
Enhanced Scratch Detection for Textured Materials Based on Optimized Photometric Stereo Vision and Fast Fourier Transform–Gabor Filtering

Abstract
:1. Introduction
- (1)
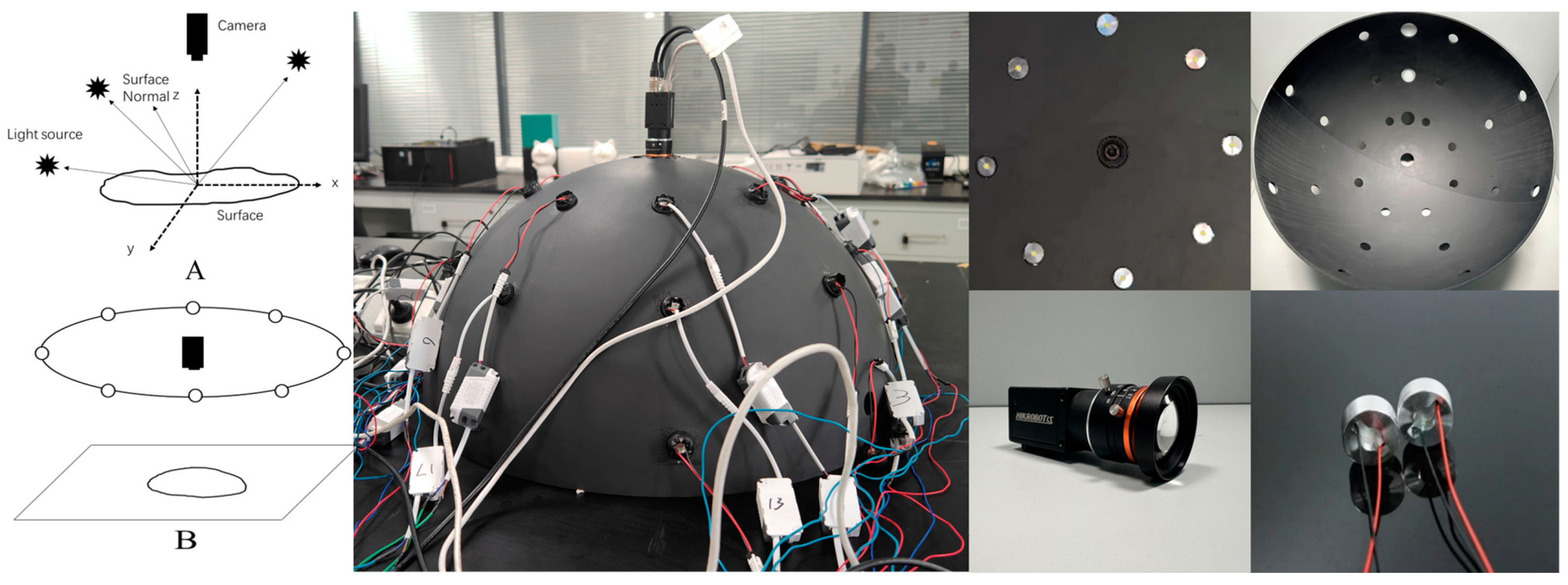
- Optimized Hemispherical Photometric Stereo Vision Device: We designed and optimized a new type of hemispherical photometric stereo vision image acquisition device with selective light source angles. Based on the selectivity of the multi-angle light source, we can choose the light source angle by ourselves according to the irregularity and complexity of the texture of the material, so as to achieve a balance between the acquisition time and the quality of the input image.
