
Examining the Optimization of Spray Cleaning Performance for LiDAR Sensor

 , ,
, ,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
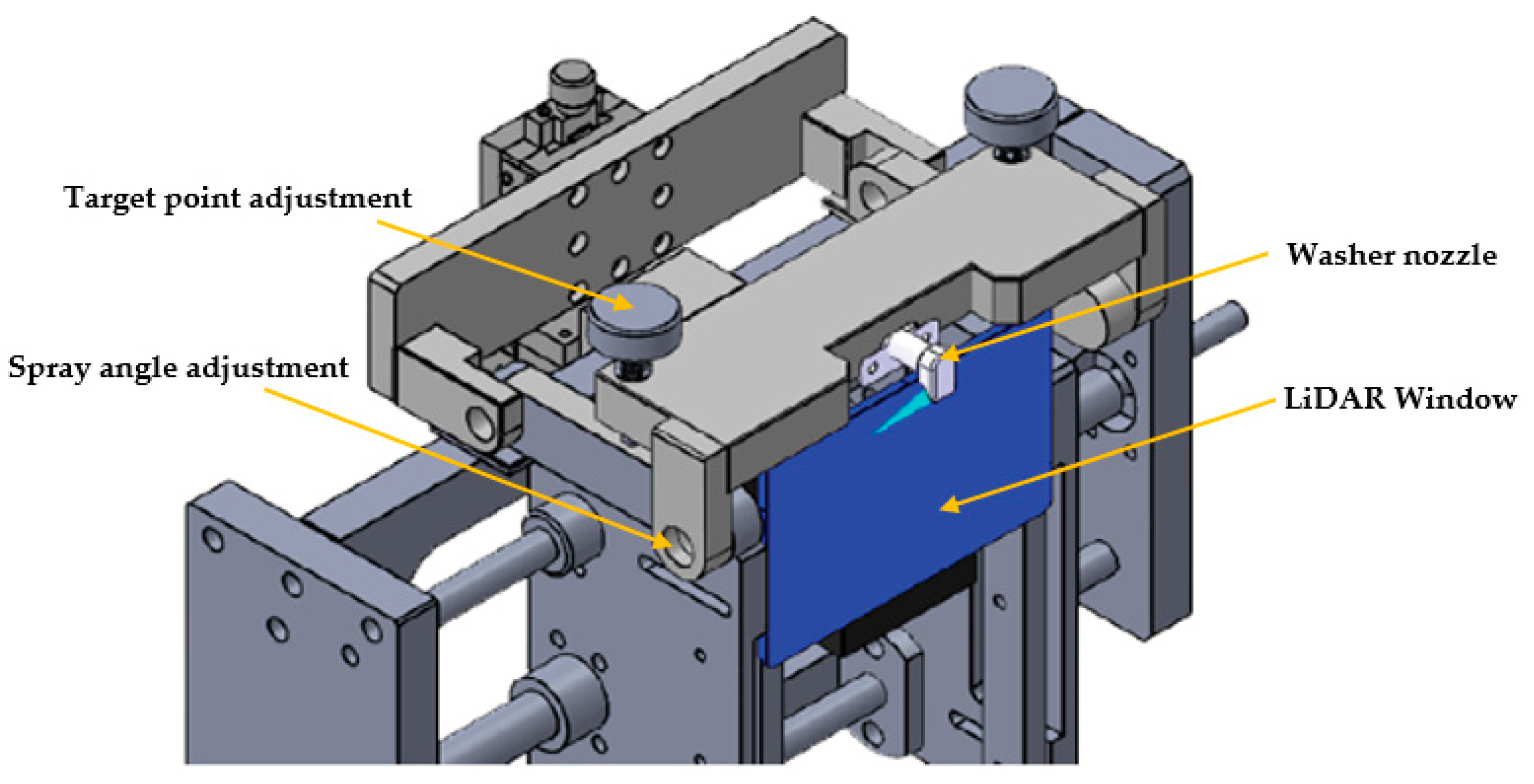
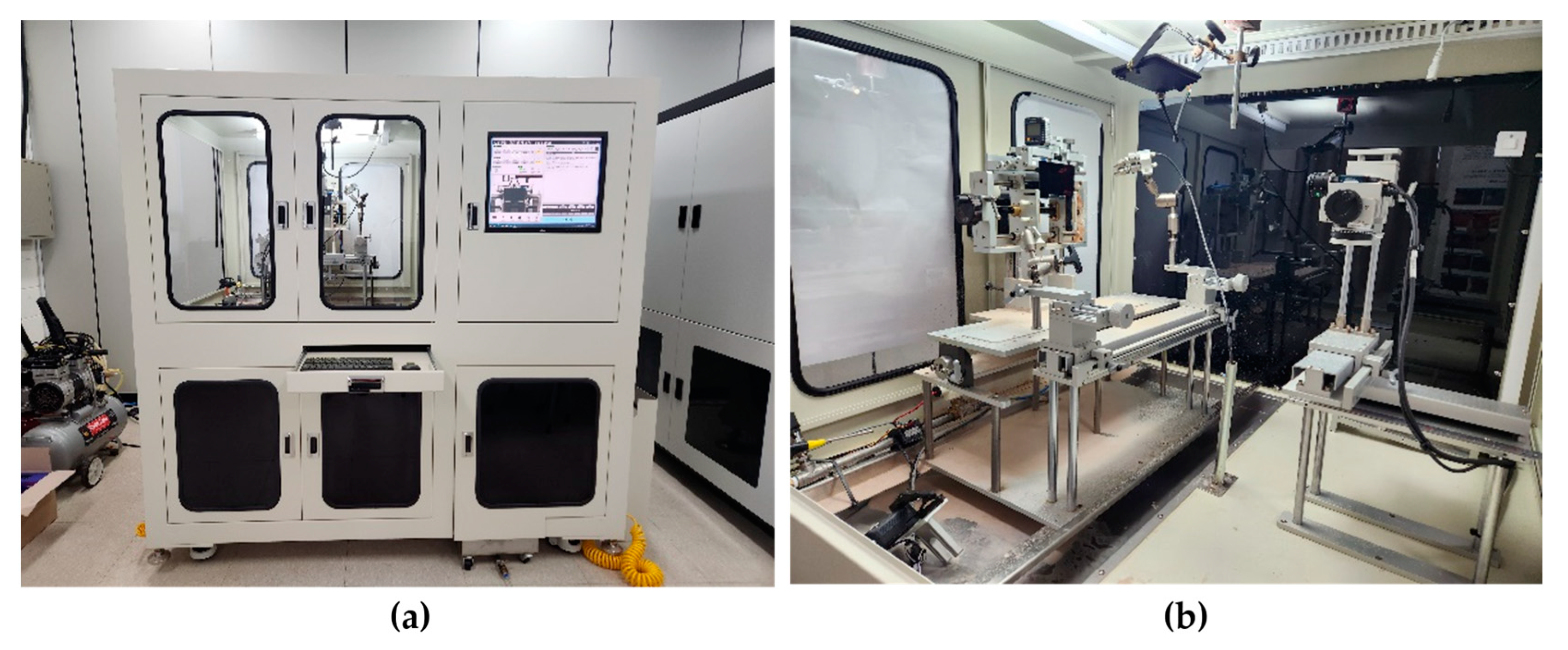
2.1. Blockage Cleaning Test Bench
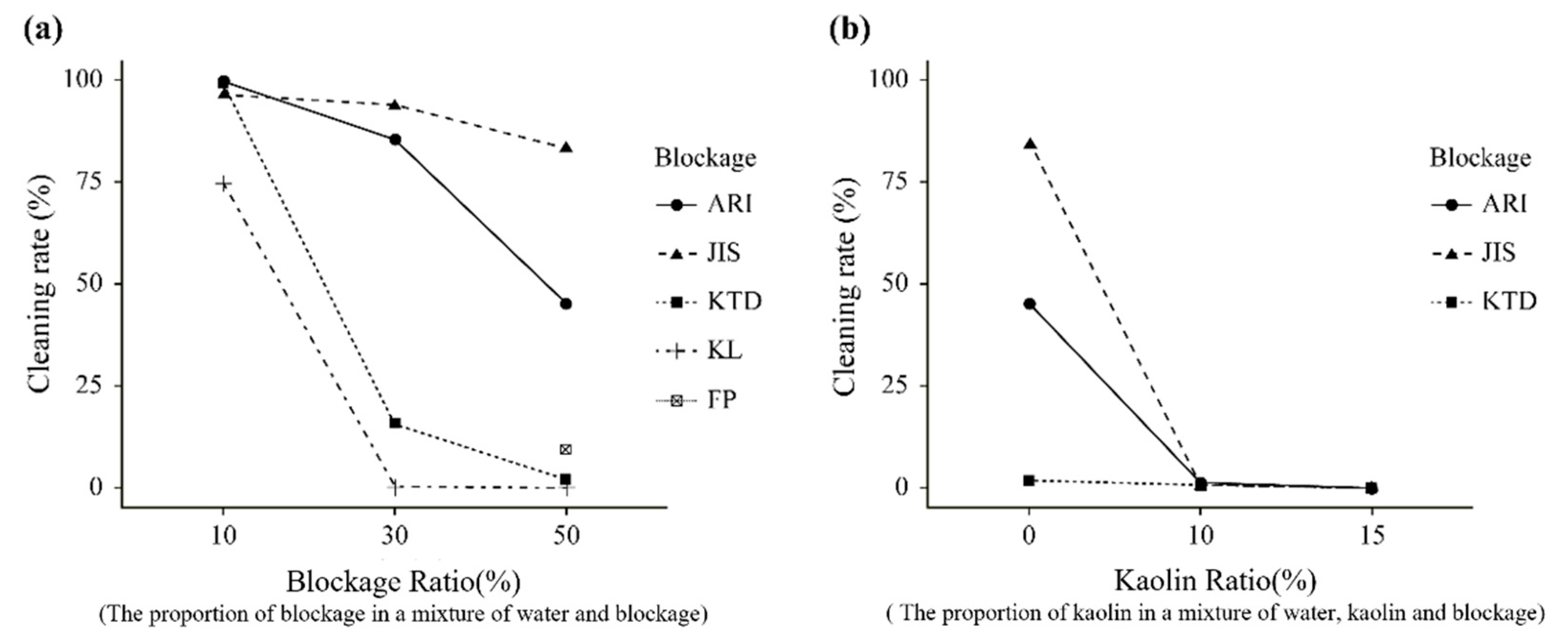
2.2. Research on Experimental Blockage
2.3. Selection of Target LiDAR and Window Cover Sample
2.3.1. Selection of Target LiDAR
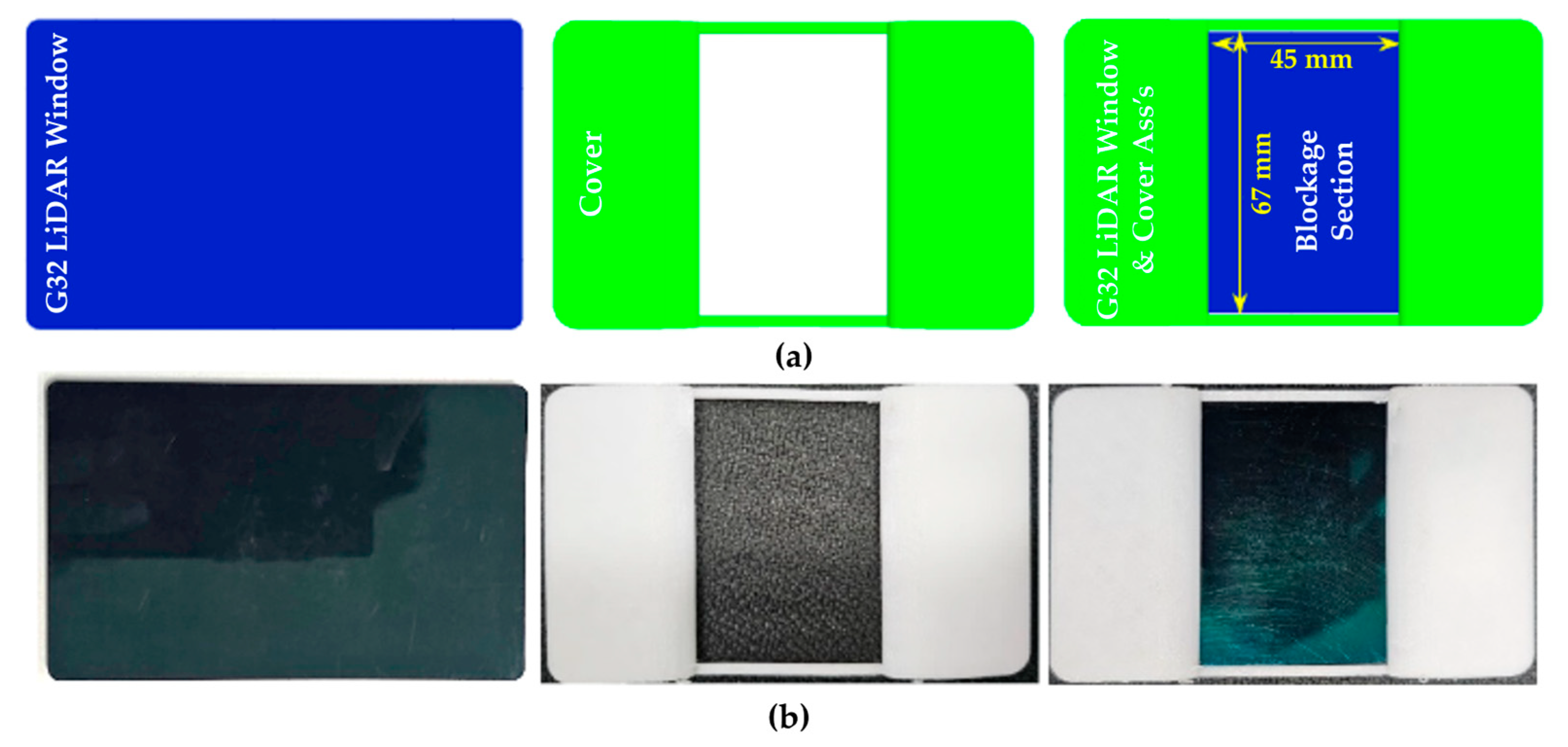
2.3.2. Window Cover Sample
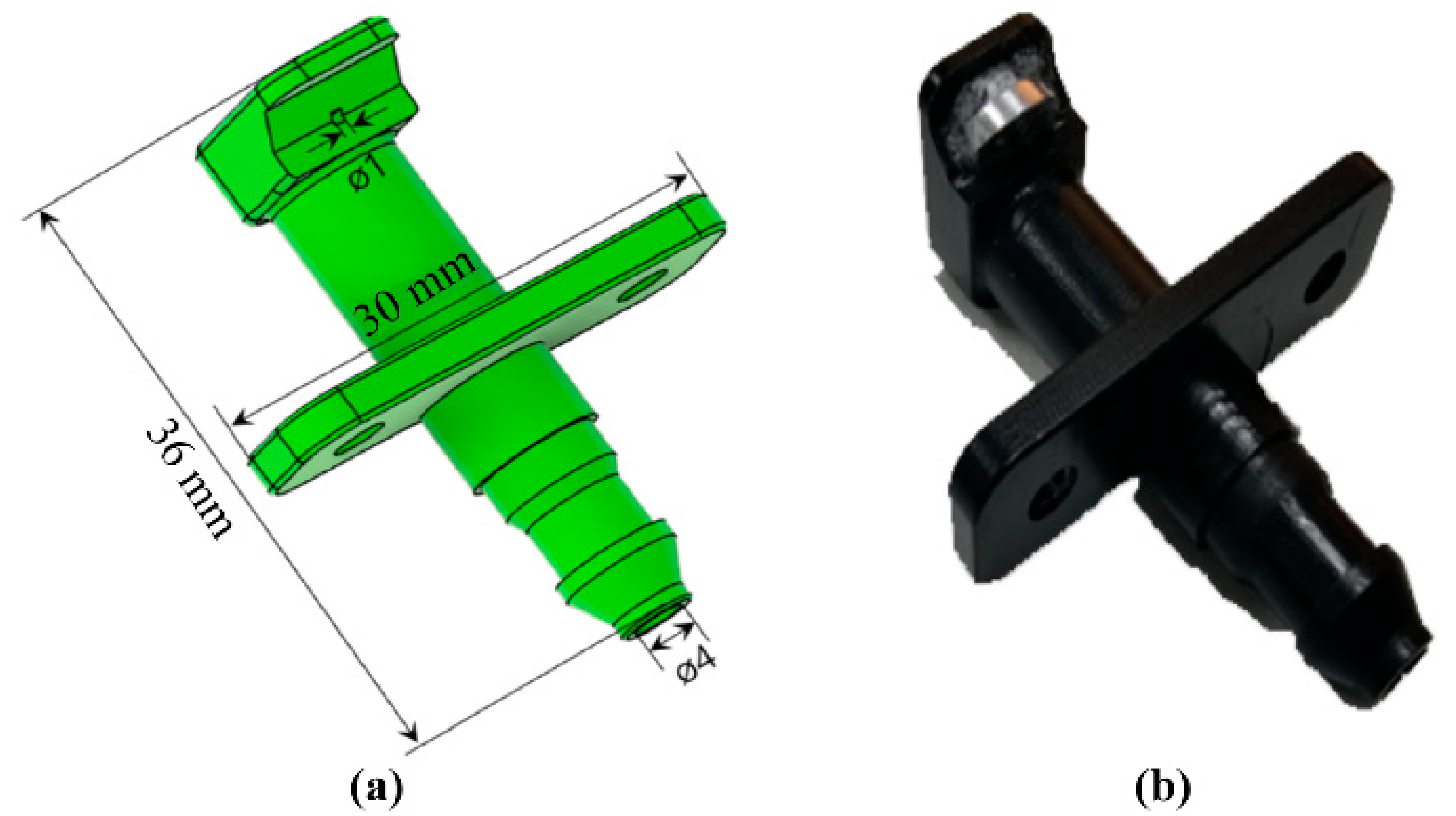
2.3.3. Dust Spray Guide
2.3.4. Washer Nozzle
3. Results and Discussion
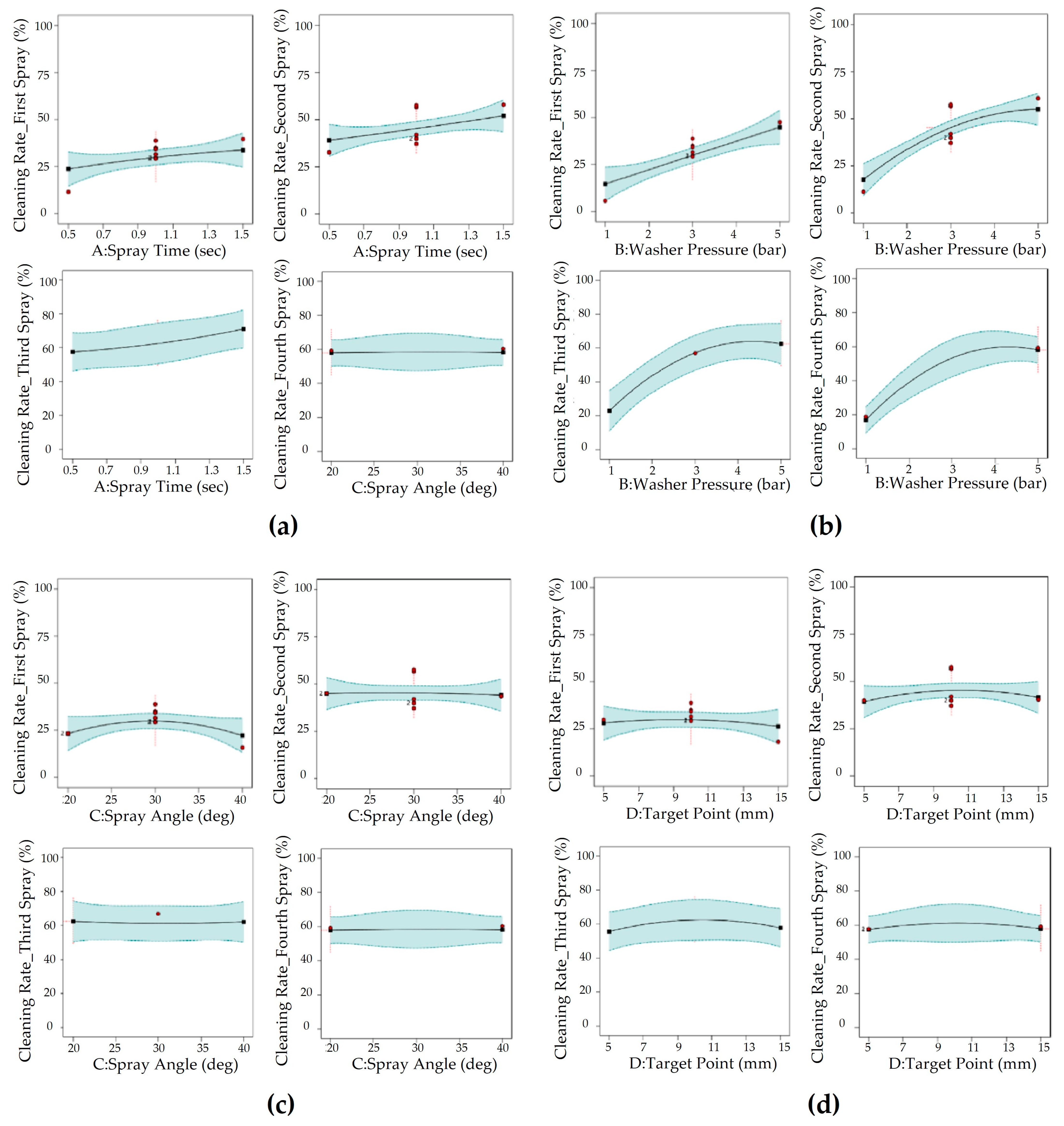
3.1. Optimized Cleaning Model for the Entire Target Area
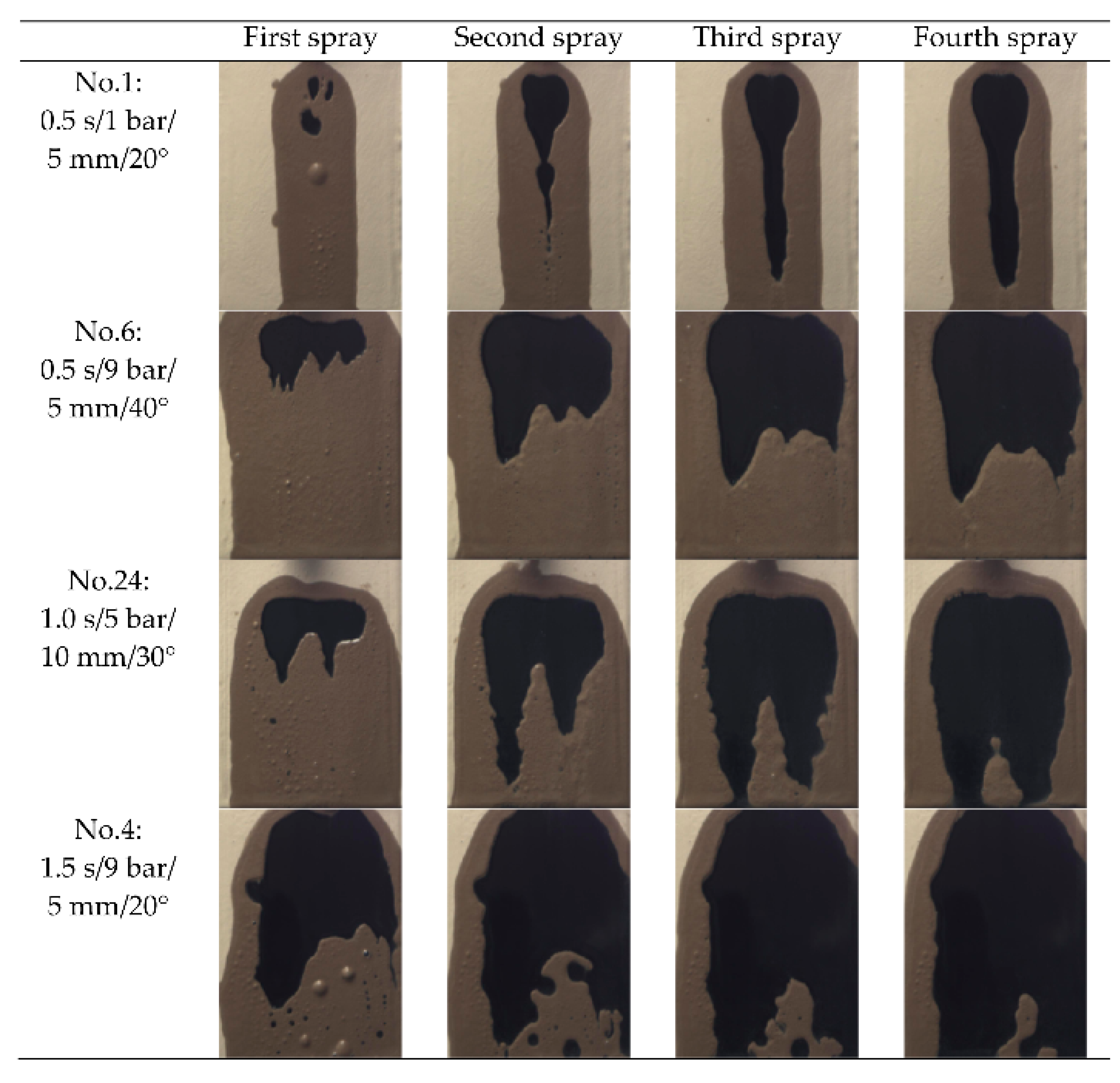
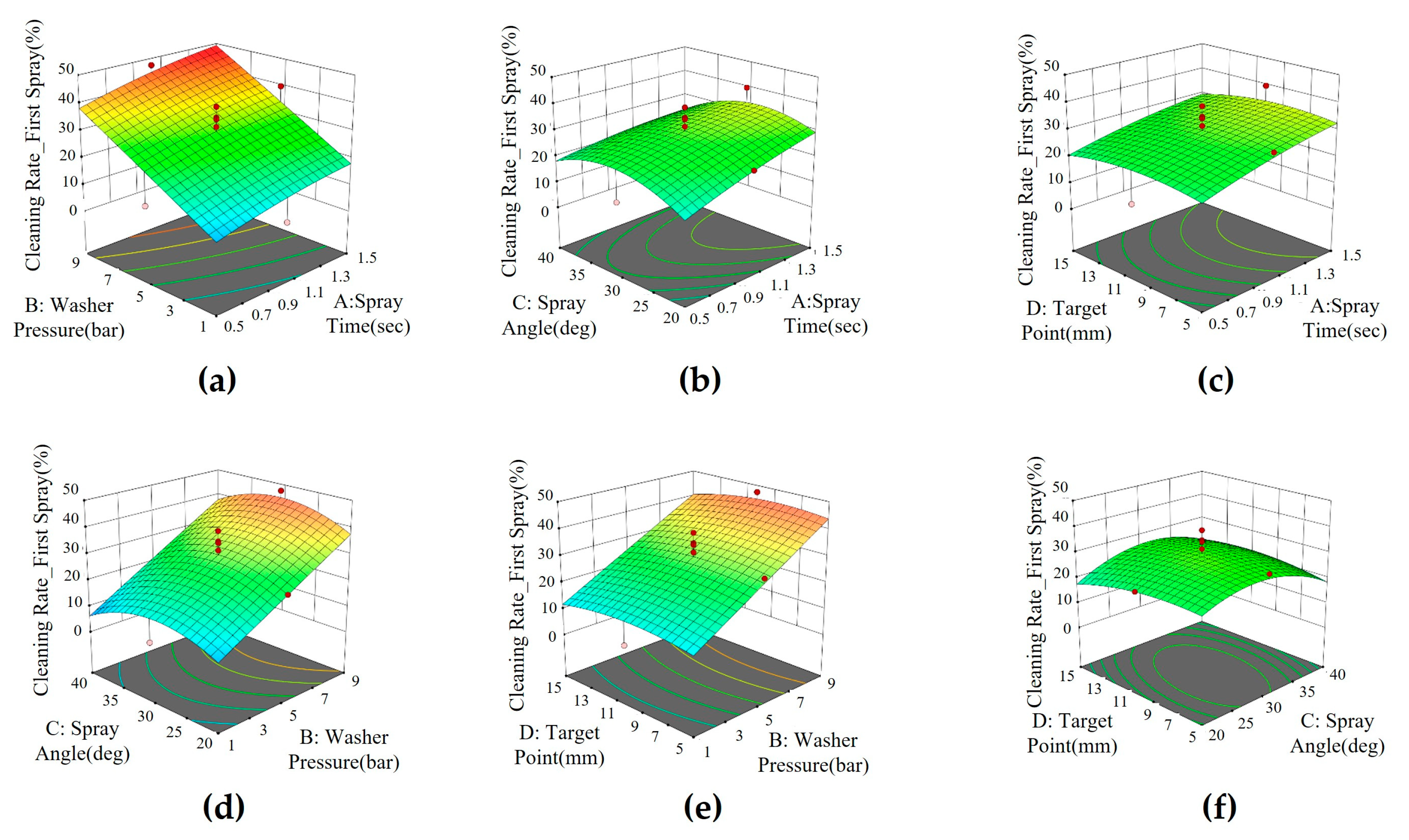
3.1.1. Results of the First Spray
pressure + 5.9701 × washer angle – 0.1003 × spray angle2
3.1.2. Results of the Second Spray
washer pressure – 0.7990 × washer pressure2
3.1.3. Results of the Third Spray
pressure – 1.0362 × washer pressure2
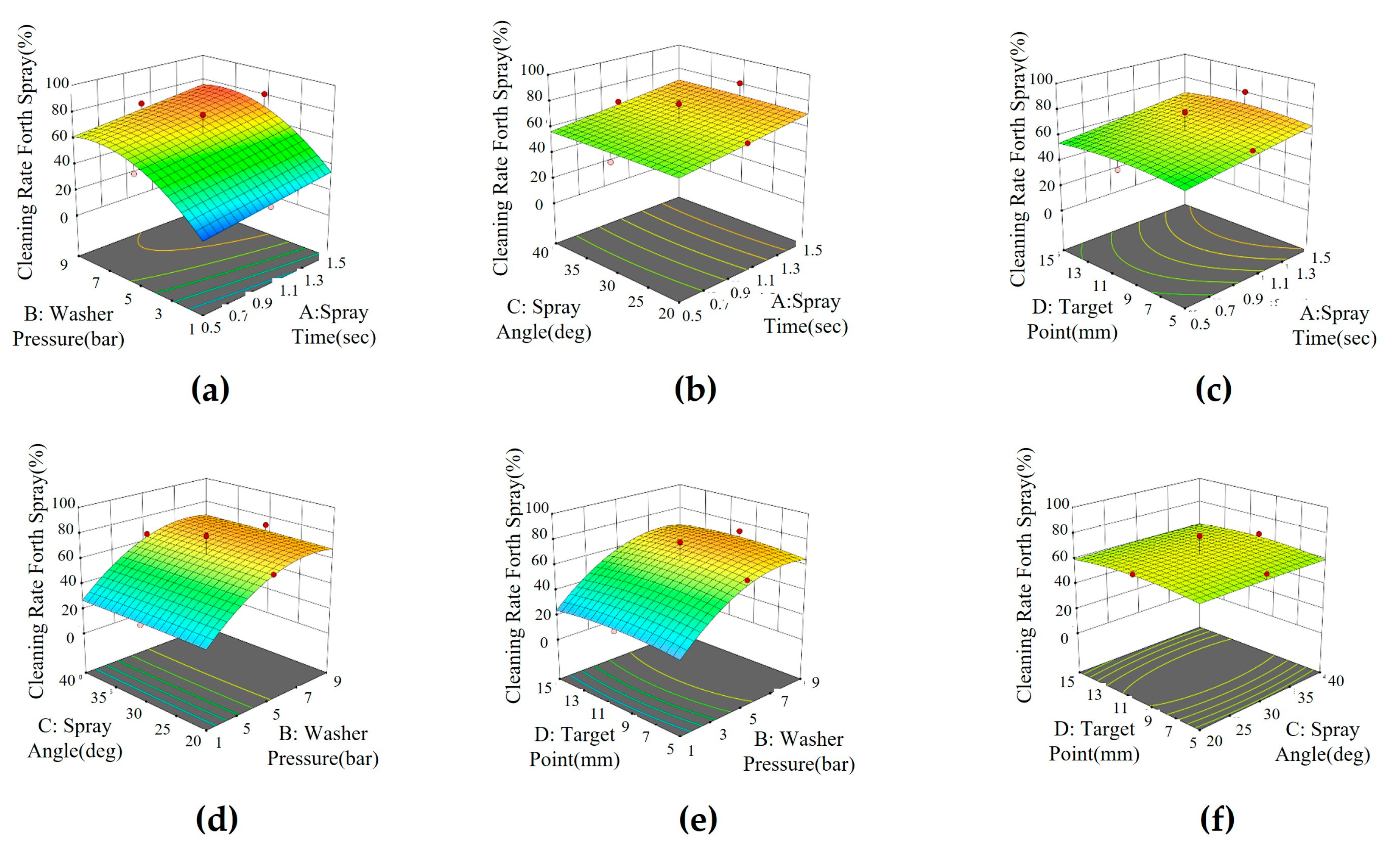
3.1.4. Results of the Fourth Spray
washer pressure – 1.1604 × washer pressure2
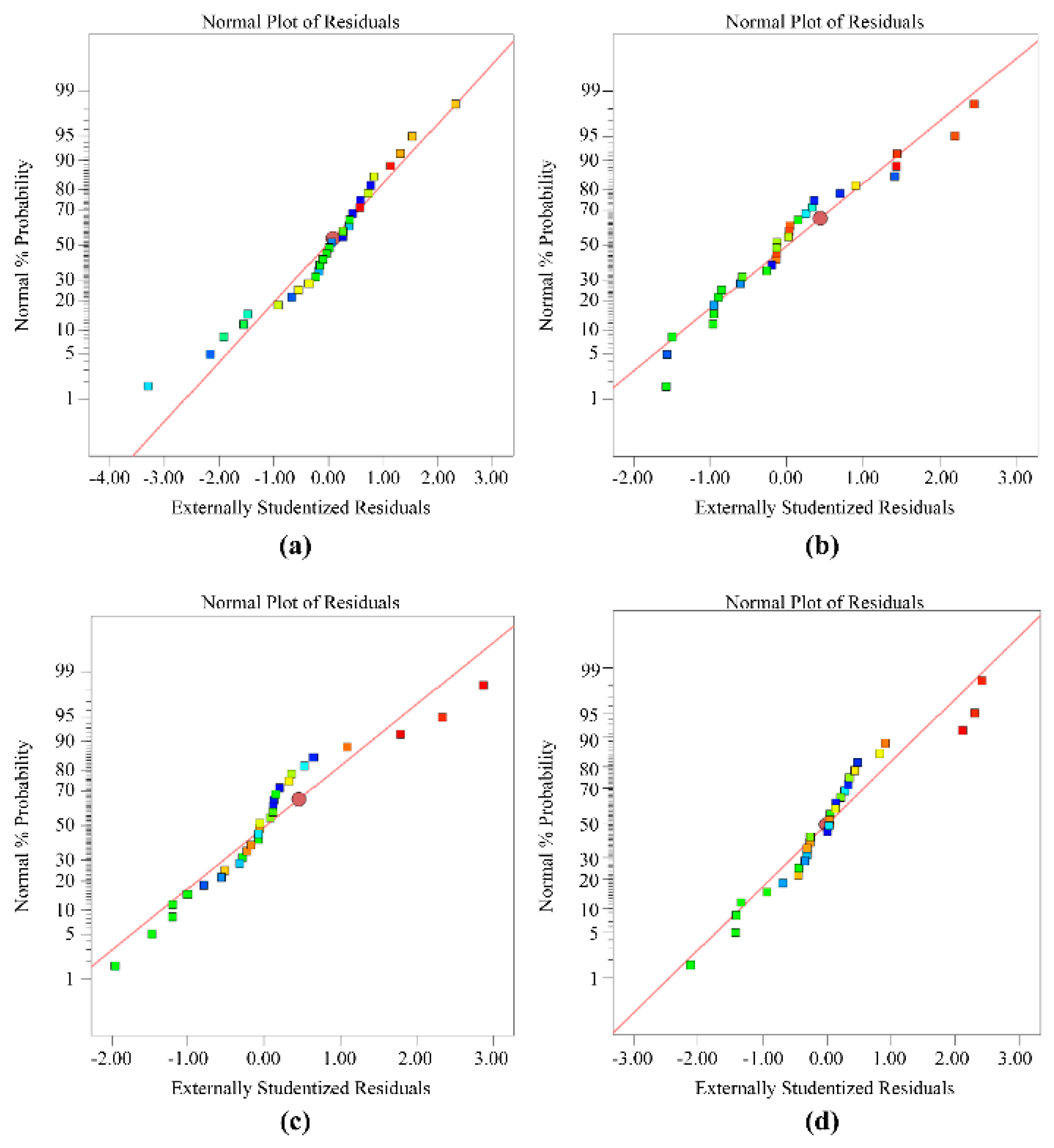
3.2. Optimization Results and Reproducibility Examination
