


Assessing the Fatigue Stress Behavior of Starch Biodegradable Films with Nanoclay Using Accelerated Survival Test Methods
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
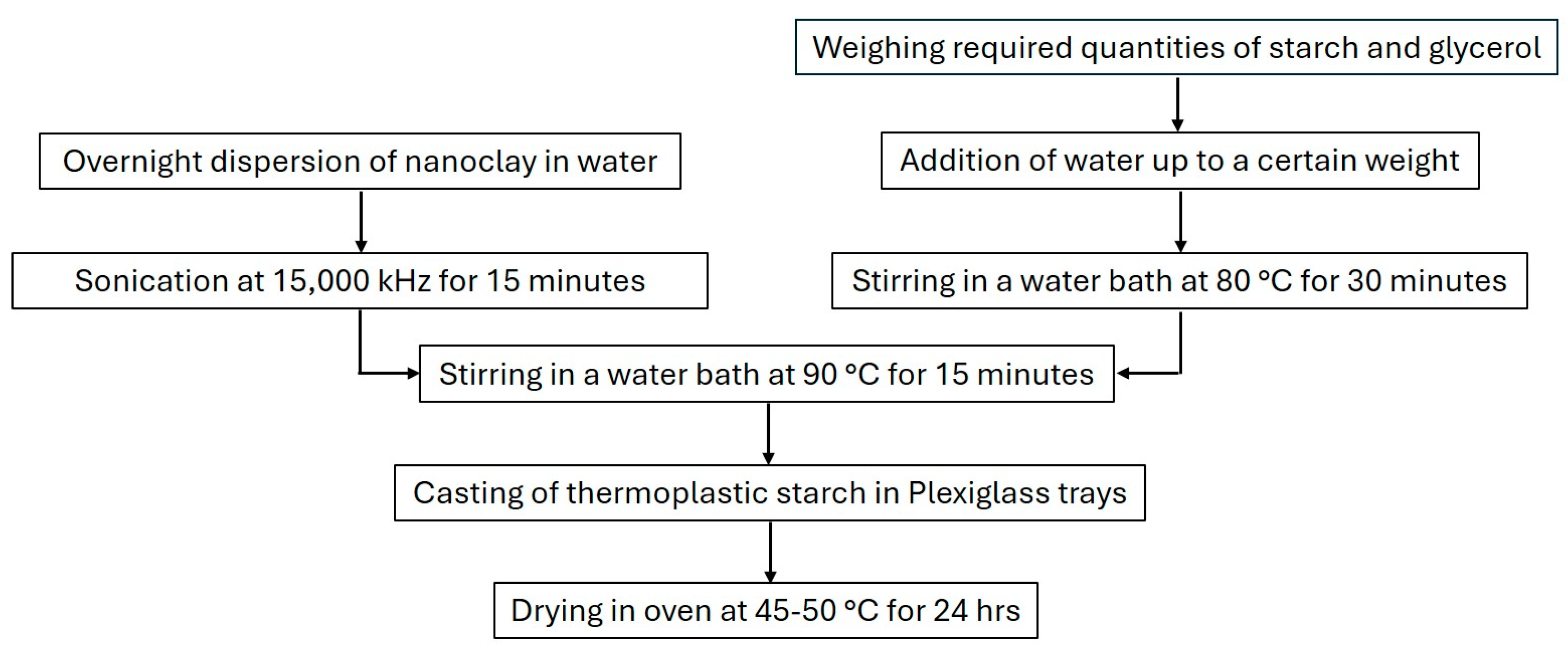
2.2. Film Preparation
2.3. Thickness
2.4. Tensile Properties
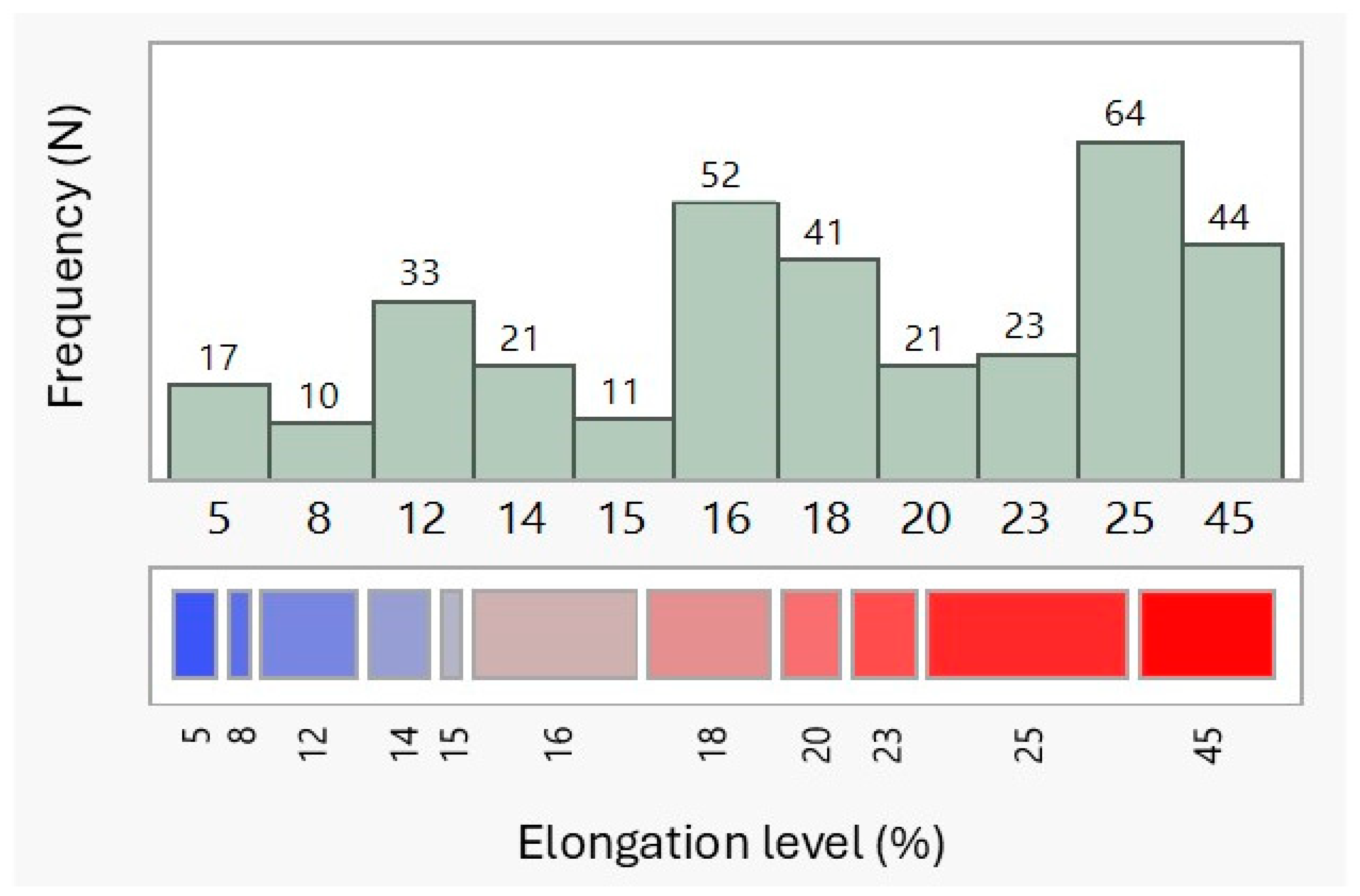
2.5. Experimental Design
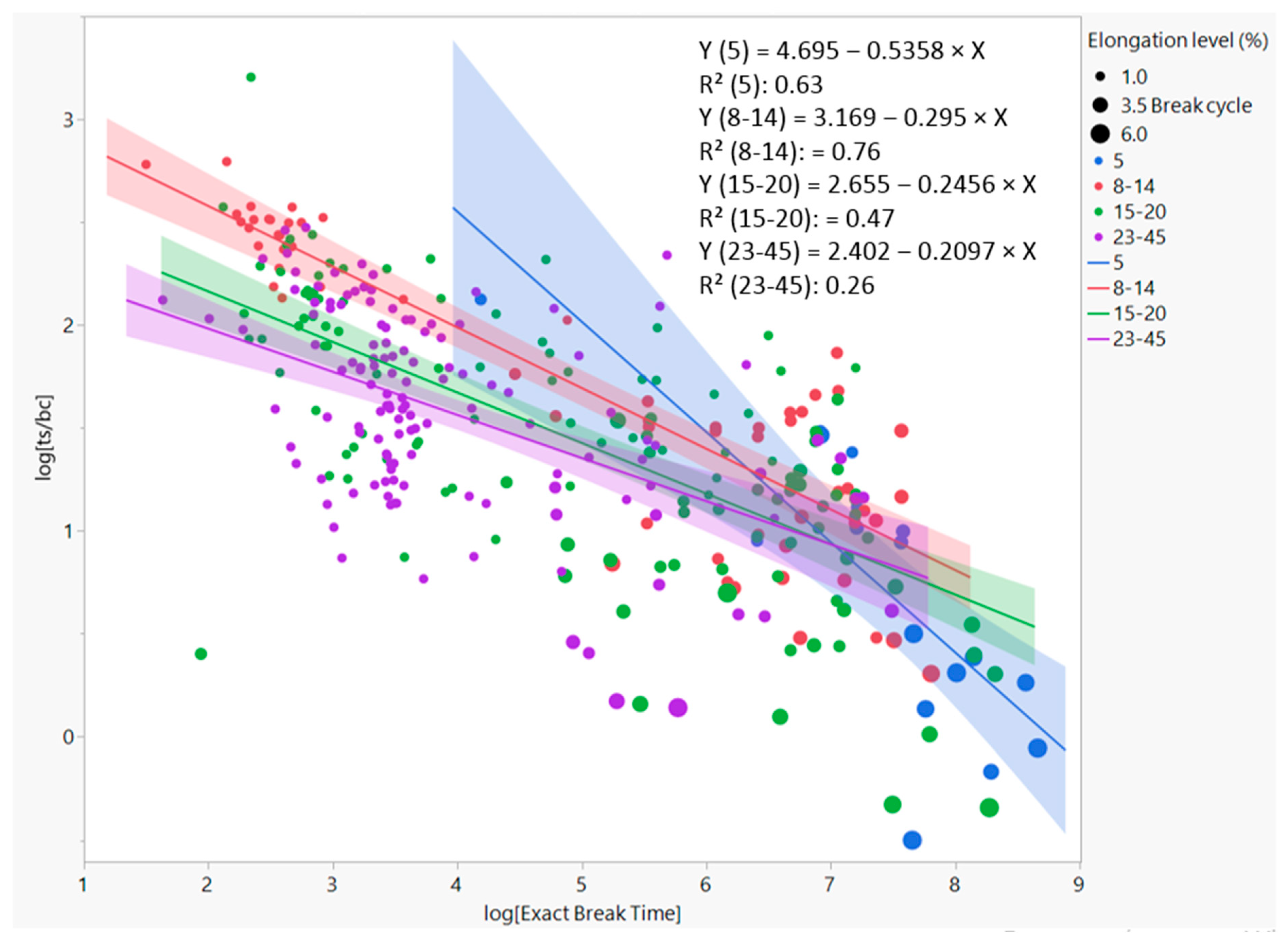
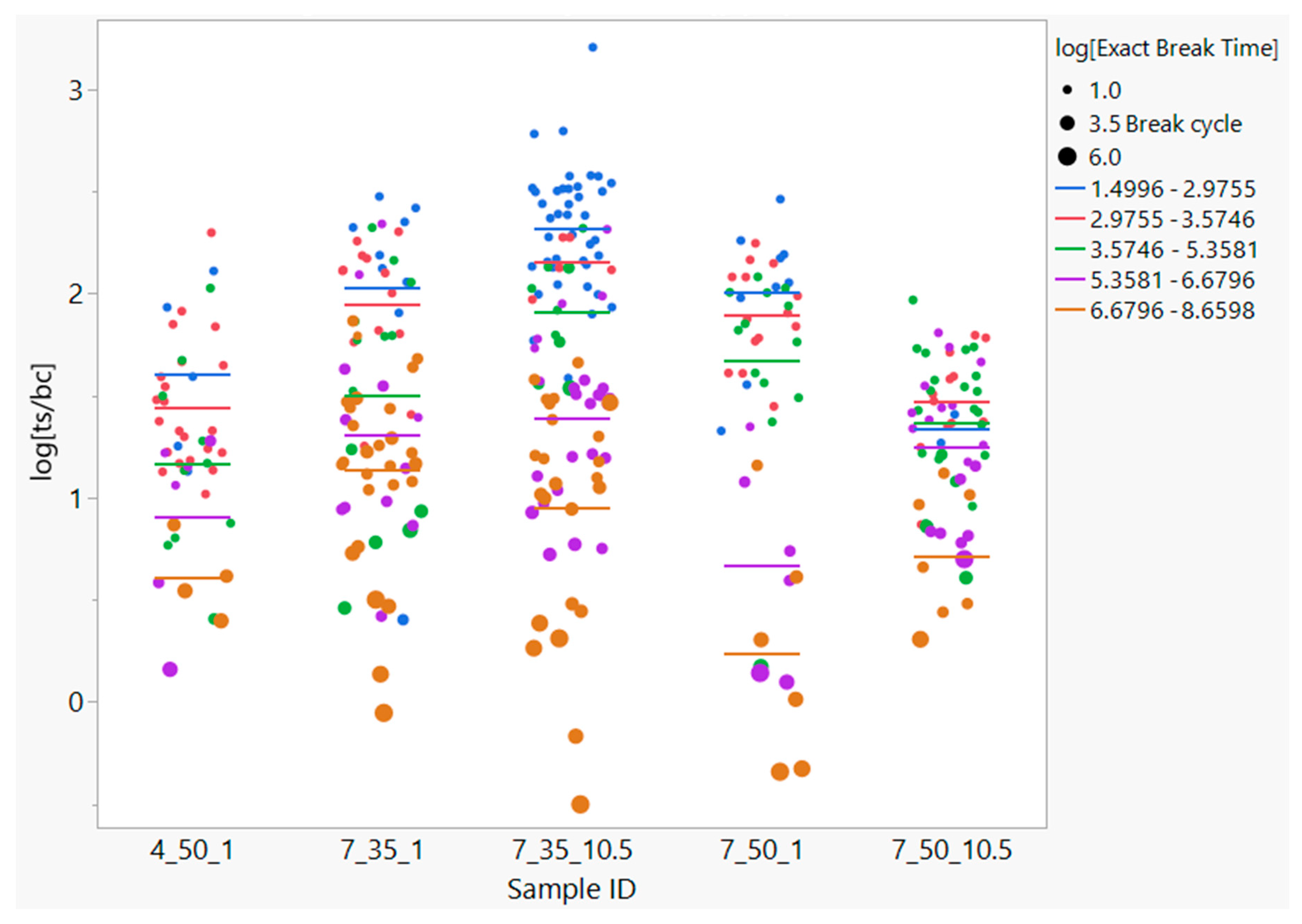
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mujtaba, M.; Lipponen, J.; Ojanen, M.; Puttonen, S.; Vaittinen, H. Trends and challenges in the development of bio-based barrier coating materials for paper/cardboard food packaging; a review. Sci. Total Environ. 2022, 851, 158328. [Google Scholar] [CrossRef] [PubMed]
- Cruz, R.M.S.; Albertos, I.; Romero, J.; Agriopoulou, S.; Varzakas, T. Chapter Four—Innovations in Food Packaging for a Sustainable and Circular Economy. In Advances in Food and Nutrition Research; Toldrá, F., Ed.; Academic Press: Cambridge, MA, USA, 2024; Volume 108, pp. 135–177. [Google Scholar]
- Barage, S.; Lakkakula, J.; Sharma, A.; Roy, A.; Alghamdi, S.; Almehmadi, M.; Hossain, M.J. Nanomaterial in Food Packaging: A Comprehensive Review. J. Nanomater. 2022, 2022, 6053922. [Google Scholar] [CrossRef]
