
Design and Numerical Study of Induction-Heating Graphitization Furnace Based on Graphene Coils
 ,
,
Abstract
:1. Introduction
2. Numerical Model
2.1. Structure of Induction-Heating Graphitization Furnace
2.2. Mathematical Model
2.2.1. Basic Assumptions
- All materials in the model are pure;
- All materials in the model are isotropic;
- No consideration is given to mechanical stresses or deformations due to temperature changes;
- No consideration is given to the phase transition.
2.2.2. Equation of Electromagnetic Field
2.2.3. Equation of Heat Transfer
2.3. Numerical Method
2.4. Model Validation
3. Results and Analysis
3.1. Comparison of Energy Efficiency
3.1.1. Energy Efficiency Parameters of Induction Furnaces
3.1.2. Energy Efficiency Comparison Experiment
3.2. Electromagnetic-Field Distribution
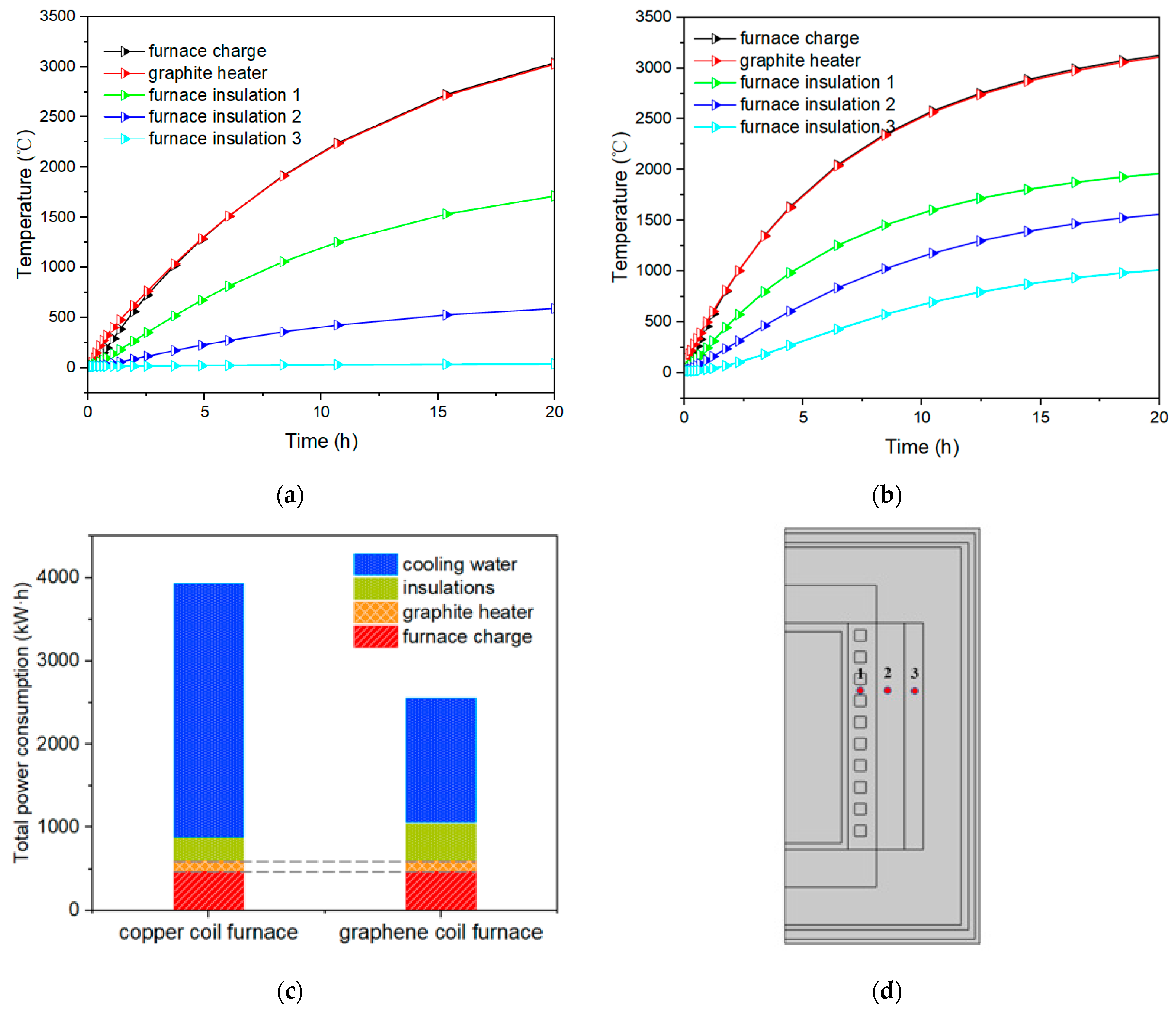
3.3. Temperature-Feld Distribution
3.3.1. Initial Heating
3.3.2. End of Heating
3.4. Effect of Coil Parameters
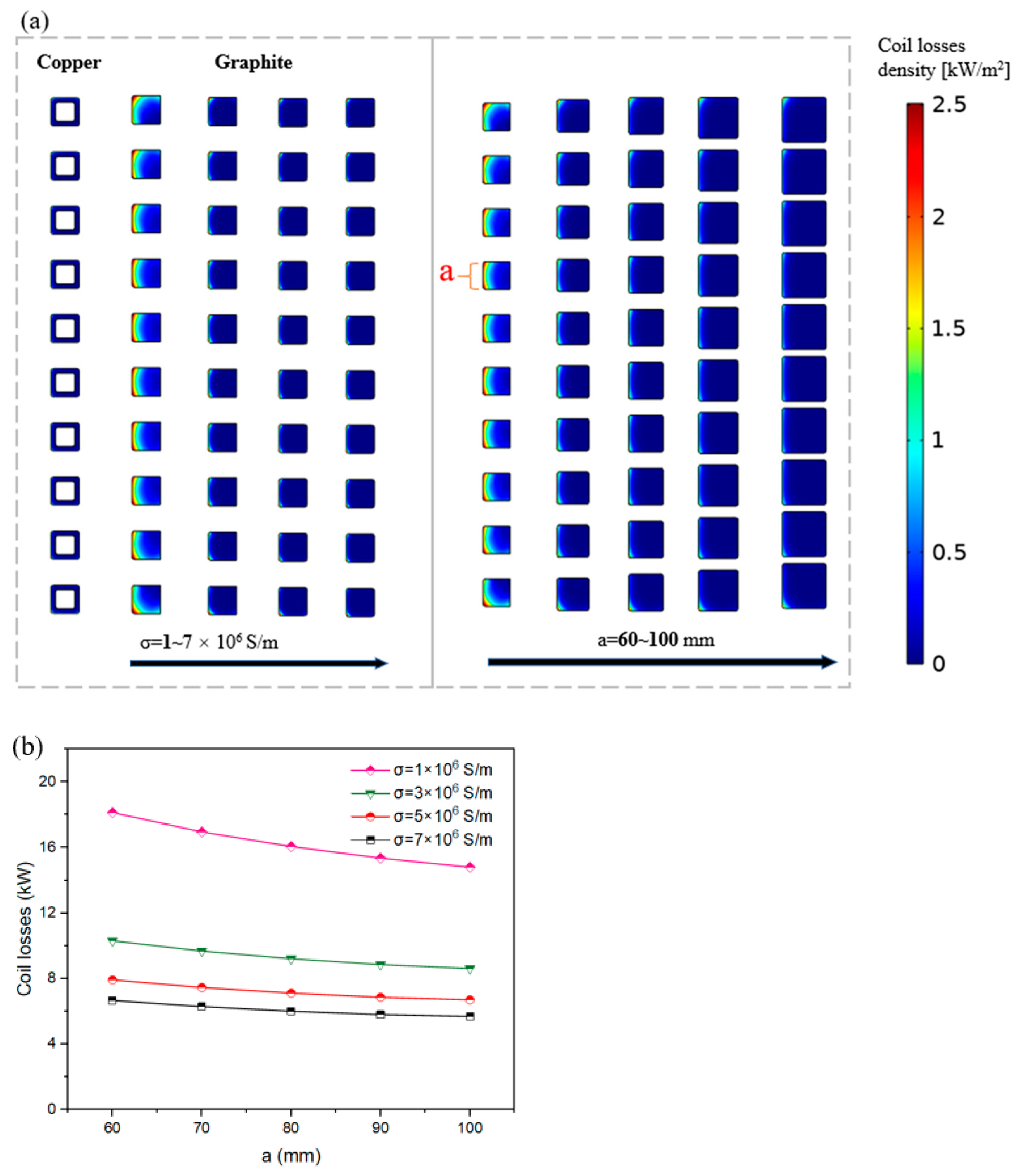
3.4.1. Effect of Coil Conductor Conductivity
3.4.2. Effect of Coil Position
4. Conclusions
- (1)
- The proposed furnace model significantly improves the energy utilization of the induction furnace and reduces the energy consumption by 33.34%. Because the graphene coils of the new furnace have no cooling water inside, the coil losses are used to maintain the heater temperature. Positioned closer to the heater, these coils achieve superior electrical efficiency;
- (2)
- Both the coil conductor’s conductivity and the coil’s radius are crucial factors affecting the coil losses;
- (3)
- The coil’s distance to the heater significantly impacts the furnace’s performance. Optimal positioning of the coil is vital for balancing the furnace’s energy efficiency and coil temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kutuzov, S.V.; Buryak, V.V.; Derkach, V.V.; Panov, E.N.; Karvatskii, A.Y.; Vasil’chenko, G.N.; Leleka, S.V.; Chirka, T.V.; Lazarev, T.V. Making the Heat-Insulating Charge of Acheson Graphitization Furnaces More Efficient. Refract. Ind. Ceram. 2014, 55, 15–16. [Google Scholar] [CrossRef]
- Fogg, J.L.; Putman, K.J.; Zhang, T.Y.; Lei, Y.; Terrones, M.; Harris, P.J.F.; Marks, N.A.; Suarez-Martinez, I. Catalysis-free transformation of non-graphitising carbons into highly crystalline graphite. Commun. Mater. 2020, 1, 7. [Google Scholar] [CrossRef]