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Coded | Actual | |||||||
|---|---|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | X1 | X2 | X3 | X4 | Y | |
| Spray Time | Washer Pressure | Spray Angle | Target Point | Spray Time (s) | Washer Pressure (bar) | Spray Angle (°) | Target Point (mm) | Cleaning Rate (%) | |
| 1 | −1 | −1 | −1 | −1 | 0.5 | 1 | 20 | 5 | 16.42 |
| 2 | −1 | 1 | −1 | −1 | 0.5 | 9 | 20 | 5 | 57.83 |
| 3 | 1 | −1 | −1 | −1 | 1.5 | 1 | 20 | 5 | 32.01 |
| 4 | 1 | 1 | −1 | −1 | 1.5 | 9 | 20 | 5 | 81.38 |
| 5 | −1 | −1 | 1 | −1 | 0.5 | 1 | 40 | 5 | 19.54 |
| 6 | −1 | 1 | 1 | −1 | 0.5 | 9 | 40 | 5 | 55.21 |
| 7 | 1 | −1 | 1 | −1 | 1.5 | 1 | 40 | 5 | 26.56 |
| 8 | 1 | 1 | 1 | −1 | 1.5 | 9 | 40 | 5 | 71.96 |
| 9 | −1 | −1 | −1 | 1 | 0.5 | 1 | 20 | 15 | 18.86 |
| 10 | −1 | 1 | −1 | 1 | 0.5 | 9 | 20 | 15 | 59.3 |
| 11 | 1 | −1 | −1 | 1 | 1.5 | 1 | 20 | 15 | 29.01 |
| 12 | 1 | 1 | −1 | 1 | 1.5 | 9 | 20 | 15 | 70.41 |
| 13 | −1 | −1 | 1 | 1 | 0.5 | 1 | 40 | 15 | 17.98 |
| 14 | −1 | 1 | 1 | 1 | 0.5 | 9 | 40 | 15 | 60.38 |
| 15 | 1 | −1 | 1 | 1 | 1.5 | 1 | 40 | 15 | 31.25 |
| 16 | 1 | 1 | 1 | 1 | 1.5 | 9 | 40 | 15 | 81.34 |
| 17 | 0 | −1 | 0 | 0 | 1 | 1 | 30 | 10 | 25.88 |
| 18 | 0 | 1 | 0 | 0 | 1 | 9 | 30 | 10 | 73.33 |
