
Effect of the Printing Scenario on the Dimensional Accuracy and the Tensile Strength of Different Colored PLA Specimens Produced by Fused Deposition Modeling

 ,
,  ,
,
Abstract
:1. Introduction
- -
- layer thickness;
- -
- printing head temperature;
- -
- build plate temperature;
- -
- printing speed;
- -
- build orientation;
- -
- infill pattern and density;
- -
- raster angle.
- (a)
- Individual printing of a cube with base area equal to A;
- (b)
- Individual printing of a cube with base area equal to 2A;
- (c)
- Simultaneous printing of two cubes, each with base area equal to A.
2. Materials and Methods
- -
- -
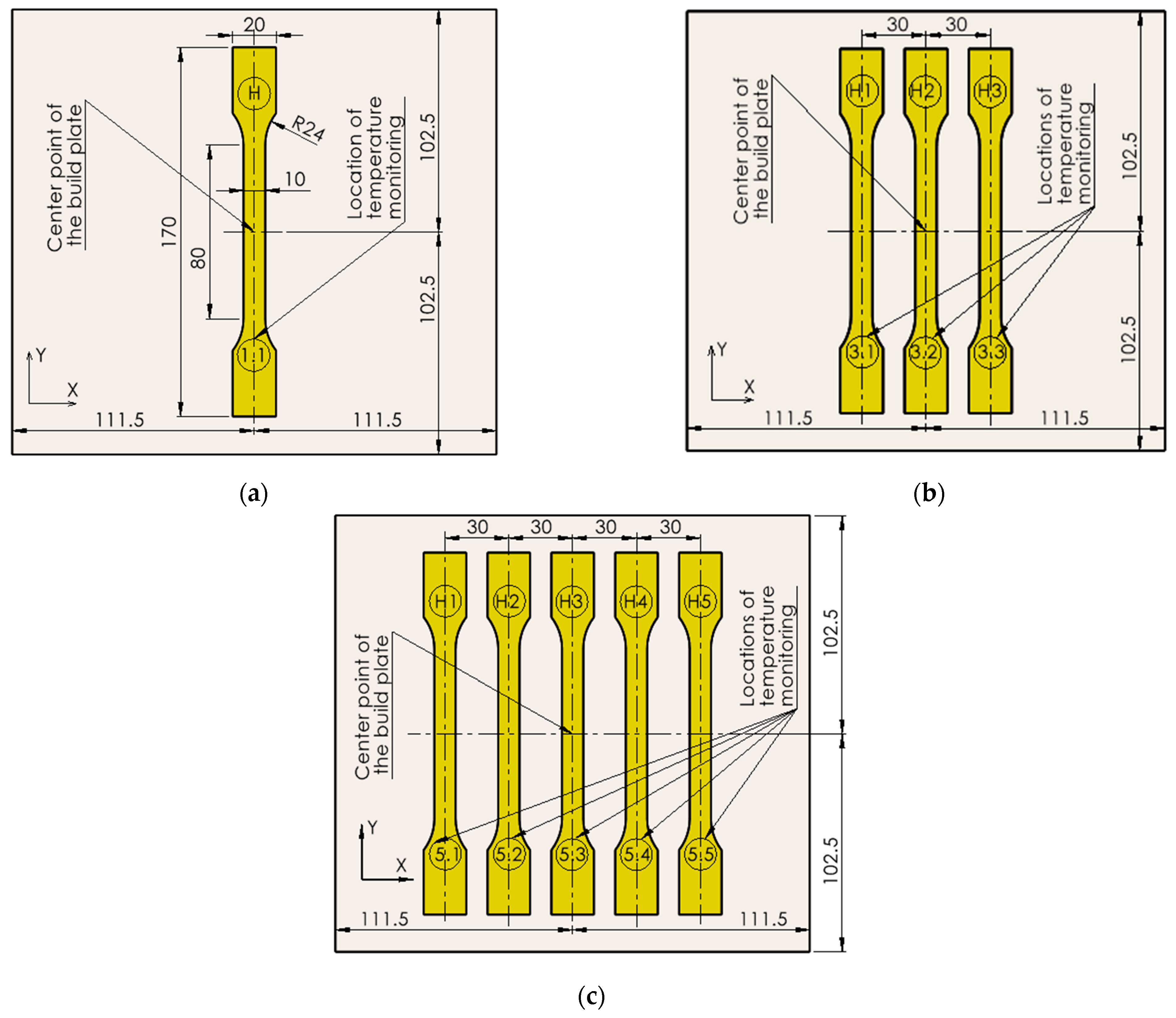
- simultaneous printing of three tensile test specimens (codified: 3.1, 3.2 and 3.3), placed in the center of the build plate, with YXZ orientation and 30 mm distance between the specimens’ symmetry axes (Figure 1b). The order of deposition was: first layer of specimen 3.1, first layer of specimen 3.2, first layer of specimen 3.3, second layer of specimen 3.1, second layer of specimen 3.2, second layer of specimen 3.3 (similar for all layers);
- -
- simultaneous printing of five tensile test specimens (codified: 5.1, 5.2, 5.3, 5.4 and 5.5), placed in the center of the build plate, with YXZ orientation and 30 mm distance between the specimens’ symmetry axes (Figure 1c). The order of deposition was: first layer of specimen 5.1, first layer of specimen 5.2, first layer of specimen 5.3, first layer of specimen 5.4, first layer of specimen 5.5, second layer of specimen 5.1, second layer of specimen 5.2, second layer of specimen 5.3, second layer of specimen 5.4, second layer of specimen 5.5 (similar for all layers).
- -
- 5 min and 36 s per layer for individual printing of a test specimen.
- -
- 16 min and 52 s per layer for simultaneous printing of 3 specimens.
- -
- 25 min and 10 s per layer for simultaneous printing of 5 specimens.