- Zhao, N.; Wang, J.; Ding, Y.; Li, Y. Energy consumption calculation and energy-saving measures of substation based on Multi-objective artificial bee colony algorithm. Int. J. Emerg. Electr. Power Syst. 2023, 25, 25–34. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, C.; Dunn, J.B. Graphite Flows in the U.S.: Insights into a Key Ingredient of Energy Transition. Environ. Sci. Technol. 2023, 57, 3402–3414. [Google Scholar] [CrossRef] [PubMed]
- Matizamhuka, W.R. Gas transport mechanisms and the behaviour of impurities in the Acheson furnace for the production of silicon carbide. Heliyon 2019, 5, e01535. [Google Scholar] [CrossRef] [PubMed]
- Perruchoud, R.; Fischer, W.; Letizia, I. Measurement of the dimension changes of carbon artifacts during graphitization in a pilot LWG furnace. Carbon 2012, 50, 737. [Google Scholar] [CrossRef]
- Perevalov, Y.; Kozulina, T.; Yermekova, M.; Demidovich, V. Digital Shadow Induction Furnace for Heating Carbon Fibers. In Proceedings of the 2021 IEEE Conference of Russian Young Researchers in Electrical and Electronic Engineering (ElConRus), St. Petersburg, Russia, 26–29 January 2021; pp. 1027–1031. [Google Scholar]
- Wissler, M. Graphite and carbon powders for electrochemical applications. J. Power Source 2006, 156, 142–150. [Google Scholar] [CrossRef]
- Derevyanko, I.; Zhadanos, A. Mathematical modeling of heat power processes of silicium carbide production in acheson furnace. Metall. Min. Ind. 2010, 2, 331. [Google Scholar]
- Lucía, O.; Maussion, P.; Dede, E.J.; Burdío, J.M. Induction Heating Technology and Its Applications: Past Developments, Current Technology, and Future Challenges. IEEE Trans. Ind. Electron. 2014, 61, 2509–2520. [Google Scholar] [CrossRef]
- Lope, I.; Acero, J.; Carretero, C. Analysis and Optimization of the Efficiency of Induction Heating Applications with Litz-Wire Planar and Solenoidal Coils. IEEE Trans. Power Electron. 2016, 31, 5089–5101. [Google Scholar] [CrossRef]
- Runde, M.; Magnusson, N.; Fulbier, C.; Buhrer, C. Commercial Induction Heaters with High-Temperature Superconductor Coils. IEEE Trans. Appl. Supercond. 2011, 21, 1379–1383. [Google Scholar] [CrossRef]
- Chakravarty, K.; Kumar, S. Increase in energy efficiency of a steel billet reheating furnace by heat balance study and process improvement. Energy Rep. 2020, 6, 343–349. [Google Scholar] [CrossRef]
