
Study on High-Precision Tension Control Technology for a Cold-Rolling Pilot Mill with Hydraulic Tension



Abstract
1. Introduction
2. Tension Modeling and Its Analysis
2.1. Tension Modeling
2.2. Tension Control Analysis
- (1)
- The forward and backward tension are coupled with each other. The reason is that the workpiece is rolled by rollers while simultaneously being pulled by tension. A plastic deformation region is formed while rolling, and the forward and backward tensions are then coupled together because of their effects on neutral angle γ.
- (2)
- The forward and backward tensions are affected by numerous factors such as work roller radius R, rolling speed v, friction coefficient f, pass reduction , the type of workpiece material and its geometric dimensions, etc.
- (3)
- The tension cylinders must match the rolling speed while maintaining constant forward and backward tension. Therefore, tension control is a typical load-control process with excess force from strong positional disturbances [15,16,17]. Only the tension feedback closed-loop controller is incapable of meeting the requirements for synchronizing the speed between the hydraulic cylinders and the workpiece while also maintaining the stability of tension.
- (4)
- The lengths l1 and l2 between the clamps and the rollers, shown in Figure 2, are closely related to the displacement of the left and right tension cylinders. During rolling, these change in real time, which causes the tension control system to have properties of variable stiffness, which greatly increases the difficulty of tension control.
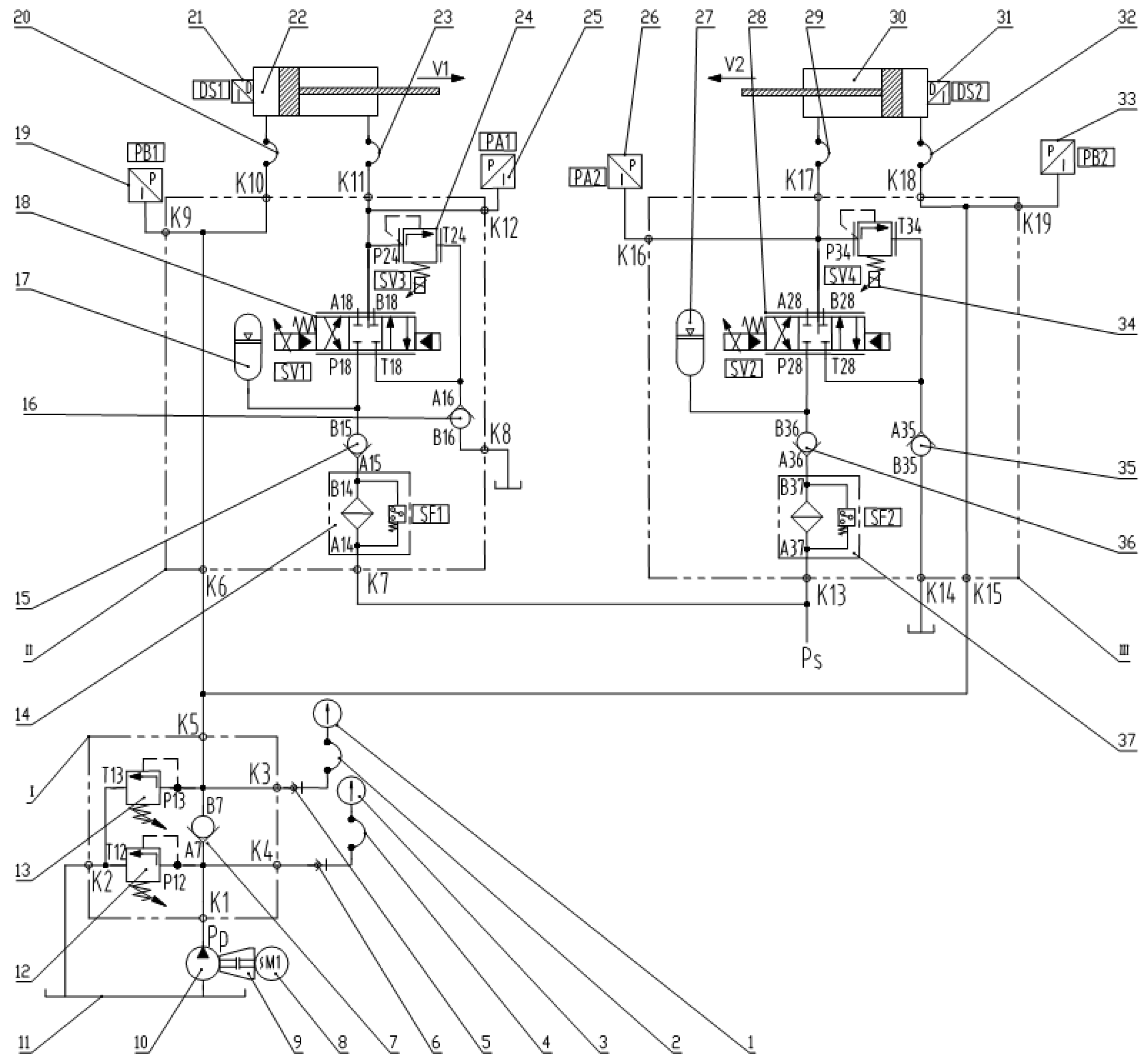
3. Designing a New Hydraulic Platform and Control Method
3.1. Designing a New Hydraulic Platform
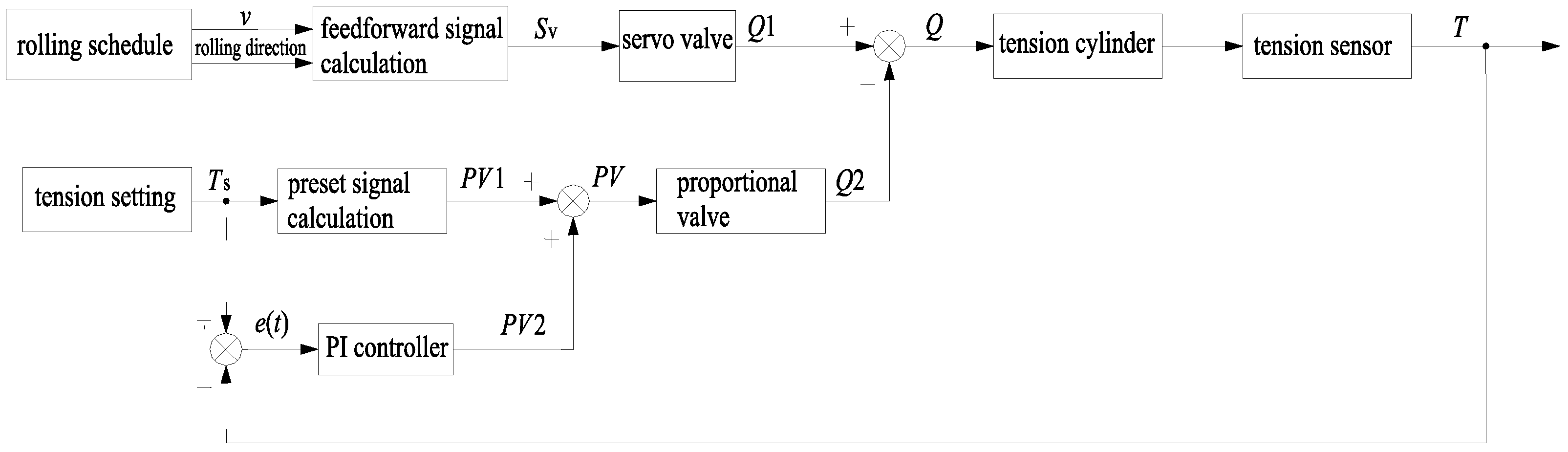
3.2. Control Strategy for the Left and Right Tension Control Devices
3.2.1. The Feedforward Control Method for Servovalves
3.2.2. The Control Method for Proportional Pressure Relief Valves
4. Simulation Analysis
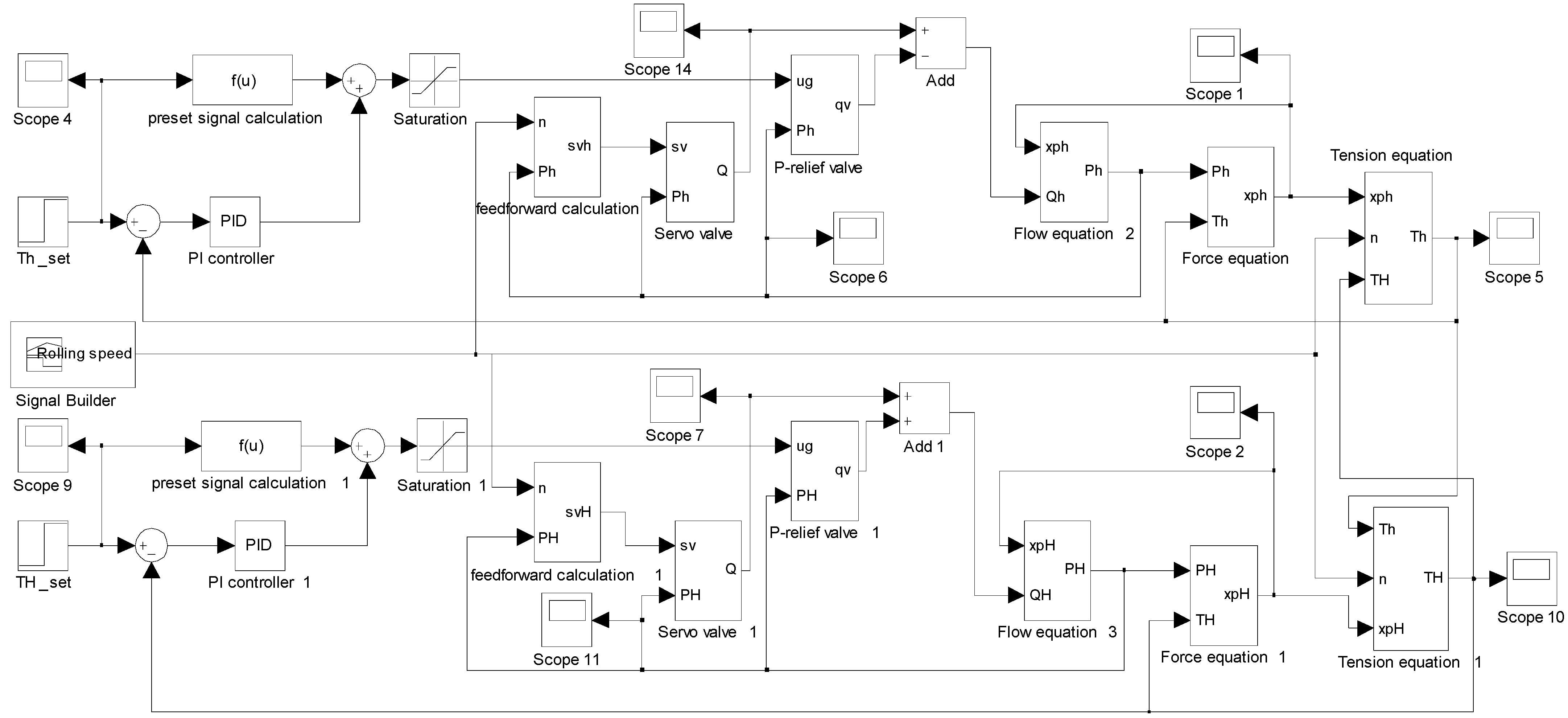
4.1. Modeling of Hydraulic Tension Control System
- (1)
- The supply pressure of the servovalves is constant, while the return flow is fed to a tank under the return pressure 0;
- (2)
- The oil pressure is evenly distributed at each side of the cylinders, and the temperature of the oil is constant;
- (3)
- The bulk modulus of the oil is a constant.