- Gamage, A.; Thiviya, P.; Mani, S.; Ponnusamy, P.G.; Manamperi, A.; Evon, P.; Merah, O.; Madhujith, T. Environmental Properties and Applications of Biodegradable Starch-Based Nanocomposites. Polymers 2022, 14, 4578. [Google Scholar] [CrossRef] [PubMed]
- El-Tahlawy, K.; Venditti, R.; Pawlak, J. Effect of alkyl ketene dimer reacted starch on the properties of starch microcellular foam using a solvent exchange technique. Carbohydr. Polym. 2008, 73, 133–142. [Google Scholar] [CrossRef]
- Ballesteros-Mártinez, L.; Pérez-Cervera, C.; Andrade-Pizarro, R. Effect of glycerol and sorbitol concentrations on mechanical, optical, and barrier properties of sweet potato starch film. NFS J. 2020, 20, 1–9. [Google Scholar] [CrossRef]
- Kechichian, V.; Ditchfield, C.; Veiga-Santos, P.; Tadini, C.C. Natural antimicrobial ingredients incorporated in biodegradable films based on cassava starch. LWT—Food Sci. Technol. 2010, 43, 1088–1094. [Google Scholar] [CrossRef]
- Souza, A.C.; Benze, R.; Ferrão, E.S.; Ditchfield, C.; Coelho, A.C.V.; Tadini, C.C. Cassava starch biodegradable films: Influence of glycerol and clay nanoparticles content on tensile and barrier properties and glass transition temperature. LWT 2012, 46, 110–117. [Google Scholar] [CrossRef]
- Wang, S.; Li, C.; Copeland, L.; Niu, Q.; Wang, S. Starch Retrogradation: A Comprehensive Review. Compr. Rev. 2015, 14, 568–585. [Google Scholar] [CrossRef]