- -
- one measurement for each layer of the individual printed specimen; the thermometer was placed above area 1.1 and the measurements were done when the print head applied the material to area H (Figure 1a). A total of 15 measurements were made for specimen 1.1;
- -
- three measurements for each layer of specimens 3.1, 3.2 and 3.3: the first measurements were done in areas 3.1, 3.2 and 3.3 from Figure 1b, when the print head deposited material on test area H1 of specimen 3.1; the following measurements were done in the same areas when the print head deposited material on areas H2, respectively H3 of specimens 3.2 and 3.3. A total number of 45 measurements were made for each specimen of this type;
- -
- five measurements for each layer deposited on specimens 5.1, 5.2, 5.3, 5.4 and 5.5 (the first measurements were done in areas 5.1, 5.2, 5.3, 5.4 and 5.5 from Figure 1c at the instant when the print head deposited material on area H1 of specimen 5.1; the following measurements were done in the same areas when the print head deposited material on areas H2, H3, H4, and respectively H5 of specimens 5.2, 5.3, 5.4 and 5.5). A total number of 75 measurements were made for each specimen of this type.
3. Results and Discussions
3.1. Variation of Temperature on the Specimen Surface
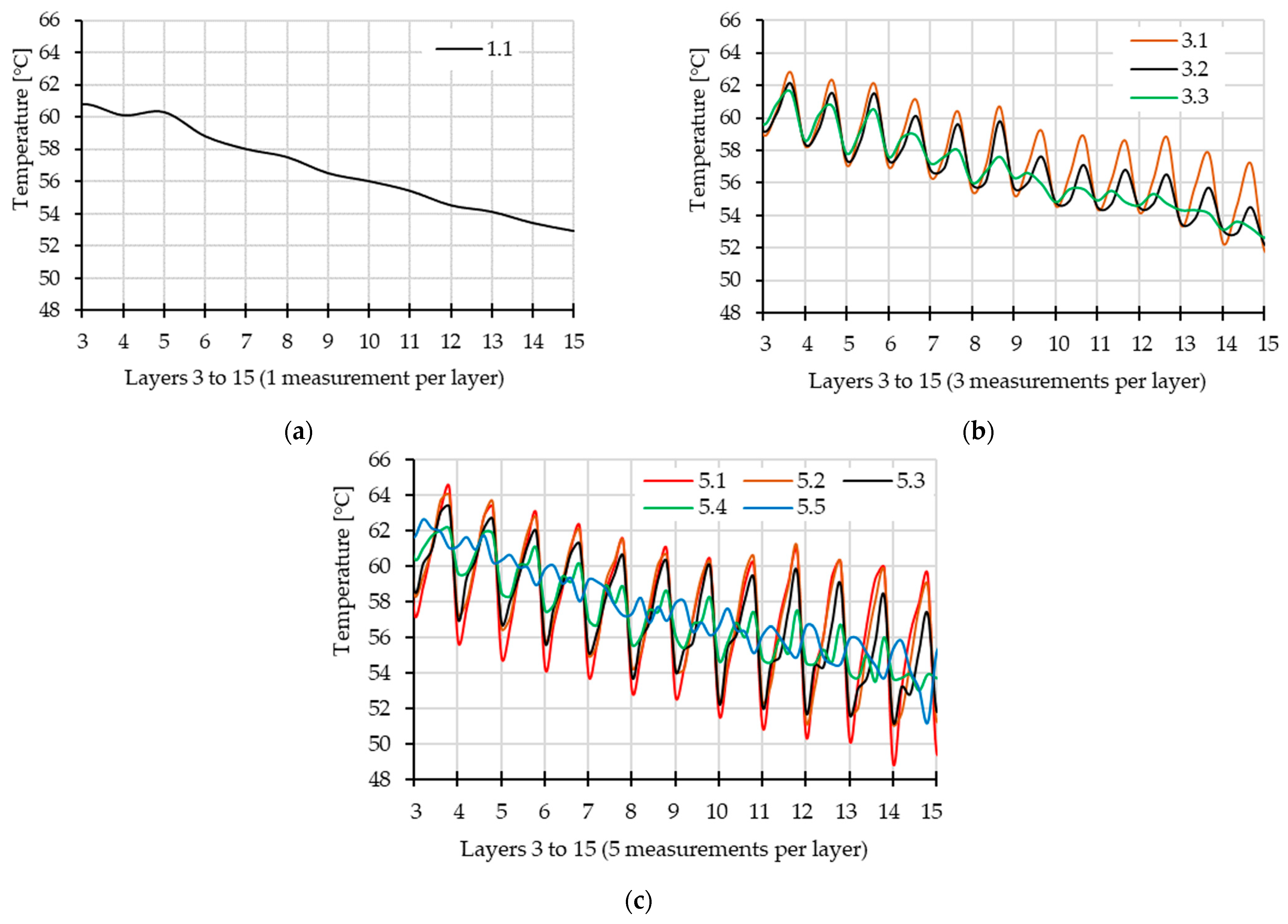
- In case of the specimen printed individually (Figure 2a), the temperature of the deposited top layer continuously decreases, correlated with its distance to the build plate. The total variation from layers 3 to 15 is approx. 8 °C.
- During the printing process, the temperature on the top layers has a cyclic variation, with average values located near the glass transition temperature of the PLA, indicated by the filament manufacturer to be equal 58 °C for all filament colors [24]. The amplitude of the temperature cycles increases with the number of specimens printed simultaneously, reaching maximum values, as follows: up to 1 °C for single printing (Figure 2a), up to 6 °C for simultaneous printing of three specimens (Figure 2b) and respectively up to 11 °C for simultaneous printing of five specimens (Figure 2c).
- In case of simultaneous printing, the amplitude of the cycles increases slightly for the higher layers, which may be explained by the diminished influence of the build plate temperature.
