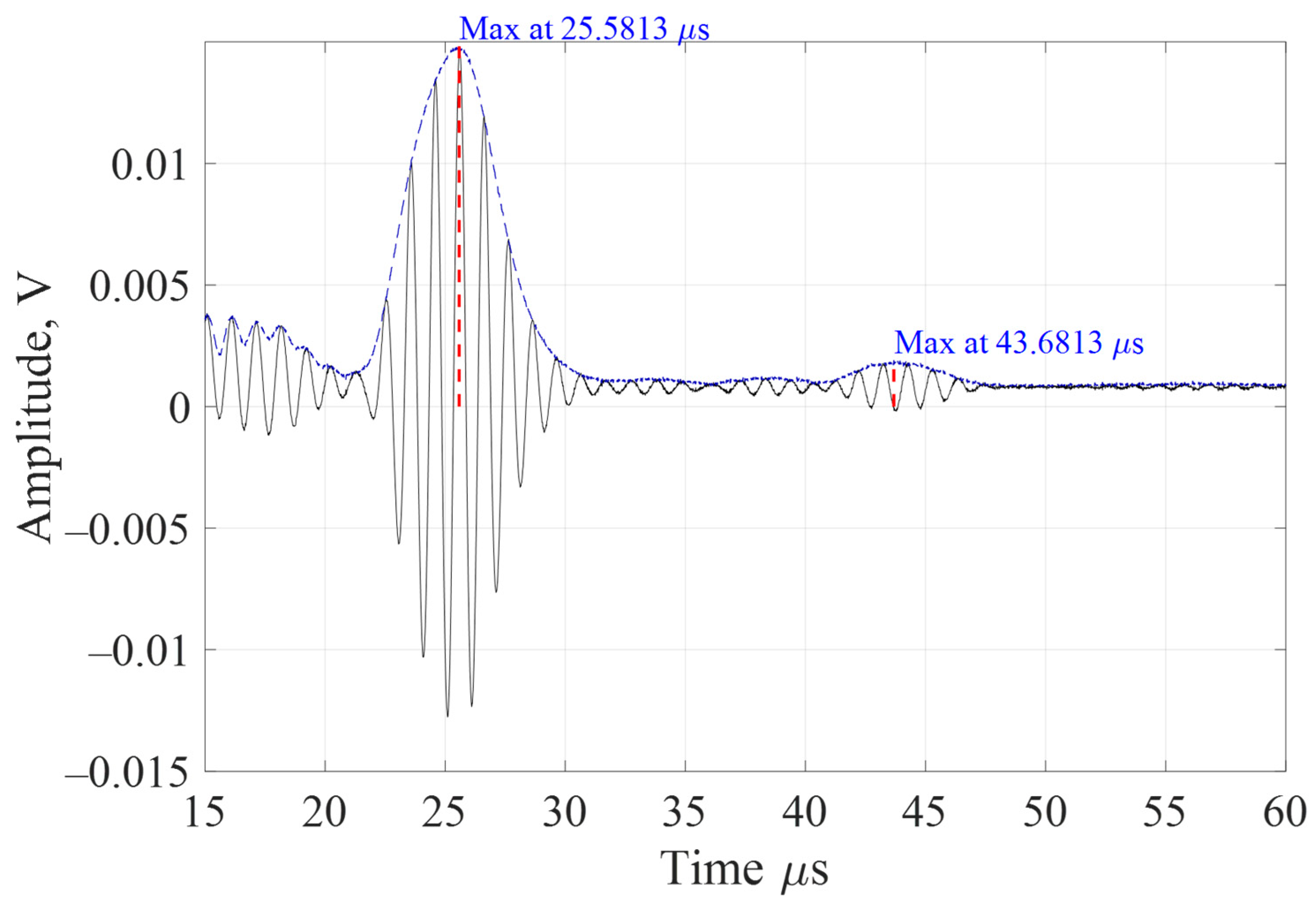
2.3. Ultrasonic Experimental Setup
2.4. Assessment of the Elastic Properties of PLA Material
2.5. Experimental Setup and Procedure for Porosity Measurements
3. Results and Discussion
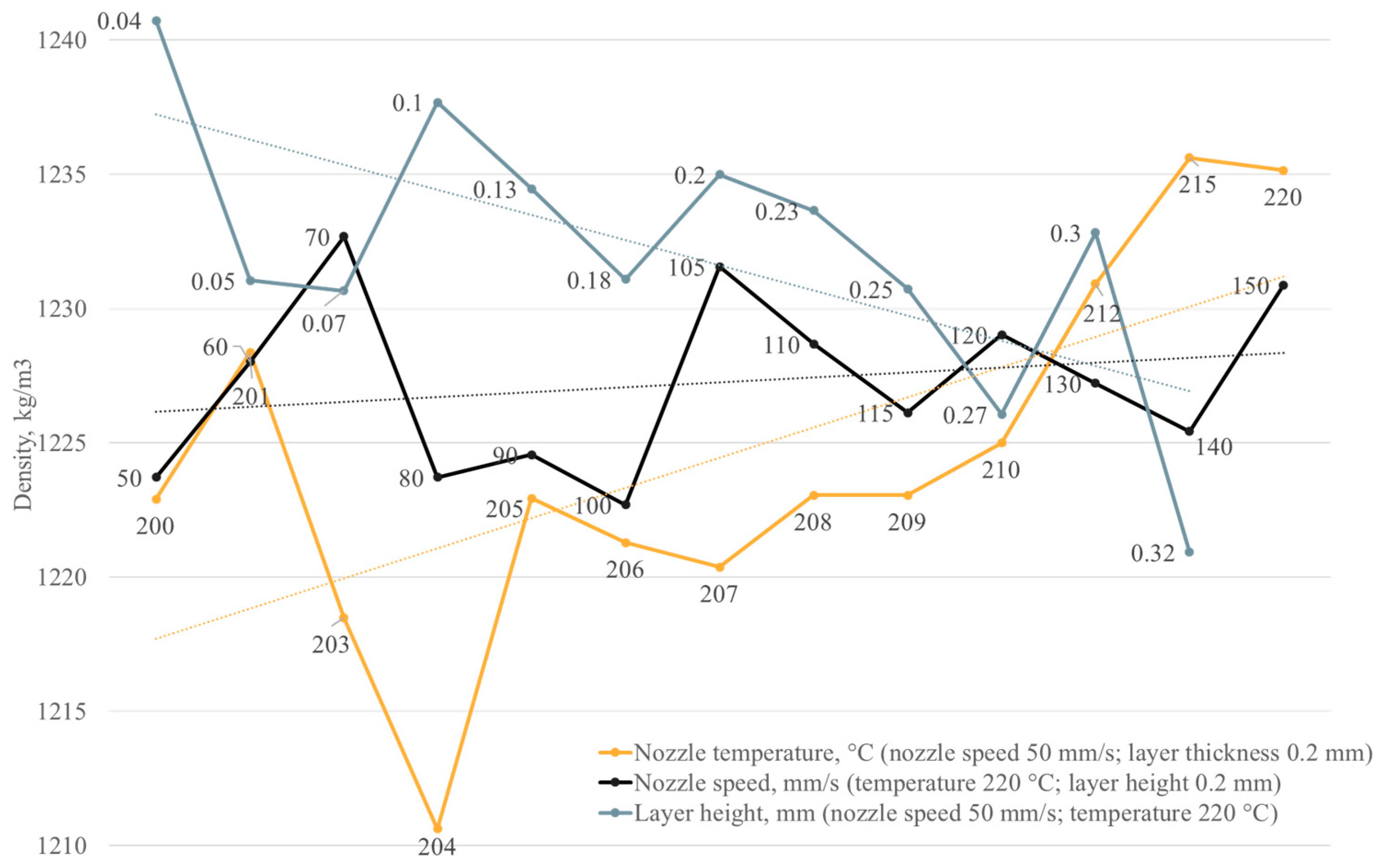
3.1. Density Measurements
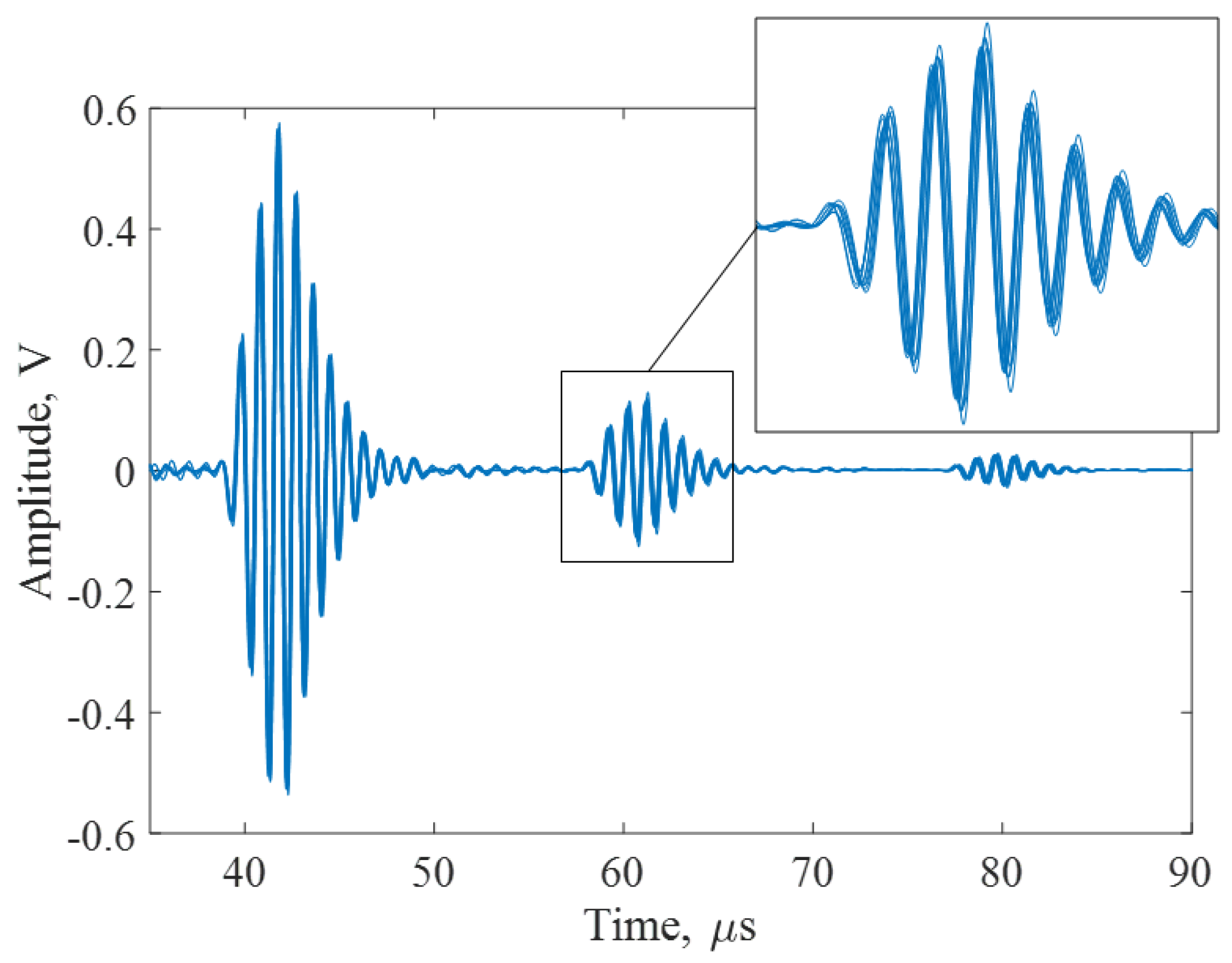
3.2. Repeatability Test
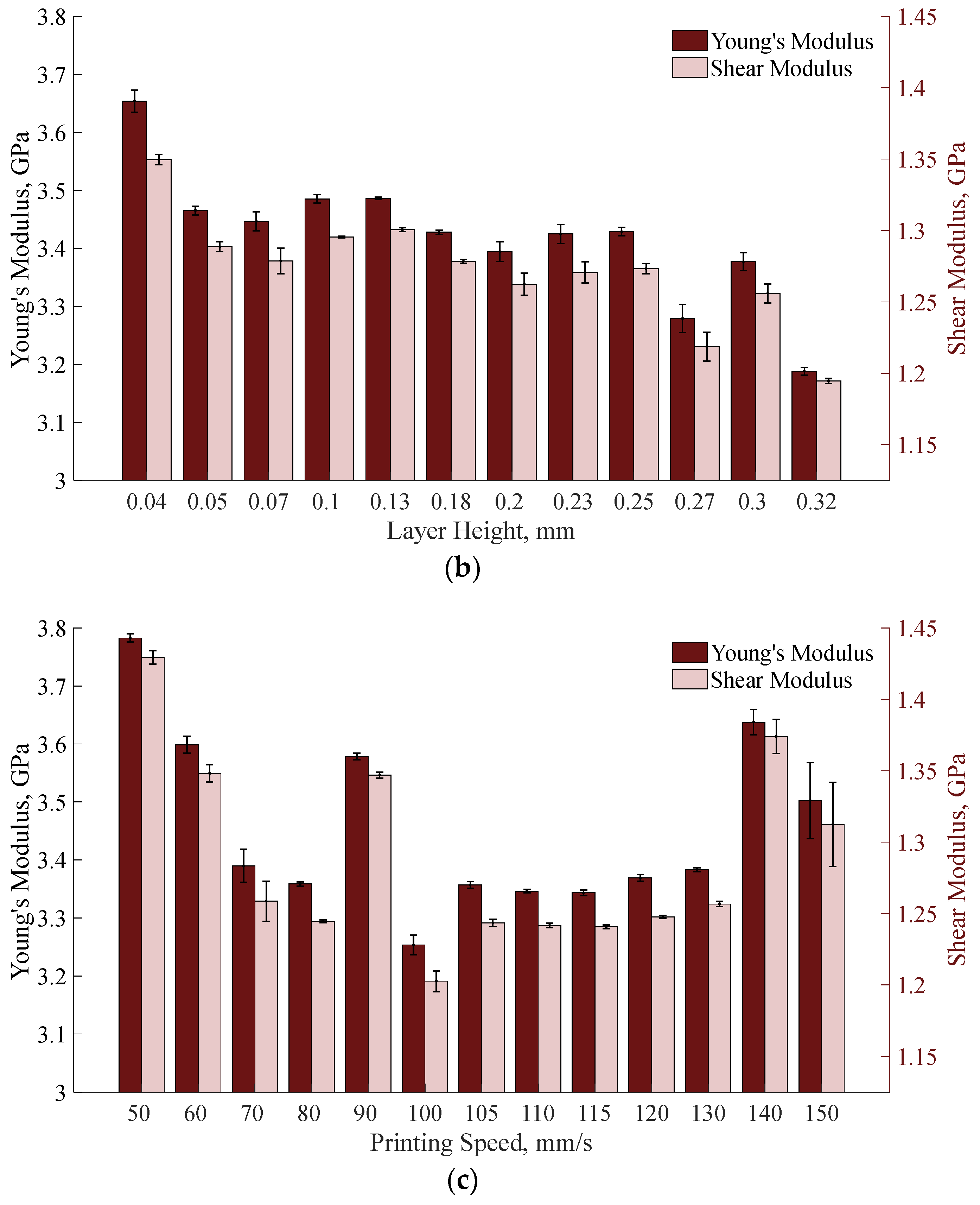
3.3. Speed of Sound as a Function of Printing Parameters
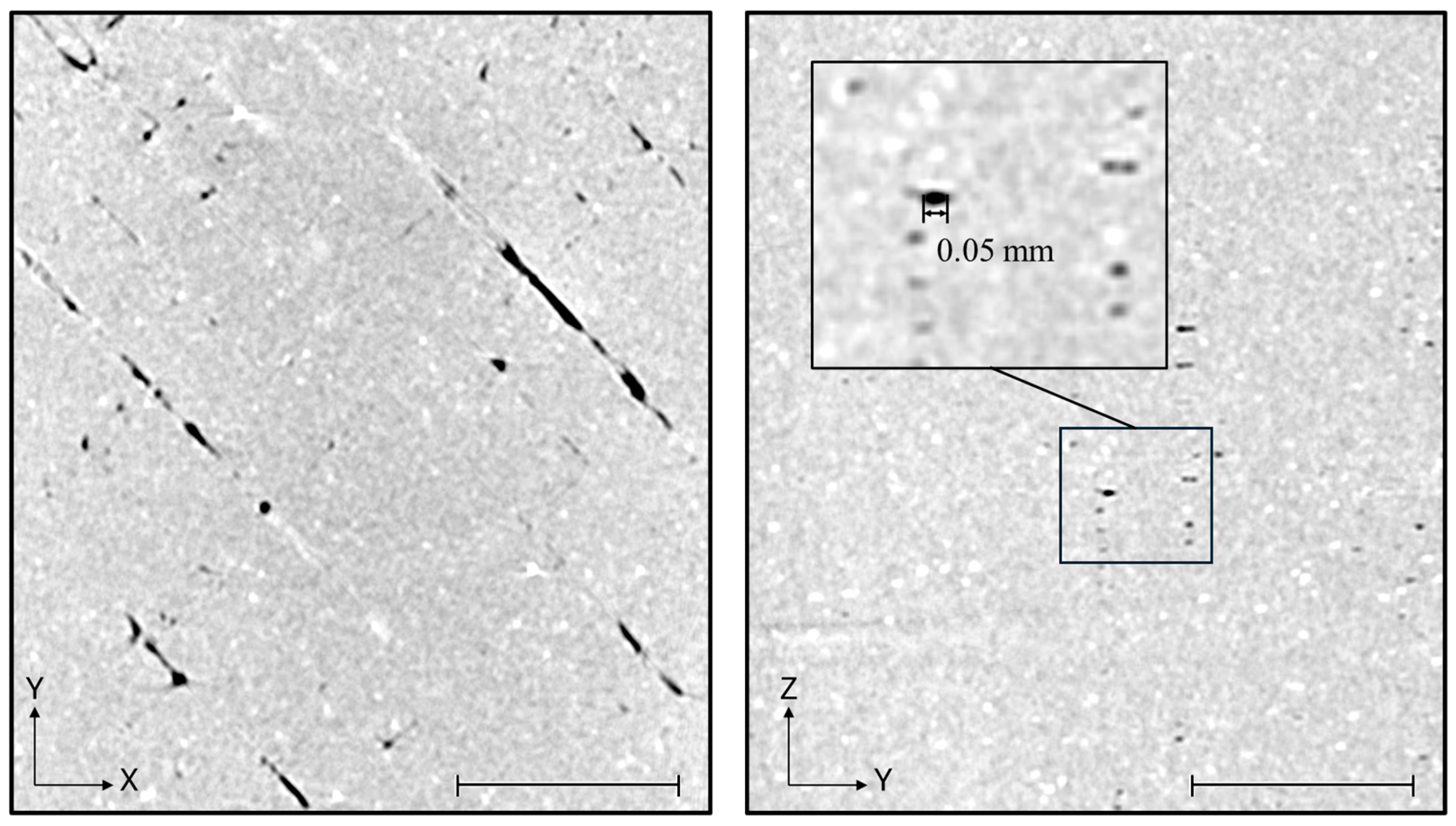
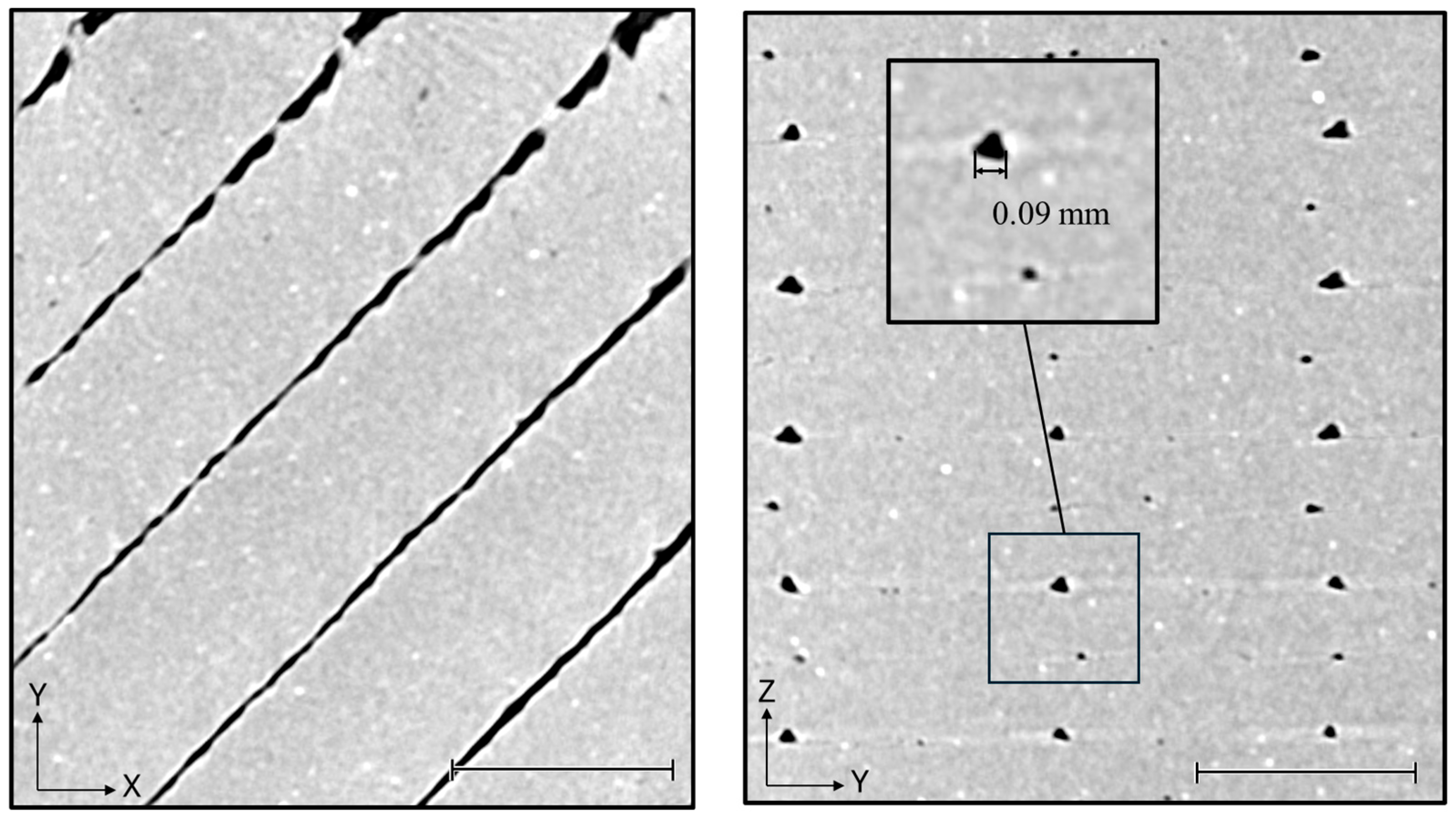
3.4. Investigation of the Internal Structure of Printed PLA Specimens
3.4.1. Porosity Measurements
3.4.2. Establishing the Relationship between Printing Process Parameters and Internal Structure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mazurchevici, A.D.; Nedelcu, D.; Popa, R.; Asachi, G. Additive manufacturing of composite materials by FDM technology: A review. Indian J. Eng. Mater. Sci. 2020, 27, 179–192. [Google Scholar]
- Bernard, A.; Fischer, A. New Trends in Rapid Product Development. CIPR Ann. 2002, 51, 635–652. [Google Scholar] [CrossRef]