- (2)
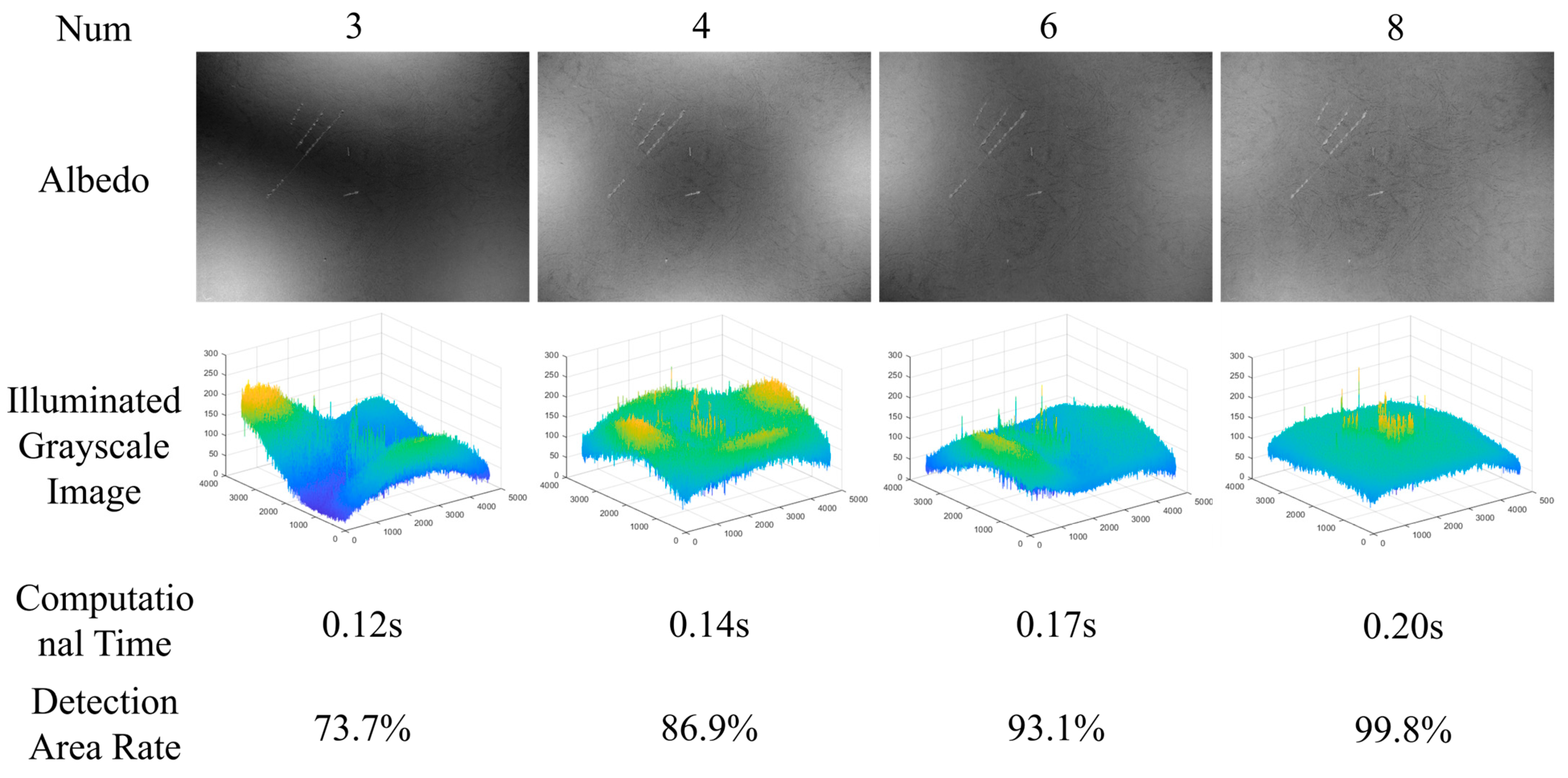
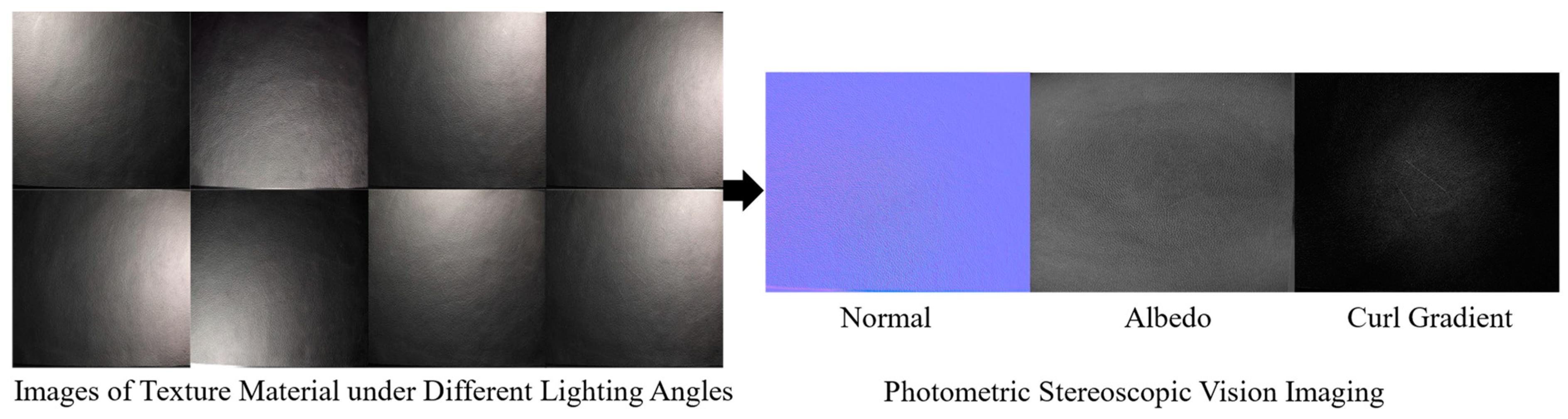
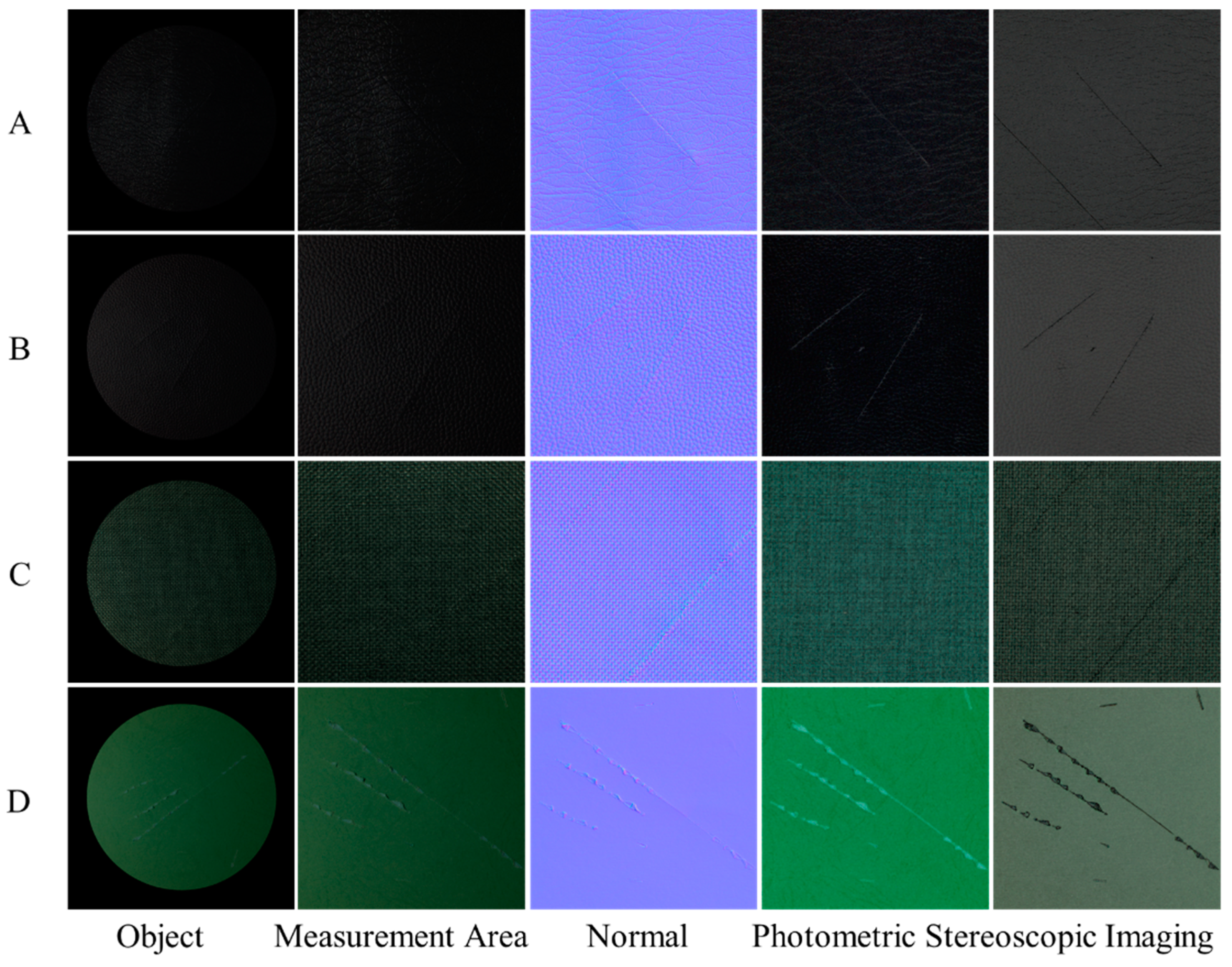
- Photometric Stereo Vision Algorithm with Eight Light Sources: Using images captured under eight distinct light source angles, we implemented a photometric stereo vision algorithm. This approach mitigates issues caused by specular reflections or shadows under single-light-source conditions, enabling the complete capture of both texture and defect information via Albedo and Curl Gradient images.