- The amplitude of the variation cycles is lower for the specimens positioned on the right side of the build plate, both in case of three simultaneously printed specimens (up to 3 °C for specimen 3.3, Figure 2b) and in case of five simultaneously printed specimens (up to 3.5 °C for specimens 5.4 and 5.5, Figure 2c), showing that the heat field is not evenly distributed, which may be caused by the air flow in the 3D printer workspace.
- The differences between the temperatures on the top layers of the specimens during simultaneous printing are reaching up to 4 °C for three specimens and respectively up to 8 °C for five specimens printed simultaneous.
3.2. Dimensional Accuracy
- -
- the effect of the filament color on the specimen area F01(3,60) = 130.917, p01 = 0.000;
- -
- the effect of the specimen position on its area F02(2,60) = 14.806, p02 = 0.000.
- -
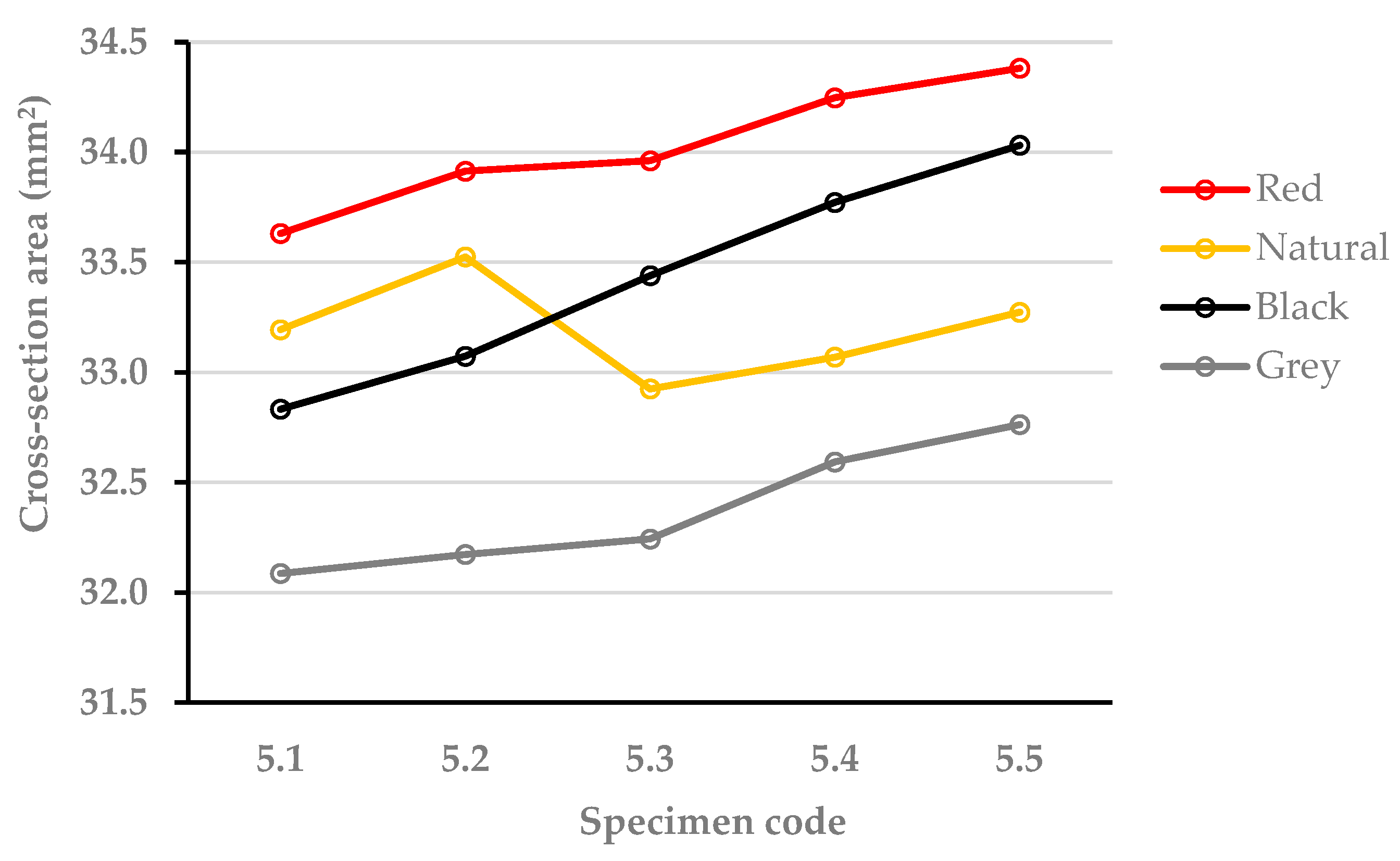
- the effect of the filament color on the specimen area F01(3,100) = 43.250, p01 = 0.000;
- -
- the effect of the specimen position on its area F02(4,100) = 5.094, p02 = 0.001.