- Kumaresan, R.; Mahendran, S.; Kumaran, K.; Harun, W.S.W.; Mustafizur, R. Fused deposition modeling: Process, materials, parameters, properties, and applications. Int. J. Adv. Manuf. Tech. 2022, 120, 1531–1570. [Google Scholar]
- Mohd Pu’ad, N.A.S.; Haq, R.A.; Noh, H.M.; Abdullah, H.Z.; Idris, M.I.; Lee, T.C. Review on the fabrication of fused deposition modelling (FDM) composite filament for biomedical applications. Mater. Today Proc. 2020, 29, 228–232. [Google Scholar] [CrossRef]
- Chacon, J.M.; Caminero, M.A.; Garcia-Plaza, E.; Nunez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Liu, Y.; Bai, W.; Cheng, X.; Tian, J.; Wei, D.; Sun, Y.; Di, P. Effects of printing layer thickness on mechanical properties of 3D-printed custom trays. J. Prosthet. Dent. 2021, 126, 671.e1–671.e7. [Google Scholar] [CrossRef] [PubMed]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Coppola, B.; Cappetti, N.; Di Maio, L.; Scarfato, P.; Incarnato, L. 3D Printing of PLA/clay Nanocomposites: Influence of Printing Temperature on Printed Samples Properties. Materials 2018, 11, 1947. [Google