| 19 | −1 | 0 | 0 | 0 | 0.5 | 5 | 30 | 10 | 34.35 |
| 20 | 1 | 0 | 0 | 0 | 1.5 | 5 | 30 | 10 | 80.81 |
| 21 | 0 | 0 | −1 | 0 | 1 | 5 | 20 | 10 | 64.1 |
| 22 | 0 | 0 | 1 | 0 | 1 | 5 | 40 | 10 | 65.91 |
| 23 | 0 | 0 | 0 | −1 | 1 | 5 | 30 | 5 | 64.35 |
| 24 | 0 | 0 | 0 | 1 | 1 | 5 | 30 | 15 | 56.55 |
| 25 | 0 | 0 | 0 | 0 | 1 | 5 | 30 | 10 | 51.6 |
| 26 | 0 | 0 | 0 | 0 | 1 | 5 | 30 | 10 | 78.3 |
| 27 | 0 | 0 | 0 | 0 | 1 | 5 | 30 | 10 | 56.81 |
| 28 | 0 | 0 | 0 | 0 | 1 | 5 | 30 | 10 | 57.01 |
| 29 | 0 | 0 | 0 | 0 | 1 | 5 | 30 | 10 | 56.33 |
| 30 | 0 | 0 | 0 | 0 | 1 | 5 | 30 | 10 | 54.71 |
| Cleaning Rate | Source | Sum of Squares | df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|---|
| First spray | A—Spray time | 454.11 | 1 | 454.11 | 11.57 | 0.0027 *** |
| B—Washer pressure | 4117.48 | 1 | 4117.48 | 104.91 | <0.0001 *** | |
| C—Spray angle | 4.53 | 1 | 4.53 | 0.1154 | 0.7374 | |
| D—Target point | 14.98 | 1 | 14.98 | 0.3816 | 0.5434 | |
| A2 | 3.48 | 1 | 3.48 | 0.0887 | 0.7688 | |
| B2 | 0.0398 | 1 | 0.0398 | 0.001 | 0.9749 | |
| C2 | 133.16 | 1 | 133.16 | 3.39 | 0.0797 * | |
| D2 | 18.66 | 1 | 18.66 | 0.4755 | 0.498 | |
| Residual | 824.2 | 21 | 39.25 | - | - | |
| Lack of fit | 758.13 | 16 | 47.38 | 3.59 | 0.082 | |