- Bertuzzi, M.A.; Vidaurre, E.F.C.; Armada, M.; Gottifredi, J.C. Water vapor permeability of edible starch based films. J. Food Eng. 2007, 80, 972–978. [Google Scholar] [CrossRef]
- Zhou, X.Y.; Zhou, L.L.; Jia, M.; Xiong, Y. Nanofillers in Novel Food Packaging Systems and Their Toxicity Issues. Foods 2024, 13, 2014. [Google Scholar] [CrossRef]
- Kausar, A. Nanoclay Reinforced Thermoplastic Polymeric Nanocomposite Membranes-State-of-the-Art and Progresses. Polym.-Plast. Technol. Mater. 2024, 63, 1819–1841. [Google Scholar] [CrossRef]
- Dharini, V.; Selvam, S.P.; Jayaramudu, J.; Emmanuel, R.S. Functional properties of clay nanofillers used in the biopolymer-based composite films for active food packaging applications—Review. Appl. Clay Sci. 2022, 226, 106555. [Google Scholar] [CrossRef]
- Ray, S.S.; Okamoto, M. Polymer/layered silicate nanocomposites: A review from preparation to processing. Prog. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar] [CrossRef]
- Mohan, T.; Devchand, K.; Kanny, K. Barrier and biodegradable properties of corn starch-derived biopolymer film filled with nanoclay fillers. J. Plast. Film Sheeting 2017, 33, 309–336. [Google Scholar] [CrossRef]
- Sim, G.-D.; Lee, Y.-S.; Lee, S.-B.; Vlassak, J.J. Effects of stretching and cycling on the fatigue behavior of polymer-supported Ag thin films. Mater. Sci. Eng. A 2013, 575, 86–93. [Google Scholar] [CrossRef]
