
Evaluating the Plastic Anisotropic Effect on the Forming Limit Curve of 2024-T3 Aluminum Alloy Sheets Using Marciniak Tests and Digital Image Correlation

 ,
,  and
and
Abstract
:1. Introduction
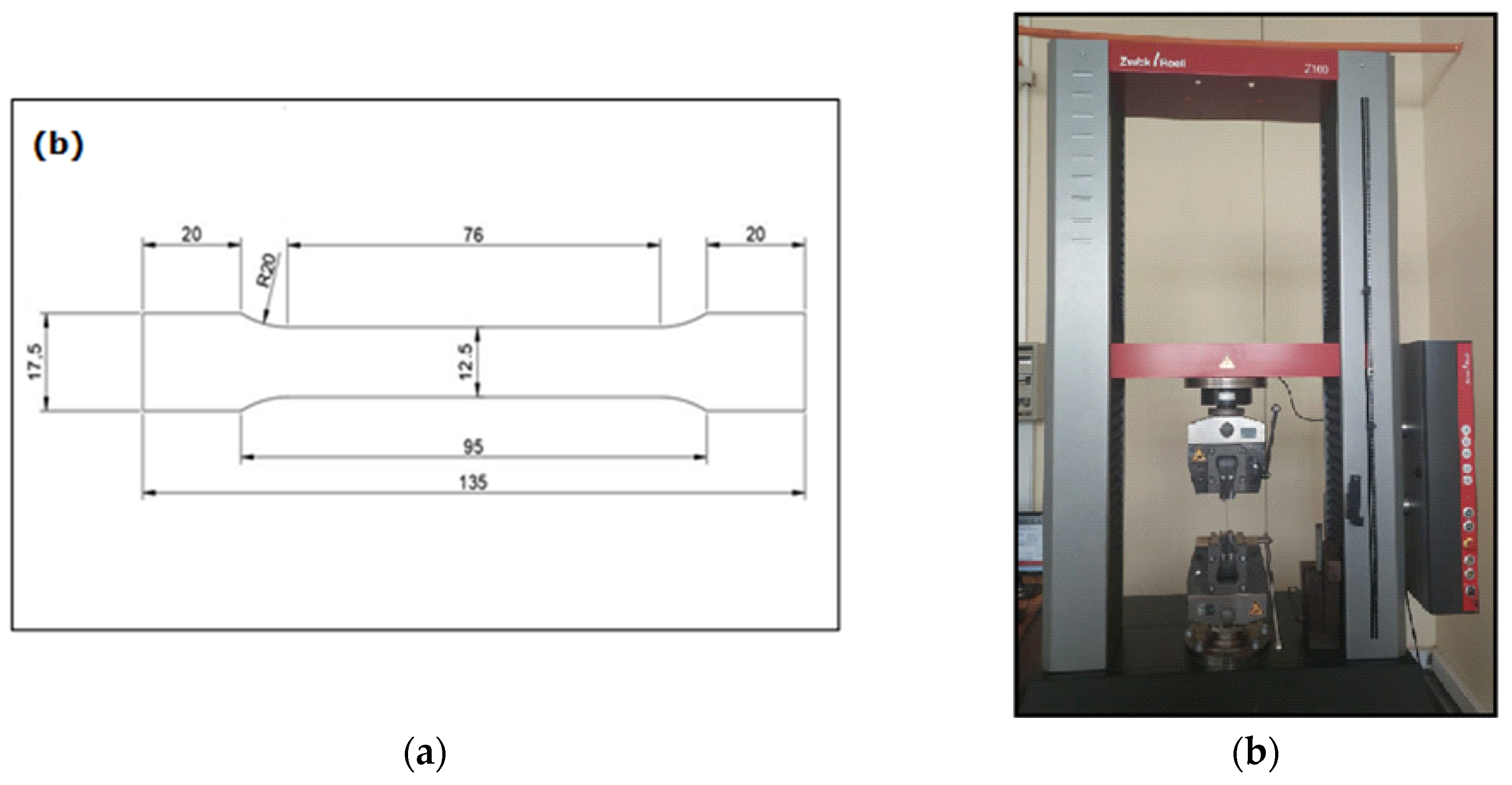
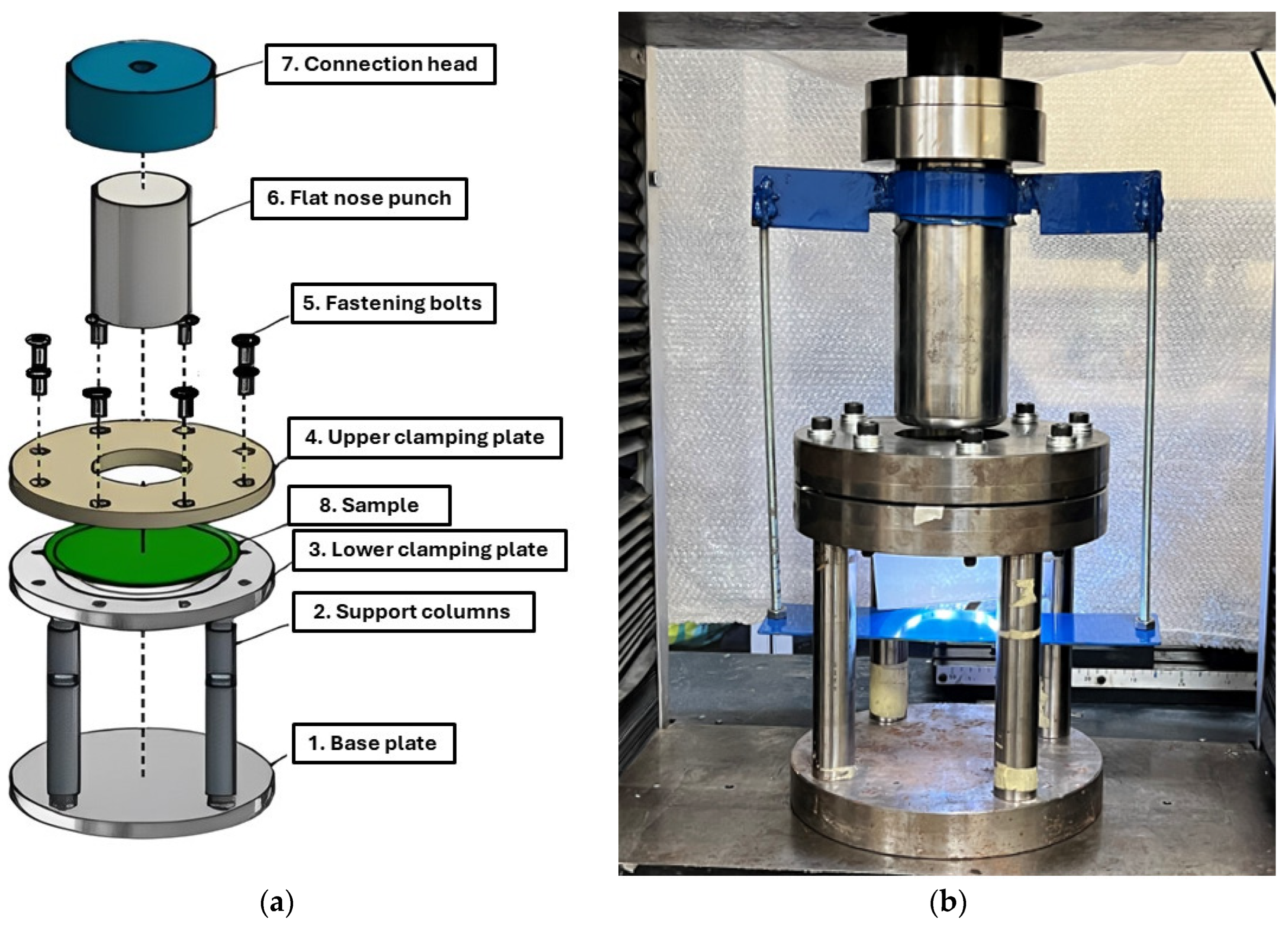
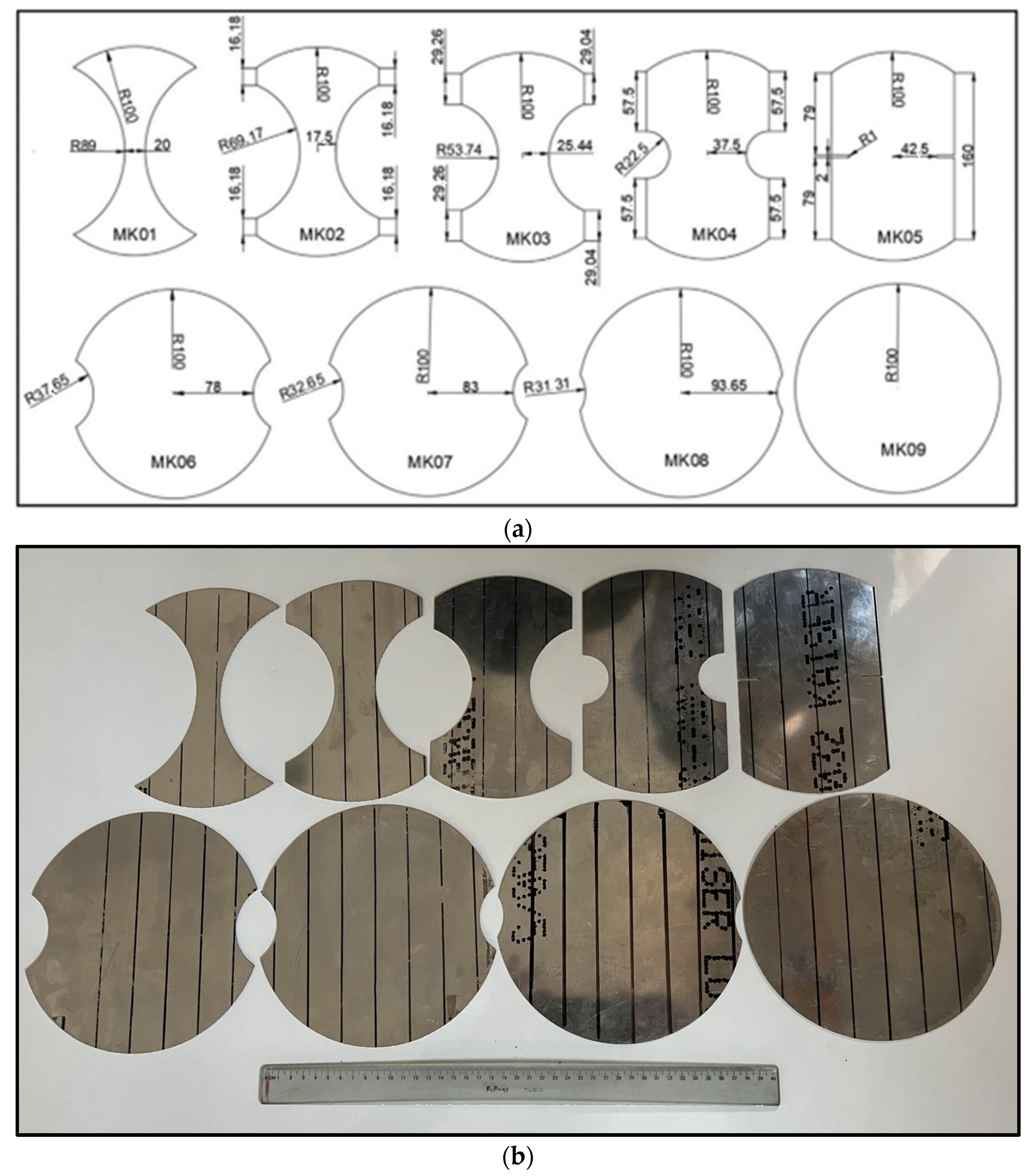
2. Materials and Methods
3. Results
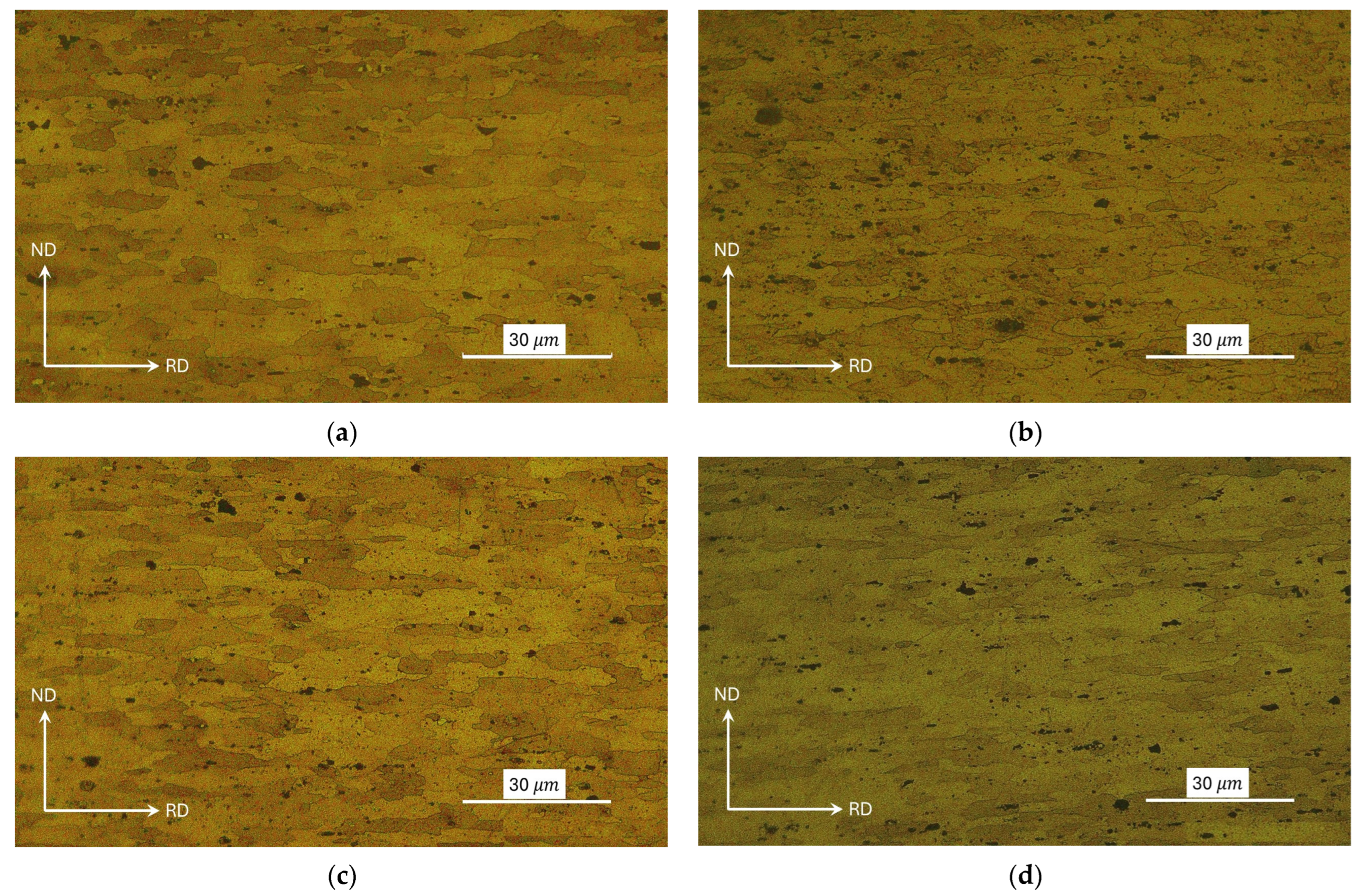
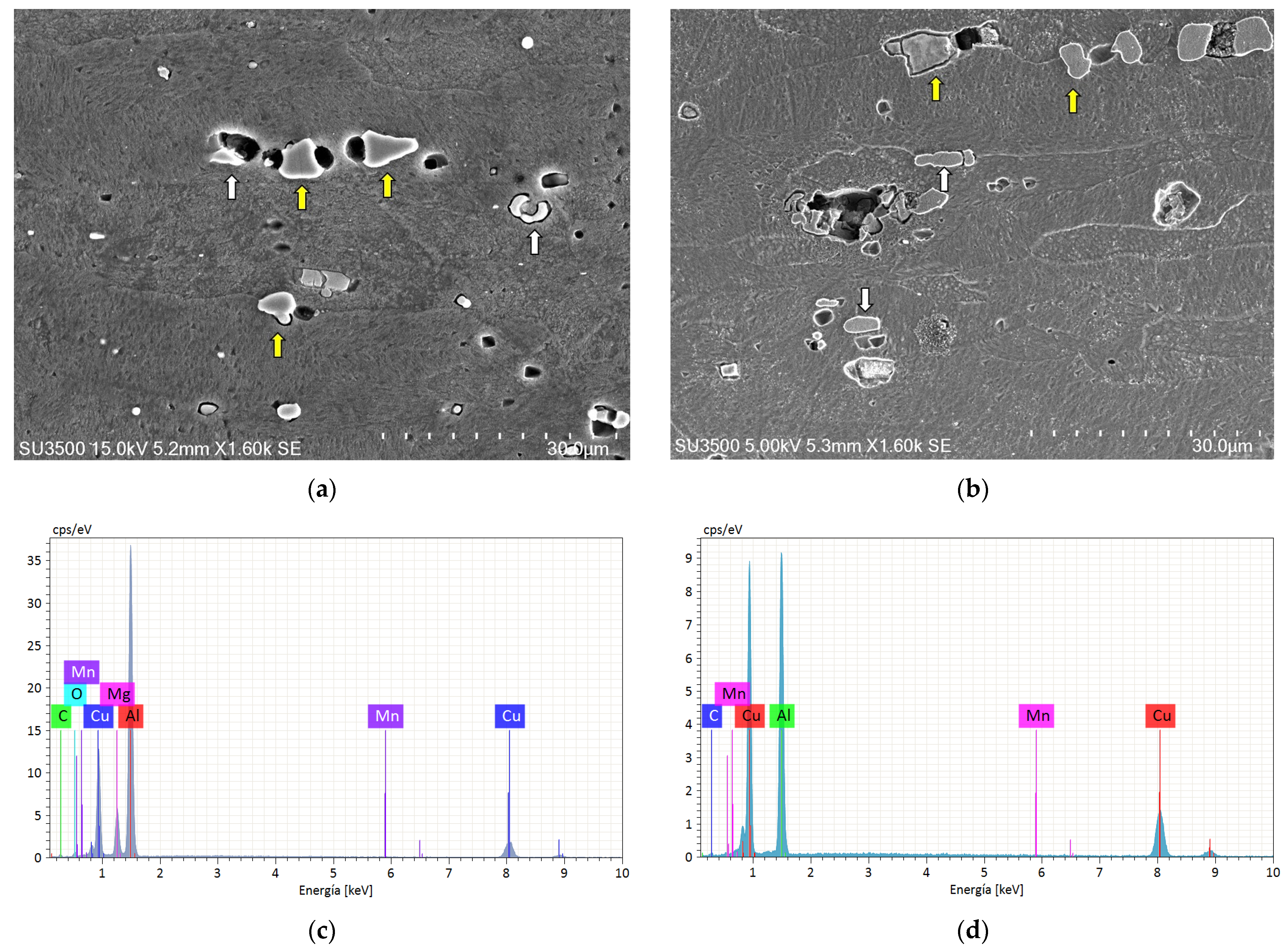
3.1. Microstructural Characterization
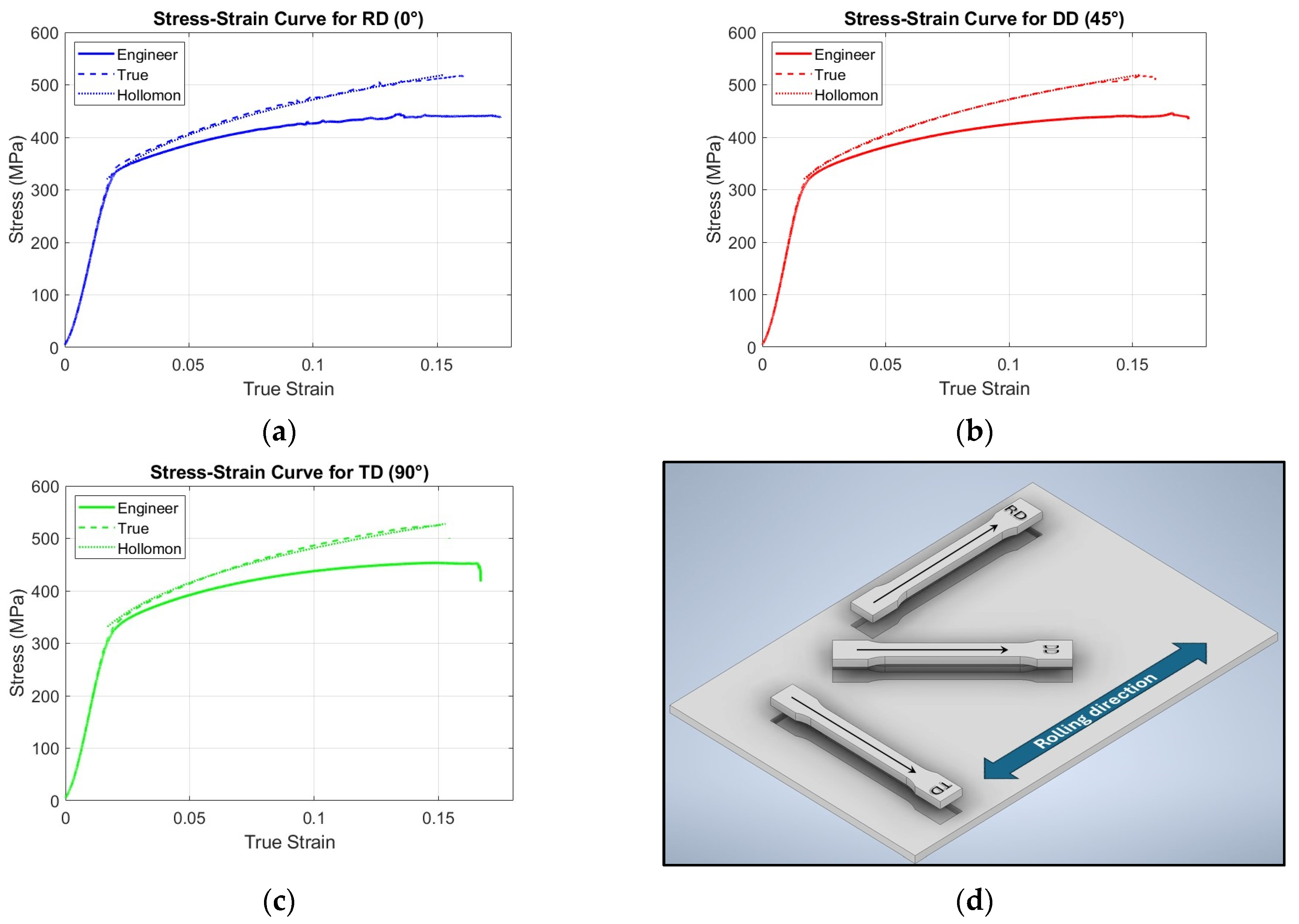
3.2. Mechanical Characterization
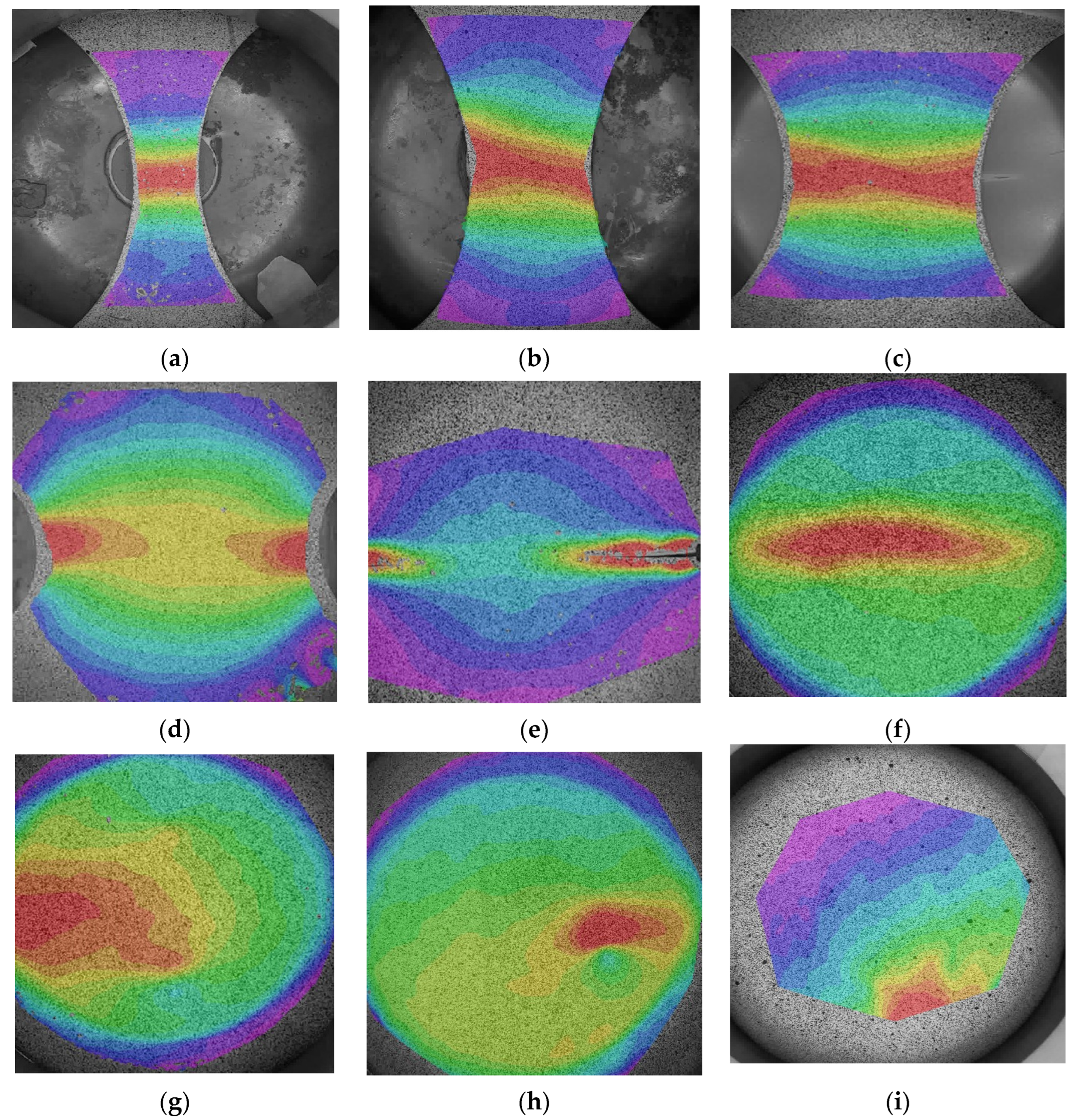
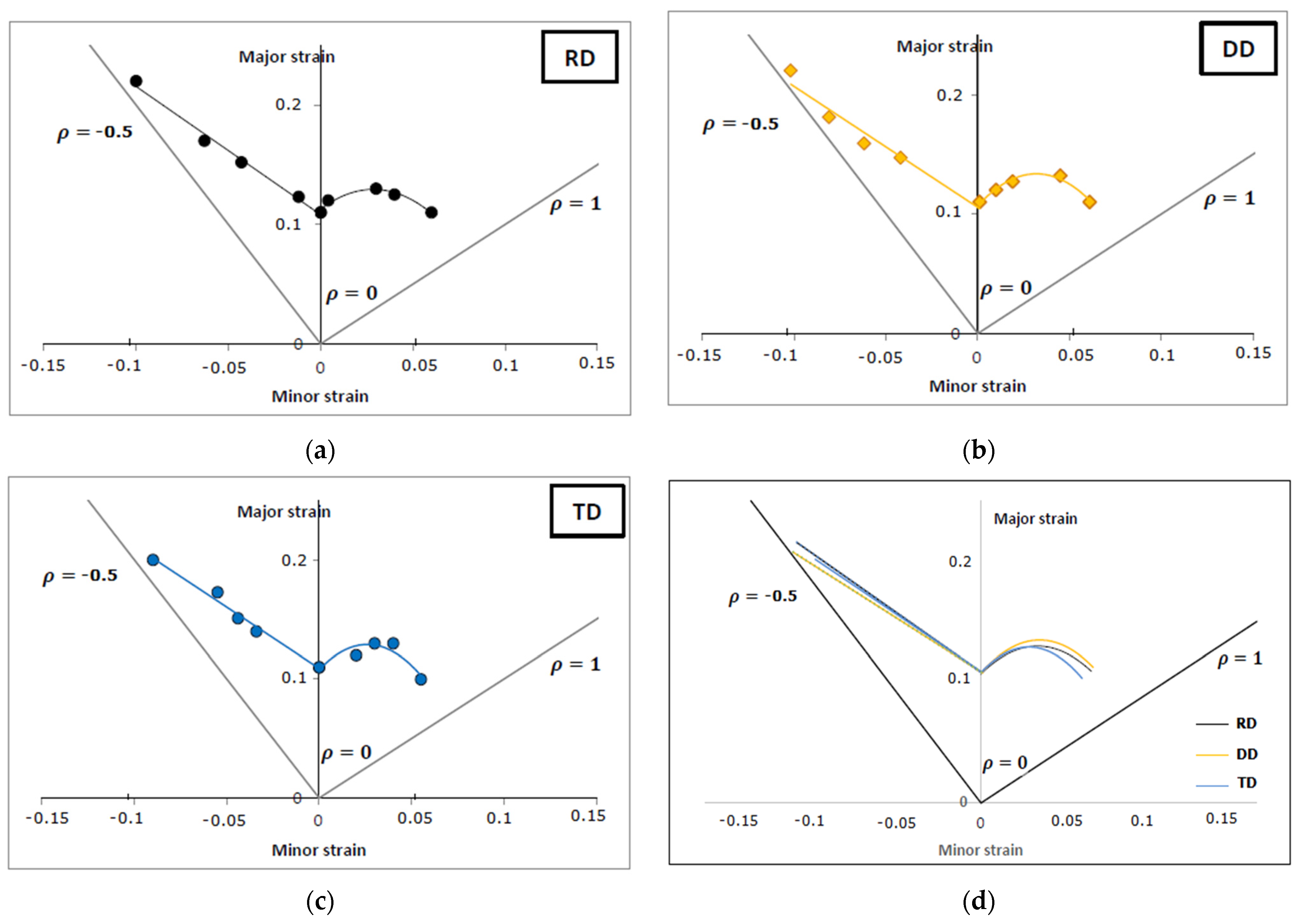
3.3. Formability Evaluation
4. Discussion
4.1. Microstructural Characterization
4.2. Mechanical Characterization
4.3. Lankford Anisotropy Coefficients
4.4. Formability Evaluation