- -
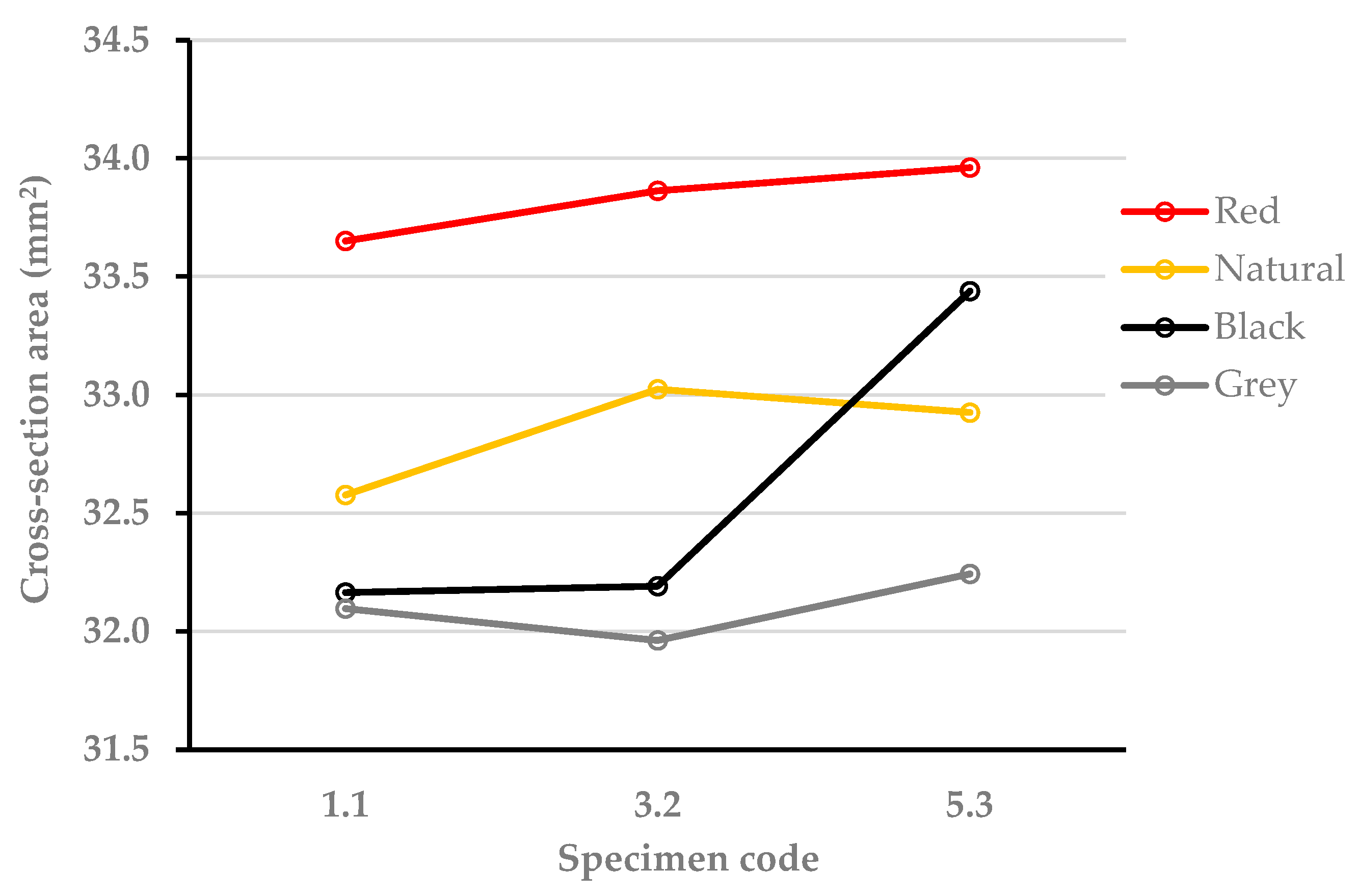
- the effect of the filament color on the specimen area F01(3,60) = 41.677, p01 = 0.000;
- -
- the effect of the printing scenario on the specimen area F02(2,60) = 7.676, p02 = 0.001.
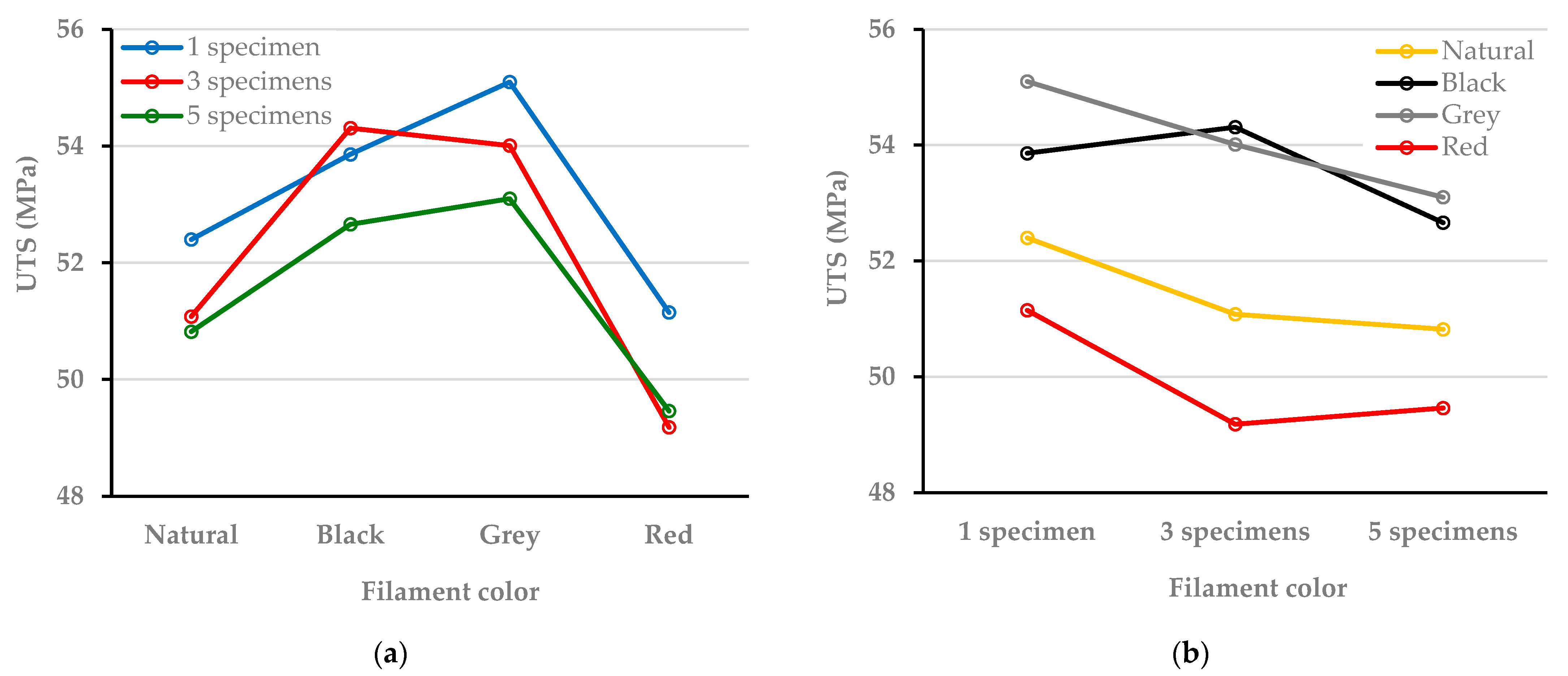
3.3. Tensile Behavior
- -
- the effect of the filament color on the UTS: F01(3,180) = 138.773, p01 = 0.000;
- -
- the effect of the specimen position on build plate and the UTS: F03(8,180) = 4.989, p01 = 0.000.