- Tobias, T.D.; Paul, A. Applied Reliability, 3rd ed.; CRC Press: New York, NY, USA, 2011. [Google Scholar]
- Yu, K.J.; Yang, L.N.; Zhang, S.Y.; Zhang, N. Strong, tough, high-release, and antibacterial nanocellulose hydrogel for refrigerated chicken preservation. Int. J. Biol. Macromol. 2024, 264, 130727. [Google Scholar] [CrossRef] [PubMed]
- Leterrier, Y.; Mottet, A.; Bouquet, N.; Gilliéron, D.; Dumont, P.; Pinyol, A.; Lalande, L.; Waller, J.H.; Månson, J.A. Mechanical integrity of thin inorganic coatings on polymer substrates under quasi-static, thermal and fatigue loadings. Thin Solid Film. 2010, 519, 1729–1737. [Google Scholar] [CrossRef]
- Kim, T.W.; Kim, J.M.; Yun, H.J.; Lee, J.S.; Lee, J.H.; Song, J.Y.; Joo, Y.C.; Lee, W.J.; Kim, B.J. Electrical Reliability of Flexible Silicon Package Integrated on Polymer Substrate During Repeated Bending Deformations. J. Electron. Packag. 2022, 144, 041017. [Google Scholar] [CrossRef]
- Chang, C.C.; Lin, S.D.; Chiang, K.N. Development of a High Cycle Fatigue Life Prediction Model for Thin Film Silicon Structures. J. Electron. Packag. 2018, 140, 031008. [Google Scholar] [CrossRef]
- Chang, Y.C.; Chiu, T.C.; Yang, Y.T.; Tseng, Y.H.; Chen, X.H. A Viscoplastic-Based Fatigue Reliability Model for the Polyimide Dielectric Thin Film. In Proceedings of the 69th IEEE Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 29–31 May 2019; pp. 1359–1365. [Google Scholar] [CrossRef]