4.1.1. Servovalve Modeling
4.1.2. Modeling of Proportional Relief Valve
4.1.3. Flow Equations for Hydraulic Tension Cylinders
4.1.4. Motion Equations of the Hydraulic Tension Cylinders
4.1.5. Integrated Model of Tension Control System
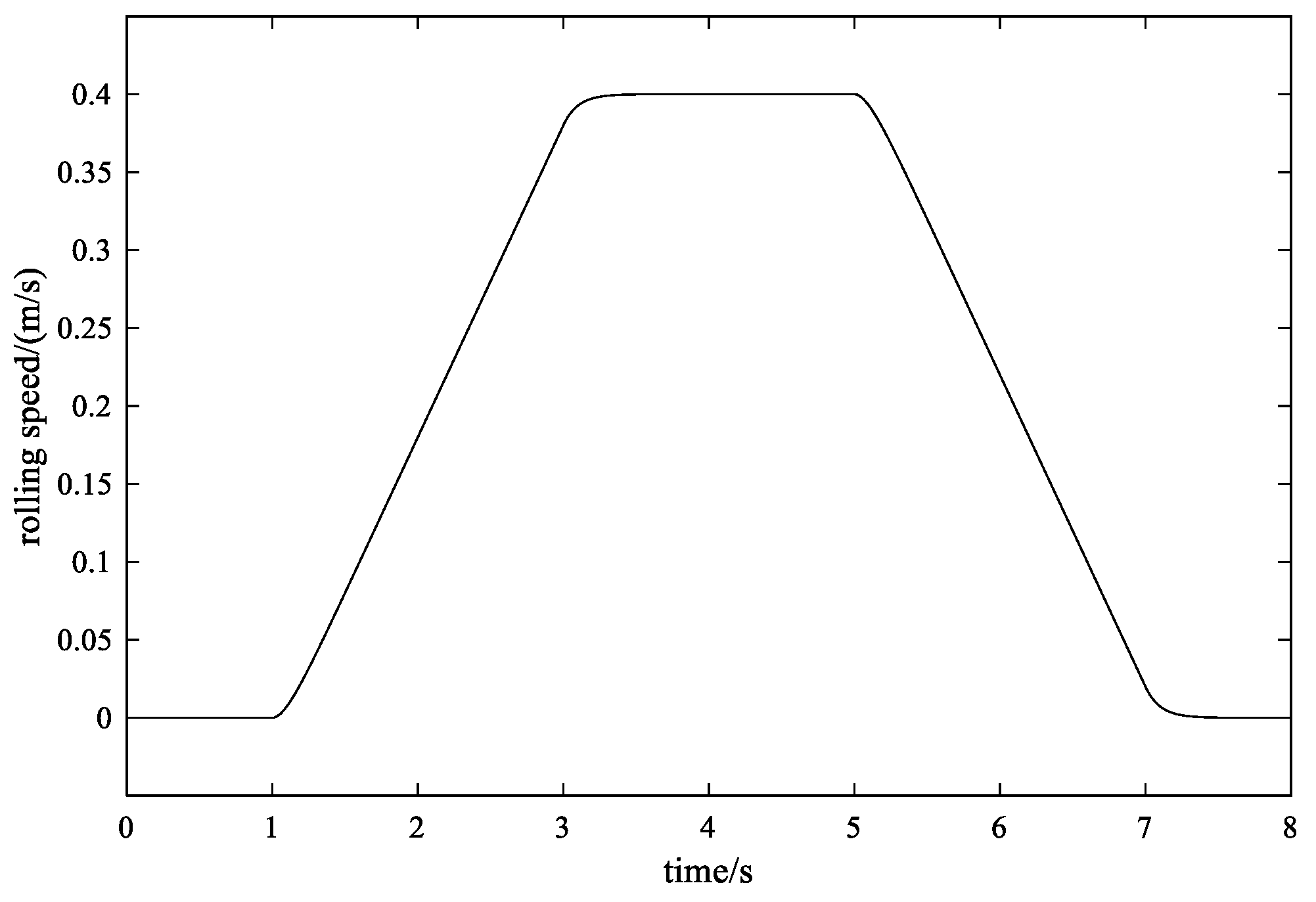
4.2. Simulation
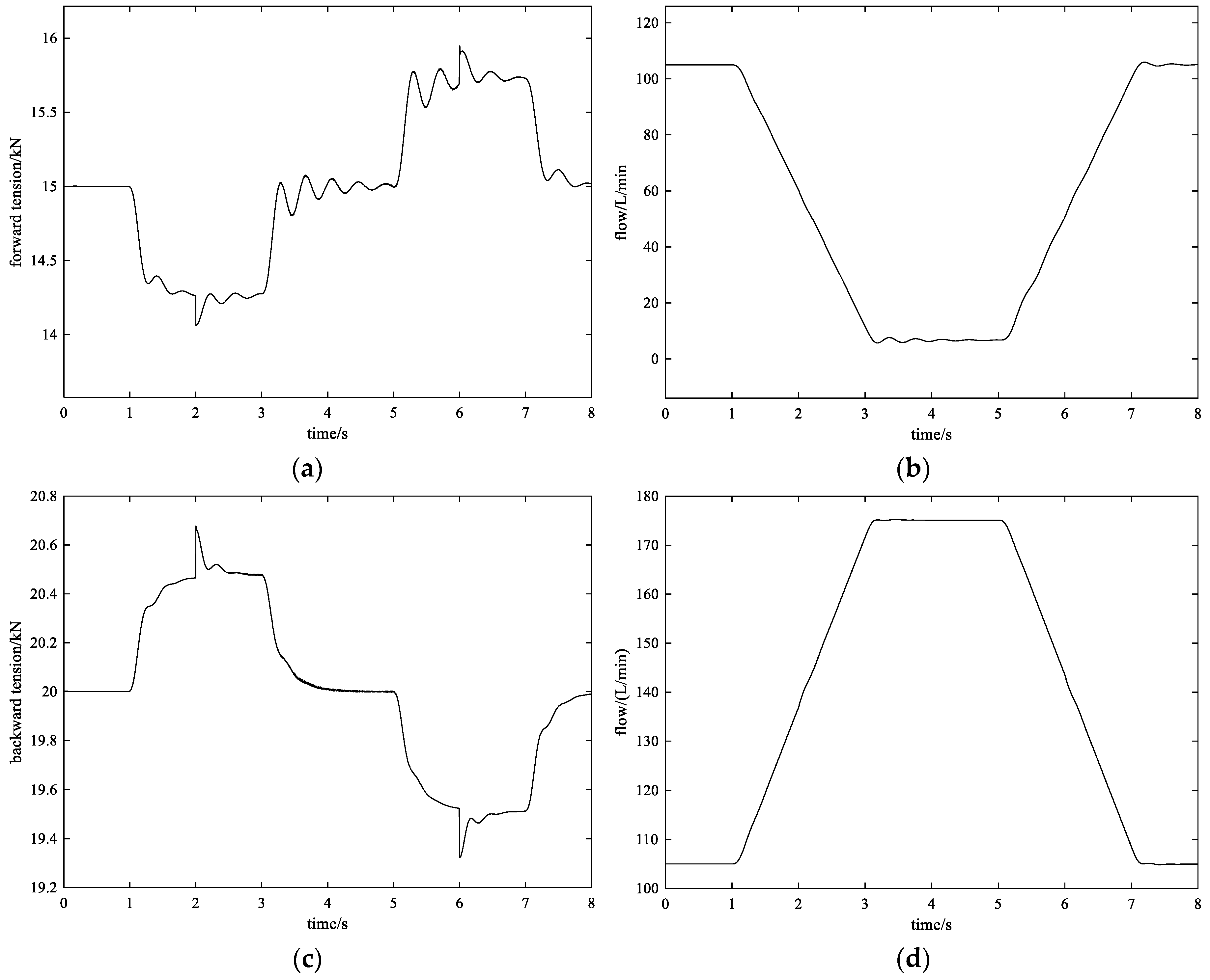
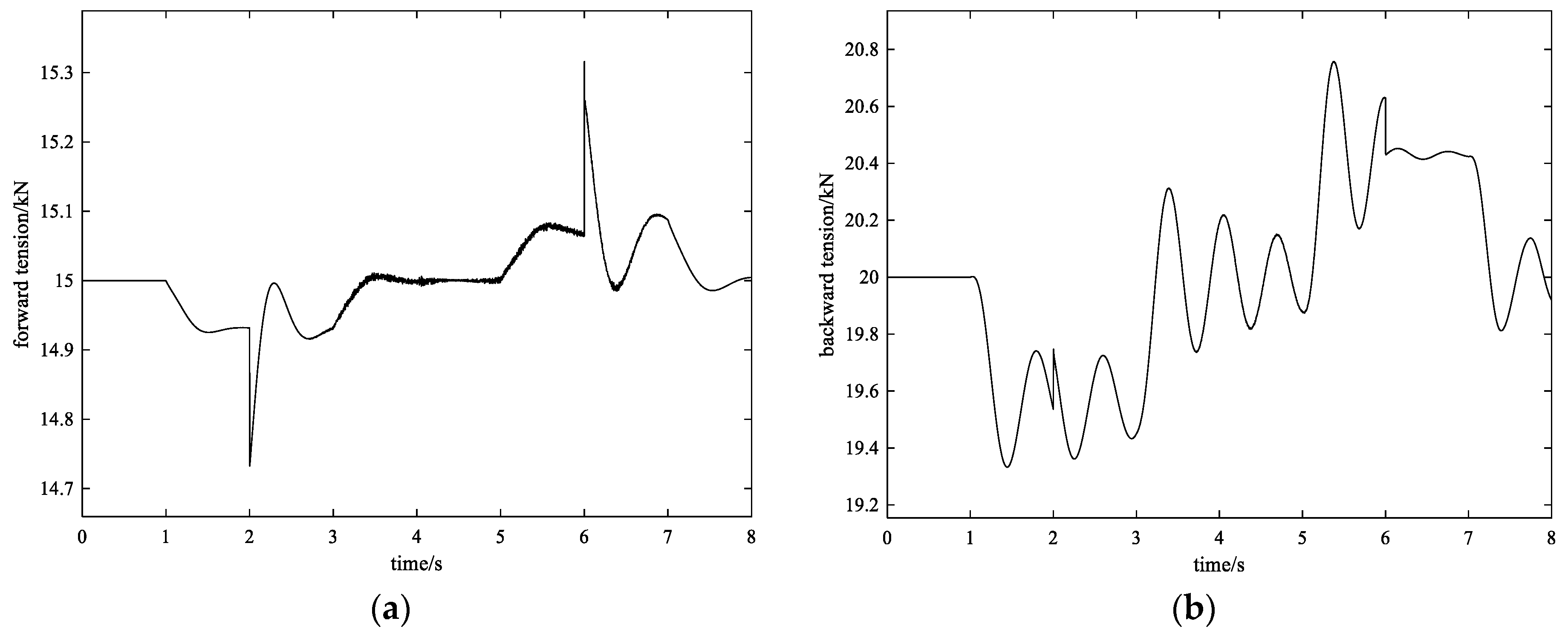
4.2.1. Control Effect with Method 1
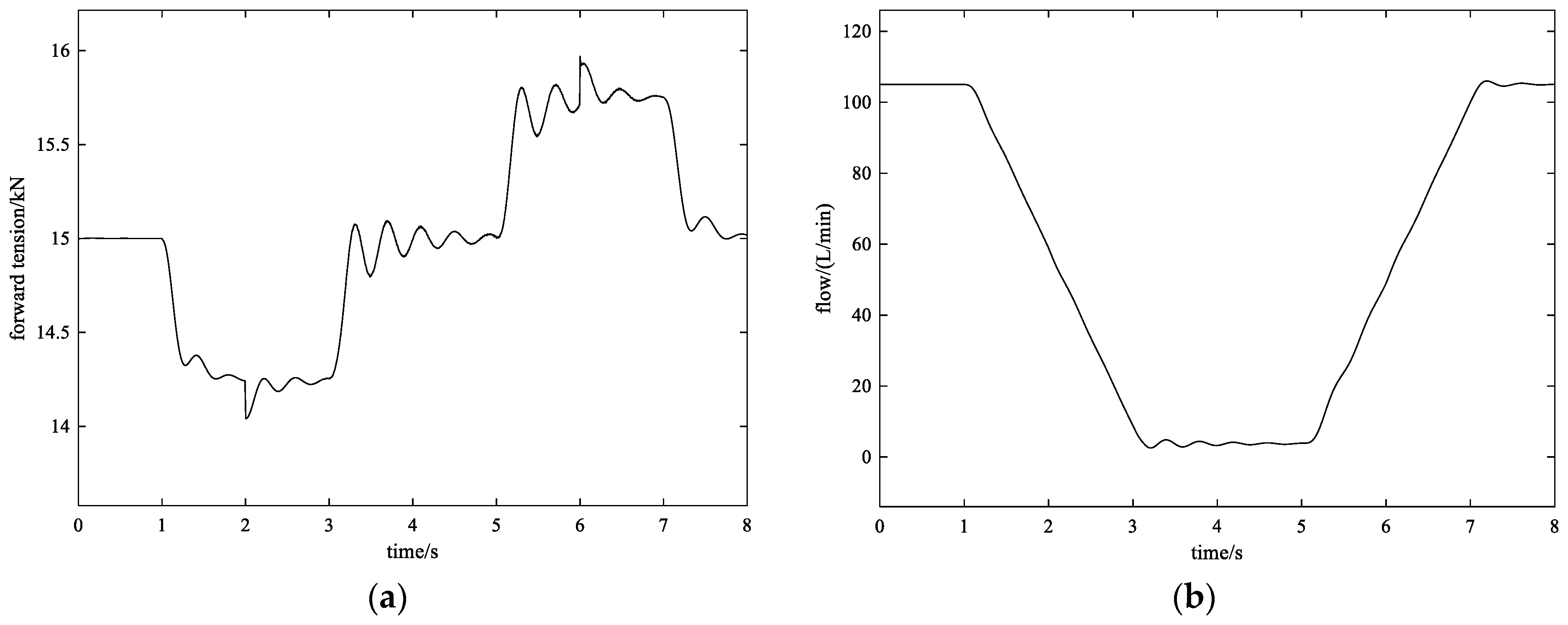
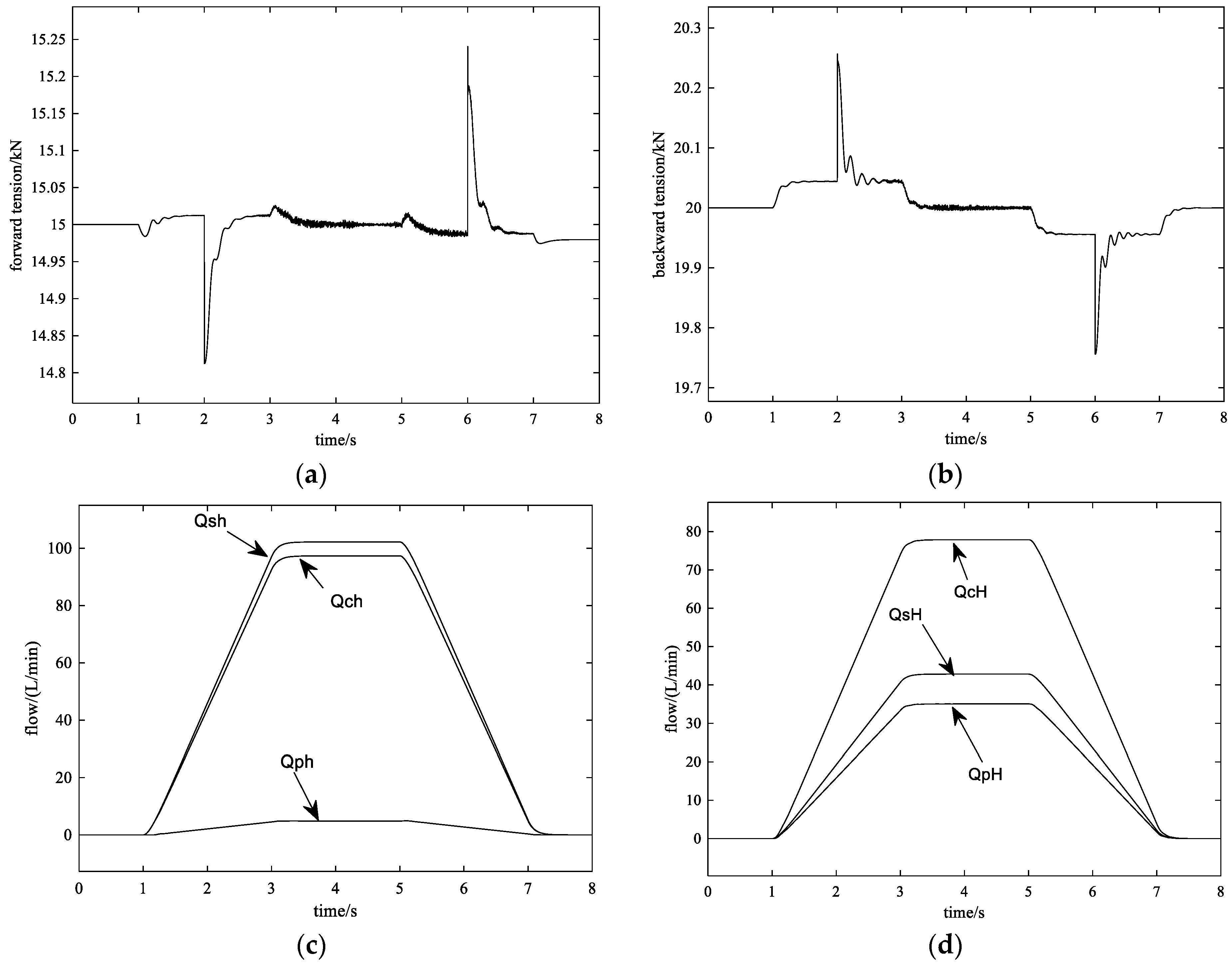
4.2.2. Control Effect with Method 2
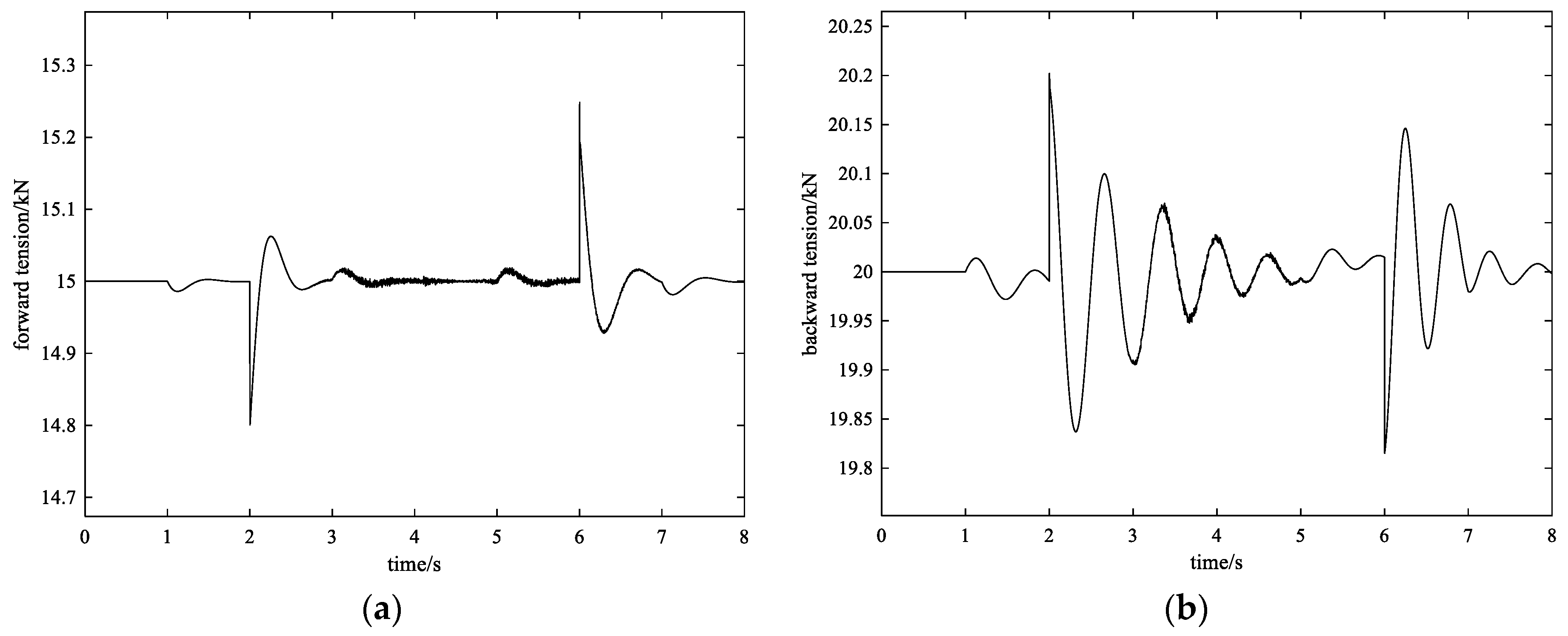
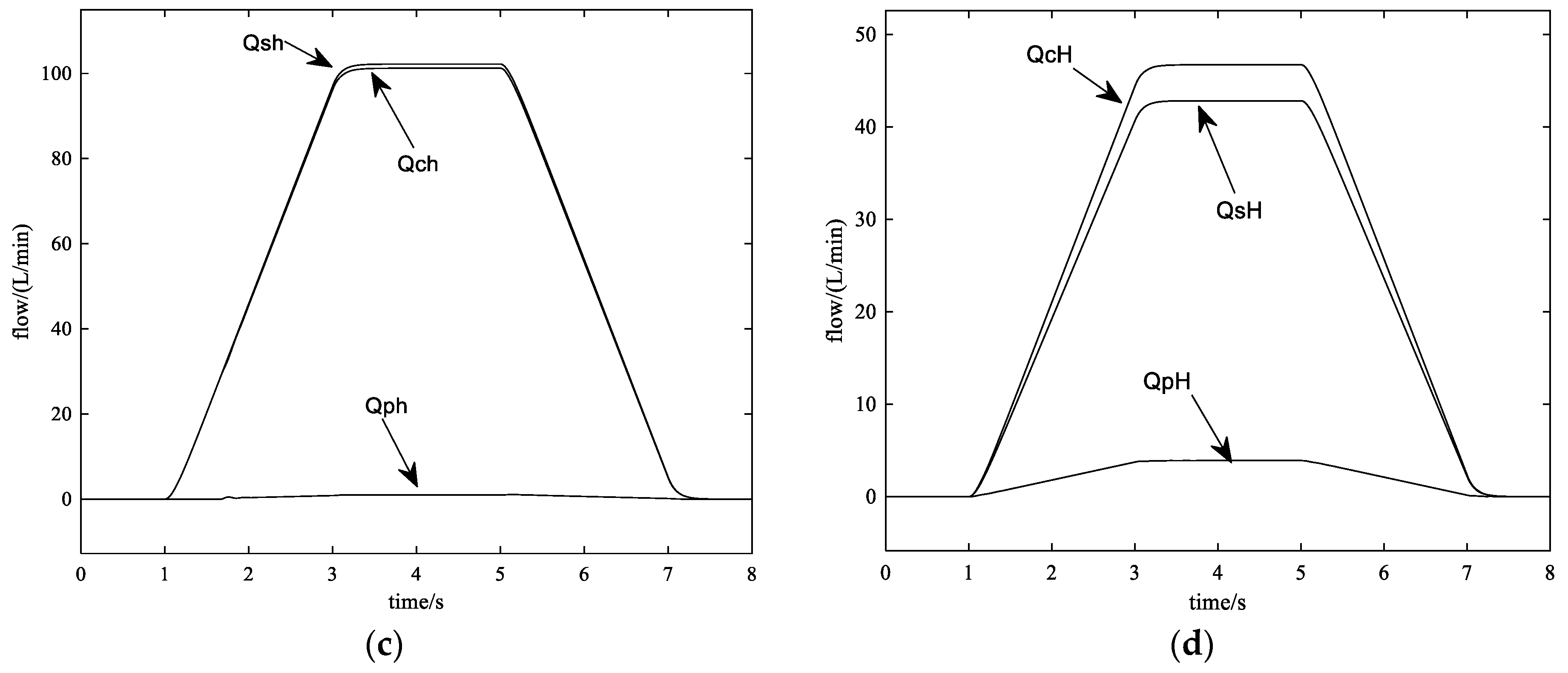
4.2.3. Control Effect with the Proposed Method
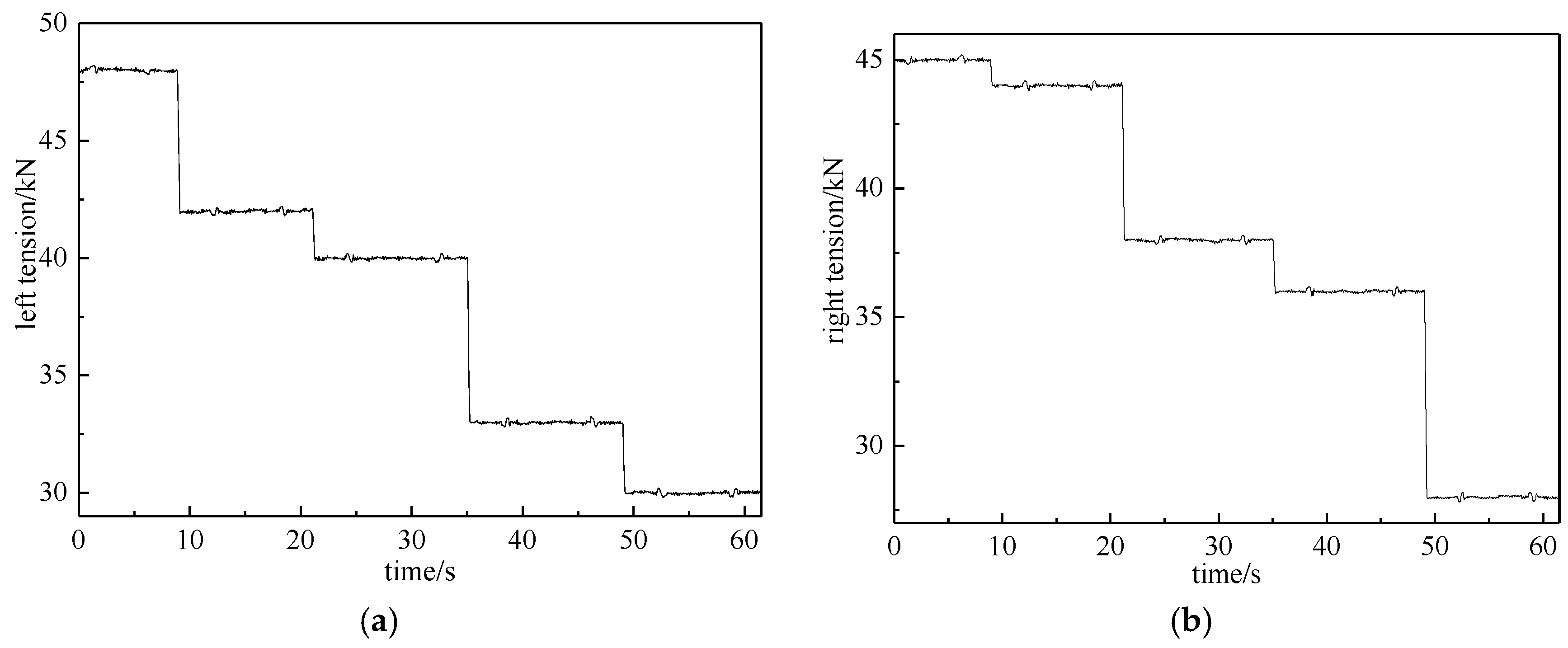
5. Application
6. Conclusions
- (1)
- Tension modeling was conducted based on Hooke’s law and rolling theories. The model reflects tension control properties such as variable rigidity, tension coupling, and positional disturbances. This demonstrated that high-precision tension control is very difficult and the existing hydraulic control methods are not suitable.
- (2)
- In consideration of the mill properties, the piston sides of the left and right tension cylinders are connected together, and the back pressure is controlled by a constant back pressure control device. In this way, the relief flows are greatly reduced, which is beneficial for reducing fluctuations in the back pressure. Furthermore, because of the existence of back pressure, the use of proportional pressure relief valves enables the avoidance of dead and nonlinear zones while working, ultimately resulting in the achievement of high-precision tension control.