Scholar] [CrossRef] [PubMed]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Pandzic, A.; Hodzic, D.; Milovanovic, A. Effect of Infill Type and Density on Tensile Properties of PLA Material for FDM Process. In Proceedings of the 30th DAAAM International Symposium, Zadar, Croatia, 23–26 October 2019; Volume 1, pp. 545–554. [Google Scholar]
- Valerga, A.P.; Batista, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef] [PubMed]
- Khosravani, M.R.; Božić, Ž.; Zolfagharian, A.; Reinicke, T. Failure analysis of 3D-printed PLA components: Impact of manufacturing defects and thermal ageing. Eng. Fail. Anal. 2022, 136, 106214. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Everton, S.K.; Dickens, P.; Tuck, C.; Dutton, B. Identification of sub-surface defects in parts produced by additive manufacturing, using laser generated ultrasound. Mater Sci. Technol. Conf. 2016, 1, 141–148. [Google Scholar]
- Stern, F.; Tenkamp, J.; Walther, F. Non-destructive characterization of process-induced defects and their effect on the fatigue behavior of austenitic steel 316L made by laser-powder bed fusion. Prog. Addit. Manuf. 2020, 5, 287–294. [Google Scholar] [CrossRef]
- Dobmann, G.; Kröning, M.; Theiner, W.; Willems, H.; Fiedler, U. Nondestructive characterization of materials (ultrasonic and micromagnetie techniques) for strength and toughness prediction and the detection of early creep damage. NDT E Int. 1995, 157, 137–158. [Google Scholar]
- Nadimpalli, V.K. Ultrasonic Nondestructive Evaluation of Metal Additive Manufacturing. Ph.D. Thesis, University of Louisville, Louisville, KY, USA, 2018. [Google Scholar]
- Stair, S.L.; Moore, D.G. Characterization and nondestructive inspection of additively manufactured materials. In Proceedings of the AIP Conference Proceedings, Burlington, VY, USA, 15–19 July 2018. [Google Scholar]
- Du Plessis, A.; Yadroitsev, I.; Yadroitsava, I.; Le Roux, S.G. X-Ray Microcomputed Tomography in Additive Manufacturing: A Review of the Current Technology and Applications. 3D Print. Addit. Manuf. 2018, 5, 227–247. [Google Scholar] [CrossRef]
- Du Plessis, A.; le Roux, S.G.; Waller, J.; Sperling, P.; Achilles, N.; Beerlink, A.; Métayer, J.F.; Sinico, M.; Probst, G.; Dewulf, W.; et al. Laboratory X-ray tomography for metal additive manufacturing: Round robin test. Addit. Manuf. 2019, 30, 100837. [Google Scholar] [CrossRef]