- Todaka, T.; Enokizono, M. Optimal design method with the boundary element for high-frequency quenching coil. IEEE Trans. Magn. 1996, 32, 1262–1265. [Google Scholar] [CrossRef]
- Kang, C.G.; Seo, P.K.; Jung, H.K. Numerical analysis by new proposed coil design method in induction heating process for semi-solid forming and its experimental verification with globalization evaluation. Mater. Sci. Eng. A 2003, 341, 121–138. [Google Scholar] [CrossRef]
- Shen, H.; Yao, Z.Q.; Shi, Y.J.; Hu, J. Study on temperature field induced in high frequency induction heating. Acta Metall. Sin. (Engl. Lett.) 2006, 19, 190–196. [Google Scholar] [CrossRef]
- Cui, P.; Zhu, W.; Ji, H.; Chen, H.; Hang, C.; Li, M. Analysis and optimization of induction heating processes by focusing the inner magnetism of the coil. Appl. Energy 2022, 321, 119316. [Google Scholar] [CrossRef]
- Liu, J.Z.; Liu, R.; He, Z.M.; Ba, M.F.; Li, Y.S. Preparation and Microstructure of Green Ceramsite Made from Sewage Sludge. J. Wuhan Univ. Technol.-Mat. Sci. Ed. 2012, 27, 149–153. [Google Scholar] [CrossRef]
- Yang, J.; Liu, X.-Y. Progress on the preparation of ceramsite. Build. Energy Effic. 2013, 41, 50–52. [Google Scholar] [CrossRef]
- Zou, Z.; Zhang, Y.; Dong, Z. Experimental Study on Preparation of Non-Sintered Ceramsite from Fly Ash. Coal Convers. 2007, 30, 73–76. [Google Scholar]
- Kudryashov, S.I.; Karabutov, A.A.; Zorov, N.B. Thermodynamic state of the laser-induced liquid phase and position of the triple point of carbon. Mendeleev Commun. 1998, 8, 151–152. [Google Scholar] [CrossRef]
- Stankovich, S.; Dikin, D.A.; Dommett, G.H.B.; Kohlhaas, K.M.; Zimney, E.J.; Stach, E.A.; Piner, R.D.; Nguyen, S.T.; Ruoff, R.S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Stankovich, S.; Dikin, D.A.; Piner, R.D.; Kohlhaas, K.A.; Kleinhammes, A.; Jia, Y.; Wu, Y.; Nguyen, S.T.; Ruoff, R.S. Synthesis of graphene-based nanosheets via chemical reduction of exfoliated graphite oxide. Carbon 2007, 45, 1558–1565. [Google Scholar] [CrossRef]
- Xu, Z.; Gao, C. Graphene fiber: A new trend in carbon fibers. Mater. Today 2015, 18, 480–492. [Google Scholar] [CrossRef]
