
The Process Optimization Analysis of CBN Abrasive Cu-Sn-Ti Coating Fabrication via the Ultrasonic-Vibration-Assisted Laser Cladding Method

Abstract
1. Introduction
2. Fabrication Method and Experiments
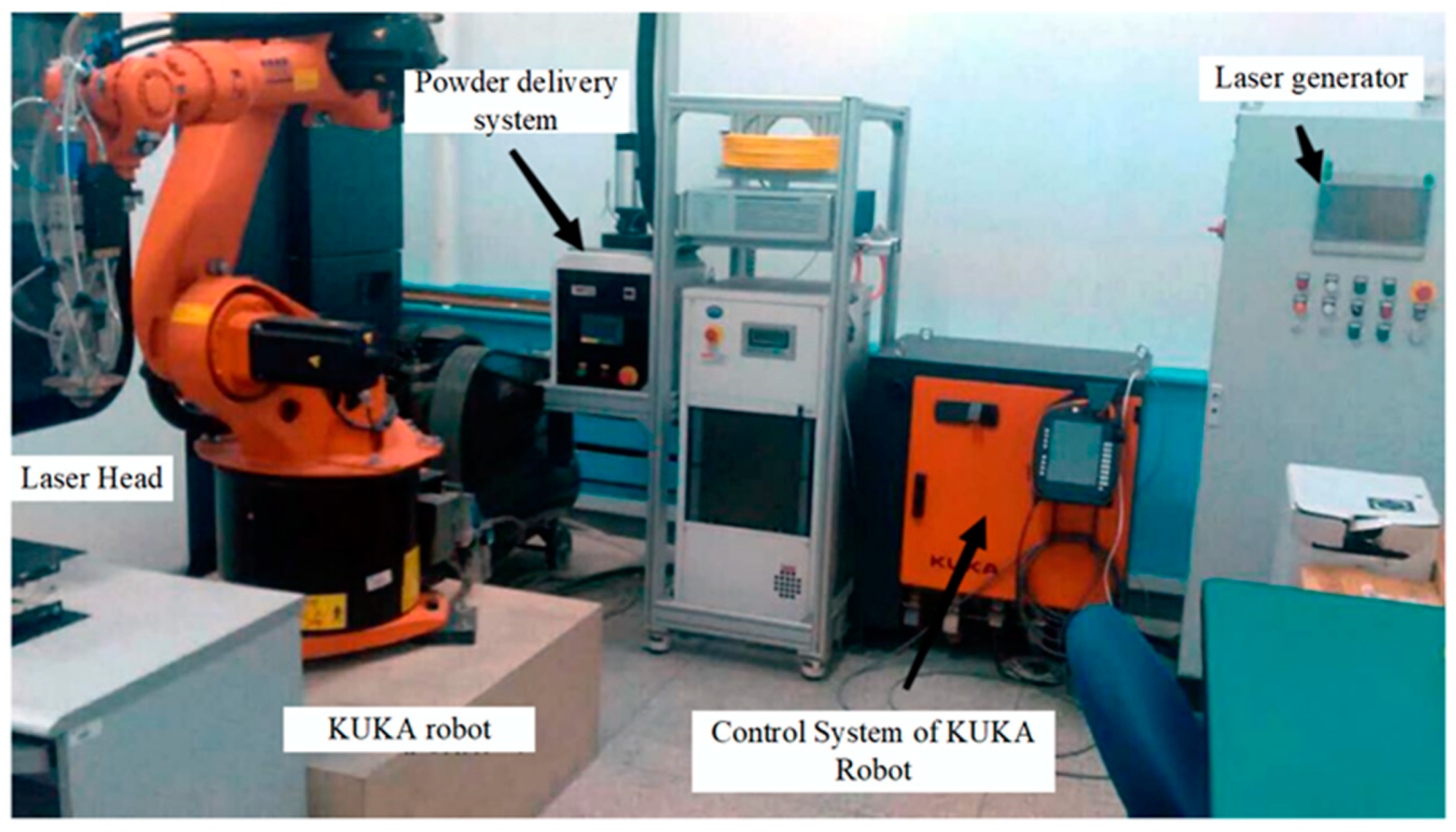
2.1. Experimental Equipment
2.2. Fabrication Materials
2.3. Quality Evaluation Parameter
2.3.1. Shape Factor
2.3.2. Dilution Rate
3. Effects of Process Parameters on the Performance of the Printing Layer
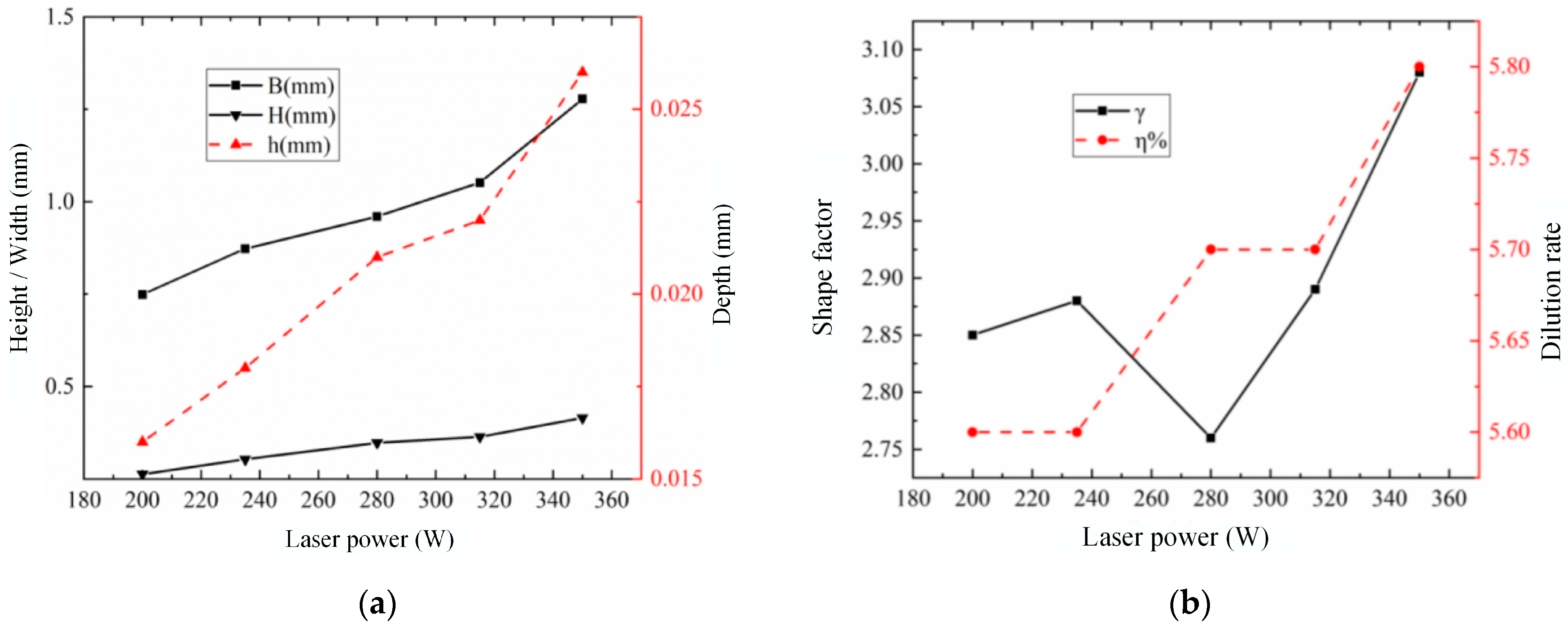
3.1. Laser Power
3.2. Sweep Speed
3.3. Powder Feeding Speed
3.4. Ultrasonic Power
4. Process Optimization and Analysis
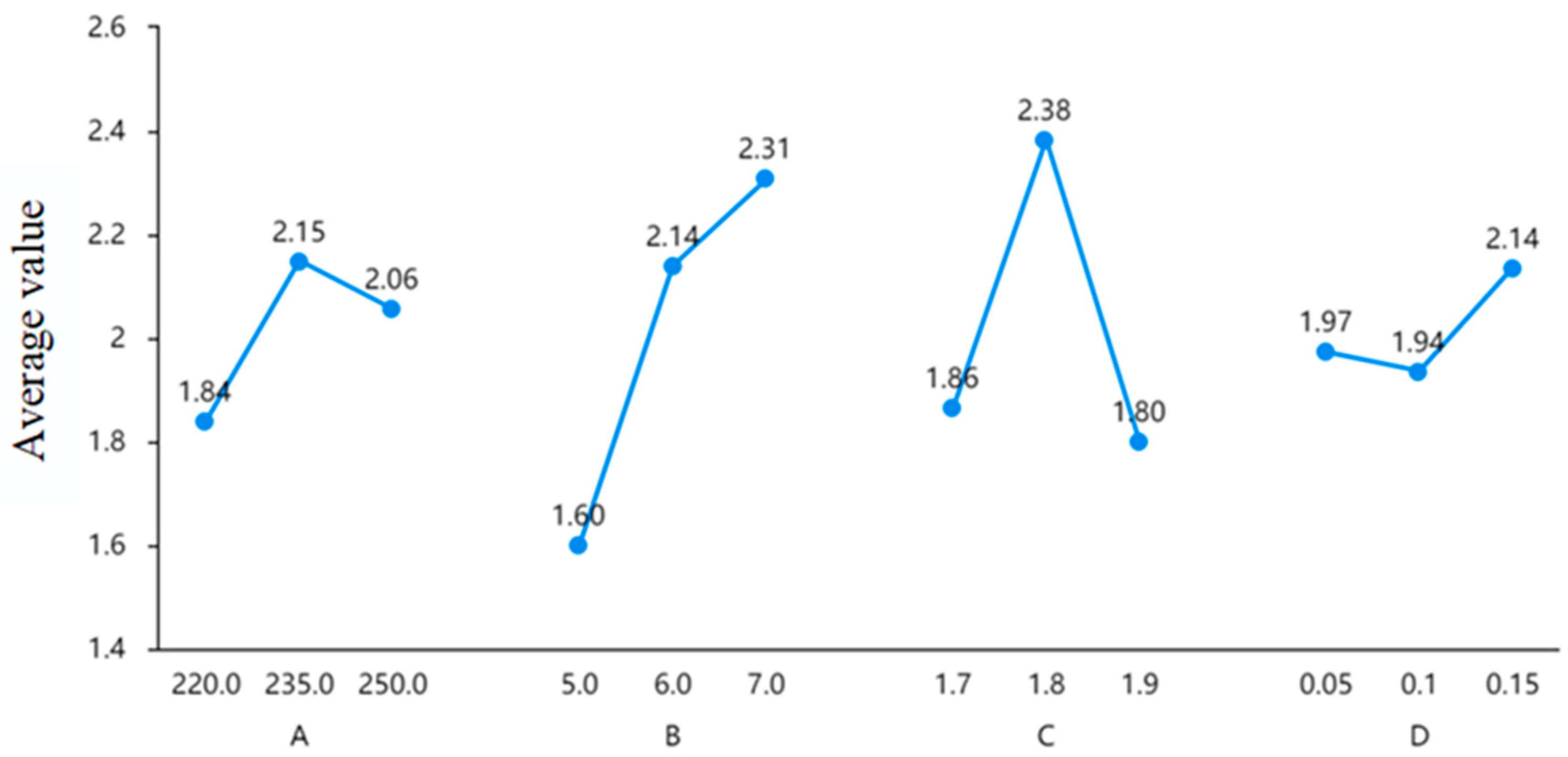
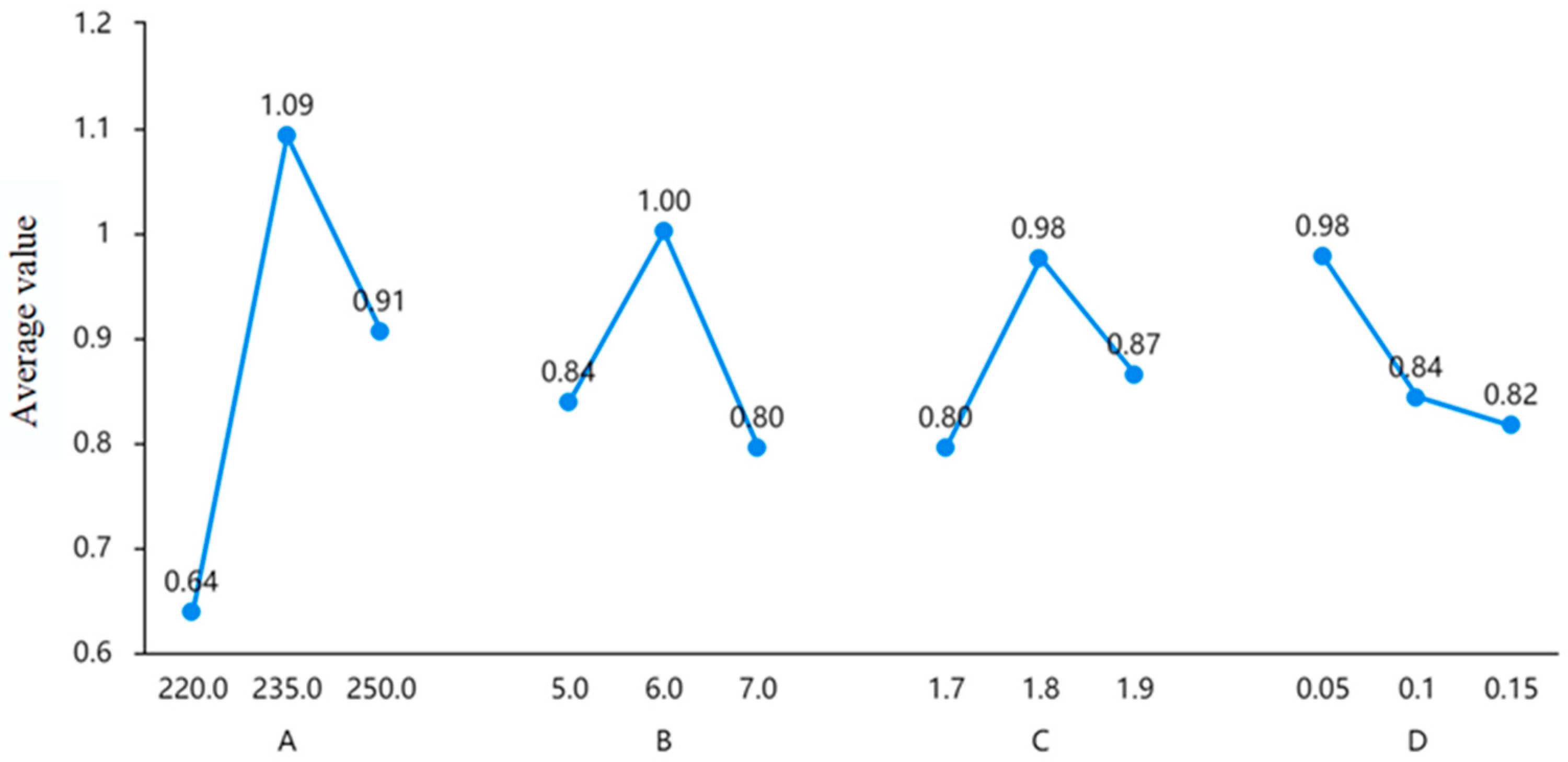
4.1. Orthogonal Experiment Design and Range Analysis
4.2. Three-Factor Analysis of Variance
5. Surface Morphology Is Affected by Ultrasonic Vibration
6. Preparation of Structured CBN Grinding Wheel