- Yang, T.; Jin, Y.; Squires, B.; Choi, T.Y.; Dahotre, N.B.; Neogi, A. In-situ monitoring and ex-situ elasticity mapping of laser induced metal melting pool using ultrasound: Numerical and experimental approaches. J. Manuf. Process. 2021, 71, 178–186. [Google Scholar] [CrossRef]
- Dewulf, W.; Pavan, M.; Craeghs, T.; Kruth, J.-P. Using X-ray computed tomography to improve the porosity level of polyamide-12 laser sintered parts. CIRP Ann. 2016, 65, 205–208. [Google Scholar] [CrossRef]
- Chadha, C.; Olaivar, G.; Mahrous, A.M.; Patterson, A.; Jasiuk, I. Exploring the Effect of Specimen Size on Elastic Properties of Fused-Filament-Fabrication-Printed Polycarbonate and Thermoplastic Polyurethane. Materials 2024, 17, 2677. [Google Scholar] [CrossRef] [PubMed]
- Sui, T.; Salvati, E.; Zhang, H.; Nyaza, K.; Senatov, F.; Salimon, A.; Korsunsky, A. Probing the complex thermo-mechanical properties of a 3D-printed polylactide-hydroxyapatite composite using in situ synchrotron X-ray scattering. J. Adv. Res. 2019, 16, 113–122. [Google Scholar] [CrossRef] [PubMed]
