
Stability Analysis of the Rapid Heating Multilayer Structure Mold by the Contact Error and Thickness of Layers



Abstract
:1. Introduction
2. Experiment and Methods
2.1. Fabrication of CNT Web Film Heater
2.2. Multilayer Structure Mold
2.3. Optimization of Multilayer Structure Mold
2.4. Numerical Simulation for Multilayer Structure Mold
3. Results
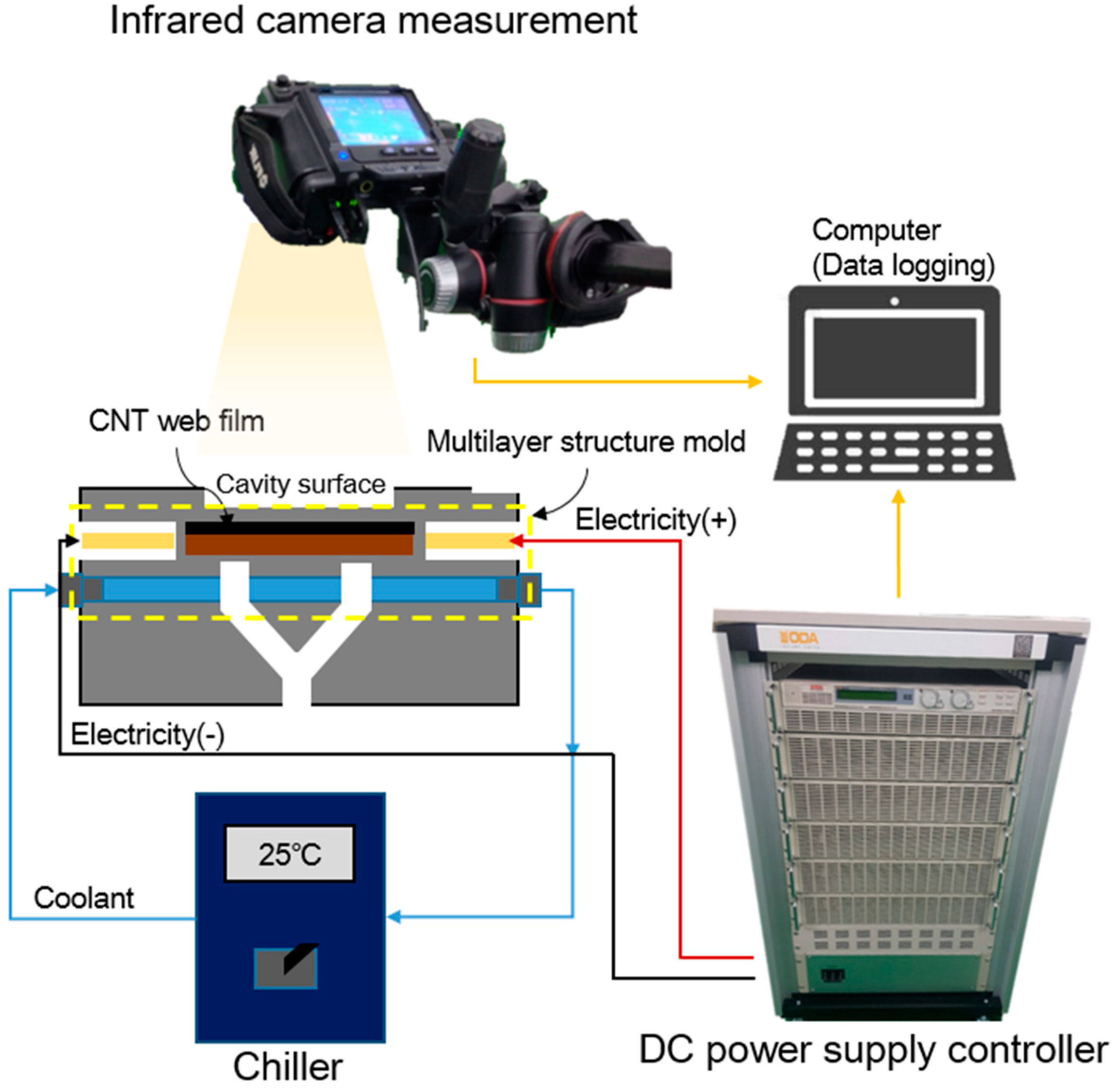
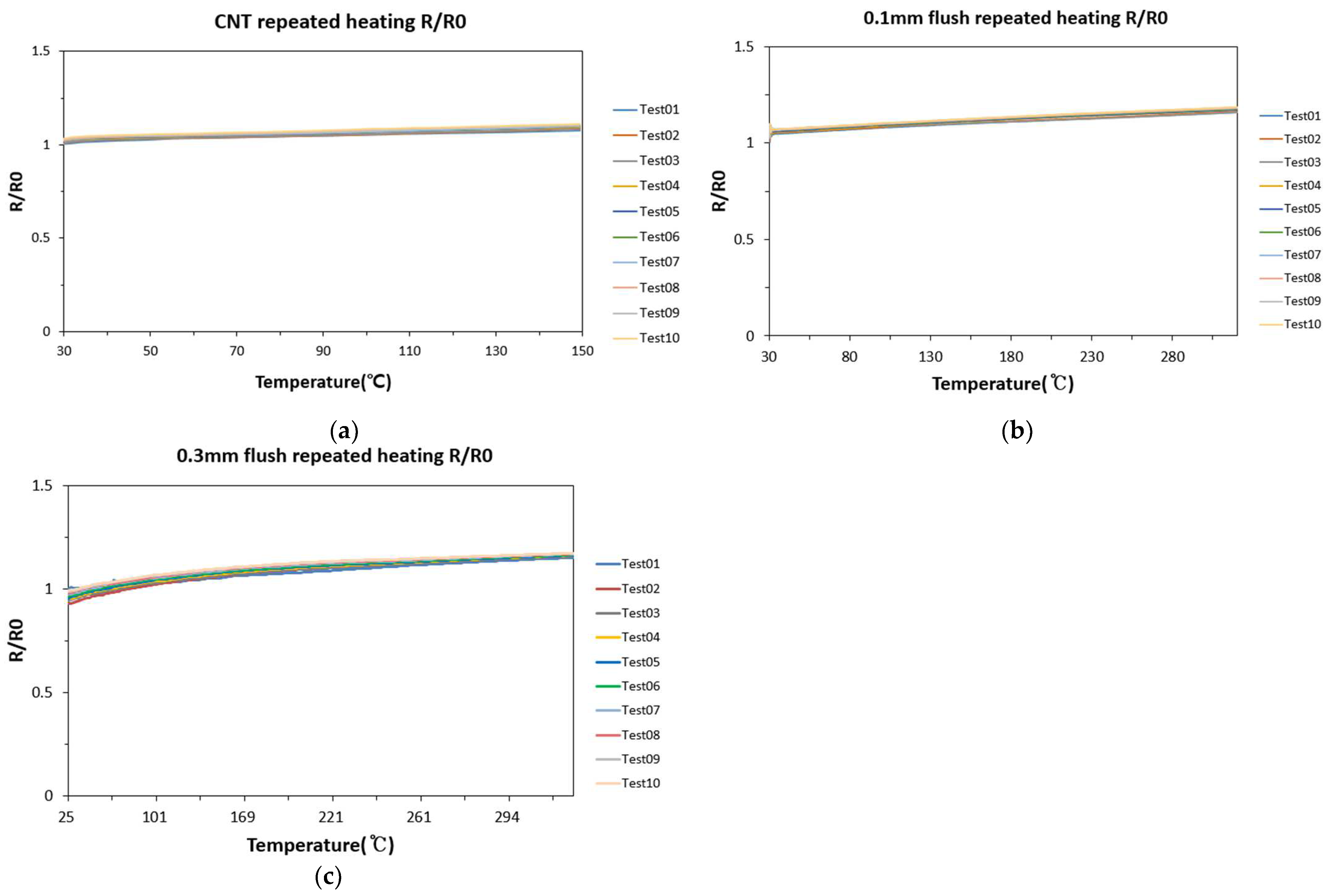
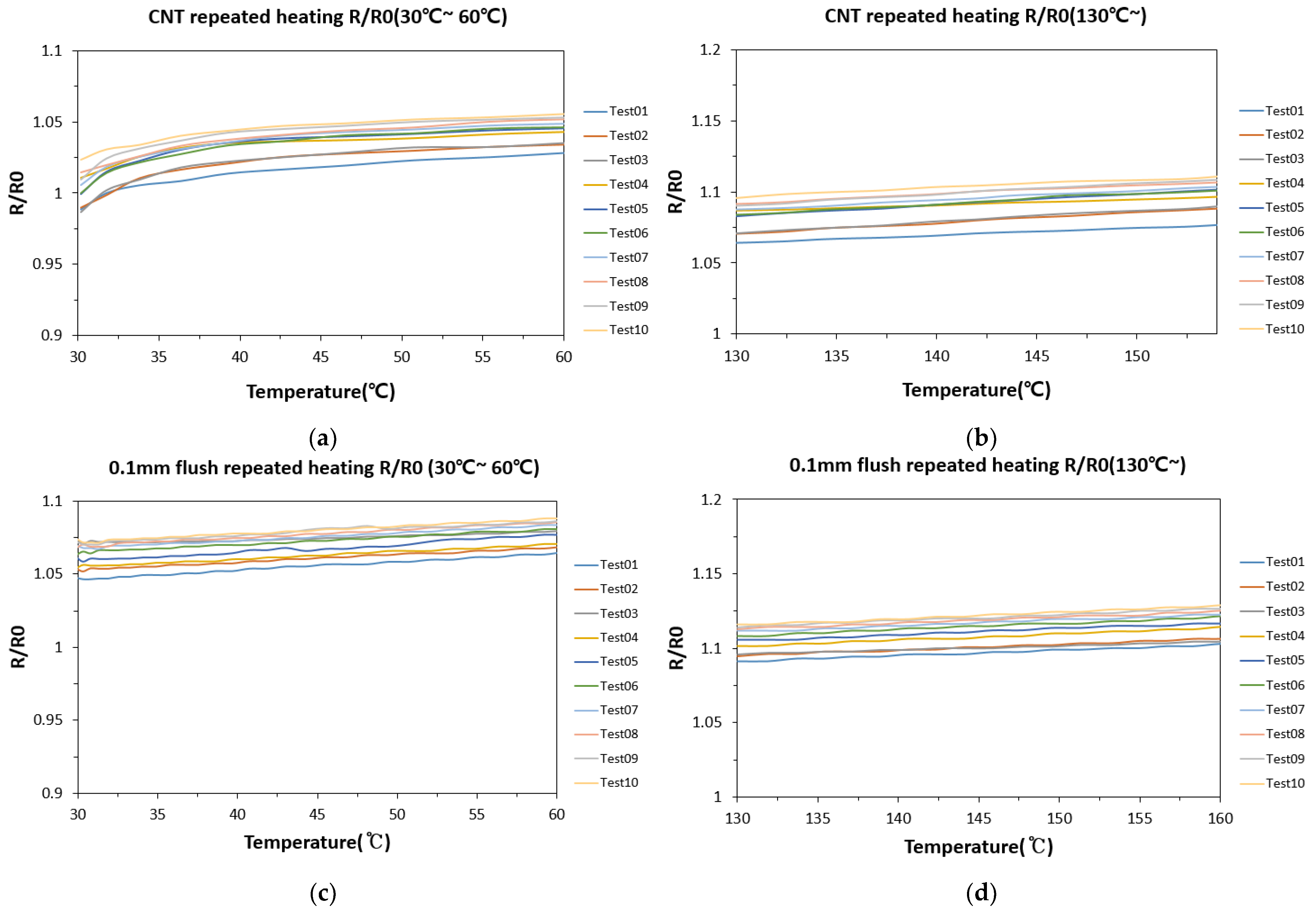
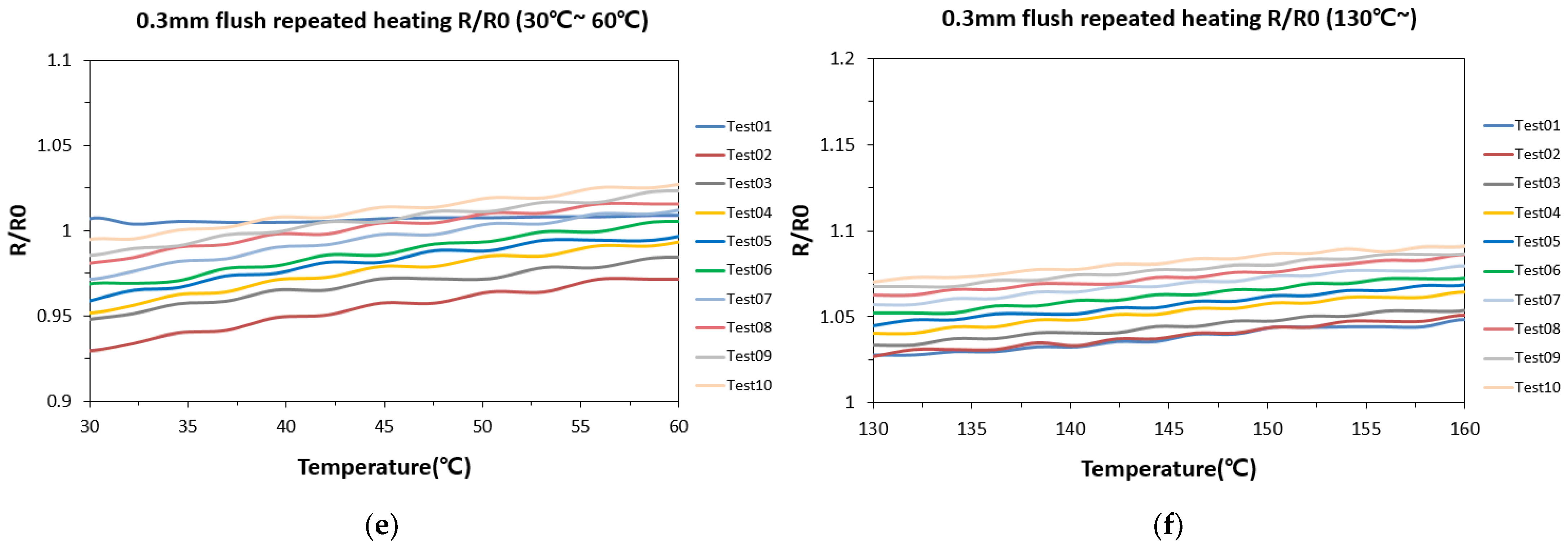
3.1. Flush Mold Heating Test
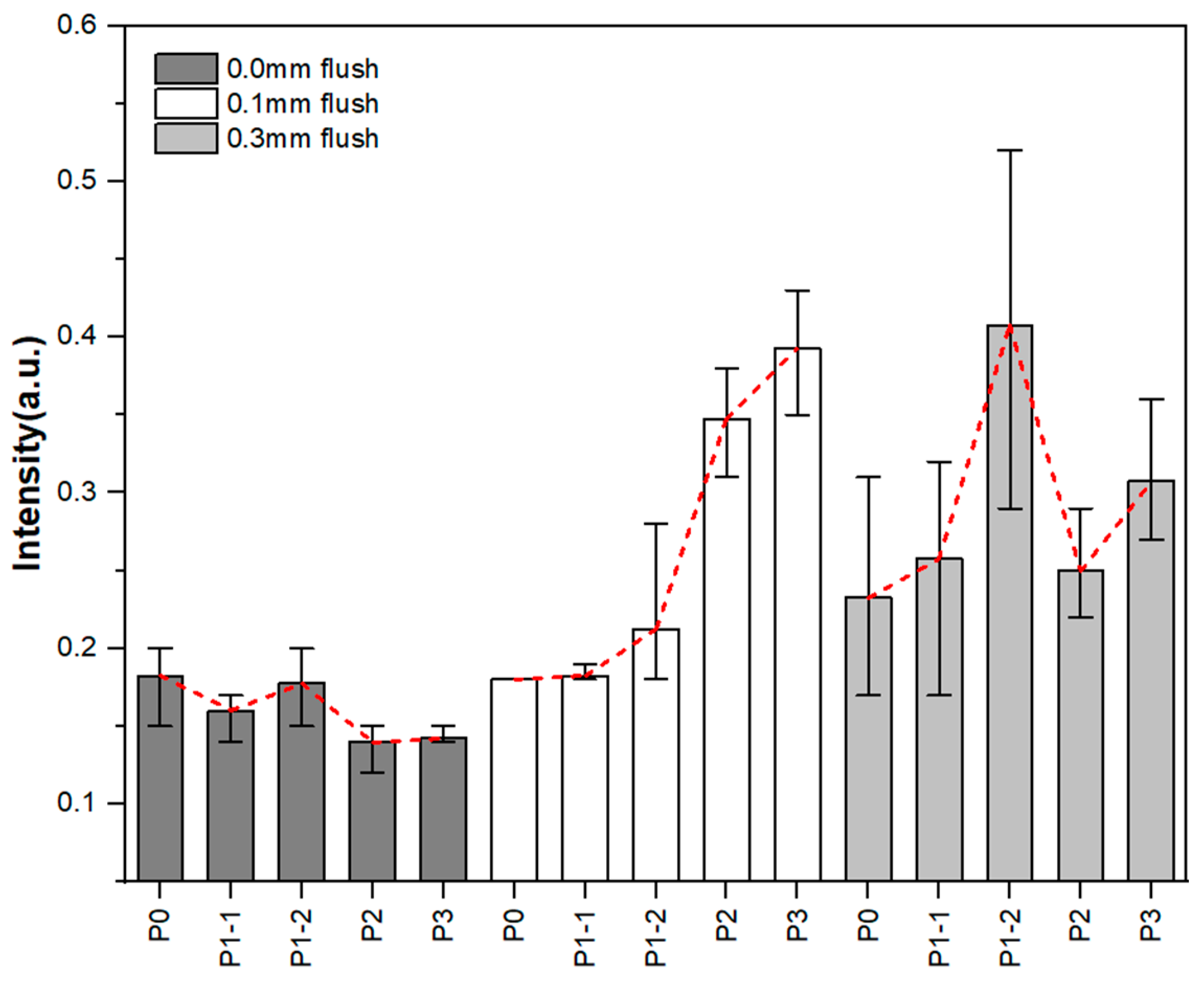
3.2. Raman Spectroscopy Measurements of CNT Web Film