7. Conclusions
- (1)
- The effects of laser power, sweep speed, powder feeding speed, and ultrasonic power on the shape coefficient and dilution rate of the printing layer were analyzed through single-factor experiments. With the gradual increase in laser power, the melt width B and the melt height H increased. As the sweep speed gradually increased, the melt width B and the melt height H decreased. With the increase in the powder feeding speed, the melt width B was reduced and the melt height H increased, while the melt depth h remained basically unchanged. With the increase in ultrasonic power, the width B and height H did not change significantly, and basically maintained stability, while the penetration depth increased slightly.
- (2)
- The optimal range of influencing factors such as laser power, sweep speed, powder feeding speed, and ultrasonic power was determined. The level values for laser power were 220 W, 235 W, and 250 W; the level values for sweep speed were 5 mm/s, 6 mm/s, and 7 mm/s; and the level values for powder feeding speed were 1.7 r/min, 1.8 r/min, and 1.9 r/min. The ultrasonic power level values were 5%, 10%, and 15%.
- (3)
- Range analysis and variance analysis of the experimental results were carried out through orthogonal experiments. The most significant influence on the shape factor γ was the sweep speed, followed by powder feeding speed and laser power. The most significant influence on the height of the printing layer H was laser power and sweep speed. The corresponding optimal parameters were a laser power of 235 W, a sweep speed of 6 mm/s, a powder feeding speed of 1.8 r/min, and an ultrasonic power percentage of 15%. Thus, process parameter optimization was realized.