| Second spray | A—Spray time | 758.03 | 1 | 758.03 | 22.06 | 0.0001 *** |
| B—Washer pressure | 6305.64 | 1 | 6305.64 | 183.49 | <0.0001 *** | |
| C—Spray angle | 3.27 | 1 | 3.27 | 0.0951 | 0.7608 | |
| D—Target point | 22.6 | 1 | 22.6 | 0.6577 | 0.4265 | |
| A2 | 0.171 | 1 | 0.171 | 0.005 | 0.9444 | |
| B2 | 207.91 | 1 | 207.91 | 6.05 | 0.0227 ** | |
| C2 | 1.35 | 1 | 1.35 | 0.0394 | 0.8445 | |
| D2 | 60.52 | 1 | 60.52 | 1.76 | 0.1987 | |
| Residual | 721.65 | 21 | 34.36 | - | - | |
| Lack of fit | 311.12 | 16 | 19.44 | 0.2368 | 0.9878 | |
| Third spray | A—Spray time | 819.72 | 1 | 819.72 | 16.06 | 0.0006 *** |
| B—Washer pressure | 7031.4 | 1 | 7031.4 | 137.72 | <0.0001 *** | |
| C—Spray angle | 0.4356 | 1 | 0.4356 | 0.0085 | 0.9273 | |
| D—Target point | 20.44 | 1 | 20.44 | 0.4003 | 0.5338 | |
| A2 | 8.54 | 1 | 8.54 | 0.1673 | 0.6867 | |
| B2 | 546.21 | 1 | 546.21 | 10.7 | 0.0036 *** | |
| C2 | 2.65 | 1 | 2.65 | 0.0518 | 0.8221 | |
| D2 | 83.58 | 1 | 83.58 | 1.64 | 0.2147 | |
| Residual | 1072.15 | 21 | 51.05 | - | - | |
| Lack of fit | 252.47 | 16 | 15.78 | 0.0963 | 0.9999 | |
| Fourth spray | A—Spray time | 876.13 | 1 | 876.13 | 17.91 | 0.0004 *** |
| B—Washer pressure | 7611.31 | 1 | 7611.31 | 155.61 | <0.0001 *** | |