- (3)
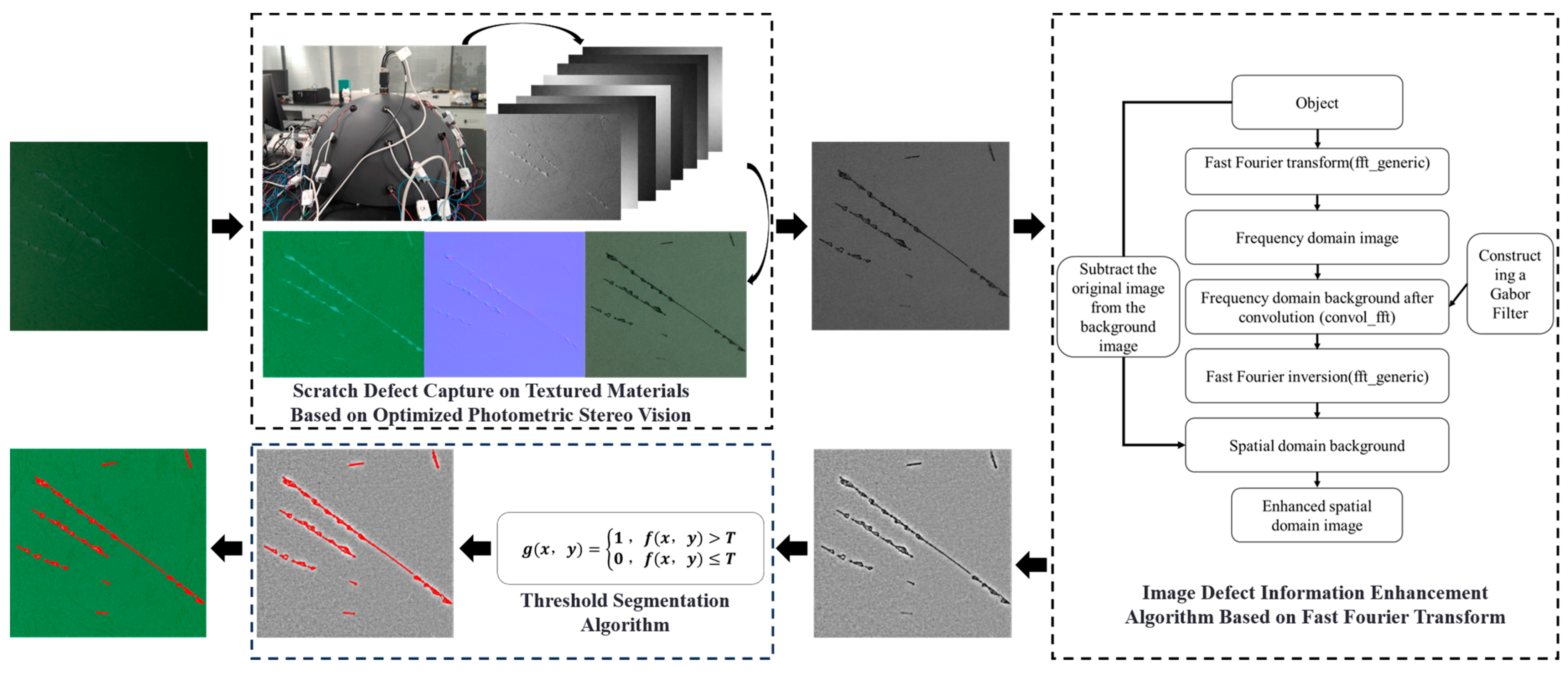
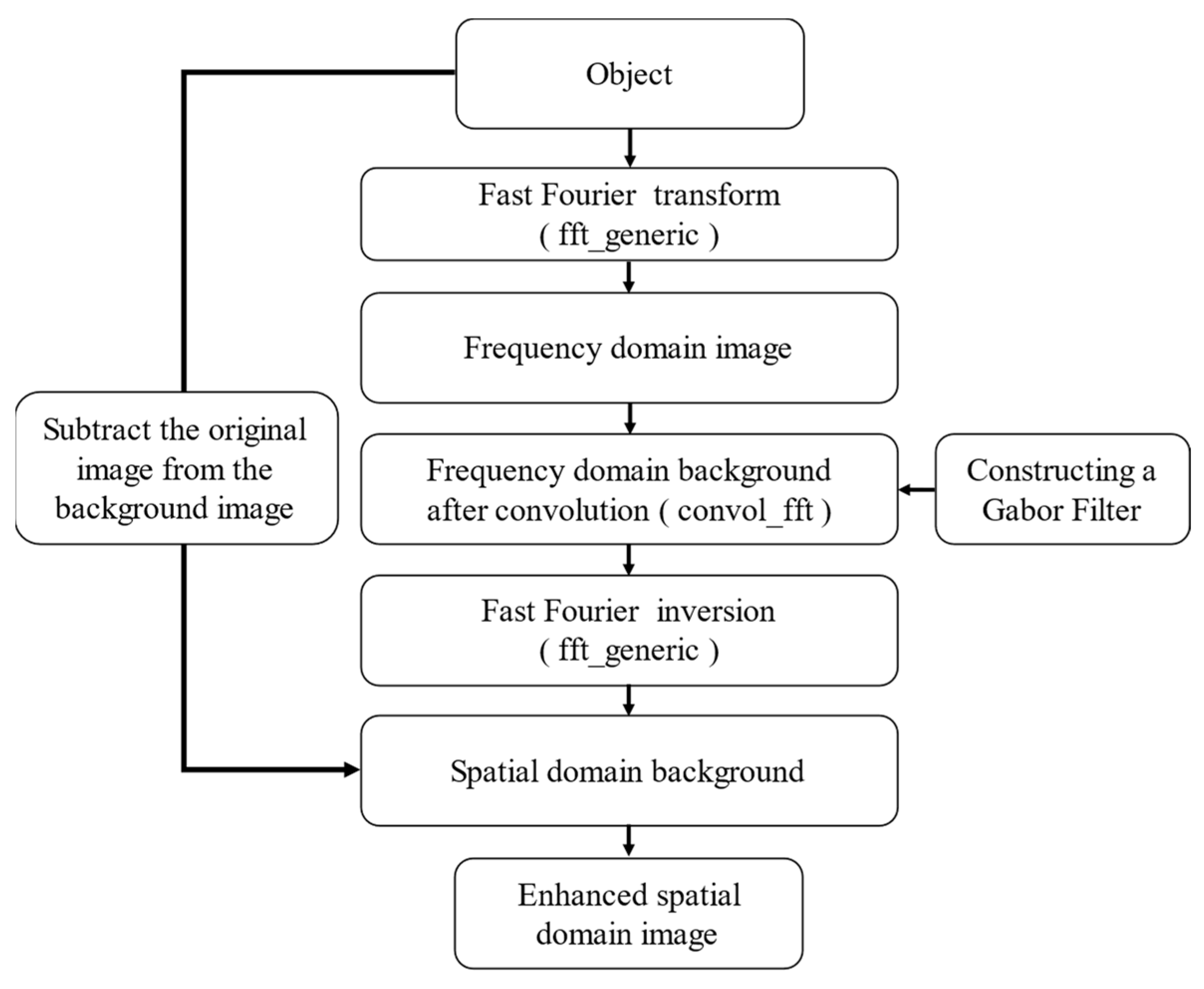
- FFT-Gabor Filtering Image Enhancement Algorithm: To further enhance defect visibility, we combined the existing photometric stereo vision algorithm with the defect detection algorithm based on image enhancement, and developed an enhanced scratch defect detection method for textured materials based on optimized photometric stereo vision and FFT-Gabor filtering to realize the enhancement of the defect information of the textured material and to weaken or filter out the texture information of the texture itself.