- (4)
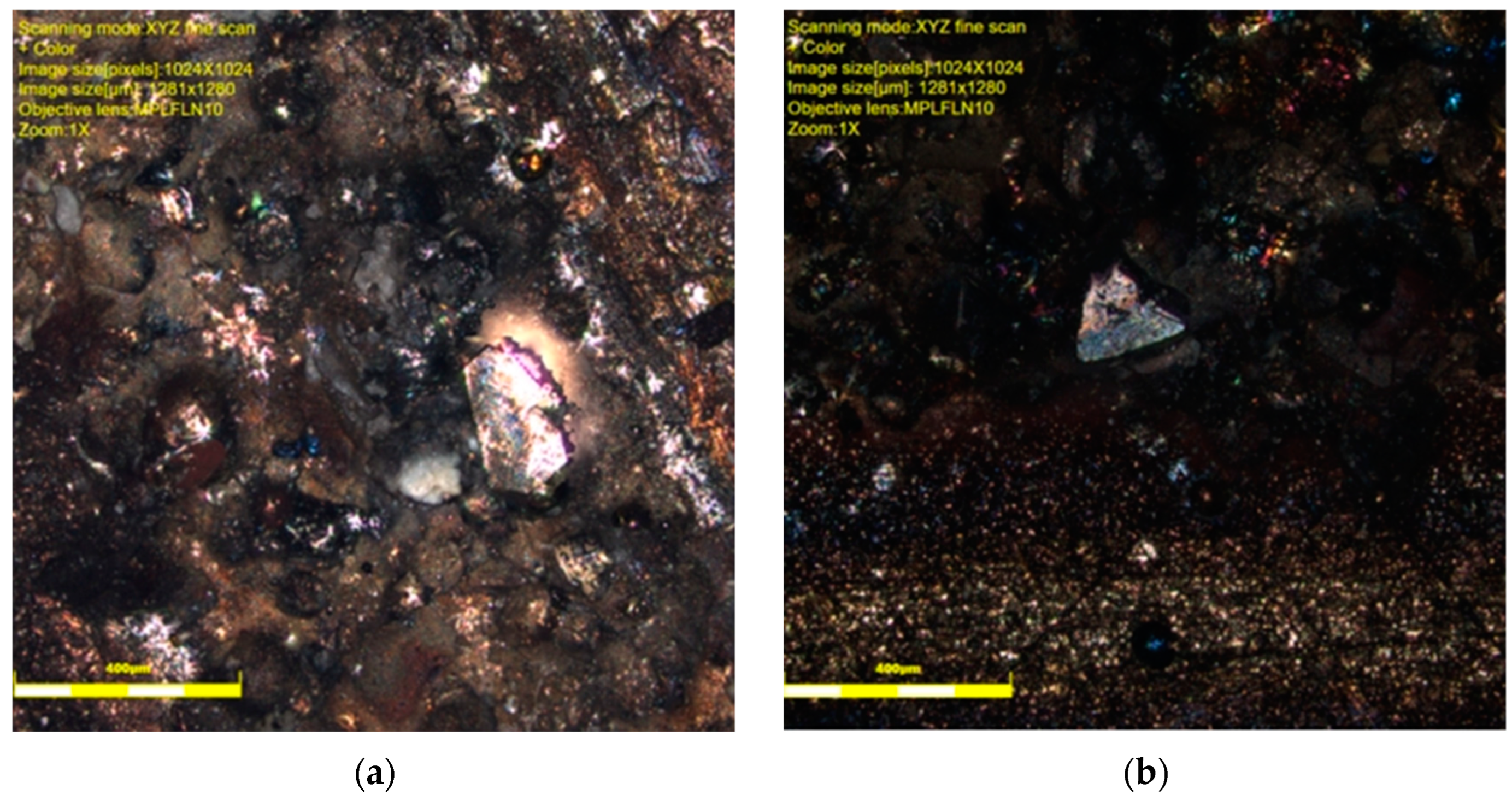
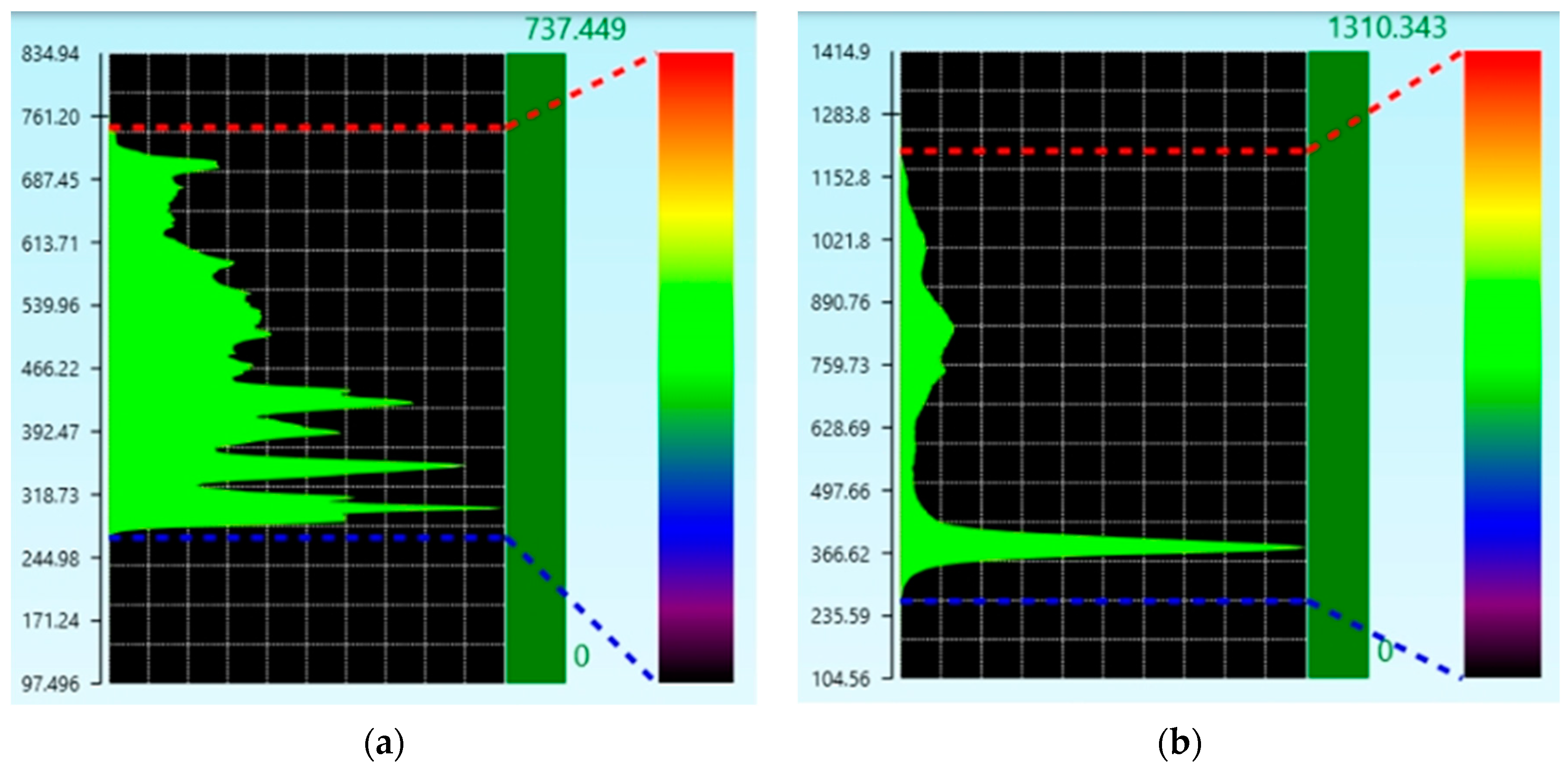
- By comparing the two kinds of grinding wheel printing layers prepared with and without ultrasonic vibration, it was found that the ultrasonic effects can provide the printing layer with better surface morphology constraints. The height of each printing layer was more consistent and the CBN distribution inside the melt pool was uniform. In the case of applying ultrasonic vibration, the difference between the highest point and the lowest point of the exposed height of the CBN particles was small at about 484μm, while the size of the interval without ultrasonic vibration was 1075μm. It is proven that ultrasonic vibration can stabilize the protrusion height of CBN abrasive particles in a range. The sticky powder phenomenon on the surface of the printing layer and the grinding wheel was also improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, J.; Chen, S.; Li, W.; Lan, Y.; Khudoley, A.; Zhang, Q.; Yao, C.; Wang, Z. Molecular dynamics simulation and experimental study of the material machinability characteristics and crack propagation mechanisms for fused silica double nanoscratches. Tribol. Int. 2024, 199, 109982. [Google Scholar] [CrossRef]
- Qu, S.; Sun, X.; Dong, Z.; Liu, Y.; Yang, H.; Zhang, W.; Mu, S.; Wang, Z.; Yu, T.; Zhao, J. Simulation and experimental investigation of material removal profile based on ultrasonic vibration polishing of K9 optical glass. Tribol. Int. 2024, 196, 109730. [Google Scholar] [CrossRef]
- Gu, Y.; Li, Z.; Lin, J.Q.; Zhou, X.Q.; Xu, Z.S.; Zhou, W.D.; Zhang, S.; Gao, Y.H. Enhanced machinability of aluminium-based silicon carbide by non-resonant vibration-assisted magnetorheological finishing. J. Mater. Process Technol. 2024, 324, 118223. [Google Scholar] [CrossRef]
- Zhao, J.; Xu, X.; Li, W.; Hang, W. Material removal modes and processing mechanism in microultrasonic machining of ball ceramic tool. Ceram. Int. 2024, 50, 28844–28856. [Google Scholar] [CrossRef]
- Stepien, P. Mechanism of grinding wheel surface reproduction in regular surface texture generation. Surf. Eng. 2008, 24, 219–225. [Google Scholar] [CrossRef]
- Silva, E.J.; Kirsch, B.; Bottene, A.C.; Simon, A.; Aurich, J.C.; Oliveira, J.F.G. Manufacturing of structured surfaces via grinding. J. Mater. Process Technol. 2017, 243, 170–183. [Google Scholar] [CrossRef]
- da Silva, E.J.; Bottene, A.C.; de Oliveira, J.F.G.; Atoatte, A.; Rodrigues, A.D. Grinding process for profiled texturing. CIRP Ann. Manuf. Technol. 2016, 65, 337–340. [Google Scholar] [CrossRef]
- Mao, C.; Li, X.; Zhang, M.; Zhang, J.; Zhang, W.; Luo, Y.; Tang, W.; Tang, K.; Bi, Z.; Hu, Y.; et al. Wear behaviors of electroplated CBN grinding wheel with orderly-micro-grooves in grinding narrow-deep slot. Int. J. Adv. Manuf. Technol. 2024, 131, 2857–2868. [Google Scholar] [CrossRef]