- Tian, W.C.; Li, W.B.; Zhang, S.Q.; Zhou, L.M.; Wang, H. Temperature Cycle Reliability Analysis of an FBAR Filter-Bonded Ceramic Package. Micromachines 2023, 14, 2132. [Google Scholar] [CrossRef]
- Watanabe, K.; Kariya, Y.; Yajima, N.; Obinata, K. Low-cycle fatigue testing and thermal fatigue life prediction of electroplated copper thin film for through hole via. Microelectron. Reliab. 2018, 82, 20–27. [Google Scholar] [CrossRef]
- Frangopoulos, T.; Marinopoulou, A.; Goulas, A.; Likotrafiti, E.; Rhoades, J.; Petridis, D. Optimizing the Functional Properties of Starch-Based Biodegradable Films. Foods 2023, 12, 2812. [Google Scholar] [CrossRef] [PubMed]
- Hoover, R.; Sosulski, F.W. Composition, structure, functionality, and chemical modification of legume starches—A review. Can. J. Physiol. Pharmacol. 1991, 69, 79–92. [Google Scholar] [CrossRef] [PubMed]
- Hoover, R.; Ratnayake, W.S. Starch characteristics of black bean, chick pea, lentil, navy bean and pinto bean cultivars grown in Canada. Food Chem. 2002, 78, 489–498. [Google Scholar] [CrossRef]
- ASTM D882-10; Standard Test Method for Tensile Properties of Thin Plastic Sheeting. ASTM Internationa: West Conshohocken, PA, USA, 2010.