| C—Spray angle | 0.3308 | 1 | 0.3308 | 0.0068 | 0.9352 | |
| D—Target point | 1 | 1 | 1 | 0.0205 | 0.8875 | |
| A2 | 0.0175 | 1 | 0.0175 | 0.0004 | 0.9851 | |
| B2 | 645.8 | 1 | 645.8 | 13.2 | 0.0016 *** | |
| C2 | 0.3897 | 1 | 0.3897 | 0.008 | 0.9297 | |
| D2 | 32.52 | 1 | 32.52 | 0.6649 | 0.424 | |
| Residual | 1027.15 | 21 | 48.91 | - | - | |
| Lack of fit | 266.57 | 16 | 16.66 | 0.1095 | 0.9997 |
Appendix A.1. Research Conditions and Methods
Appendix A.1.1. Blockage Conditions
| Symbol | Quantity | Description | Appropriateness |
|---|---|---|---|
| Arizona dust (ARI) 25%, Kaolin (KL) 25%, water 50% |  | High viscosity, poor spraying condition | Inappropriate |
| ARI 35%, KL 50%, water 50% |  | 9 bar/s, low cleaning rate of the first spray | Inappropriate |
| ARI 45%, KL 5%, water 50% |  | 1 bar/0.5 s, cleaning rate not confirmed | Inappropriate |
| ARI 48%, KL 2%, water 50% |  | 1 bar/0.5 s, cleaning rate confirmed | Appropriate |
Appendix A.1.2. Cleaning Conditions
Washer Pressure
Spray Time
Target Point
Spray Angle
Appendix A.1.3. Major Variables
| Type | Variable |
|---|---|
| Manipulated variable | Washer pressure, spray time, spray angle, target point |
| Control variable | Nozzle, spray distance, dust (ARI (48%): KL (2%): water (50%)) |