- Yi, J.; Yi, T.; Deng, H.; Chen, B.; Zhou, W. Theoretical modeling and experimental study on grinding force of straight groove structured grinding wheel. Int. J. Adv. Manuf. Technol. 2023, 124, 3407–3421. [Google Scholar] [CrossRef]
- Mao, M.; Liu, S.; Jiang, J.; Sun, S.; Wang, D. Study on flow field and convective heat transfer characteristics in grinding zone of large spiral angle flow disturbance grooved wheel. Int. J. Adv. Manuf. Technol. 2023, 129, 39–63. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, X.; Wen, D.; Li, S.; Wang, X.; Gan, L.; Rong, X. Improved grinding performance of SiC using an innovative bionic vein-like structured grinding wheel optimized by hydrodynamics. J. Manuf. Process 2023, 101, 195–207. [Google Scholar] [CrossRef]
- Yushan, L.; Guoxun, W.; Xingshan, L.; Yongchao, Q. Research on the mapping grinding of dimple surface with ordered pattern based on topological theory. Int. J. Adv. Manuf. Technol. 2022, 121, 6205–6223. [Google Scholar] [CrossRef]
- Monier, A.; Guo, B.; Zhao, Q.; Guo, Z.; Mahmoud, T.S.; El-mahallawi, I. The effects of structured grinding wheel designed parameters on the geometries of ground structured surfaces. Int. J. Adv. Manuf. Technol. 2022, 120, 5551–5571. [Google Scholar] [CrossRef]
- Zhou, F.; Xu, J.; Zhang, W.; Yu, H. Study on bottom surface quality of sapphire micro-groove grinding with structured grinding wheel. J. Hunan Univ. 2024, 51, 20–26. [Google Scholar]
- Fan, Z.; Lv, Y.; Li, X. The effect of force on the surface of rib grinding with ordered grinding wheel. Comb. Mach. Tools Autom. Process. Technol. 2024, 2, 151–154+159. [Google Scholar]
- Chen, T.; Li, Y.; Jiang, J. Theoretical model and mechanism of mirror effect of spiral grooved grinding wheel. Comb. Mach. Tools Autom. Process. Technol. 2023, 10, 43–48. [Google Scholar]
- Wang, W.; Li, X.; Lv, Y.; Sun, Y.; Li, X. Study on the trailing wave surface of topological grinding array with structured grinding wheel. Lubr. Seal. 2023, 48, 89–96. [Google Scholar]
- Zhang, D.; Lv, Y.; Li, X. Study on the grinding surface of grain grain with end grinding wheel with grain blade sequence arrangement. One Weight Tech. 2023, 3, 34–37. [Google Scholar]
- Wen, D.-D.; Zhang, X.-H.; Wan, L.-L.; Jiang, J.; Ding, Y.; He, T.Z.-S. Experimental study on grinding SIC ceramics with bird feather structure self-lubricating diamond wheel. Surf. Technol. 2023, 52, 91–101. [Google Scholar]
- Hou, Z.; Yao, Z. Grooving and Grinding Performance of Structured Wheels Fabricated with Diamond Cutting Blades. In Proceedings of the 2022 International Conference on Mechanical Engineering and Power Engineering (MEPE), Wuhan, China, 27–29 December 2022. [Google Scholar]
- Deng, H.; Wu, X.; Yuchi, G.; Liu, G.; Xu, Z.; Yi, J. Research on laser preparation and grinding performance of hydrophilic structured grinding wheels. Ceram. Int. 2023, 49, 7649–7661. [Google Scholar] [CrossRef]