- Zhang, Y.; Chen, J.H.; Sun, G.; Huang, H.; Tong, L.; Wang, M.J.; Li, H.; He, X.; He, X. Strain rate-dependent hardness and deformation behavior in the nanocrystalline/amorphous Ti2AlNb film. Surf. Coat. Int. 2021, 412, 127040. [Google Scholar] [CrossRef]
- Mensitieri, G.; Di Maio, E.; Buonocore, G.G.; Nedi, I.; Oliviero, M.; Sansone, L.; Iannace, S. Processing and shelf life issues of selected food packaging materials and structures from renewable resources. Trends Food. Sci. Technol. 2011, 22, 72–80. [Google Scholar] [CrossRef]
- Mejri, M.; Toubal, L.; Cuillière, J.-C.; François, V. Fatigue life and residual strength of a short- natural-fiber-reinforced plastic VS Nylon. Compos. Part B Eng. 2016, 110, 429–441. [Google Scholar] [CrossRef]
- Pineau, A. Low-Cycle Fatigue. In Fatigue of Materials and Structures; Wiely: Hoboken, NJ, USA, 2013; pp. 113–177. [Google Scholar]
- Müller, P.; Kapin, É.; Fekete, E. Effects of preparation methods on the structure and mechanical properties of wet conditioned starch/montmorillonite nanocomposite films. Carbohydr. Polym. 2014, 113, 569–576. [Google Scholar] [CrossRef]
- Mansour, G.; Zoumaki, M.; Marinopoulou, A.; Tzetzis, D.; Prevezanos, M.; Raphaelides, S.N. Characterization and properties of non-granular thermoplastic starch—Clay biocomposite films. Carbohydr. Polym. 2020, 245, 116629. [Google Scholar] [CrossRef] [PubMed]
- Yashiro, K.; Naito, M.; Ueno, S.-I.; Jie, F. Molecular dynamics simulation of polyethylene under cyclic loading: Effect of loading condition and chain length. Int. J. Mech. Sci. 2010, 52, 136–145. [Google Scholar] [CrossRef]
- Guru, S.R.; Sarangi, M. Multicycle indentation based fatigue and creep study of polymers. J. Polym. Res. 2023, 30, 401. [Google Scholar] [CrossRef]
- Mansour, G.; Zoumaki, M.; Marinopoulou, A.; Raphaelides, S.N.; Tzetzis, D.; Zoumakis, N. Investigation on the Effects of Glycerol and Clay Contents on the Structure and Mechanical Properties of Maize Starch Nanocomposite Films. Starch-Stärke 2020, 72, 1900166. [Google Scholar] [CrossRef]
- Borges, J.A.; Romani, V.P.; Cortez-Vega, W.R.; Martins, V.G. Influence of different starch sources and plasticizers on properties of biodegradable films. Int. Food Res. J. 2015, 22, 2346–2351. [Google Scholar]