| Dependent variable | Cleaning rate (%) |
Appendix A.1.4. Purpose of DOE
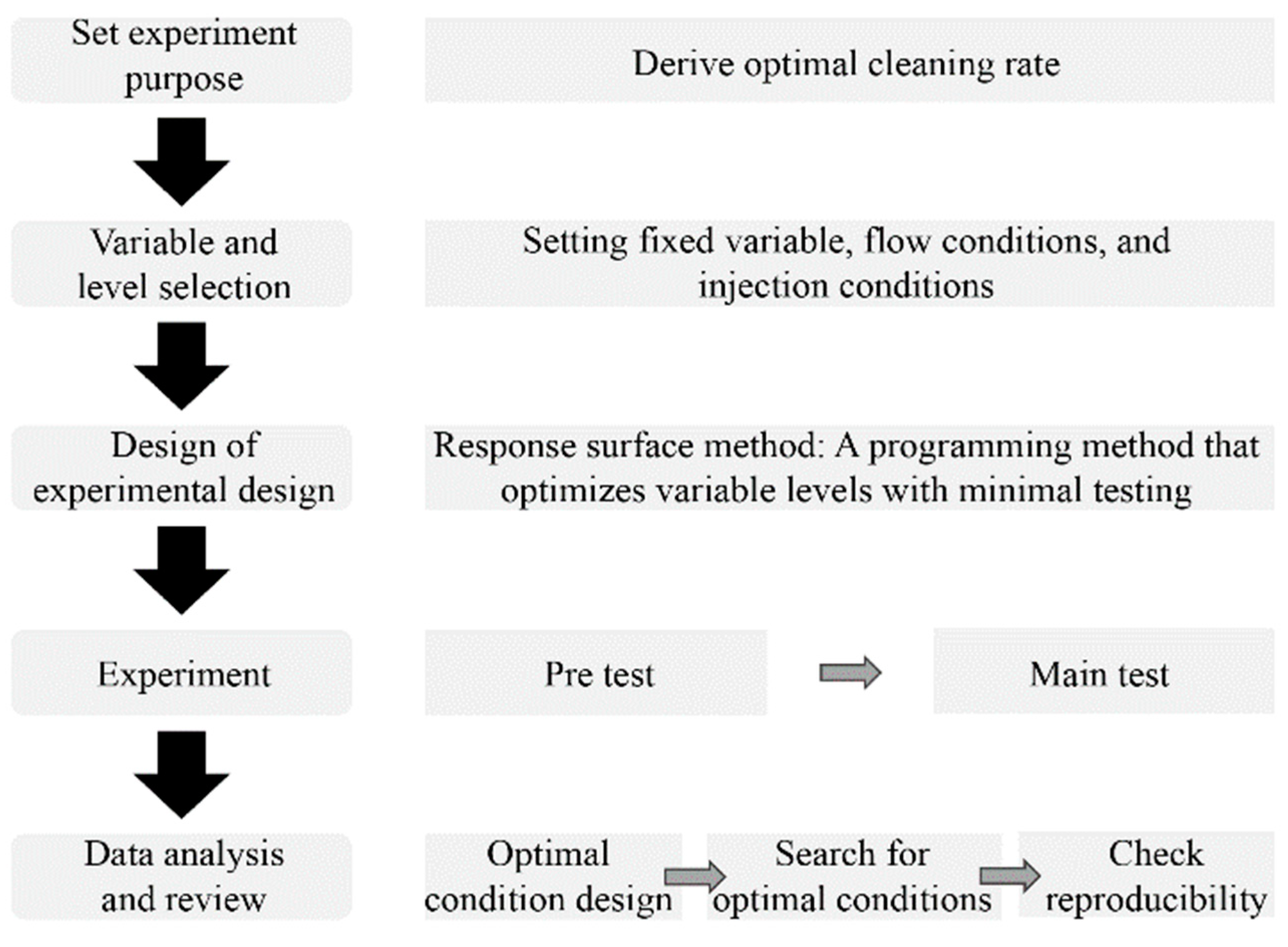
Appendix A.1.5. Selection of DOE and Required Experimental Items
| Variable | Symbol | Range of Levels | ||
|---|---|---|---|---|
| Low (−1) | Centre (0) | High (1) | ||
| Spray time (s) | X1 | 0.5 | 1 | 1.5 |
| Washer pressure (bar) | X2 | 1 | 5 | 9 |
| Spray angle (°) | X3 | 20 | 30 | 40 |
| Target point (mm) | X4 | 5 | 10 | 15 |
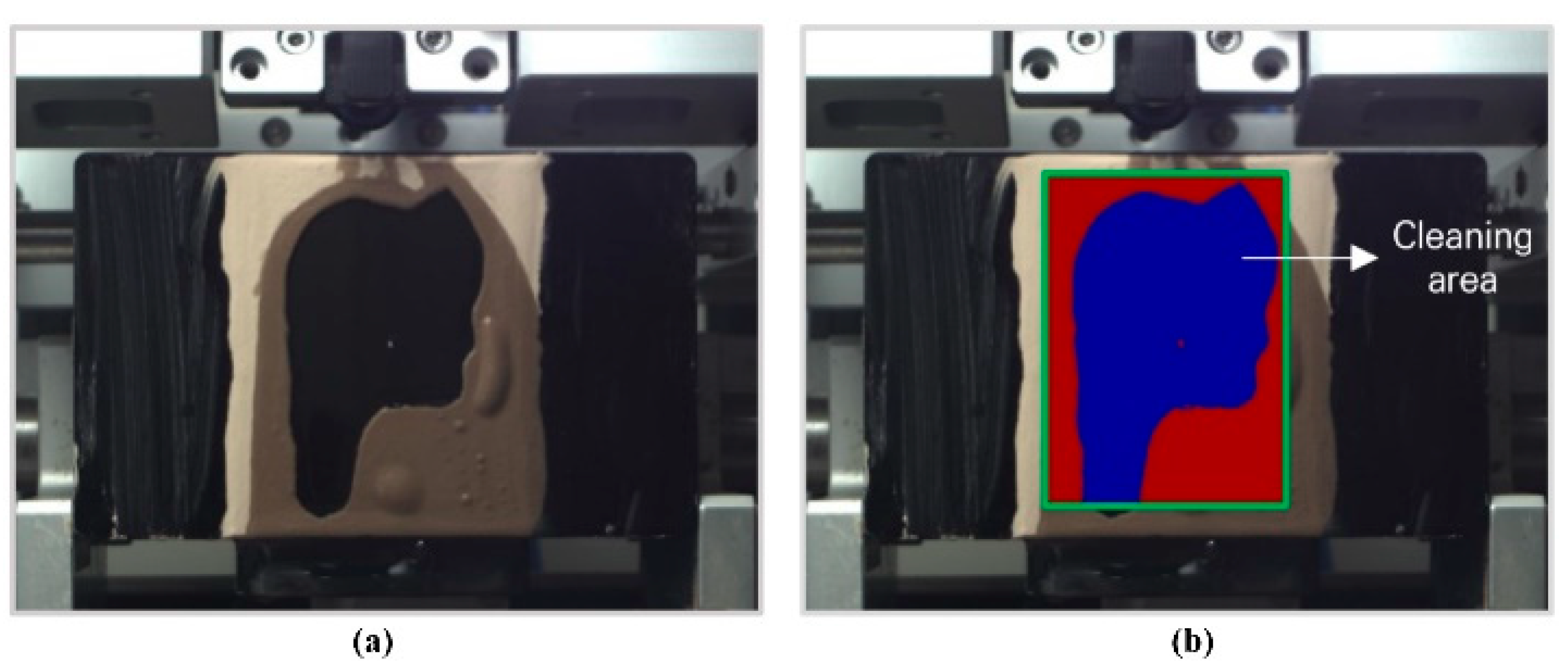
Appendix A.1.6. Results Analysis Method
References
- Kenk, M.A.; Hassaballah, M. Vehicle detection in adverse weather nature dataset. arXiv 2020, arXiv:2008.05402v1. [Google Scholar] [CrossRef]
- Qian, R.; Tan, R.T.; Yang, W.; Su, J.; Liu, J. Attentive generative adversarial network for raindrop removal from a single image. In Proceedings of the 2018 IEEE/CVF Conference on Computer Vision and Pattern Recognition, Salt Lake City, UT, USA, 18–23 June 2018; pp. 2482–2491. [Google Scholar] [CrossRef]
- Porav, H.; Bruls, T.; Newman, P. I can see clearly now: Image restoration via de-raining. In Proceedings of the 2019 International Conference on Robotics and Automation (ICRA), Montreal, QC, Canada, 20–24 May 2019; pp. 7087–7093. [Google Scholar] [CrossRef]