- (4)
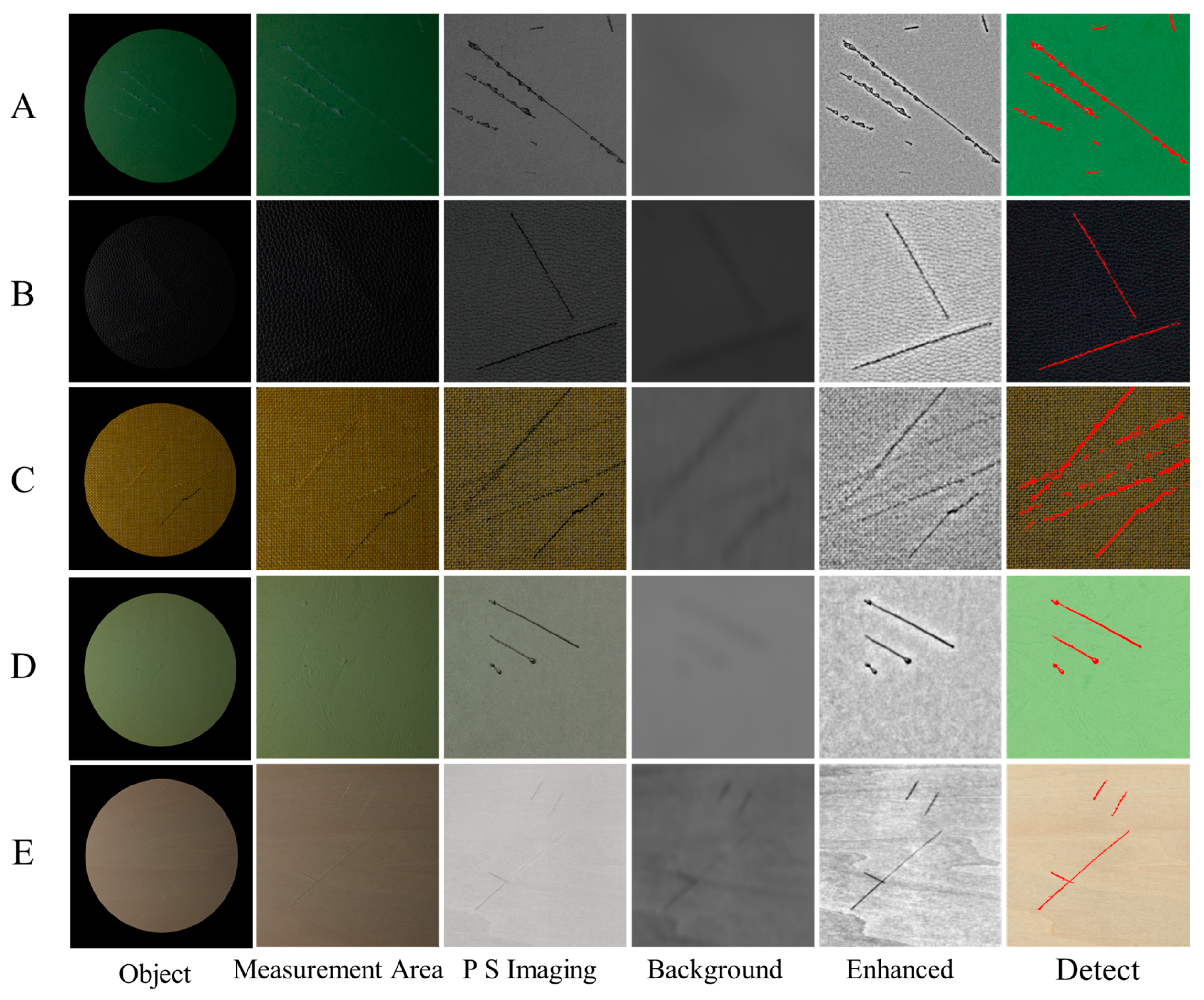
- This paper proves the effectiveness of the proposed method through a single-material experiment and designs the experimental effect comparison of materials with different textures, which verifies the effectiveness and superiority of the proposed enhanced scratch defect detection method for textured material defect detection. Through the experimental data, for the experiments on different textured materials, the detection rate of the enhanced scratch defect detection method for textured material defect detection can be stabilized at 98.43% ± 1.0%.