- Marques, G.S.; de Carvalho, G.R.; Marinho, N.P.; de Muniz, G.I.B.; de Matos Jorge, L.M.; Jorge, R.M.M. Production and characterization of starch-based films reinforced by ramie nanofibers (Boehmeria nivea). Appl. Polym. Sci. 2019, 136, 47919. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Irusta, S.; Chabert, F. Evaluation of Fatigue Life of Recycled Opaque PET from Household Milk Bottle Wastes. Polymers 2022, 14, 3466. [Google Scholar] [CrossRef]
- Schijve, J. Fatigue of structures and materials in the 20th century and the state of the art. Int. J. Fatigue 2003, 25, 679–702. [Google Scholar] [CrossRef]
- Li, X.; Qu, P.; Kong, H.; Zhu, Y.; Hua, C.; Guo, A.; Wang, S. Multi-scale numerical analysis of damage modes in 3D stitched composites. Int. J. Mech. Sci. 2024, 266, 108983. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Starch Concentration (%wt) | Glycerol Concentration (%wt) * | Nanoclay Concentration (%wt) * |
|---|---|---|---|
| 7_50_1 | 7 | 50 | 1 |
| 4_50_1 | 4 | 50 | 1 |
| 7_35_1 | 7 | 35 | 1 |
| 7_50_10.5 | 7 | 50 | 10.5 |
| 7_35_10.5 | 7 | 35 | 10.5 |
| Elongation Level (%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Stretch Cycle | Stress Time (min) | 5 | 8 | 12 | 14 | 15 | 16 | 18 | 20 | 23 | 25 | 45 |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 4 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 7 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 10 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 13 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 16 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 19 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 22 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 4 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 7 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 10 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 13 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 16 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 19 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 22 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 6 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 4 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 7 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 10 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 13 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 16 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 19 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| 22 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| Sample ID | Mean Thickness (Range) (mm) |