- Agunbiade, Y.O.; Dehinbo, J.O.; Zuva, T.; Akanbi, A.K. Road detection technique using filters with application to autonomous driving system. arXiv 2018, arXiv:1809.05878v1. [Google Scholar] [CrossRef]
- Son, S.; Lee, W.; Jung, H.; Lee, J.; Kim, C.; Lee, H.; Park, H.; Lee, H.; Jang, J.; Cho, S.; et al. Evaluation of camera recognition performance under blockage using virtual test drive toolchain. Sensors 2023, 23, 8027. [Google Scholar] [CrossRef] [PubMed]
- The Korea Times. Hyundai Motor Group Develops Camera Sensor Cleaning System. September 2023. Available online: https://www.koreatimes.co.kr/www/tech/2023/09/129_358624.html (accessed on 6 September 2023).
- Xenomatix. Sensor Cleaning. February 2022. Available online: https://xenomatix.com/sensor-cleaning (accessed on 11 February 2022).
- 2023 BMW 7 Series: Keeping It Clean with Front and Rear Sensor Cleaning. BMW of Schererville YouTube. March 2023. Available online: https://youtube.com/shorts/W95GHJGUfJw?si=X0Cmd7S0f8e8oaUB (accessed on 30 March 2023).
- Cleaning Mercedes Sensor. Sensor Guides. January 2024. Available online: https://sensorguides.com/are-dirty-sensors-impacting-your-mercedes-discover-the-ultimate-cleaning-techniques/ (accessed on 20 January 2024).