2. Methods
2.1. Scratch Defect Capture on Textured Material Surface Based on Optimized Photometric Stereo Vision
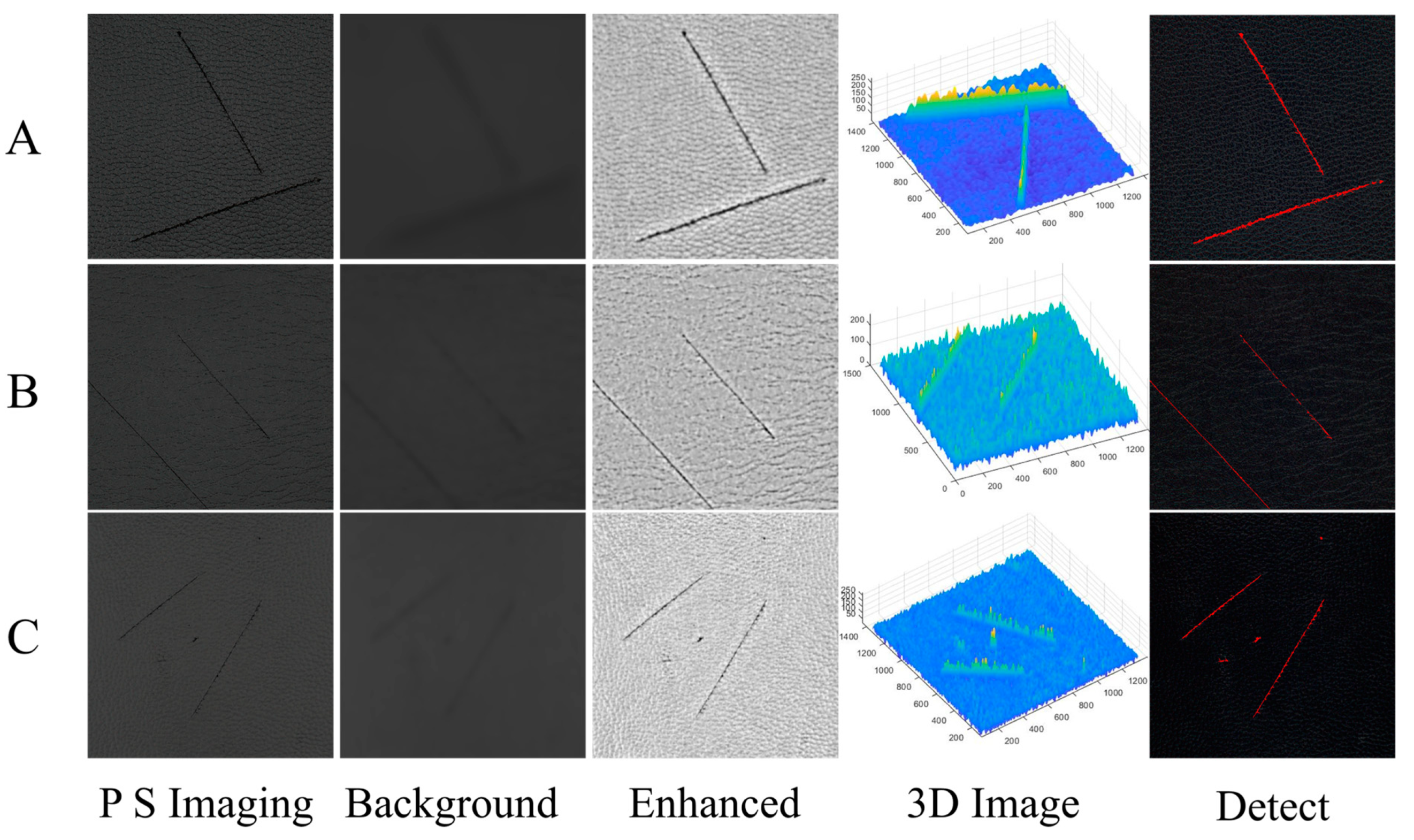
2.2. Scratch Defect Detection on Textured Material’s Surface Based on Image Enhancement Algorithm
3. Experimentation and Evaluation
3.1. Validation of Textured Material Applicability of Detection Methods
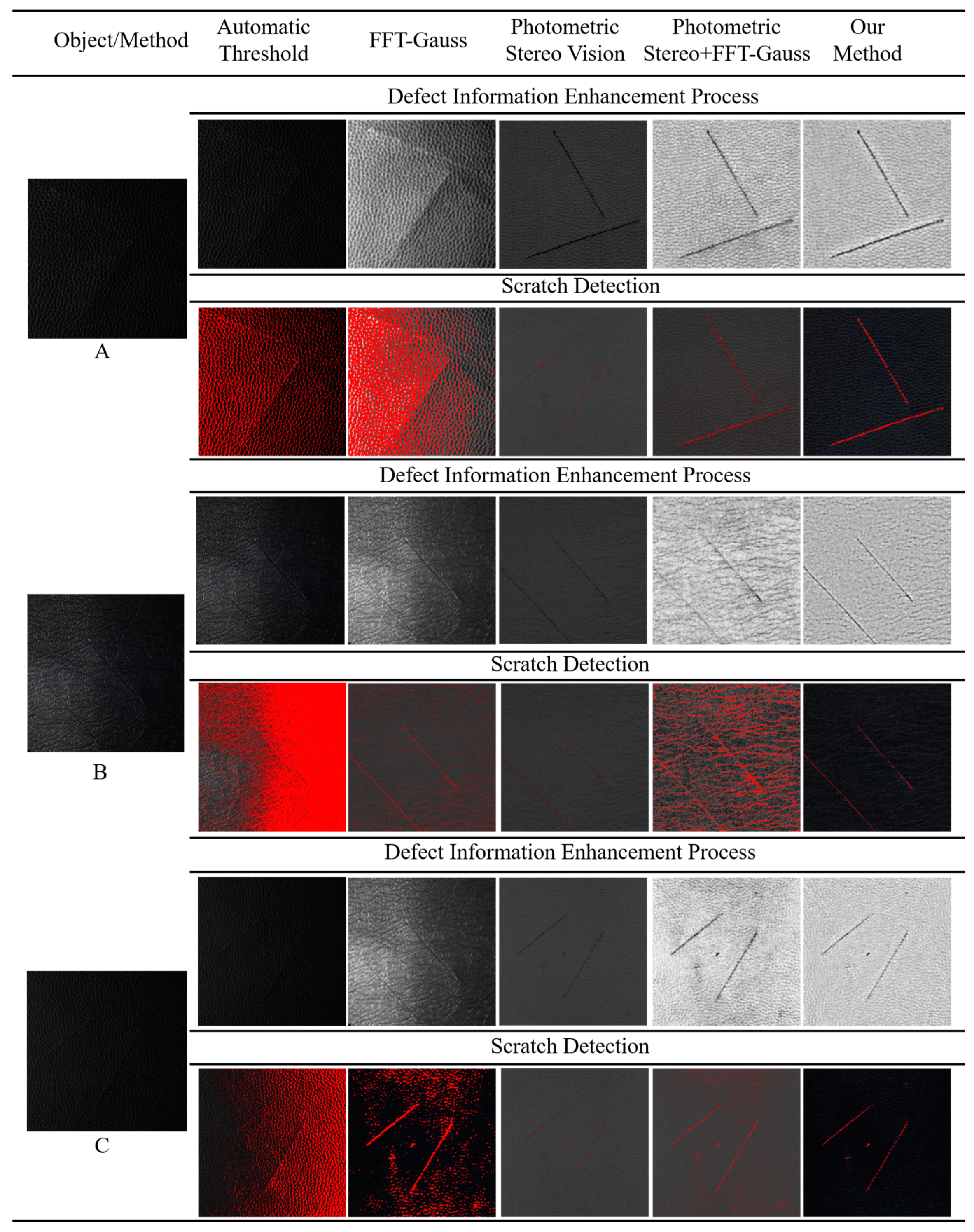
3.2. Validation of Methodological Superiority
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Akundi, A.; Reyna, M. A machine vision based automated quality control system for product dimensional analysis. Procedia Comput. Sci. 2021, 185, 127–134. [Google Scholar] [CrossRef]
- Iyshwerya, K.; Janani, B.; Krithika, S.; Manikandan, T. Defect Detection Algorithm for High Speed Inspection in Machine Vision. In Proceedings of the International Conference on Smart Structures and Systems-ICSSS’13, Chennai, India, 28–29 March 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 103–107. [Google Scholar]
- Wang, W.-C.; Chen, S.-L.; Chen, L.-B.; Chang, W.-J. A machine vision based automatic optical inspection system for measuring drilling quality of printed circuit boards. IEEE Access 2016, 5, 10817–10833. [Google Scholar] [CrossRef]
- Baygin, M.; Karakose, M.; Sarimaden, A.; Erhan, A. Machine vision based defect detection approach using image processing. In Proceedings of the 2017 International Artificial Intelligence and Data Processing Symposium (IDAP), Malatya, Turkey, 16–17 September 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1–5. [Google Scholar]
- Ravikumar, S.; Ramachandran, K.; Sugumaran, V. Machine learning approach for automated visual inspection of machine components. Expert Syst. Appl. 2011, 38, 3260–3266. [Google Scholar] [CrossRef]
- Ma, Y.; Li, Q.; Zhou, Y.; He, F.; Xi, S. A surface defects inspection method based on multidirectional gray-level fluctuation. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417703114. [Google Scholar] [CrossRef]
- Yazdchi, M.; Yazdi, M.; Mahyari, A.G. Steel surface defect detection using texture segmentation based on multifractal dimension. In Proceedings of the 2009 International Conference on Digital Image Processing, Bangkok, Thailand, 7–9 March 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 346–350. [Google Scholar]
- Pastor-López, I.; Sanz, B.; de la Puerta, J.G.; Bringas, P.G. Surface defect modelling using co-occurrence matrix and fast fourier transformation. In Proceedings of the Hybrid Artificial Intelligent Systems: 14th International Conference, HAIS 2019, León, Spain, 4–6 September 2019; Proceedings 14. Springer: Berlin/Heidelberg, Germany, 2019; pp. 745–757. [Google Scholar]
- Chan, C.-H.; Pang, G.K. Fabric defect detection by Fourier analysis. IEEE Trans. Ind. Appl. 2000, 36, 1267–1276. [Google Scholar] [CrossRef]
- Malek, A.S.; Drean, J.-Y.; Bigue, L.; Osselin, J.-F. Optimization of automated online fabric inspection by fast Fourier transform (FFT) and cross-correlation. Text. Res. J. 2013, 83, 256–268. [Google Scholar] [CrossRef]
- Kong, H.; Yang, J.; Chen, Z. Accurate and efficient inspection of speckle and scratch defects on surfaces of planar products. IEEE Trans. Ind. Inform. 2017, 13, 1855–1865. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, Z.; Jiao, T.; Wang, M. Defect detection of aluminum alloy wheels in radiography images using adaptive threshold and morphological reconstruction. Appl. Sci. 2018, 8, 2365. [Google Scholar] [CrossRef]