5. Conclusions
- The microstructural analysis revealed the stability of microstructural properties; the intermetallic phases, particularly, remained stable during the deformation process. No significant modification of intermetallic phases such as omega and theta was observed, indicating that the deformation did not alter the phase composition.
- The formability evaluation indicated that the experimentally measured limit strains were lower than the theoretically predicted values based on the strain hardening coefficient (n). However, despite the low differences, the forming limit curves were able to capture the dependence of the strain hardening coefficient in the results.
- Despite the slight differences in the anisotropy values, these demonstrate how the limit strain values vary depending on the anisotropy. In particular, the diagonal direction (DD) shows a higher anisotropy value (R = 1.07), which results in higher limit strains compared to the other directions. This indicates a greater deformation capacity in this direction, while the rolling (RD) and tangential (TD) directions present lower anisotropy values and, therefore, lower limit strains. The observed uniformity in plane strain suggests that, under this loading condition, the material exhibits a homogeneous response, regardless of the rolling direction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reis, D.A.P.; Couto, A.A.; Domingues, N.I.; Hirschmann, A.C.O.; Zepka, S.; Moura Neto, C. Effect of artificial aging on the mechanical properties of an aerospace aluminum alloy 2024. Defect Diffus. Forum 2012, 326–328, 193–198. [Google Scholar] [CrossRef]