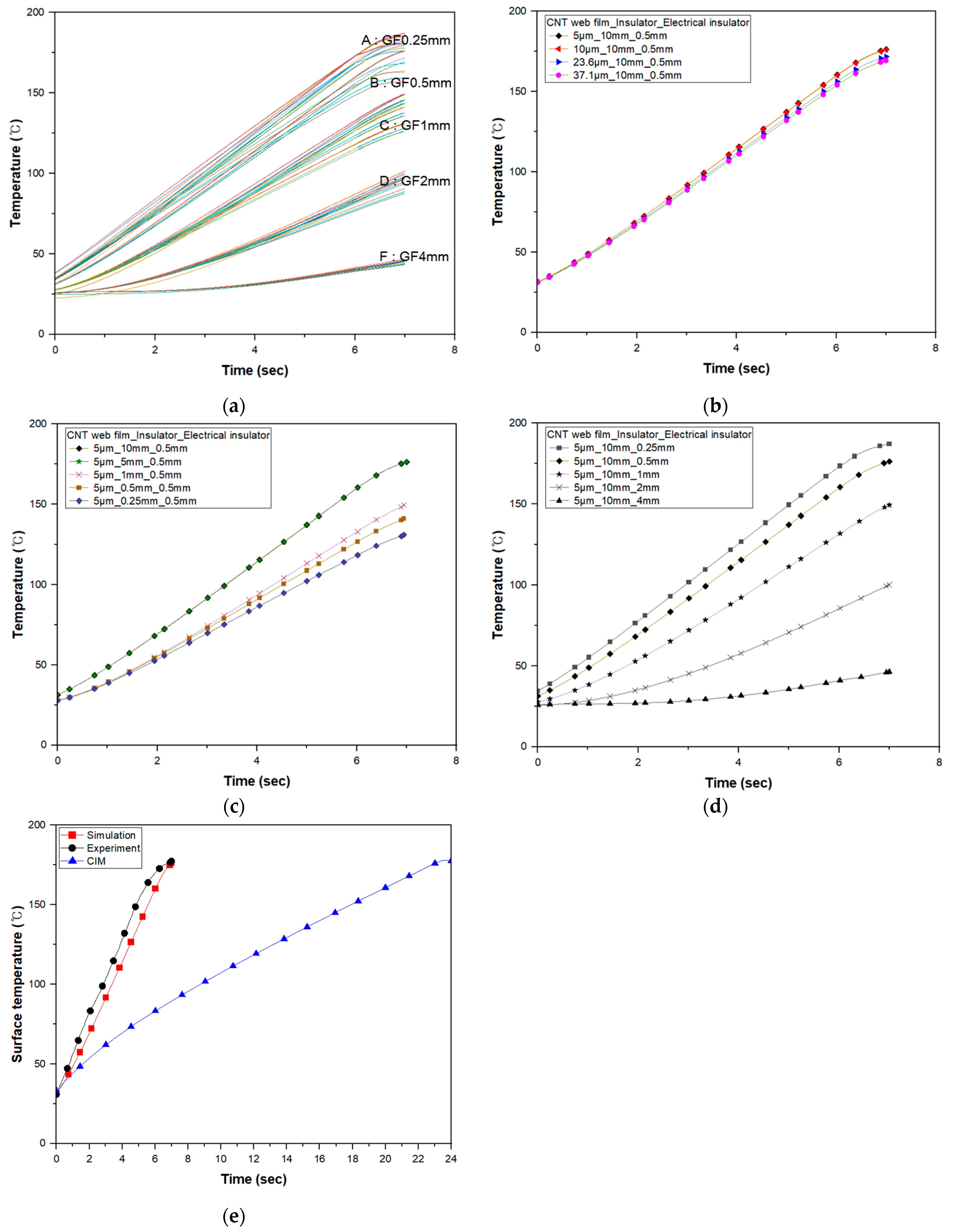
3.3. Heat-Transfer Analysis by the Thickness of Layers
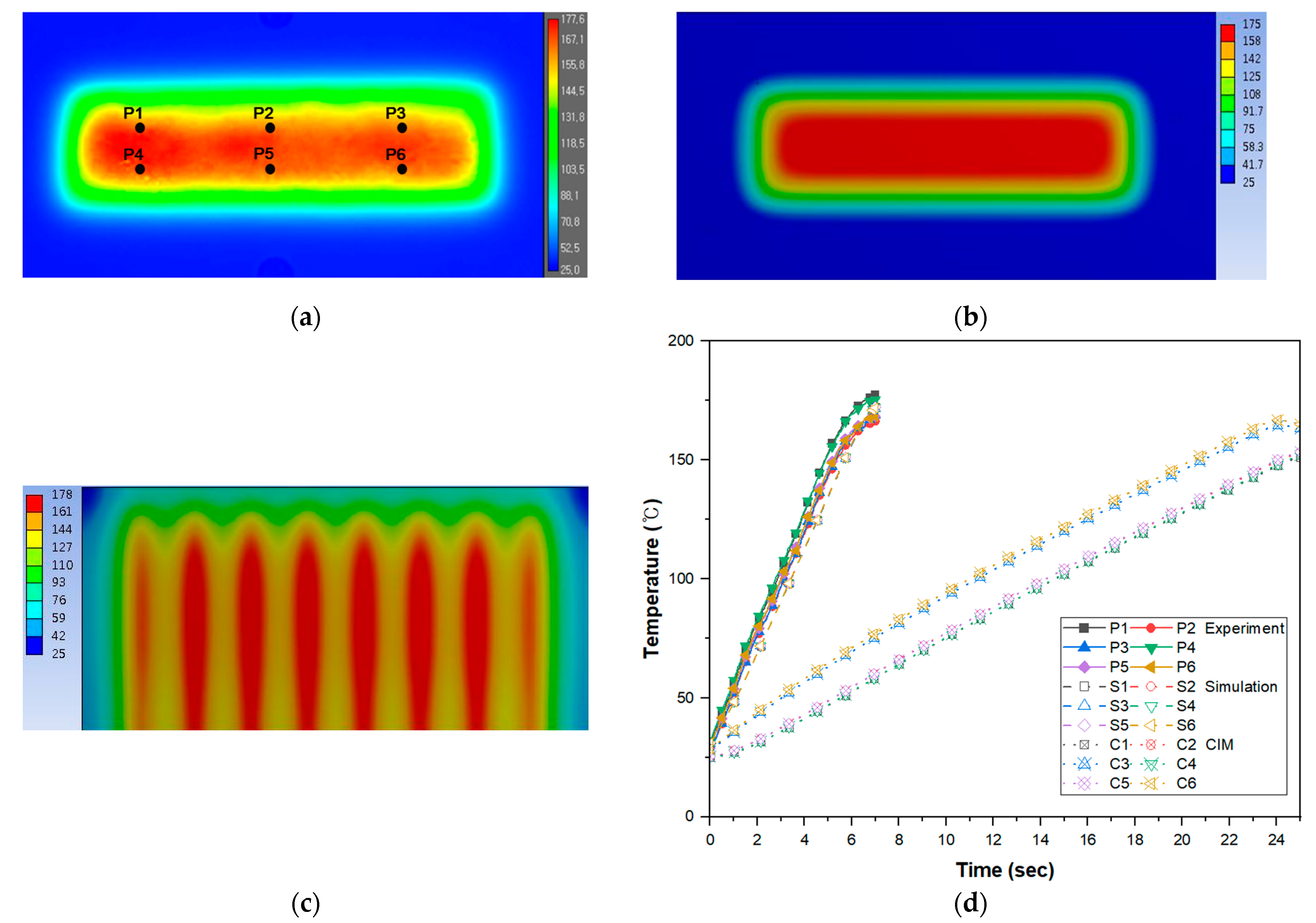
3.4. Surface Temperature Uniformity
4. Conclusions
- (1)
- CNT web film was applied by setting flush of 0 , 0.1 , and 0.3 through a flush test mold, and the damage to CNT web film after heating was measured through changes in resistance and Raman spectroscopy.
- (2)
- When 0.1 flush was applied, the resistance change and peak did not show much difference from the 0 flush sample, confirming that the flush was within the allowable value. However, when applying a 0.3 flush, the resistance change rates in the repeated experiment were highest in the low- and high-temperature ranges, and the peak value of Raman spectroscopy was also highest. It was confirmed that it is inappropriate to apply CNT web film as a heat source in a multilayer structure with a flush of 0.3 or above. As the flush increases, the non-contact area of the CNT web film becomes more extensive, and it is relatively overheated during heating, confirming that the effect of oxidation is more significant than in other areas. For the stable implementation of a rapid heating multilayer structure mold with a CNT web film, it is necessary to design the flush level of the multilayer structure to be less than 0.3 .