- Cao, G.; Ruan, S.; Peng, Y.; Huang, S.; Kwok, N. Large-complex-surface defect detection by hybrid gradient threshold segmentation and image registration. IEEE Access 2018, 6, 36235–36246. [Google Scholar] [CrossRef]
- Fang, X.; Luo, Q.; Zhou, B.; Li, C.; Tian, L. Research progress of automated visual surface defect detection for industrial metal planar materials. Sensors 2020, 20, 5136. [Google Scholar] [CrossRef]
- Ji, Y.; Chen, Y.; Song, L.-M.; Yang, Y.-G.; Yang, H.-D. 3D defect detection of connectors based on structured light. Optoelectron. Lett. 2021, 17, 107–111. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, Y.; Chen, S.; Ma, Y.; Li, Q. Defect inspection for underwater structures based on line-structured light and binocular vision. Appl. Opt. 2021, 60, 7754–7764. [Google Scholar] [CrossRef]
- Ren, M.; Xiao, G.; Zhu, L.; Zeng, W.; Whitehouse, D. Model-driven photometric stereo for in-process inspection of non-diffuse curved surfaces. CIRP Ann. 2019, 68, 563–566. [Google Scholar] [CrossRef]
- Wu, K.; Tan, J.; Li, J.; Liu, C. Few-Shot Learning Approach for 3D Defect Detection in Lithium Battery; Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2021; p. 012024. [Google Scholar]
- Gu, J.; Zhang, Y.; Yin, Y.; Wang, R.; Deng, J.; Zhang, B. Surface defect detection of cabbage based on curvature features of 3D point cloud. Front. Plant Sci. 2022, 13, 942040. [Google Scholar] [CrossRef]
- Alamdarlo, M.N.; Hesami, S. Optimization of the photometric stereo method for measuring pavement texture properties. Measurement 2018, 127, 406–413. [Google Scholar] [CrossRef]
- Huang, S.; Xu, K.; Li, M.; Wu, M. Improved visual inspection through 3D image reconstruction of defects based on the photometric stereo technique. Sensors 2019, 19, 4970. [Google Scholar] [CrossRef] [PubMed]
- Otsu, N. A threshold selection method from gray-level histograms. Automatica 1975, 11, 23–27. [Google Scholar] [CrossRef]
- Xu, X.; Xu, S.; Jin, L.; Song, E. Characteristic analysis of Otsu threshold and its applications. Pattern Recognit. Lett. 2011, 32, 956–961. [Google Scholar] [CrossRef]
- Grigorescu, S.E.; Petkov, N.; Kruizinga, P. Comparison of texture features based on Gabor filters. IEEE Trans. Image Process. 2002, 11, 1160–1167. [Google Scholar] [CrossRef]
- Ohanian, P.P.; Dubes, R.C. Performance evaluation for four classes of textural features. Pattern Recognit. 1992, 25, 819–833. [Google Scholar] [CrossRef]
- Van Gool, L.; Dewaele, P.; Oosterlinck, A. Texture analysis anno 1983. Comput. Vis. Graph. Image Process. 1985, 29, 336–357. [Google Scholar] [CrossRef]
- Woodham, R.J. Photometric method for determining surface orientation from multiple images. Opt. Eng. 1980, 19, 139–144. [Google Scholar] [CrossRef]
- Soukup, D.; Huber-Mörk, R. Convolutional Neural Networks for Steel Surface Defect Detection From Photometric Stereo Images. In Proceedings of the International Symposium on Visual Computing, Las Vegas, NV, USA, 8–10 December 2014; Springer: Berlin/Heidelberg, Germany, 2014; pp. 668–677. [Google Scholar]