- Das, A. SolidNet: Soiling degradation detection in autonomous driving. arXiv 2019, arXiv:1911.01054v2. [Google Scholar] [CrossRef]
- Sheeny, M.; De Pellegrin, E.; Mukherjee, S.; Ahrabian, A.; Wang, S.; Wallace, A. RADIATE: A radar dataset for automotive perception in bad weather. In Proceedings of the 2021 IEEE International Conference on Robotics and Automation (ICRA), Xi’an, China, 30 May–5 June 2021; pp. 1–7. [Google Scholar] [CrossRef]
- Göktürk, K.; Jönsson, A. Developing a Resource-Efficient Sensor Cleaning System for Autonomous Heavy Vehicles. Master’s Thesis, KTH, Stockholm, Sweden, 2019. [Google Scholar]
- Son, S.; Lee, W.; Jung, H.; Lee, J.; Kim, C.; Lee, H.; Cho, S.; Jang, J.; Lee, M.; Ryu, H.-C. Experimental analysis of various blockage performance for LiDAR sensor cleaning evaluation. Sensors 2023, 23, 2752. [Google Scholar] [CrossRef] [PubMed]
- Shah, S.; Pattankar, R.; Varghese, R.; Pai, B.H.A.; Yenugu, S.; Wolbeck, A.; Balluff, S.; Schmid, H.; Duggirala, R. Digital Methodology for Simulating Autonomous Vehicle Sensor Cleaning. SAE Mobilus Technical Paper 2024-26-0006. SAE International: Warrendale, PA, USA, 2024. [CrossRef]
- Gomes, T.; Roriz, R.; Cunha, L.; Ganal, A.; Soares, N.; Araújo, T.; Monteiro, J. Evaluation and testing system for automotive LiDAR sensors. Appl. Sci. 2022, 12, 13003. [Google Scholar] [CrossRef]
- Kral, W.; Dalpez, S. Modular sensor cleaning system for autonomous driving. ATZ Worldw. 2018, 120, 56–59. [Google Scholar] [CrossRef]
- Pao, W.Y.; Howorth, J.; Li, L.; Agelin-Chaab, M.; Roy, L.; Knutzen, J.; Baltazar-y-Jimenez, A.; Muenker, K. Investigation of automotive LiDAR vision in rain from material and optical perspectives. Sensors 2024, 24, 2997. [Google Scholar] [CrossRef] [PubMed]
- Durakovic, B. Design of experiments application, concepts, examples: State of the art. Periodicals Eng. Nat. Sci. 2017, 5. [Google Scholar] [CrossRef]
- Geiger, E.O. Statistical methods for fermentation optimization. In Fermentation and Biochemical Engineering Handbook, 3rd ed.; Vogel, H.C., Todaro, C.M., Eds.; William Andrew Publishing: Norwich, NY, USA, 2014; pp. 415–422. [Google Scholar] [CrossRef]
- Khuri, A.I.; Mukhopadhyay, S. Response surface methodology. WIREs Comput. Stats. 2010, 2, 128–149. [Google Scholar] [CrossRef]
- Rosales, E.; Sanromán, M.A.; Pazos, M. Application of central composite face-centered design and response surface methodology for the optimization of electro-Fenton decolorization of Azure B dye. Environ. Sci. Pollut. Res. Int. 2012, 19, 1738–1746. [Google Scholar] [CrossRef] [PubMed]
- Ranade, S.S.; Thiagarajan, P. Selection of a design for response surface. IOP Conf. Ser.: Mater. Sci. Eng. 2017, 263, 022043. [Google Scholar] [CrossRef]
- Balachandran, M.; Devanathan, S.; Muraleekrishnan, R.; Bhagawan, S.S. Optimizing properties of nanoclay–nitrile rubber (NBR) composites using face centred central composite design. Mater. Des. 2012, 35, 854–862. [Google Scholar] [CrossRef]





| Type | Specifications |
|---|---|
| Sensor | Number of channels: 32 Range: 300 m (@80%), 100 m (@10%)Horizontal field of view: 135° Horizontal angular resolution: 0.117° Vertical field of view: 10° Vertical angular resolution: 0.3125° Range resolution: 4 mm Range accuracy: Up to 30 mm |
| Laser | Frame rate: 25 fps Wavelength: 905 nm |
| Device | Size 128 × 76 × 96 mm |
| Model Response | R-Squared | Adj. R-Squared | Adeq. Precision | F-Value | p-Value |
|---|---|---|---|---|---|
| First spray | 0.8666 | 0.8158 | 13.9004 | 17.06 | <0.0001 ** |
| Second spray | 0.9205 | 0.8902 | 16.6642 | 30.39 | <0.0001 ** |
| Third spray | 0.9026 | 0.8655 | 14.173 | 24.33 | <0.0001 ** |
| Fourth spray | 0.9147 | 0.8822 | 14.573 | 28.16 | <0.0001 ** |
| Model Response | R-Squared | Adj. R-Squared | Adeq. Precision | F-Value | p-Value |
|---|---|---|---|---|---|
| First spray | 0.8666 | 0.8158 | 13.9004 | 17.06 | <0.0001 ** |
| Model Response | R-Squared | Adj. R-Squared | Adeq. Precision | F-Value | p-Value |
|---|---|---|---|---|---|
| Second spray | 0.9205 | 0.8902 | 16.6642 | 30.39 | <0.0001 ** |
| Model Response | R-Squared | Adj. R-Squared | Adeq. Precision | F-Value | p-Value |
|---|---|---|---|---|---|
| Third spray | 0.9206 | 0.8655 | 14.173 | 24.33 | <0.0001 ** |
| Model Response | R-Squared | Adj. R-Squared | Adeq. Precision | F-Value | p-Value |
|---|---|---|---|---|---|
| Fourth spray | 0.9147 | 0.8822 | 14.573 | 28.16 | <0.0001 ** |
| Optimal Factor | 1st Spray Model | 2nd Spray Model | 3rd Spray Model | 4th Spray Model |
|---|---|---|---|---|
| Spray time | 1.41275 | 1.46406 | 1.5 | 1.5 |
| Spray angle | 27.2456 | 23.8065 | 20.0002 | 31.7463 |
| Washer pressure | 8.93588 | 8.181677 | 7.72457 | 7.60159 |
| Target point | 8.1338 | 11.5988 | 10.4796 | 10.1625 |
| Adj. R-squared | 0.8158 | 0.8902 | 0.8655 | 0.8822 |
| Predicted cleaning rate | 47.5398 | 61.0655 | 72.5963 | 77.7102 |
| Actual cleaning rate | 39.34 | 62.9 | 70.31 | 74.69 |
| Diff (predicted-actual) | 8.20 | 1.8345 | −2.2863 | −3.0202 |
| Spray Time (s) | 1st Spray Result (%) | 2nd Spray Result (%) | 3rd Spray Result (%) | 4th Spray Result (%) |
|---|---|---|---|---|
| 0.5 | 38.37072 | 48.55307 | 59.09963 | 63.75687 |
| 1.0 | 43.3935 | 55.04252 | 65.84797 | 70.73354 |
| 1.5 | 48.41628 | 61.53196 | 72.5963 | 77.7102 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, S.; Lee, W.; Lee, J.; Lee, J.; Lee, H.; Jang, J.; Cha, H.; Bae, S.; Ryu, H.-C. Examining the Optimization of Spray Cleaning Performance for LiDAR Sensor. Appl. Sci. 2024, 14, 8340. https://doi.org/10.3390/app14188340
Son S, Lee W, Lee J, Lee J, Lee H, Jang J, Cha H, Bae S, Ryu H-C. Examining the Optimization of Spray Cleaning Performance for LiDAR Sensor. Applied Sciences. 2024; 14(18):8340. https://doi.org/10.3390/app14188340
Chicago/Turabian StyleSon, Sungho, Woongsu Lee, Jangmin Lee, Jungki Lee, Hyunmi Lee, Jeongah Jang, Hongjun Cha, Seongguk Bae, and Han-Cheol Ryu. 2024. "Examining the Optimization of Spray Cleaning Performance for LiDAR Sensor" Applied Sciences 14, no. 18: 8340. https://doi.org/10.3390/app14188340