- (3)
- The feedforward control for servovalves can ensure the effective tracking of rolling speed regardless of forward and backward slip. The surplus flow is absorbed by the corresponding proportional pressure valve in the closed-loop tension control. This method is simple, reliable, and has strong robustness.
- (4)
- Based on a CRPM with 50 kN hydraulic tension, cold-rolling experiments were carried out on a typical metallic material. The dynamic tension control accuracy was controlled within ±0.2 kN, when the maximum rolling speed reached 0.4 m/s and the maximum single pass reduction reached 37%. Compared with the existing techniques, the proposed method has obvious advantages.
- (5)
- The hydraulic platform and the control method developed in this paper can serve as a helpful reference for the designs of hydraulic servo systems such as electro–hydraulic load simulators with positional disturbances.
- (6)
- The prerequisite for the effective use of the method proposed in this article is that the set rolling speed is known. Although the exit and entry speeds of the specimen are directly affected by forward and backward slip, the two factors are bounded. Therefore, the redundant flow generated by the feedforward of the servovalves is also bounded and can be adequately absorbed by the proportional relief valve, and an ideal tension control effect is achieved. For more complex working conditions, a strategy combining the optimization of hydraulic schematic design, the proposal of excellent control strategies and advanced algorithms, and improving the performance of the system components may be effective in further significantly suppressing the disturbances from extraneous forces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiao, Z.J.; Li, J.P.; Zhang, F.B.; Wang, G.; Liu, X. Technological Design of New Type Pilot Cold Rolling Mill. Iron Steel 2007, 42, 53–55. (In Chinese) [Google Scholar]
- Ozaki, K.; Ohtsuka, T.; Fujimoto, K.; Kitamura, A.; Nakayama, M. Nonlinear Receding Horizon Control of Thickness and Tension in a Tandem Cold Mill with a Variable Rolling Speed. ISIJ Int. 2012, 52, 87–95. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, S.; Zhang, H.; Zhang, X.W.; Zhang, D.H.; Sun, J. Modeling and Analysis of Interstand Tension Control in 6-high Tandem Cold Rolling Mill. J. Iron Steel Res. Int. 2014, 21, 830–836. [Google Scholar] [CrossRef]
- Pittner, J.; Samaras, N.S.; Simaan, M.A. A new strategy for optimal control of continuous tandem cold metal rolling. IEEE Trans. Ind. Appl. 2010, 46, 703–711. [Google Scholar] [CrossRef]
- Kang, S.; Nagamune, R.; Yan, H. Almost disturbance decoupling force control for the electro-hydraulic load simulator with mechanical backlash. Mech. Syst. Signal Process. 2020, 135, 106400. [Google Scholar] [CrossRef]
- Jing, C.; Xu, H.; Jiang, J. Dynamic surface disturbance rejection control for electro-hydraulic load simulator. Mech. Syst. Signal Process. 2019, 134, 106293. [Google Scholar] [CrossRef]
- Zhang, F.B.; Li, J.P.; Liu, X.H.; Wang, G.; Bi, Y.; Zou, J. A Hydraulic Proportional Control System to Achieve Constant Tension Control. Patent 200710010015.6, 8 August 2007. [Google Scholar]