|---|---|
| 7_50_1 | 0.21 (0.19–0.22) |
| 4_50_1 | 0.11 (0.09–0.12) |
| 7_35_1 | 0.20 (0.19–0.21) |
| 7_50_10.5 | 0.23 (0.22–0.25) |
| 7_35_10.5 | 0.23 (0.22–0.24) |
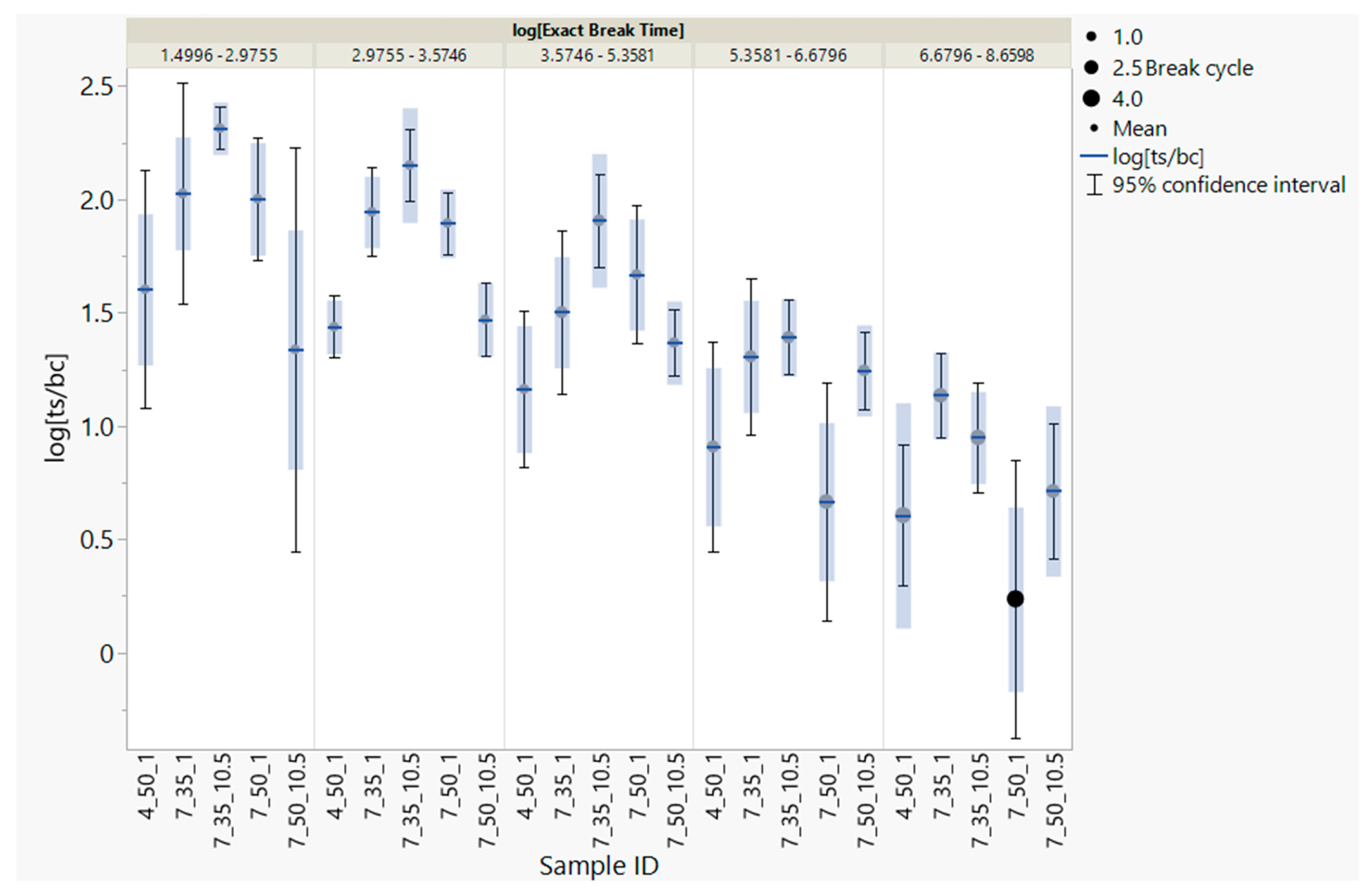
| Sample ID | LSM | Lower 95% | Upper 95% | ||||
|---|---|---|---|---|---|---|---|
| 7_35_10.5 | A | 1.77 | 1.71 | 1.83 | |||
| 7_35_1 | B | 1.62 | 1.54 | 1.69 | |||
| 7_50_1 | C | 1.44 | 1.35 | 1.53 | |||
| 7_50_10.5 | D | 1.24 | 1.16 | 1.32 | |||
| 4_50_1 | D | 1.10 | 1.00 | 1.19 |
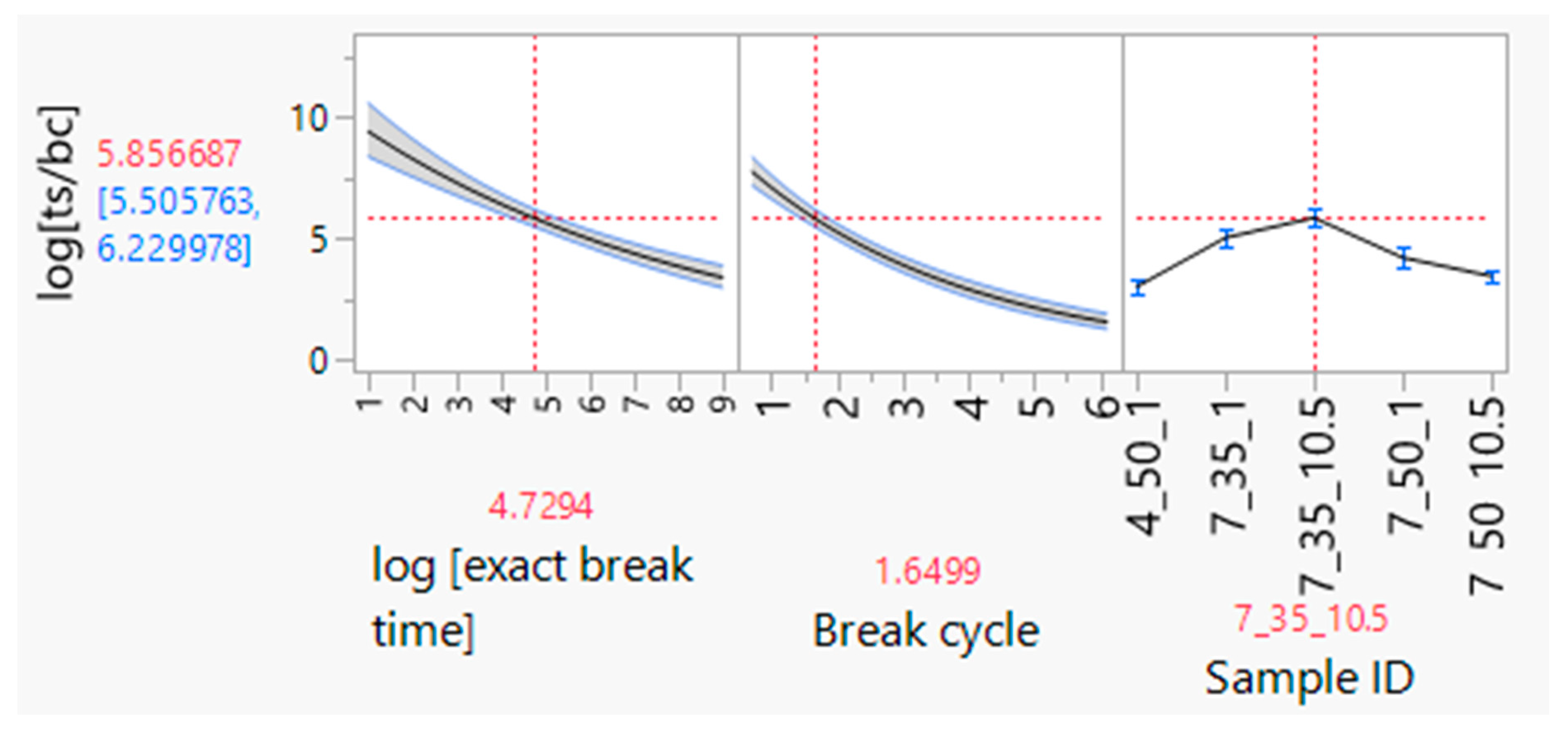
| Log [Exact Break Time] | Break Cycle | log[ts/bc] | log[ts/bc] Lower CI | log[ts/bc] Upper CI |
|---|---|---|---|---|
| 4.73 | 1 | 7.11 | 6.63 | 7.63 |
| 4.73 | 2 | 5.27 | 4.95 | 5.62 |
| 4.73 | 3 | 3.91 | 3.60 | 4.25 |
| 4.73 | 4 | 2.90 | 2.58 | 3.26 |
| 4.73 | 5 | 2.15 | 1.83 | 2.52 |
| 4.73 | 6 | 1.59 | 1.30 | 1.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frangopoulos, T.; Dimitriadou, S.; Ozuni, J.; Marinopoulou, A.; Goulas, A.; Petridis, D.; Karageorgiou, V. Assessing the Fatigue Stress Behavior of Starch Biodegradable Films with Nanoclay Using Accelerated Survival Test Methods. Appl. Sci. 2024, 14, 7728. https://doi.org/10.3390/app14177728
Frangopoulos T, Dimitriadou S, Ozuni J, Marinopoulou A, Goulas A, Petridis D, Karageorgiou V. Assessing the Fatigue Stress Behavior of Starch Biodegradable Films with Nanoclay Using Accelerated Survival Test Methods. Applied Sciences. 2024; 14(17):7728. https://doi.org/10.3390/app14177728
Chicago/Turabian StyleFrangopoulos, Theofilos, Sophia Dimitriadou, Joanis Ozuni, Anna Marinopoulou, Athanasios Goulas, Dimitrios Petridis, and Vassilis Karageorgiou. 2024. "Assessing the Fatigue Stress Behavior of Starch Biodegradable Films with Nanoclay Using Accelerated Survival Test Methods" Applied Sciences 14, no. 17: 7728. https://doi.org/10.3390/app14177728
APA StyleFrangopoulos, T., Dimitriadou, S., Ozuni, J., Marinopoulou, A., Goulas, A., Petridis, D., & Karageorgiou, V. (2024). Assessing the Fatigue Stress Behavior of Starch Biodegradable Films with Nanoclay Using Accelerated Survival Test Methods. Applied Sciences, 14(17), 7728. https://doi.org/10.3390/app14177728