- (3)
- Optimization analysis was performed by combining the thicknesses of each material. The thicknesses of the CNT web film were 5 , 10 , 24 , and 37 . Insulator thicknesses were 0.25 , 0.5 , 1 , 5 and 10 . The thicknesses of the electrical insulator were 0.25 , 0.5 , 1 , 2 , and 4 . As a result of the analysis, heat-transfer performance increased as the thickness of the CNT web film and electrical insulator decreased, and heat-transfer performance increased as the thickness of the insulator increased. The heat-transfer performance of the CNT web film converged below 10 , and that of the insulator converged above 5 . Electrical insulators show better performance as they decrease. However, a thickness of at least 0.5 was selected for insulation safety. Heat-transfer performance in the direction of the cavity surface varies depending on the thickness of the insulator to block heat-transfer to the back of the mold and the electrical insulator located between the cavity surface and the CNT web film. The heat flow direction was toward the cavity surface when the electrical insulator was thinner than the insulator. That caused maximum heat-transfer performance to be observed.
- (4)
- When comparing RHCM and CIM using cartridge heaters, the heating performance of the multilayer structure mold (RHCM) was heated more than four times faster than with CIM. The maximum heating rates in the RHCM mold and CIM mold were 21 °C/s and 5 °C/s, respectively. RHCM mold temperature uniformity was also higher by more than 10% for RHCM, with an average of 98% compared to 88% for CIM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, K.; Sohn, D.-H.; Cho, K.-H. Eliminating Weldlines of an Injection-Molded Part with the Aid of High-Frequency Induction Heating. J. Mech. Sci. Technol. 2010, 24, 149–152. [Google Scholar] [CrossRef]
- Wang, G.; Hui, Y.; Lei, Z.; Guoqun, Z. Research on Temperature and Pressure Responses in the Rapid Mold Heating and Cooling Method Based on Annular Cooling Channels and Electric Heating. Int. J. Heat Mass Transf. 2018, 116, 1192–1203. [Google Scholar] [CrossRef]
- Chen, S.-C.; Wang, Y.-C.; Liu, S.-C.; Cin, J.-C. Mold Temperature Variation for Assisting Micro-Molding of DVD Micro-Featured Substrate and Dummy Using Pulsed Cooling. Sens. Actuators A Phys. 2009, 151, 87–93. [Google Scholar] [CrossRef]
- Chen, S.-C.; Jong, W.-R.; Chang, Y.-J.; Chang, J.-A.; Cin, J.-C. Rapid Mold Temperature Variation for Assisting the Micro Injection of High Aspect Ratio Micro-Feature Parts Using Induction Heating Technology. J. Micromech. Microeng. 2006, 16, 1783–1791. [Google Scholar] [CrossRef]
- Huang, M.; Tai, N. Experimental Rapid Surface Heating by Induction for Micro-injection Molding of Light-guided Plates. J. Appl. Polym. Sci. 2009, 113, 1345–1354. [Google Scholar] [CrossRef]
- Chen, S.-C.; Chang, Y.; Chang, Y.-P.; Chen, Y.-C.; Tseng, C.-Y. Effect of Cavity Surface Coating on Mold Temperature Variation and the Quality of Injection Molded Parts. Int. Commun. Heat Mass Transf. 2009, 36, 1030–1035. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Li, H.; Guan, Y. Research of Thermal Response Simulation and Mold Structure Optimization for Rapid Heat Cycle Molding Processes, Respectively, with Steam Heating and Electric Heating. Mater. Des. 2010, 31, 382–395. [Google Scholar] [CrossRef]
- Theilade, U.A.; Hansen, H.N. Surface Microstructure Replication in Injection Molding. Int. J. Adv. Manuf. Technol. 2007, 33, 157–166. [Google Scholar] [CrossRef]
- Chang, P.; Hwang, S. Experimental Investigation of Infrared Rapid Surface Heating for Injection Molding. J. Appl. Polym. Sci. 2006, 102, 3704–3713. [Google Scholar] [CrossRef]
- Menotti, S.; Hansen, H.N.; Bissacco, G.; Calaon, M.; Tang, P.T.; Ravn, C. Injection Molding of Nanopatterned Surfaces in the Sub-Micrometer Range with Induction Heating Aid. Int. J. Adv. Manuf. Technol. 2014, 74, 907–916. [Google Scholar] [CrossRef]
- Chen, S.-C.; Jong, W.-R.; Chang, J.-A. Dynamic Mold Surface Temperature Control Using Induction Heating and Its Effects on the Surface Appearance of Weld Line. J. Appl. Polym. Sci. 2006, 101, 1174–1180. [Google Scholar] [CrossRef]