- Lin, J.; Wang, Y.; Zhou, S.; Wu, W.; Ma, H.; Han, Q. Simulation and experimental analysis of pressure pulsation characteristics of pump source fluid. Appl. Sci. 2021, 11, 9559. [Google Scholar] [CrossRef]
- Krus, P.; Weddfelt, K.; Palmberm, J.-O. Fast pipeline models for simulation of hydraulic systems. J. Dyn. Syst. Meas. Control. 1994, 116, 132–136. [Google Scholar] [CrossRef]
- Sun, T.; Wang, G.Q.; Wu, Y.; Zhang, H. Tension control technique for hydraulic-tension reversible experimental cold mill. J. Northeast. Univ. (Nat. Sci.) 2012, 33, 528–532. (In Chinese) [Google Scholar]
- Liu, X.H. Prospects for variable gauge rolling technology, theory and application. J. Iron Steel Res. Int. 2011, 18, 1–7. [Google Scholar] [CrossRef]
- Huang, J.; Song, Z.; Wu, J.; Guo, H.; Qiu, C.; Tan, Q. Parameter Adaptive Sliding Mode Force Control for Aerospace Electro-Hydraulic Load Simulator. Aerospace 2023, 10, 160. [Google Scholar] [CrossRef]
- Yang, G.; Yao, J. Multilayer neuroadaptive force control of electro-hydraulic load simulators with uncertainty rejection. Appl. Soft Comput. 2022, 130, 109672. [Google Scholar] [CrossRef]
- Wang, T.F.; Qi, K.M. Metal Plastic Processing: Rolling Theory and Technology, 2nd ed.; Metallurgical Industry Press: Beijing, China, 2001; pp. 40–45. (In Chinese) [Google Scholar]
- Nam, Y.; Hong, S.K. Force control system design for aerodynamic load simulator. Control. Eng. Pract. 2002, 10, 549–558. [Google Scholar] [CrossRef]