- Khan, I.; Ismail, U.; Noman, D.; Siddiqui, M.; Shahzad, M. Effect of process parameters on formability of aluminum 2024. J. Space Technol. 2017, 7, 7–11. [Google Scholar]
- Chen, G.; Chen, M.; Wang, N.; Sun, J. Hot forming process with synchronous cooling for AA2024 aluminum alloy and its application. Int. J. Adv. Manuf. Technol. 2016, 86, 133–139. [Google Scholar] [CrossRef]
- Moy, C.K.S.; Weiss, M.; Xia, J.; Sha, G.; Ringer, S.P.; Ranzi, G. Influence of heat treatment on the microstructure, texture and formability of 2024 aluminium alloy. Mater. Sci. Eng. A 2012, 552, 48–60. [Google Scholar] [CrossRef]
- Vallellano, C.; Morales, D.; García-Lomas, F.J. A study to predict failure in biaxially stretched sheets of aluminum alloy 2024-T3. Mater. Manuf. Process. 2008, 23, 303–310. [Google Scholar] [CrossRef]
- Wang, C.; Yi, Y.; Huang, S.; Dong, F.; He, H.; Huang, K.; Jia, Y. Experimental and Theoretical Investigation on the Forming Limit of 2024-O Aluminum Alloy Sheet at Cryogenic Temperatures. Met. Mater. Int. 2021, 27, 5199–5211. [Google Scholar] [CrossRef]
- Keeler, S.P.; Backofen, W.A. Plastic instability and fracture in sheets stretched over rigid punches. ASM Trans. Q. 1963, 56, 25–48. [Google Scholar]
- Goodwin, G.M. Application of strain analysis to sheet metal forming problems in the press shop. SAE Trans. 1968, 380–387. [Google Scholar]
- Marciniak, Z.; Kuczyński, K. Limit strains in the processes of stretch-forming sheet metal. Int. J. Mech. Sci. 1967, 9, 609–620. [Google Scholar] [CrossRef]
- Nakazima, K.; Kikuma, T.; Hasuka, K. Study on the formability of steel sheets. Yawata Tech. Rep. 1968, 264, 8517–8530. [Google Scholar]
- Keeler, S.P. Circular grid system—A valuable aid for evaluating sheet metal formability. SAE Trans. 1968, 371–379. [Google Scholar]
- Sowerby, R.; Chu, E.; Duncan, J.L. Determination of large strains in metalforming. J. Strain Anal. Eng. Des. 1982, 17, 95–101. [Google Scholar] [CrossRef]
- Bragard, A.; Baret, J.C.; Bonnarens, H. A simplified technique to determine the FLD at onset of necking. Cent. Res Metall. 1972, 33, 53–63. [Google Scholar]
- ISO 12004-2:2008; Metallic Materials-Sheet and Strip Determination of Forming Limit Curves, Part 2: Determination of Forming Limit Curves in the Laboratory. International Organization for Standardization: Geneva, Switzerland, 2008.