- Bartlett, J.L.; Heim, F.M.; Murty, Y.V.; Li, X. In situ defect detection in selective laser melting via full-field infrared thermography. Addit. Manuf. 2018, 24, 595–605. [Google Scholar] [CrossRef]
- Rieder, H.; Dillhoefer, A.; Spies, M.; Bamberg, J.; Heß, T. Online Monitoring of Additive Manufacturing Processes Using Ultrasound. In Proceedings of the 11th European Conference on Non-Destructive Testing, Prague, Czech Republic, 6–11 October 2014. [Google Scholar]
- Huang, N.; Cook, O.J.; Smithson, R.L.; Kube, C.M.; Argüelles, A.P.; Beese, A.M. Use of ultrasound to identify microstructure-property relationships in 316 stainless steel fabricated with binder jet additive manufacturing. Addit. Manuf. 2022, 51, 102591. [Google Scholar] [CrossRef]
- Yang, C.-H.; Jeyaprakash, N.; Chan, C.-K. Inhomogeneous mechanical properties in additively manufactured parts characterized by nondestructive laser ultrasound technique. NDT E Int. 2020, 116, 102340. [Google Scholar] [CrossRef]
- Czink, S.; Dietrich, S.; Schulze, V. Ultrasonic evaluation of elastic properties in laser powder bed fusion manufactured AlSi10Mg components. NDT E Int. 2022, 132, 102729. [Google Scholar] [CrossRef]
- Bento, J.B.; Lopez, A.; Pires, I.; Quintino, L.; Santos, T.G. Non-destructive testing for wire + arc additive manufacturing of aluminium parts. Addit. Manuf. 2019, 29, 100782. [Google Scholar] [CrossRef]
- Chen, Y.; Peng, X.; Kong, L.; Dong, G.; Remani, A.; Leach, R. Defect inspection technologies for additive manufacturing. Int. J. Extreme Manuf. 2021, 3, 022002. [Google Scholar] [CrossRef]
- Rieder, H.; Dillhöfer, A.; Spies, M.; Bamberg, J.; Hess, T. Ultrasonic online monitoring of additive manufacturing processes based on selective laser melting. In Proceedings of the 41st Annual Review of Progress in Quantitative Nondestructive Evaluation, Boise, ID, USA, 20–25 July 2015. [Google Scholar]
- ASTM Standard C1161-02; Standard Test Method for Flexural Strength of Advanced Ceramics at Ambient Temperature. ASTM International: West Conshohocken, PA, USA, 2017.
- ISO 178:2019; Plastics—Determination of Flexural Properties. International Organization for Standardization: Geneva, Switzerland, 2019.