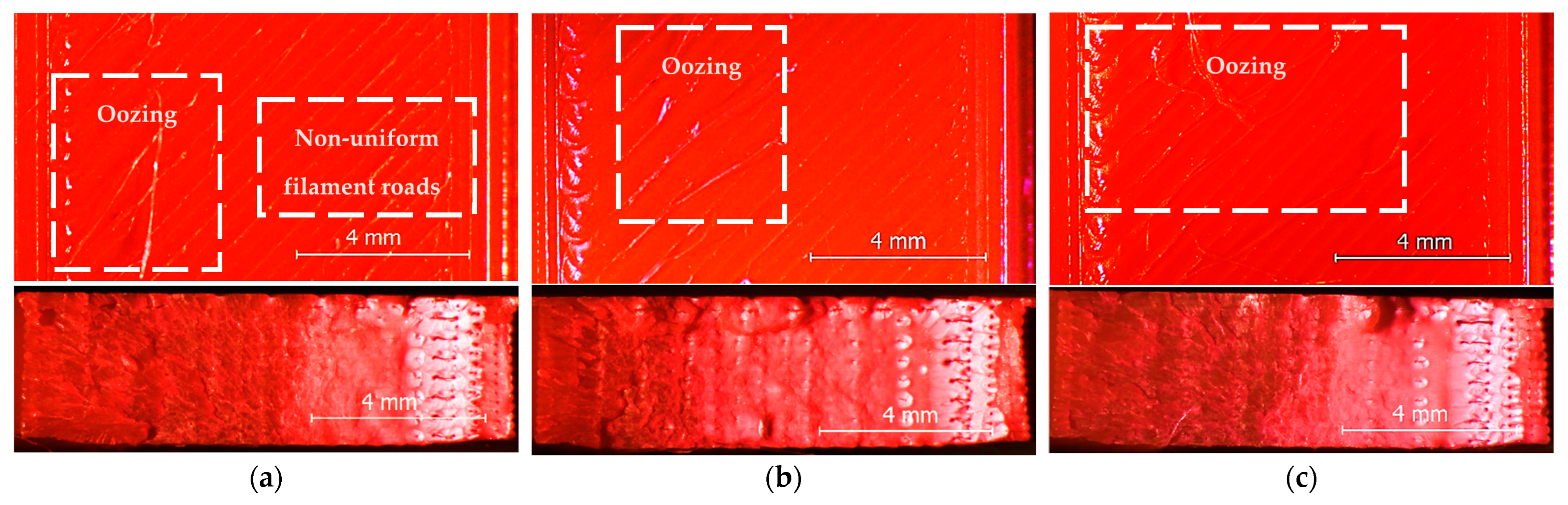
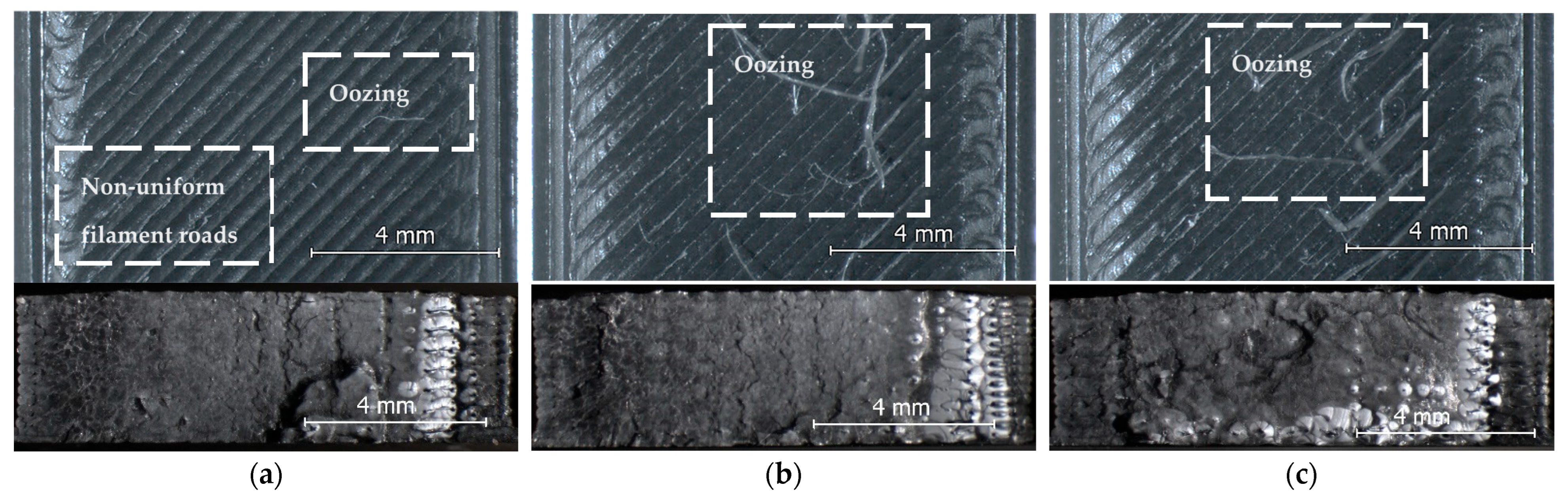
3.4. Structure of the Specimens
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Godec, D.; Gonzalez-Gutierrez, J.; Nordin, A.; Pei, E.; Ureña Alcázar, J. (Eds.) A Guide to Additive Manufacturing. Springer Tracts in Additive Manufacturing; Springer International Publishing: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Roscoe, S.; Cousins, P.D.; Handfield, R. Transitioning Additive Manufacturing from Rapid Prototyping to High-Volume Production: A Case Study of Complex Final Products. J. Prod. Innov. Manag. 2023, 40, 554–576. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.; Rodriguez, C.; Roman-Flores, A. Characterization of the Mechanical Properties of FFF Structures and Materials: A Review on the Experimental, Computational and Theoretical Approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef]
- Valerga, A.P.; Batista, M.; Puyana, R.; Sambruno, A.; Wendt, C.; Marcos, M. Preliminary study of PLA wire colour effects on geometric characteristics of parts manufactured by FDM. Procedia Manuf. 2017, 13, 924–931. [Google Scholar] [CrossRef]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.-O.; Marginean, G. The influence of the process parameters on the mechanical properties of PLA specimens produced by fused filament fabrication—A review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef] [PubMed]
- Vanaei, H.; Shirinbayan, M.; Deligant, M.; Raissi, K.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Influence of process parameters on thermal and mechanical properties of polylactic acid fabricated by fused filament fabrication. Polym. Eng. Sci. 2020, 60, 1822–1831. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Goh, G.L.; Yeong, W.Y. Process–Structure–Properties in Polymer Additive Manufacturing via Material Extrusion: A Review. Crit. Rev. Solid State Mater. Sci. 2019, 45, 113–133. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Frunzaverde, D.; Cojocaru, V.; Ciubotariu, C.-R.; Miclosina, C.-O.; Ardeljan, D.D.; Ignat, E.F.; Marginean, G. The Influence of the Printing Temperature and the Filament Color on the Dimensional Accuracy, Tensile Strength, and Friction Performance of FFF-Printed PLA Specimens. Polymers 2022, 14, 1978. [Google Scholar] [CrossRef]
- Rudolph, N.; Chen, J.; Dick, T. Understanding the temperature field in fused filament fabrication for enhanced mechanical part performance. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2019; Volume 2055, p. 140003. [Google Scholar] [CrossRef]
- Liparoti, S.; Sofia, D.; Romano, A.; Marra, F.; Pantani, R. Fused Filament Deposition of PLA: The Role of Interlayer Adhesion in the Mechanical Performances. Polymers 2021, 13, 399. [Google Scholar] [CrossRef]