- Hou, Z.; Yao, Z.; Sun, Y.; Shen, H. Grooving profile control for structured grinding wheels with picosecond pulsed laser. Int. J. Adv. Manuf. Technol. 2022, 119, 5851–5862. [Google Scholar] [CrossRef]
- Ma, M. Research on Ultrasonic-Assisted Laser 3D Printing Technology of Structured Grinding Wheel. Master’ Thesis, Northeastern University, Shenyang, China, 2022. [Google Scholar]
- Park, W.J.; Jung, H.Y.; Huh, S.C.; Yoon, H.K.; Lee, K.K. The strength and hardness of metal matrix composites by binder additives. In Advances in Fracture and Strength; Pts, 1–4, Kim, Y.J., Bae, H.D., Kim, Y.J., Eds.; Trans Tech Publications: Zurich, Switzerland, 2005; pp. 489–494. [Google Scholar]
- Meyer, L.; Witt, G. Investigation of the track width-dependent melt pool characteristics during laser-sintering of polyamide 12 in correlation to various focus diameters. Progress. Addit. Manuf. 2020, 5, 19–25. [Google Scholar] [CrossRef]
- Ji, Y.; Ren, H.; Zhao, L. Teaching consideration of wetting Angle theory for evaluating heterogeneous nucleation effectiveness. Chin. Mod. Educ. Equip. 2020, 17, 115–117+120. [Google Scholar]
- Chen, J.; Li, Y.; Huang, W. Study on two kinds of cracking behavior and mechanism of cladding layer in laser rapid forming process. Appl. Laser 2002, 3, 300–304. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Instrument | Model |
|---|---|
| Robotic arm | KUKA ZH30/60 Ⅲ |
| Shielding gas | Ar |
| Laser head | Raycham RC52 |
| Powder-feeding system | RC-PGF-1 |
| Laser generator | IPG YLR-500 |
| Ultrasonic system | 2000 bdc |
| Element | wt% |
|---|---|
| Cu | Bal. |
| Sn | 18.93 |
| Ti | 10.37 |
| No. | Pl (W) | vs (mm/s) | vr (r/min) | Ps (%) | B (mm) | H (mm) | h (mm) | γ | η |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 200 | 6 | 1.8 | 10 | 0.749 | 0.263 | 0.016 | 2.85 | 5.6 |
| 2 | 235 | 6 | 1.8 | 10 | 0.873 | 0.303 | 0.018 | 2.88 | 5.6 |
| 3 | 280 | 6 | 1.8 | 10 | 0.960 | 0.348 | 0.021 | 2.76 | 5.7 |
| 4 | 315 | 6 | 1.8 | 10 | 1.052 | 0.364 | 0.022 | 2.89 | 5.7 |
| 5 | 350 | 6 | 1.8 | 10 | 1.278 | 0.415 | 0.026 | 3.08 | 5.8 |
| No. | Pl (W) | vs (mm/s) | vr (r/min) | Ps (%) | B (mm) | H (mm) | h (mm) | γ | η |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 235 | 3 | 1.8 | 10 | 1.033 | 0.564 | 0.035 | 1.83 | 5.8 |
| 2 | 235 | 4 | 1.8 | 10 | 0.971 | 0.460 | 0.028 | 2.11 | 5.7 |
| 3 | 235 | 5 | 1.8 | 10 | 0.953 | 0.422 | 0.025 | 2.26 | 5.5 |
| 4 | 235 | 6 | 1.8 | 10 | 0.873 | 0.303 | 0.018 | 2.88 | 5.6 |
| 5 | 235 | 7 | 1.8 | 10 | 0.838 | 0.290 | 0.016 | 2.89 | 5.2 |
| No. | Pl (W) | vs (mm/s) | vr (r/min) | Ps (%) | B (mm) | H (mm) | h (mm) | γ | η |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 235 | 6 | 1.2 | 10 | 0.908 | 0.283 | 0.016 | 3.21 | 5.3 |
| 2 | 235 | 6 | 1.4 | 10 | 0.911 | 0.298 | 0.017 | 3.06 | 5.4 |
| 3 | 235 | 6 | 1.6 | 10 | 0.905 | 0.315 | 0.018 | 2.87 | 5.4 |
| 4 | 235 | 6 | 1.8 | 10 | 0.873 | 0.303 | 0.018 | 2.88 | 5.6 |
| 5 | 235 | 6 | 2.0 | 10 | 0.871 | 0.310 | 0.017 | 2.81 | 5.4 |