- Guerrier, P.; Tosello, G.; Nielsen, K.K.; Hattel, J.H. Three-Dimensional Numerical Modeling of an Induction Heated Injection Molding Tool with Flow Visualization. Int. J. Adv. Manuf. Technol. 2016, 85, 643–660. [Google Scholar] [CrossRef]
- Yao, D.; Kimerling, T.E.; Kim, B. High-frequency Proximity Heating for Injection Molding Applications. Polym. Eng. Sci. 2006, 46, 938–945. [Google Scholar] [CrossRef]
- Chen, S.-C.; Chien, R.-D.; Lin, S.-H.; Lin, M.-C.; Chang, J.-A. Feasibility Evaluation of Gas-Assisted Heating for Mold Surface Temperature Control during Injection Molding Process. Int. Commun. Heat. Mass. Transf. 2009, 36, 806–812. [Google Scholar] [CrossRef]
- Yao, D.; Kim, B. Development of Rapid Heating and Cooling Systems for Injection Molding Applications. Polym. Eng. Sci. 2002, 42, 2295–2481. [Google Scholar] [CrossRef]
- Kim, Y.; Choi, Y.; Kang, S. Replication of High Density Optical Disc Using Injection Mold with MEMS Heater. Microsyst. Technol. 2005, 11, 464–469. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Wang, X. Development and Evaluation of a New Rapid Mold Heating and Cooling Method for Rapid Heat Cycle Molding. Int. J. Heat Mass Transf. 2014, 78, 99–111. [Google Scholar] [CrossRef]
- Jeng, M.-C.; Chen, S.-C.; Minh, P.S.; Chang, J.-A.; Chung, C. Rapid Mold Temperature Control in Injection Molding by Using Steam Heating. Int. Commun. Heat Mass Transf. 2010, 37, 1295–1304. [Google Scholar] [CrossRef]
- Lee, J.; Turng, L.-S. Improving Surface Quality of Microcellular Injection Molded Parts through Mold Surface Temperature Manipulation with Thin Film Insulation. Polym. Eng. Sci. 2010, 50, 1281–1289. [Google Scholar] [CrossRef]
- Yang, H.; Yilmaz, G.; Han, G.; Eriten, M.; Zhang, Z.; Yu, S.; Shi, M.; Yan, H.; Yang, W.; Xie, P.; et al. A Quick Response and Tribologically Durable Graphene Heater for Rapid Heat Cycle Molding and Its Applications in Injection Molding. Appl. Therm. Eng. 2020, 167, 114791. [Google Scholar] [CrossRef]
- Li, Y.-L.; Kinloch, I.A.; Windle, A.H. Direct Spinning of Carbon Nanotube Fibers from Chemical Vapor Deposition Synthesis. Science 2004, 304, 276–278. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.W.; Ha, J.H.; Song, H.J.; Park, J.H.; Jeong, Y.J. Rapid and Durable Electric Heating Characteristics of Carbon Nanotube Web Film. Conf. Korean Soc. Precis. Eng. 2020, 1, 799. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Component | Density | Conductivity | Specific Heat | |
|---|---|---|---|---|---|
| NAK80 | Core plate | 7.8 | 41.33 | 0.481 | 2.63 10−5 |
| CNT web film | Heater | 0.41 | (In-plane) 14.65 (Out-of-plane) 600 | 0.716 | 2.49 10−3 |
| C1100 | Bus bar | 8.89 | 390.79 | 0.385 | 1.7 10−8 |
| Glass fiber fabric | Electrical insulator | 1.26 | 1.5 | 0.65 | 1 1025 |
| ISOL600 | Insulator | 1.63 | 0.33 | 0.88 | - |
| Materials | ||
|---|---|---|
| Nak80 | Electric insulator | 2900 |
| Electric insulator | CNT web film | 30,000 |
| CNT web film | Insulator | 1000 |
| Material | ||||||
|---|---|---|---|---|---|---|
| CNT web film | 0.005 | 0.01 | 0.023 | 0.037 | 57 | |
| Insulator | 0.5 | 1 | 2 | 4 | 10 | 57 |
| Electric insulator | 0.25 | 0.5 | 1 | 2 | 4 | 57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, H.; Ko, Y.; Choi, W. Stability Analysis of the Rapid Heating Multilayer Structure Mold by the Contact Error and Thickness of Layers. Appl. Sci. 2024, 14, 2813. https://doi.org/10.3390/app14072813
Lee H, Ko Y, Choi W. Stability Analysis of the Rapid Heating Multilayer Structure Mold by the Contact Error and Thickness of Layers. Applied Sciences. 2024; 14(7):2813. https://doi.org/10.3390/app14072813
Chicago/Turabian StyleLee, Hyeonmin, Youngbae Ko, and Woochun Choi. 2024. "Stability Analysis of the Rapid Heating Multilayer Structure Mold by the Contact Error and Thickness of Layers" Applied Sciences 14, no. 7: 2813. https://doi.org/10.3390/app14072813
APA StyleLee, H., Ko, Y., & Choi, W. (2024). Stability Analysis of the Rapid Heating Multilayer Structure Mold by the Contact Error and Thickness of Layers. Applied Sciences, 14(7), 2813. https://doi.org/10.3390/app14072813