- Corson, B.; Asseko, A.C.A. Effect of the Nozzle Radiation on the Fused Filament Fabrication Process: Three-Dimensional Numerical Simulations and Experimental Investigation. J. Heat Transf. 2019, 141, 082102-1. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Shirinbayan, M.; Costa, S.F.; Duarte, F.M.; Covas, J.A.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. Experimental Study of PLA Thermal Behavior during Fused Filament Fabrication. J. Appl. Polym. Sci. 2020, 138, 49747. [Google Scholar] [CrossRef]
- Askanian, H.; Muranaka de Lima, D.; Commereuc, S.; Verney, V. Toward a Better Understanding of the Fused Deposition Modeling Process: Comparison with Injection Molding. 3D Print. Addit. Manuf. 2018, 5, 319–327. [Google Scholar] [CrossRef]
- Schiavone, N.; Verney, V.; Askanian, H. Effect of 3D Printing Temperature Profile on Polymer Materials Behavior. 3D Print. Addit. Manuf. 2020, 7, 311–325. [Google Scholar] [CrossRef]
- Frunzaverde, D.; Cojocaru, V.; Bacescu, N.; Ciubotariu, C.-R.; Miclosina, C.-O.; Turiac, R.R.; Marginean, G. The Influence of the Layer Height and the Filament Color on the Dimensional Accuracy and the Tensile Strength of FDM-Printed PLA Specimens. Polymers 2023, 15, 2377. [Google Scholar] [CrossRef] [PubMed]
- Soares, J.B.; Finamor, J.; Silva, F.P.; Roldo, L.; Candido, L.H. Analysis of the influence of polylactic acid (PLA) colour on FDM 3D printing temperature and part finishing. Rapid Prototyp. J. 2018, 24, 1305–1316. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef]
- Sedlak, J.; Hrusecka, D.; Jurickova, E.; Hrbackova, l.; Spisak, L.; Joska, Z. Analysis of test plastic samples printed by the additive method fused filament fabrication. MM Sci. J. 2021, 1, 4283–4290. [Google Scholar] [CrossRef]
- Beniak, J.; Šooš, Ľ.; Križan, P.; Matúš, M.; Ruprich, V. Resistance and Strength of Conductive PLA Processed by FDM Additive Manufacturing. Polymers 2022, 14, 678. [Google Scholar] [CrossRef]
- Zheng, Y.; Huang, X.; Chen, J.; Wu, K.; Wang, J.; Zhang, X. A Review of Conductive Carbon Materials for 3D Printing: Materials, Technologies, Properties, and Applications. Materials 2021, 14, 3911. [Google Scholar] [CrossRef]
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Molding and Extrusion Plastics. International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO/ASTM 52921:2013; Standard Terminology for Additive Manufacturing—Coordinate Systems and Test Methodologies. International Organization for Standardization: Geneva, Switzerland, 2013.
- Available online: https://www.verbatim.ro/ro/prod/verbatim-pla-filament-2-85mm-1kg-black-55327 (accessed on 10 July 2023).