- Lee, J.H.; Oh, H.M.; Kim, M.Y. Deep learning based 3D defect detection system using photometric stereo illumination. In Proceedings of the 2019 International Conference on Artificial Intelligence in Information and Communication (ICAIIC), Okinawa, Japan, 11–13 February 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 484–487. [Google Scholar]
- Karami, A.; Menna, F.; Remondino, F. Combining photogrammetry and photometric stereo to achieve precise and complete 3D reconstruction. Sensors 2022, 22, 8172. [Google Scholar] [CrossRef]
- Cao, Y.; Ding, B.; Chen, J.; Liu, W.; Guo, P.; Huang, L.; Yang, J. Photometric-stereo-based defect detection system for metal parts. Sensors 2022, 22, 8374. [Google Scholar] [CrossRef] [PubMed]
- Xie, X. A review of recent advances in surface defect detection using texture analysis techniques. ELCVIA: Electron. Lett. Comput. Vis. Image Anal. 2008, 7, 1–22. [Google Scholar] [CrossRef]
- Ngan, H.Y.; Pang, G.K.; Yung, N.H. Automated fabric defect detection—A review. Image Vis. Comput. 2011, 29, 442–458. [Google Scholar] [CrossRef]
- Bracewell, R.N. The fourier transform. Sci. Am. 1989, 260, 86–95. [Google Scholar] [CrossRef]
- Schatzman, J.C. Accuracy of the discrete Fourier transform and the fast Fourier transform. SIAM J. Sci. Comput. 1996, 17, 1150–1166. [Google Scholar] [CrossRef]
- Brigham, E.O.; Morrow, R. The fast Fourier transform. IEEE Spectr. 1967, 4, 63–70. [Google Scholar] [CrossRef]
- Kumar, A.; Pang, G.K. Defect detection in textured materials using Gabor filters. IEEE Trans. Ind. Appl. 2002, 38, 425–440. [Google Scholar] [CrossRef]
- Bodnarova, A.; Bennamoun, M.; Latham, S. Optimal Gabor filters for textile flaw detection. Pattern Recognit. 2002, 35, 2973–2991. [Google Scholar] [CrossRef]
- Zhang, Q.; Tang, H.; Li, Y.; Han, B.; Li, J. Improved Method Based on Retinex and Gabor for the Surface Defect Enhancement of Aluminum Strips. Metals 2023, 13, 118. [Google Scholar] [CrossRef]
- Zahedi, M.; Ghadi, O.R. Combining Gabor filter and FFT for fingerprint enhancement based on a regional adaption method and automatic segmentation. Signal Image Video Process. 2015, 9, 267–275. [Google Scholar] [CrossRef]
- Dakshayani, V.; Locharla, G.R.; Pławiak, P.; Datti, V.; Karri, C. Design of a Gabor filter-based image denoising hardware model. Electronics 2022, 11, 1063. [Google Scholar] [CrossRef]
- Shaik, A.; Sai, M.N.V.V.S.; Supriya, A.; Jaikesh, M.; Amarendra, K.; Srinivas, P. Enhanced Texture Analysis to Detect Fabric Stain Using Deep Learning and Gabor Filter. In Proceedings of the 2023 5th International Conference on Inventive Research in Computing Applications (ICIRCA), Coimbatore, India, 3–5 August 2023; IEEE: Piscataway, NJ, USA, 2023; pp. 161–166. [Google Scholar]
- Gabor, D. Theory of communication. Part 1: The analysis of information. J. Inst. Electr. Eng. Part III Radio Commun. Eng. 1946, 93, 429–441. [Google Scholar] [CrossRef]
- Tsa, D.-M.; Wu, S.-K. Automated surface inspection using Gabor filters. Int. J. Adv. Manuf. Technol. 2000, 16, 474–482. [Google Scholar] [CrossRef]
- Zheng, J.; Gao, Y.; Zhang, H.; Lei, Y.; Zhang, J. OTSU multi-threshold image segmentation based on improved particle swarm algorithm. Appl. Sci. 2022, 12, 11514. [Google Scholar] [CrossRef]