- Jianyong, Y.; Zongxia, J.; Yaoxing, S.; Cheng, H. Adaptive nonlinear optimal compensation control for electro-hydraulic load simulator. Chin. J. Aeronaut. 2010, 23, 720–733. [Google Scholar] [CrossRef]
- Nam, Y. QFT force loop design for the aerodynamic load simulator. IEEE Trans. Aerosp. Electron. Syst. 2001, 37, 1384–1392. [Google Scholar]
- Cao, X.M. Hydraulic Servo System; Metallurgical Industry Press: Beijing, China, 1991; pp. 14–18. (In Chinese) [Google Scholar]
- Yao, J. Simulation frequency response characteristic of electro-hydraulic proportional relief valve based on Simulink. Hydraul. Pneum. Seals 2009, 29, 38–41. (In Chinese) [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Items | Parameters | Index | Items | Parameters |
|---|---|---|---|---|---|
| 1 | Dimensions of backup roll/mm | Φ480~450 × 350 | 9 | Transmission mode | Work roll drive compound reducer + DC motor drive |
| 2 | Material of backup roll | Heat-resistant forged steel 9Cr2Mo, ESR, forging, roll surface hardness 70~76 HSD, tensile strength ≥ 755 MPa | 10 | Main motor | DC motor, 2 × 132 kW, 500 r/min, DC440 V/339 A, digital speed regulation system control |
| 3 | Dimensions of work roll/mm | Φ200~190 × 370 | 11 | Rolling speed/(m/s) | With tension: 0~±0.4 m/s Without tension: 0~±0.6 m/s |
| 4 | Material of work roll | High speed steel 86CrMoV7-Hi, ESR, forging, roller surface hardness 90~95 HSD, tensile strength ≥ 755 MPa | 12 | Hydraulic oil source pressure/MPa | 21 |
| 5 | Balance mode of upper roll system | Hydraulic balance | 13 | HGC cylinder | φ400/φ320–80 |