- Turiac, R.R.; Cojocaru, V.; Bacescu, N.; Frunzaverde, D.; Miclosina, C.O.; Marginean, G. Dependence of the Temperature Field on the Number of Simultaneously FDM—Printed PLA Samples. In Proceedings of the 16th International Conference on Accomplishments in Mechanical and Industrial Engineering DEMI 2023, Banja Luka, Republika Srpska, 1–2 June 2023. [Google Scholar]
- ISO 527-1:2019; Plastics—Determination of Tensile Properties—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.
- ISO 2602:1980; Statistical Interpretation of Test Results–Estimation of the Mean—Confidence Interval. International Organization for Standardization: Geneva, Switzerland, 1980.
- Bakar, A.A.B.A.; Zainuddin, M.Z.B.; Adam, A.N.B.; Noor, I.S.B.M.; Tamchek, N.B.; Alauddin, M.S.B.; Ghazali, M.I.B.M. The Study of Mechanical Properties of Poly(Lactic) Acid PLA-Based 3D Printed Filament under Temperature and Environmental Conditions. Mater. Today Proc. 2022, 67, 652–658. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Tavitov, A.; Urzhumtsev, O.; Vakulik, A. Increasing strength of FFF three-dimensional printed parts by influencing on temperature-related parameters of the process. Rapid Prototyp. J. 2020, 26, 107–121. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Shirinbayan, M.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. In-Process Monitoring of Temperature Evolution during Fused Filament Fabrication: A Journey from Numerical to Experimental Approaches. Thermo 2021, 1, 332–360. [Google Scholar] [CrossRef]
- Altan, M.; Eryildiz, M.; Gumus, B.; Kahraman, Y. Effects of process parameters on the quality of PLA products fabricated by fused deposition modeling (FDM): Surface roughness and tensile strength. Mater. Test. 2018, 60, 471–477. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | |
|---|---|---|
| Fixed process parameters | Layer thickness, t | 0.2 mm |
| Printing head temperature, TH | 210 °C | |
| Build plate temperature, TB | 60 °C | |
| Printing speed, sp | 50 mm/s | |
| Nozzle diameter, dn | 0.40 mm | |
| Filament diameter, df | 2.85 mm | |
| Build orientation (acc. to [23]) | YX | |
| Raster angle, θ | 45°/−45° | |
| Infill density | 100% | |
| Number of wall lines, WL (-) | 2 | |
| Variable parameters | Number of simultaneously printed specimens | 1 specimen/build plate 3 specimens/build plate 5 specimens/build plate |
| Material/Filament color | PLA Black; PLA Natural; PLA Grey; PLA Red | |
| Color | Code | Width (mm) | Thickness (mm) | Cross-Section Area (mm2) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Mean Dev. | Std. Dev. | Mean | Mean Dev. | Std. Dev. | Mean | Mean Dev. | Std. Dev. | ||
| Natural | 1.1 | 10.131 | 0.131 | 0.128 | 3.216 | 0.216 | 0.015 | 32.577 | 2.577 | 0.263 |
| Black | 1.1 | 10.086 | 0.086 | 0.013 | 3.189 | 0.189 | 0.029 | 32.164 | 2.164 | 0.329 |
| Grey | 1.1 | 10.059 | 0.059 | 0.018 | 3.191 | 0.191 | 0.026 | 32.096 | 2.096 | 0.295 |
| Red | 1.1 | 10.128 | 0.128 | 0.014 | 3.322 | 0.322 | 0.060 | 33.651 | 3.651 | 0.650 |
| Color | Code | Width (mm) | Thickness (mm) | Cross-Section Area (mm2) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Mean Dev. | Std. Dev. | Mean | Mean Dev. | Std. Dev. | Mean | Mean Dev. | Std. Dev. | ||
| Natural | 3.1 | 10.317 | 0.317 | 0.123 | 3.197 | 0.197 | 0.018 | 32.982 | 2.982 | 0.214 |
| 3.2 | 10.270 | 0.270 | 0.122 | 3.216 | 0.216 | 0.014 | 33.024 | 3.024 | 0.296 | |
| 3.3 | 10.173 | 0.173 | 0.089 | 3.252 | 0.252 | 0.016 | 33.085 | 3.085 | 0.132 | |
| Black | 3.1 | 10.128 | 0.128 | 0.009 | 3.160 | 0.160 | 0.023 | 32.009 | 2.009 | 0.259 |
| 3.2 | 10.116 | 0.116 | 0.007 | 3.182 | 0.182 | 0.031 | 32.191 | 2.191 | 0.314 | |
| 3.3 | 10.125 | 0.125 | 0.009 | 3.215 | 0.215 | 0.027 | 32.554 | 2.554 | 0.278 | |
| Grey | 3.1 | 10.100 | 0.100 | 0.013 | 3.156 | 0.156 | 0.020 | 31.870 | 1.870 | 0.199 |
| 3.2 | 10.069 | 0.069 | 0.010 | 3.174 | 0.174 | 0.020 | 31.962 | 1.962 | 0.205 | |
| 3.3 | 10.100 | 0.100 | 0.009 | 3.205 | 0.205 | 0.023 | 32.367 | 2.367 | 0.252 | |