- Molloy, T.L.; Ford, J.J.; Mejias, L. Adaptive detection threshold selection for vision-based sense and avoid. In Proceedings of the 2017 International Conference on Unmanned Aircraft Systems (ICUAS), Miami, FL, USA, 13–16 June 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 893–901. [Google Scholar]
- Wang, H.; Zhang, J.; Tian, Y.; Chen, H.; Sun, H.; Liu, K. A simple guidance template-based defect detection method for strip steel surfaces. IEEE Trans. Ind. Inform. 2018, 15, 2798–2809. [Google Scholar] [CrossRef]
- Yang, F.-S.; Ho, C.-C.; Chen, L.-C. Automated optical inspection system for o-ring based on photometric stereo and machine vision. Appl. Sci. 2021, 11, 2601. [Google Scholar] [CrossRef]
- Podrekar, G.; Tomaževič, D.; Likar, B.; Usenik, P. Model based visual inspection of pharmaceutical tablets with photometric stereo. In Proceedings of the 2017 Fifteenth IAPR International Conference on Machine Vision Applications (MVA), Nagoya, Japan, 8–12 May 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 133–136. [Google Scholar]
- Yue, Y.; Lin, M. Composite Structure Detection Method for Surface Scratches on Textured Paper based on Photometric Stereoscopic Imaging. J. Imaging Sci. Technol. 2024, 68, 1–10. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Object/Evaluation | Number of Scratches Detected | Correct Rate | Scratch Detection Length | Correct Rate | Detection Coverage Rate |
|---|---|---|---|---|---|
| A | 14 | 100% | 148.54 mm | 99.87% | 98.91% |
| B | 2 | 100% | 87.88 mm | 98.60% | 98.43% |
| C | 7 | 100% | 186.14 mm | 97.24% | 97.97% |
| D | 3 | 100% | 71.23 mm | 101.18% | 101.67% |
| E | 4 | 100% | 74.91 mm | 102.51% | 103.42% |
| Object/Evaluation | Method | Number of Scratches Detected | Correct Rate | The Number of False Positives Marked as Scratches | Scratch Detection Length Error | Scratch Area/Area Identified as Scratches |
|---|---|---|---|---|---|---|
| A | Photometric Stereo [48,49] | 2/2 | 100% | 87 | −14.8 mm | 88.43% |
| Photometric Stereo + FFT-gauss [50] | 2/2 | 100% | 674 | +9.3 mm | 86.31% | |
| Our Method | 2/2 | 100% | 0 | −0.4 mm | 98.43% | |
| B | Photometric Stereo [48,49] | 3/3 | 100% | 187 | −31.4 mm | 78.33% |
| Photometric Stereo + FFT-gauss [50] | 3/3 | 100% | 1316 | +24.0 mm | 42.74% | |
| Our Method | 3/3 | 100% | 1 | −0.2 mm | 99.12% | |
| C | Photometric Stereo [48,49] | 5/6 | 80% | 143 | −13.1 mm | 86.49% |
| Photometric Stereo + FFT-gauss [50] | 6/6 | 100% | 978 | +8.1 mm | 72.31% | |
| Our Method | 6/6 | 100% | 0 | −0.2 mm | 99.77% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, Y.; Sang, W.; Zhai, K.; Lin, M. Enhanced Scratch Detection for Textured Materials Based on Optimized Photometric Stereo Vision and Fast Fourier Transform–Gabor Filtering. Appl. Sci. 2024, 14, 7812. https://doi.org/10.3390/app14177812
Yue Y, Sang W, Zhai K, Lin M. Enhanced Scratch Detection for Textured Materials Based on Optimized Photometric Stereo Vision and Fast Fourier Transform–Gabor Filtering. Applied Sciences. 2024; 14(17):7812. https://doi.org/10.3390/app14177812
Chicago/Turabian StyleYue, Yaoshun, Wenpeng Sang, Kaiwei Zhai, and Maohai Lin. 2024. "Enhanced Scratch Detection for Textured Materials Based on Optimized Photometric Stereo Vision and Fast Fourier Transform–Gabor Filtering" Applied Sciences 14, no. 17: 7812. https://doi.org/10.3390/app14177812