- Marron, G.; Moinier, L.; Patou, P.; Celeski, J. A new necking criterion for the forming limit diagrams. IDDRG WG Meet. Haugesund 1997, 94, 837–845. [Google Scholar]
- Vacher, P.; Haddad, A.; Arrieux, R. Determination of the Forming Limit Diagrams Using Image Analysis by the Corelation Method. CIRP Ann. Manuf. Technol. 1999, 48, 227–230. [Google Scholar] [CrossRef]
- Hotz, W.; Merklein, M.; Kuppert, A.; Friebe, H.; Klein, M. Time Dependent FLC Determination Comparison of Different Algorithms to Detect the Onset of Unstable Necking before Fracture. Key Eng. Mater. 2013, 549, 397–404. [Google Scholar] [CrossRef]
- Li, J.; Carsley, J.E.; Stoughton, T.B.; Hector, L.G.; Hu, S.J. Forming limit analysis for two-stage forming of 5182-O aluminum sheet with intermediate annealing. Int. J. Plast. 2013, 45, 21–43. [Google Scholar] [CrossRef]
- Martínez-Donaire, A.J.; García-Lomas, F.J.; Vallellano, C. New approaches to detect the onset of localised necking in sheets under through-thickness strain gradients. Mater. Des. 2014, 57, 135–145. [Google Scholar] [CrossRef]
- Eberle, B.; Volk, W.; Hora, P. Automatic approach in the evaluation of the experimental FLC with a full 2D approach based on a time depending method. In Proceedings of the 7th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes, Interlaken, Switzerland, 1–5 September 2008; pp. 279–284. [Google Scholar]
- Volk, W.; Hora, P. Evaluation of Experimental Forming Limit Curves and Investigation of Strain Rate Sensitivity for the Start of Local Necking. AIP Conf. Proc. 2011, 1383, 99–106. [Google Scholar]
- Iquilio, R.A.; Cerda, F.M.C.; Monsalve, A.; Guzmán, C.F.; Yanez, S.J.; Pina, J.C.; Vercruysse, F.; Petrov, R.H.; Saavedra, E.I. Novel experimental method to determine the limit strain by means of thickness variation. Int. J. Mech. Sci. 2019, 153–154, 208–218. [Google Scholar] [CrossRef]
- Hogström, P.; Ringsberg, J.W.; Johnson, E. An experimental and numerical study of the effects of length scale and strain state on the necking and fracture behaviours in sheet metals. Int. J. Impact Eng. 2009, 36, 1194–1203. [Google Scholar] [CrossRef]
- Wang, K.; Carsley, J.E.; He, B.; Li, J.; Zhang, L. Measuring forming limit strains with digital image correlation analysis. J. Mater. Process. Technol. 2014, 214, 1120–1130. [Google Scholar] [CrossRef]
- Morales-palma, D.; Vallellano, C.; García-lomas, F.J. Assessment of the effect of the through-thickness strain/stress gradient on the formability of stretch-bend metal sheets. Mater. Des. 2013, 50, 798–809. [Google Scholar] [CrossRef]
- Abbas, A.; Campoli, G.; Sinke, J.; Benedictus, R. Fracture in bending–The straining limits of monolithic sheets and machined. Mater. Des. 2011, 32, 1229–1241. [Google Scholar] [CrossRef]
- Vysochinskiy, D.; Coudert, T.; Hopperstad, O.S.; Lademo, O.G.; Reyes, A. Experimental detection of forming limit strains on samples with multiple local necks. J. Mater. Process. Technol. 2016, 227, 216–226. [Google Scholar] [CrossRef]
- Hu, J.; Marciniak, Z.; Duncan, J. Mechanics of Sheet Metal Forming; Butterworth-Heinemann: Oxford, UK, 2002. [Google Scholar]
- Wagoner, R.H.; Chan, K.S.; Keeler, S.P. Forming Limit Diagrams: Concepts, Methods, and Applications. Mater. Sci. Appl. 1989, 2, 153–163. [Google Scholar]
- Conrad, H. Effect of the strain-rate sensitivity of the flow stress on the stretch formability of sheet metals. J. Mech. Work. Technol. 1978, 2, 67–74. [Google Scholar] [CrossRef]
- Dilmec, M.; Halkaci, H.S.; Ozturk, F.; Livatyali, H.; Yigit, O. Effects of sheet thickness and anisotropy on forming limit curves of AA2024-T4. Int. J. Adv. Manuf. Technol. 2013, 67, 2689–2700. [Google Scholar] [CrossRef]
- Chenaoui, A.; Sidoroff, F.; Hihi, A. The texture evolution of a planar polycrystal. J. Mech. Phys. Solids 2000, 48, 2559–2584. [Google Scholar] [CrossRef]
- Hoc, T.; Forest, S. Polycrystal modelling of IF-Ti steel under complex loading path. Int. J. Plast. 2001, 17, 65–85. [Google Scholar] [CrossRef]