| No. | Pl (W) | vs (mm/s) | vr (r/min) | Ps (%) | B (mm) | H (mm) | h (mm) | γ | η |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 235 | 6 | 1.8 | 0 | 0.838 | 0.312 | 0.015 | 2.77 | 4.5 |
| 2 | 235 | 6 | 1.8 | 5 | 0.861 | 0.304 | 0.017 | 2.83 | 5.5 |
| 3 | 235 | 6 | 1.8 | 10 | 0.873 | 0.303 | 0.018 | 2.88 | 5.6 |
| 4 | 235 | 6 | 1.8 | 15 | 0.871 | 0.298 | 0.018 | 2.92 | 5.7 |
| Level | A Laser Power Pl (W) | B Sweep Speed vs (mm/s) | C Powder Feeding Speed vr (r/min) | D Ultrasonic Power Percentage Ps (%) |
|---|---|---|---|---|
| 1 | 220 | 5 | 1.7 | 5 |
| 2 | 235 | 6 | 1.8 | 10 |
| 3 | 250 | 7 | 1.9 | 15 |
| No. | A | B | C | D | B (mm) | H (mm) | γ |
|---|---|---|---|---|---|---|---|
| 1 | 220 | 5 | 1.7 | 5 | 0.615 | 0.501 | 1.23 |
| 2 | 220 | 6 | 1.9 | 10 | 0.713 | 0.426 | 1.67 |
| 3 | 220 | 7 | 1.8 | 15 | 0.590 | 0.225 | 2.62 |
| 4 | 235 | 5 | 1.9 | 15 | 0.977 | 0.592 | 1.64 |
| 5 | 235 | 6 | 1.8 | 5 | 1.410 | 0.543 | 2.60 |
| 6 | 235 | 7 | 1.7 | 10 | 0.891 | 0.403 | 2.21 |
| 7 | 250 | 5 | 1.8 | 10 | 0.928 | 0.481 | 1.93 |
| 8 | 250 | 6 | 1.7 | 15 | 0.882 | 0.410 | 2.15 |
| 9 | 250 | 7 | 1.9 | 5 | 0.908 | 0.435 | 2.09 |
| Item | Level | A | B | C | D |
|---|---|---|---|---|---|
| K | 1.7 | - | - | 5.59 | - |
| 1.8 | - | - | 7.15 | - | |
| 1.9 | - | - | 5.4 | - | |
| 5 | - | 4.8 | - | 5.92 | |
| 6 | - | 6.42 | - | - | |
| 7 | - | 6.92 | - | - | |
| 10 | - | - | - | 5.81 | |
| 15 | - | - | - | 6.41 | |
| 220 | 5.52 | - | - | - | |
| 235 | 6.45 | - | - | - | |
| 250 | 6.17 | - | - | - | |
| K avg | 1.7 | - | - | 1.86 | - |
| 1.8 | - | - | 2.38 | - | |
| 1.9 | - | - | 1.8 | - | |
| 5 | - | 1.6 | - | 1.97 | |
| 6 | - | 2.14 | - | - | |
| 7 | - | 2.31 | - | - | |
| 10 | - | - | - | 1.94 | |
| 15 | - | - | - | 2.14 | |
| 220 | 1.84 | - | - | - | |
| 235 | 2.15 | - | - | - | |
| 250 | 2.06 | - | - | - | |
| Optimum level | 235 | 7 | 1.8 | 15 | |
| R | 0.31 | 0.71 | 0.58 | 0.2 | |
| Level quantity | 3 | 3 | 3 | 3 | |
| Number of repetitions per level r | 3 | 3 | 3 | 3 | |
| Item | Level | A | B | C | D |
|---|---|---|---|---|---|
| K | 0.05 | - | - | - | 2.93 |
| 0.1 | - | - | - | 2.53 | |
| 0.15 | - | - | - | 2.45 | |
| 1.7 | - | - | 2.39 | - | |
| 1.8 | - | - | 2.93 | - | |
| 1.9 | - | - | 2.6 | - | |
| 5 | - | 2.52 | - | - | |
| 6 | - | 3 | - | - | |
| 7 | - | 2.39 | - | - | |
| 220 | 1.92 | - | - | - | |
| 235 | 3.28 | - | - | - | |
| 250 | 2.72 | - | - | - | |
| K avg | 0.05 | - | - | - | 0.98 |
| 0.1 | - | - | - | 0.84 | |
| 0.15 | - | - | - | 0.82 | |
| 1.7 | - | - | 0.8 | - | |
| 1.8 | - | - | 0.98 | - | |
| 1.9 | - | - | 0.87 | - | |
| 5 | - | 0.84 | - | - | |
| 6 | - | 1 | - | - | |
| 7 | - | 0.8 | - | - | |
| 220 | 0.64 | - | - | - | |
| 235 | 1.09 | - | - | - | |
| 250 | 0.91 | - | - | - | |
| Optimum level | 235 | 6 | 1.8 | 0.05 | |
| R | 0.45 | 0.21 | 0.18 | 0.16 | |
| Level quantity | 3 | 3 | 3 | 3 | |
| Number of repetitions per level r | 3 | 3 | 3 | 3 | |