| 6 | Max. opening/mm | 20 | 14 | Max. rolling force/kN | 5000 |
| 7 | Strip clamping mode | Hydraulic clamp | 15 | Tension cylinder | φ90/φ63–2100 |
| 8 | Roll-gap control mode | HGC servo control | 16 | Tension control range/kN | 0.5~50 |
| Dimensions/mm | Pass | Left Tension/kN | Right Tension/kN | Rolling Force /kN | Rolling Speed /m·s−1 | Exit Thickness /mm | Reduction Rate /% |
|---|---|---|---|---|---|---|---|
| 3.6 × 200 × 650 | 1 | 48 | 45 | 1460 | 0.15 | 2.768 | 23.11 |
| 2 | 42 | 44 | 1623 | 0.15 | 2.067 | 25.33 | |
| 3 | 40 | 38 | 1537 | 0.15 | 1.556 | 24.72 | |
| 4 | 33 | 36 | 1590 | 0.20 | 1.197 | 23.06 | |
| 5 | 30 | 28 | 1256 | 0.4 | 1.017 | 15.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Gao, Y.; Ding, J.; Sun, J. Study on High-Precision Tension Control Technology for a Cold-Rolling Pilot Mill with Hydraulic Tension. Appl. Sci. 2024, 14, 877. https://doi.org/10.3390/app14020877
Wang G, Gao Y, Ding J, Sun J. Study on High-Precision Tension Control Technology for a Cold-Rolling Pilot Mill with Hydraulic Tension. Applied Sciences. 2024; 14(2):877. https://doi.org/10.3390/app14020877
Chicago/Turabian StyleWang, Guiqiao, Yang Gao, Jingguo Ding, and Jie Sun. 2024. "Study on High-Precision Tension Control Technology for a Cold-Rolling Pilot Mill with Hydraulic Tension" Applied Sciences 14, no. 2: 877. https://doi.org/10.3390/app14020877
APA StyleWang, G., Gao, Y., Ding, J., & Sun, J. (2024). Study on High-Precision Tension Control Technology for a Cold-Rolling Pilot Mill with Hydraulic Tension. Applied Sciences, 14(2), 877. https://doi.org/10.3390/app14020877