- Flouriot, S.; Forest, S.; Cailletaud, G.; Köster, A.; Rémy, L.; Burgardt, B.; Gros, V.; Mosset, S.; Delautre, J. Strain localization at the crack tip in single crystal CT specimens under monotonous loading: 3D Finite Element analyses and application to nickel-base superalloys. Int. J. Fract. 2003, 124, 43–77. [Google Scholar] [CrossRef]
- Raabe, D. Simulation of rolling textures of b.c.c, metals considering grain interactions and crystallographic slip on {110}, {112} and {123} planes. Mater. Sci. Eng. A 1995, 197, 31–37. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Hook, R.E. Cold rolling and annealing textures in low carbon and extra low carbon steels. Int. Mater. Rev. 1994, 39, 129–172. [Google Scholar] [CrossRef]
- Wu, P.D.; Macewen, S.R.; Lloyd, D.J.; Neale, K.W. Effect of cube texture on sheet metal formability. Mater. Sci. Eng. A 2004, 364, 182–187. [Google Scholar] [CrossRef]
- ASTM E407-07(2015)e1; Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 2015.
- Standard Test Method for iTeh Standards iTeh Standards Document Preview; ASTM International: West Conshohocken, PA, USA, 2004; pp. 5–7.
- ASTM E8/E8M-16a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM E517; Standard Test Method for Plastic Strain Ratio r for Sheet Metal 1. ASTM International: West Conshohocken, PA, USA, 1998.
- Edwards, N.J.; Kariem, M.A.; Rashid, R.A.R.; Cimpoeru, S.J.; Lu, G.; Ruan, D. Dynamic shear testing of 2024 T351 aluminium at elevated temperature. Mater. Sci. Eng. A 2019, 754, 99–111. [Google Scholar] [CrossRef]
- Hughes, A.E.; Glenn, A.M.; Wilson, N.; Moffatt, A.; Morton, A.J.; Buchheit, R.G. A consistent description of intermetallic particle composition: An analysis of ten batches of AA2024-T3. Surf. Interface Anal. 2013, 45, 1558–1563. [Google Scholar] [CrossRef]
- Banabic, D. Formability of Metallic Materials: Plastic Anisotropy, Formability Testing, Forming Limits; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Iquilio Abarzúa, R.; Hernández-Durán, E.; Nguyen-Minh, T.; Kestens, L.A.I.; Valín Rivera, J.L.; Castro Cerda, F.M. Microstructure, Anisotropy and Formability Evolution of an Annealed AISI 430 Stainless Steel Sheet. Steel Res. Int. 2022, 93, 1–13. [Google Scholar] [CrossRef]
- Shabadi, R.; Suwas, S.; Kumar, S.; Roven, H.J.; Dwarkadasa, E.S. Texture and formability studies on AA7020 Al alloy sheets. Mater. Sci. Eng. A 2012, 558, 439–445. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Orientation, ° | YS (0.2%), MPa (SD) | UTS, MPa (SD) | EI, % (SD) | n, (SD) | k, (SD) |
|---|---|---|---|---|---|
| RD | 337 (7.86) | 446 (0.86) | 16.5 (1.33) | 0.14 (0.01) | 540 (10.3) |
| DD | 321 (3.61) | 446 (3.39) | 17.1 (0.71) | 0.15 (0.01) | 537 (1.16) |
| TD | 324 (4.04) | 452 (3.08) | 16.5 (0.67) | 0.16 (0.01) | 563 (1.59) |
| R0 | R45 | R90 | ||
|---|---|---|---|---|
| 0.82 | 1.07 | 0.93 | 0.97 | −0.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iquilio, R.; Fehrmann, K.; Núñez Sepúlveda, S.; Tesser, E.; Valín, M.; Valín, J.L. Evaluating the Plastic Anisotropic Effect on the Forming Limit Curve of 2024-T3 Aluminum Alloy Sheets Using Marciniak Tests and Digital Image Correlation. Appl. Sci. 2024, 14, 8082. https://doi.org/10.3390/app14178082
Iquilio R, Fehrmann K, Núñez Sepúlveda S, Tesser E, Valín M, Valín JL. Evaluating the Plastic Anisotropic Effect on the Forming Limit Curve of 2024-T3 Aluminum Alloy Sheets Using Marciniak Tests and Digital Image Correlation. Applied Sciences. 2024; 14(17):8082. https://doi.org/10.3390/app14178082
Chicago/Turabian StyleIquilio, Roberto, Kurt Fehrmann, Sergio Núñez Sepúlveda, Enzo Tesser, Meyli Valín, and José Luis Valín. 2024. "Evaluating the Plastic Anisotropic Effect on the Forming Limit Curve of 2024-T3 Aluminum Alloy Sheets Using Marciniak Tests and Digital Image Correlation" Applied Sciences 14, no. 17: 8082. https://doi.org/10.3390/app14178082