| Item | Level | A | B | C | D |
|---|---|---|---|---|---|
| K | 0.05 | - | - | - | 1.48 |
| 0.1 | - | - | - | 1.31 | |
| 0.15 | - | - | - | 1.23 | |
| 1.7 | - | - | 1.31 | - | |
| 1.8 | - | - | 1.25 | - | |
| 1.9 | - | - | 1.45 | - | |
| 5 | - | 1.57 | - | - | |
| 6 | - | 1.38 | - | - | |
| 7 | - | 1.06 | - | - | |
| 220 | 1.15 | - | - | - | |
| 235 | 1.54 | - | - | - | |
| 250 | 1.33 | - | - | - | |
| K avg | 0.05 | - | - | - | 0.49 |
| 0.1 | - | - | - | 0.44 | |
| 0.15 | - | - | - | 0.41 | |
| 1.7 | - | - | 0.44 | - | |
| 1.8 | - | - | 0.42 | - | |
| 1.9 | - | - | 0.48 | - | |
| 5 | - | 0.52 | - | - | |
| 6 | - | 0.46 | - | - | |
| 7 | - | 0.35 | - | - | |
| 220 | 0.38 | - | - | - | |
| 235 | 0.51 | - | - | - | |
| 250 | 0.44 | - | - | - | |
| Optimum level | 235 | 5 | 1.9 | 0.05 | |
| R | 0.13 | 0.17 | 0.07 | 0.08 | |
| Level quantity | 3 | 3 | 3 | 3 | |
| Number of repetitions per level r | 3 | 3 | 3 | 3 | |
| Difference Source | Sum of Squares | df | Mean Square | F | p |
|---|---|---|---|---|---|
| Intercept | 36.562 | 1 | 36.562 | 481.856 | 0.002 ** |
| B | 0.819 | 2 | 0.409 | 5.395 | 0.156 |
| C | 0.615 | 2 | 0.307 | 4.051 | 0.198 |
| D | 0.068 | 2 | 0.034 | 0.448 | 0.69 |
| Residual | 0.152 | 2 | 0.076 |
| Difference Source | Sum of Squares | df | Mean Square | F | p |
|---|---|---|---|---|---|
| Intercept | 6.959 | 1 | 6.959 | 44.686 | 0.022 * |
| B | 0.07 | 2 | 0.035 | 0.225 | 0.816 |
| C | 0.049 | 2 | 0.025 | 0.159 | 0.863 |
| D | 0.045 | 2 | 0.022 | 0.143 | 0.875 |
| Residual | 0.311 | 2 | 0.156 |
| Difference Source | Sum of Squares | df | Mean Square | F | p |
|---|---|---|---|---|---|
| Intercept | 1.792 | 1 | 1.792 | 143.864 | 0.007 ** |
| B | 0.044 | 2 | 0.022 | 1.78 | 0.36 |
| C | 0.007 | 2 | 0.004 | 0.291 | 0.775 |
| D | 0.011 | 2 | 0.005 | 0.441 | 0.694 |
| Residual | 0.025 | 2 | 0.012 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Ma, M.; Yu, T.; Li, M.; Zhao, J. The Process Optimization Analysis of CBN Abrasive Cu-Sn-Ti Coating Fabrication via the Ultrasonic-Vibration-Assisted Laser Cladding Method. Appl. Sci. 2024, 14, 7790. https://doi.org/10.3390/app14177790
Li J, Ma M, Yu T, Li M, Zhao J. The Process Optimization Analysis of CBN Abrasive Cu-Sn-Ti Coating Fabrication via the Ultrasonic-Vibration-Assisted Laser Cladding Method. Applied Sciences. 2024; 14(17):7790. https://doi.org/10.3390/app14177790
Chicago/Turabian StyleLi, Juncai, Mingze Ma, Tianbiao Yu, Ming Li, and Ji Zhao. 2024. "The Process Optimization Analysis of CBN Abrasive Cu-Sn-Ti Coating Fabrication via the Ultrasonic-Vibration-Assisted Laser Cladding Method" Applied Sciences 14, no. 17: 7790. https://doi.org/10.3390/app14177790
APA StyleLi, J., Ma, M., Yu, T., Li, M., & Zhao, J. (2024). The Process Optimization Analysis of CBN Abrasive Cu-Sn-Ti Coating Fabrication via the Ultrasonic-Vibration-Assisted Laser Cladding Method. Applied Sciences, 14(17), 7790. https://doi.org/10.3390/app14177790