- Xin, G.; Yao, T.; Sun, H.; Scott, S.M.; Shao, D.; Wang, G.; Lian, J. Highly thermally conductive and mechanically strong graphene fibers. Science 2015, 349, 1083–1087. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Wei, Q.; Huang, K.; Liu, Z.; Ma, W.; Zhang, Z.; Zhang, Y.; Cheng, H.-M.; Ren, W. Defects boost graphitization for highly conductive graphene films. Natl. Sci. Rev. 2023, 10, nwad147. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, Y.; Liu, Y.; Li, Z.; Fang, W.; Peng, L.; Zhou, J.; Xu, Z.; Gao, C. Ultrathick and highly thermally conductive graphene films by self-fusion. Carbon 2020, 167, 249–255. [Google Scholar] [CrossRef]
- Wang, F.; Zhao, S.; Jiang, Q.; Li, R.; Zhao, Y.; Huang, Y.; Wu, X.; Wang, B.; Zhang, R. Advanced functional carbon nanotube fibers from preparation to application. Cell Rep. Phys. Sci. 2022, 3, 100989. [Google Scholar] [CrossRef]
- Li, P.; Liu, Y.J.; Shi, S.Y.; Xu, Z.; Ma, W.G.; Wang, Z.Q.; Liu, S.P.; Gao, C. Highly Crystalline Graphene Fibers with Superior Strength and Conductivities by Plasticization Spinning. Adv. Funct. Mater. 2020, 30, 8. [Google Scholar] [CrossRef]
- Xu, Z.; Liu, Y.J.; Zhao, X.L.; Peng, L.; Sun, H.Y.; Xu, Y.; Ren, X.B.; Jin, C.H.; Xu, P.; Wang, M.; et al. Ultrastiff and Strong Graphene Fibers via Full-Scale Synergetic Defect Engineering. Adv. Mater. 2016, 28, 6449–6456. [Google Scholar] [CrossRef]
- Liu, Y.J.; Xu, Z.; Zhan, J.M.; Li, P.G.; Gao, C. Superb Electrically Conductive Graphene Fibers via Doping Strategy. Adv. Mater. 2016, 28, 7941–7947. [Google Scholar] [CrossRef]
- Kim, S.J.; Shin, D.H.; Choi, Y.S.; Rho, H.; Park, M.; Moon, B.J.; Kim, Y.; Lee, S.K.; Lee, D.S.; Kim, T.W.; et al. Ultrastrong Graphene-Copper Core-Shell Wires for High-Performance Electrical Cables. ACS Nano 2018, 12, 2803–2808. [Google Scholar] [CrossRef] [PubMed]
- Aboutalebi, S.H.; Jalili, R.; Esrafilzadeh, D.; Salari, M.; Gholamvand, Z.; Yamini, S.A.; Konstantinov, K.; Shepherd, R.L.; Chen, J.; Moulton, S.E.; et al. High-Performance Multifunctional Graphene Yarns: Toward Wearable All-Carbon Energy Storage Textiles. ACS Nano 2014, 8, 2456–2466. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.Q.; Zheng, B.N.; Kou, L.; Gopalsamy, K.; Xu, Z.; Gao, C.; Meng, Y.N.; Wei, Z.X. Flexible high performance wet-spun graphene fiber supercapacitors. RSC Adv. 2013, 3, 23957–23962. [Google Scholar] [CrossRef]
- Kulkarni, M.R.; Brady, R.P. A model of global thermal conductivity in laminated carbon/carbon composites. Compos. Sci. Technol. 1997, 57, 277–285. [Google Scholar] [CrossRef]