- Kumar, R.S.; Sridhar, S.; Venkatraman, R.; Venkatesan, M. Polymer additive manufacturing of ASA structure: Influence of printing parameters on mechanical properties. Mater. Today 2021, 39, 1316–1319. [Google Scholar]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. IOP Conf. Ser. Mater. Sci. Eng. 2017, 227, 012033. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- Doshi, M.; Mahale, A.; Kumar Singh, S.; Deshmukh, S. Printing parameters and materials affecting mechanical properties of FDM-3D printed Parts: Perspective and prospects. Mater. Today 2022, 50, 2269–2275. [Google Scholar] [CrossRef]
- Yan, X.-L.; Dong, S.-Y.; Xu, B.-S.; Cao, Y. Progress and Challenges of Ultrasonic Testing for Stress in Remanufacturing Laser Cladding Coating. Materials 2018, 11, 293. [Google Scholar] [CrossRef] [PubMed]
- Ledbetter, H.M. Elastic Properties in Materials at Low Temperatures; Reed, R.P., Clark, A.F., Eds.; American Society for Metals: Metals Park, OH, USA, 1983; pp. 1–45. [Google Scholar]
- Liao, Y.; Liu, C.; Coppola, B.; Barra, G.; Di Maio, L.; Incarnato, L.; Lafdi, K. Effect of Porosity and Crystallinity on 3D Printed PLA Properties. Polymers 2019, 11, 1487. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | S1 | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 | S10 | S11 | S12 | S13 |
| Nozzle speed, mm/s (nozzle temperature: 220 °C; layer height: 0.2 mm) | 50 | 60 | 70 | 80 | 90 | 100 | 105 | 110 | 115 | 120 | 130 | 140 | 150 |
| Parameter | T1 | T2 | T3 | T4 | T5 | T6 | T7 | T8 | T9 | T10 | T11 | T12 | T13 |
| Nozzle temperature, °C (nozzle speed: 50 mm/s; layer height: 0.2 mm) | 200 | 201 | 203 | 204 | 205 | 206 | 207 | 208 | 209 | 210 | 212 | 215 | 220 |
| Parameter | TH1 | TH2 | TH3 | TH4 | TH5 | TH6 | TH7 | TH8 | TH9 | TH10 | TH11 | TH12 | |
| Layer height, mm (nozzle temperature: 220 °C; nozzle speed: 50 mm/s) | 0.04 | 0.05 | 0.07 | 0.1 | 0.13 | 0.18 | 0.2 | 0.23 | 0.25 | 0.27 | 0.3 | 0.32 |
| Nozzle speed, mm/s (nozzle temperature: 220 °C; layer height: 0.2 mm) | 50 | 60 | 70 | 80 | 90 | 100 | 105 | 110 | 115 | 120 | 130 | 140 | 150 |
| Poisson’s ratio | 0.323 | 0.334 | 0.346 | 0.349 | 0.327 | 0.351 | 0.351 | 0.347 | 0.347 | 0.350 | 0.346 | 0.324 | 0.337 |
| Nozzle temperature, °C (nozzle speed: 50 mm/s; layer height: 0.2 mm) | 200 | 201 | 203 | 204 | 205 | 206 | 207 | 208 | 209 | 210 | 212 | 215 | 220 |
| Poisson’s ratio | 0.346 | 0.351 | 0.343 | 0.354 | 0.351 | 0.353 | 0.351 | 0.349 | 0.349 | 0.346 | 0.360 | 0.346 | 0.356 |
| Layer height, mm (nozzle temperature: 220 °C; nozzle speed: 50 mm/s) | 0.04 | 0.05 | 0.07 | 0.1 | 0.13 | 0.18 | 0.2 | 0.23 | 0.25 | 0.27 | 0.3 | 0.32 | |
| Poisson’s ratio | 0.354 | 0.344 | 0.348 | 0.345 | 0.340 | 0.341 | 0.344 | 0.348 | 0.346 | 0.345 | 0.344 | 0.334 |
| Specimen | Porosity, % |
|---|---|
| TH1 | 0.38 |
| TH12 | 0.65 |
| S1 | 1.63 |
| S13 | 0.76 |
| T1 | 0.98 |
| T13 | 0.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pozhanka, M.; Zagrai, A.; Baez Avila, F.; Drach, B. Application of Ultrasonic Testing for Assessing the Elastic Properties of PLA Manufactured by Fused Deposition Modeling. Appl. Sci. 2024, 14, 7639. https://doi.org/10.3390/app14177639
Pozhanka M, Zagrai A, Baez Avila F, Drach B. Application of Ultrasonic Testing for Assessing the Elastic Properties of PLA Manufactured by Fused Deposition Modeling. Applied Sciences. 2024; 14(17):7639. https://doi.org/10.3390/app14177639
Chicago/Turabian StylePozhanka, Mariya, Andrei Zagrai, Fidel Baez Avila, and Borys Drach. 2024. "Application of Ultrasonic Testing for Assessing the Elastic Properties of PLA Manufactured by Fused Deposition Modeling" Applied Sciences 14, no. 17: 7639. https://doi.org/10.3390/app14177639