| Red | 3.1 | 10.159 | 0.159 | 0.018 | 3.301 | 0.301 | 0.036 | 33.530 | 3.530 | 0.415 |
| 3.2 | 10.149 | 0.149 | 0.021 | 3.337 | 0.337 | 0.035 | 33.863 | 3.863 | 0.385 | |
| 3.3 | 10.158 | 0.158 | 0.018 | 3.377 | 0.377 | 0.027 | 34.300 | 4.300 | 0.314 | |
| Color | Code | Width (mm) | Thickness (mm) | Cross-Section Area (mm2) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mean | Mean Dev. | Std. Dev. | Mean | Mean Dev. | Std. Dev. | Mean | Mean Dev. | Std. Dev. | ||
| Natural | 5.1 | 10.343 | 0.343 | 0.065 | 3.209 | 0.209 | 0.017 | 33.194 | 3.194 | 0.353 |
| 5.2 | 10.406 | 0.406 | 0.063 | 3.222 | 0.222 | 0.023 | 33.524 | 3.524 | 0.334 | |
| 5.3 | 10.189 | 0.189 | 0.138 | 3.231 | 0.231 | 0.018 | 32.925 | 2.925 | 0.494 | |
| 5.4 | 10.147 | 0.147 | 0.049 | 3.259 | 0.259 | 0.013 | 33.069 | 3.069 | 0.266 | |
| 5.5 | 10.116 | 0.116 | 0.016 | 3.289 | 0.289 | 0.021 | 33.273 | 3.273 | 0.231 | |
| Black | 5.1 | 10.147 | 0.146 | 0.027 | 3.236 | 0.236 | 0.077 | 32.833 | 2.833 | 0.855 |
| 5.2 | 10.180 | 0.180 | 0.020 | 3.249 | 0.249 | 0.086 | 33.073 | 3.073 | 0.939 | |
| 5.3 | 10.145 | 0.145 | 0.025 | 3.296 | 0.296 | 0.078 | 33.439 | 3.439 | 0.866 | |
| 5.4 | 10.168 | 0.168 | 0.019 | 3.322 | 0.322 | 0.074 | 33.772 | 3.772 | 0.811 | |
| 5.5 | 10.185 | 0.185 | 0.017 | 3.341 | 0.341 | 0.074 | 34.032 | 4.032 | 0.809 | |
| Grey | 5.1 | 10.106 | 0.106 | 0.021 | 3.175 | 0.175 | 0.019 | 32.087 | 2.087 | 0.230 |
| 5.2 | 10.119 | 0.119 | 0.019 | 3.180 | 0.180 | 0.020 | 32.173 | 2.173 | 0.247 | |
| 5.3 | 10.098 | 0.098 | 0.017 | 3.193 | 0.193 | 0.019 | 32.243 | 2.243 | 0.216 | |
| 5.4 | 10.120 | 0.120 | 0.013 | 3.221 | 0.221 | 0.028 | 32.593 | 2.593 | 0.305 | |
| 5.5 | 10.140 | 0.140 | 0.016 | 3.231 | 0.231 | 0.017 | 32.763 | 2.763 | 0.198 | |
| Red | 5.1 | 10.156 | 0.156 | 0.011 | 3.311 | 0.311 | 0.038 | 33.631 | 3.631 | 0.418 |
| 5.2 | 10.187 | 0.187 | 0.014 | 3.329 | 0.329 | 0.051 | 33.914 | 3.914 | 0.563 | |
| 5.3 | 10.159 | 0.159 | 0.015 | 3.343 | 0.343 | 0.035 | 33.961 | 3.961 | 0.400 | |
| 5.4 | 10.182 | 0.182 | 0.013 | 3.363 | 0.363 | 0.034 | 34.247 | 4.247 | 0.374 | |
| 5.5 | 10.205 | 0.205 | 0.011 | 3.369 | 0.369 | 0.021 | 34.381 | 4.381 | 0.244 | |
| Code | UTS (MPa) | |||||||
|---|---|---|---|---|---|---|---|---|
| Mean | Std. Dev. | Mean | Std. Dev. | Mean | Std. Dev. | Mean | Std. Dev. | |
| Natural | Black | Grey | Red | |||||
| 1.1 | 52.40 | 0.28 | 53.86 | 1.38 | 55.10 | 0.97 | 51.15 | 0.55 |
| 3.1 | 51.10 | 0.38 | 55.03 | 1.82 | 54.13 | 0.49 | 50.25 | 1.10 |
| 3.2 | 51.29 | 0.86 | 54.47 | 0.60 | 54.29 | 0.12 | 49.42 | 1.28 |
| 3.3 | 50.85 | 0.92 | 53.44 | 1.23 | 53.62 | 0.90 | 47.87 | 1.01 |
| 5.1 | 51.09 | 0.96 | 53.33 | 1.16 | 53.82 | 0.83 | 49.29 | 0.54 |
| 5.2 | 50.48 | 0.43 | 53.28 | 1.41 | 53.29 | 0.70 | 49.68 | 0.75 |
| 5.3 | 52.16 | 0.97 | 52.21 | 1.92 | 53.60 | 1.05 | 49.43 | 1.79 |
| 5.4 | 50.82 | 0.85 | 52.67 | 0.93 | 53.00 | 1.36 | 49.09 | 1.44 |
| 5.5 | 49.53 | 0.63 | 51.79 | 1.52 | 51.77 | 0.62 | 49.83 | 0.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cojocaru, V.; Turiac, R.R.; Frunzaverde, D.; Trisca, G.; Bacescu, N.; Marginean, G. Effect of the Printing Scenario on the Dimensional Accuracy and the Tensile Strength of Different Colored PLA Specimens Produced by Fused Deposition Modeling. Appl. Sci. 2024, 14, 7642. https://doi.org/10.3390/app14177642
Cojocaru V, Turiac RR, Frunzaverde D, Trisca G, Bacescu N, Marginean G. Effect of the Printing Scenario on the Dimensional Accuracy and the Tensile Strength of Different Colored PLA Specimens Produced by Fused Deposition Modeling. Applied Sciences. 2024; 14(17):7642. https://doi.org/10.3390/app14177642
Chicago/Turabian StyleCojocaru, Vasile, Raul Rusalin Turiac, Doina Frunzaverde, Gelu Trisca, Nicoleta Bacescu, and Gabriela Marginean. 2024. "Effect of the Printing Scenario on the Dimensional Accuracy and the Tensile Strength of Different Colored PLA Specimens Produced by Fused Deposition Modeling" Applied Sciences 14, no. 17: 7642. https://doi.org/10.3390/app14177642