- Lavin, J.G.; Boyington, D.R.; Lahijani, J.; Nysten, B.; Issi, J.P. The Correlation of Thermal-Conductivity with Electrical-Resistivity in Mesophase Pitch-Based Carbon-Fiber. Carbon 1993, 31, 1001–1002. [Google Scholar] [CrossRef]
- Sun, C.; Zhang, B.; Yang, X.G.; Xu, Z.H.; Song, H.H.; Hua, S.P.; Chen, X.H. Effect of cycle time of in-situ polymerization of naphthalene on the densification and performance of C/C composites. New Carbon Mater. 2012, 27, 49–54. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, S.Y.; Li, H.J.; Kong, J.; Li, W.; Zaman, W. Variation of thermal expansion of carbon/carbon composites from 850 to 2500 °C. Ceram. Int. 2014, 40, 1273–1276. [Google Scholar] [CrossRef]
- Kranjc, M.; Zupanic, A.; Miklavcic, D.; Jarm, T. Numerical analysis and thermographic investigation of induction heating. Int. J. Heat Mass Transf. 2010, 53, 3585–3591. [Google Scholar] [CrossRef]
- Okada, M.; Okuni, T.; Inagaki, M. Operation optimization of superhigh-temperature furnace using graphite heater. Carbon 2018, 139, 700–708. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | σ, S/m | Cp, J/(kg·K) | ρ, kg/m3 | k, W/(m·K) |
|---|---|---|---|---|
| Copper coil | 6 × 107 | 385 | 8960 | 400 |
| Graphene coil | 1.1 × 106 | 710 | 1950 | 150 |
| Copper-Coil Furnace | Graphene-Coil Furnace | |
|---|---|---|
| Total energy consumption, kWh | 3940.22 | 2696.83 |
| Energy for the heater, kWh | 3179.19 | 2288.77 |
| Electromagnetic efficiency, % | 80.69 | 84.87 |
| Thermal efficiency, % | 14.90 | 20.82 |
| Energy efficiency, % | 12.02 | 17.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Zhang, Y.; Chu, X.; Gan, L.; Li, J.; Li, B.; Du, H. Design and Numerical Study of Induction-Heating Graphitization Furnace Based on Graphene Coils. Appl. Sci. 2024, 14, 2528. https://doi.org/10.3390/app14062528
Li R, Zhang Y, Chu X, Gan L, Li J, Li B, Du H. Design and Numerical Study of Induction-Heating Graphitization Furnace Based on Graphene Coils. Applied Sciences. 2024; 14(6):2528. https://doi.org/10.3390/app14062528
Chicago/Turabian StyleLi, Rui, Yuanyuan Zhang, Xiaodong Chu, Lin Gan, Jia Li, Baohua Li, and Hongda Du. 2024. "Design and Numerical Study of Induction-Heating Graphitization Furnace Based on Graphene Coils" Applied Sciences 14, no. 6: 2528. https://doi.org/10.3390/app14062528