Featured Application
The results of this work may be used for the development of methods for processing complex mineral raw materials containing different valuable metals.
Abstract
The possibility of applying the complex hydrometallurgical approach, which includes stages of alkaline sulfide leaching (ASL) and ferric leaching, for copper and zinc extraction from substandard sulfide concentrates containing chalcopyrite, tennantite, sphalerite, and pyrite was studied. Ferric leaching was performed under different conditions (temperature, Fe3+ concentrations, pulp densities). It was shown that Cu and Zn extraction increased when temperature was increased from 50 to 90 °C, while increasing Fe3+ concentration from 5 to 20 g/L did not lead to an increase in metal extraction. Sulfide leaching pretreatment led to the destruction of tennantite and elimination of arsenic from the concentrates, which, in turn, allowed higher copper extraction to be achieved during the ferric leaching. Thus, it was shown that two-stage leaching including the stages of sulfide leaching and ferric leaching may be successfully used for copper and zinc extraction from substandard sulfide concentrates as sulfide leaching allows tennantite disruption and increased copper leaching. Thus, a novel combined approach based on known hydrometallurgical techniques was developed, and it may be used for the treatment of specific mineral raw materials (copper concentrates containing tennantite with high As and Zn contents).
1. Introduction
Most global copper production is carried out by processing sulfide ores by means of flotation to produce copper concentrates and their processing in pyrometallurgical plants [1,2,3], which results in environmentally harmful SO2 emission [4,5,6]. Another issue for pyrometallurgical processing of sulfide concentrates is the presence of some impurities in the concentrates. The presence of toxic volatile elements such as As, Sb, Pb, Hg, and Bi in copper concentrates increases harmful environmental effects and affects the quality of refined copper [7,8,9,10]. This leads to the need to use multi-stage process flows that selectively remove toxic impurities and gas purification systems that prevent toxic elements from entering the atmosphere. For example, copper concentrates containing arsenopyrite (FeAsS), enargite (Cu3AsS4), or tennantite (Cu12As4S13) should be pre-roasted to remove arsenic, which then passes into the gas phase in the form of arsenic oxides, which can then be captured by gas purification systems [9,11].
Hydrometallurgical technologies constitute an approach that allows us to avoid some problems of pyrometallurgical treatment, for example, processing low-grade ores and substandard concentrates [3,9,12,13]. Among the technologies that have been applied in practice, there are acid leaching, autoclave leaching, bioleaching, and atmospheric leaching using various oxidants (oxygen, Fe3+ ions), which can be used for raw materials with complex mineral compositions [3,9,12,13,14,15,16].
Atmospheric leaching with different oxidizers (oxygen, ferric iron ions) can be used to process non-ferrous metal ores and concentrates, as demonstrated both by laboratory-scale studies and industrial practice. Ferric sulfate is an oxidizing agent successfully used for leaching sulfide mineral raw materials [17,18,19], including in copper extraction [12,13,14,20,21]. For example, atmospheric leaching with Fe3+ ions at 80 °C has been used to extract copper from concentrates containing pyrite, covellite, enargite, and chalcopyrite at an industrial scale in Laos [13,22]. In this case, atmospheric leaching allows the extraction of the bulk of copper from the concentrate in a pregnant leach solution (PLS). The process involves oxidizing copper minerals with a strong oxidizing agent, Fe3+, while the solid residue is oxidized under pressure to produce sulfuric acid and ferric sulfate from pyrite. These products are then used as leaching agents for atmospheric leaching. At the Las Cruces deposit (Spain), ferric sulfate leaching at 90 °C for 8 h is used to extract copper from sulfide ore [13,20,23,24]. Therefore, there are examples of the successful application of chemical leaching using ferric sulfate as an oxidizing agent. This method therefore holds promise for further study and application in the treatment of various ores and concentrates with different mineral compositions.
It has been shown that the presence of Fe3+ ions promotes the leaching of enargite, tennantite, and tetrahedrite [25,26,27], and the rate of leaching depends on the temperature and concentration of Fe3+ ions. The review [28] summarizes the results of several experimental studies on the leaching of enargite and other sulfide minerals using ferric sulfate solutions. Different authors have ranked copper sulfide minerals based on their resistance to leaching by Fe3+ ions. Although the ranking results varied, it is worth noting that enargite has been found to be more resistant to leaching than most copper sulfide minerals. Its leaching rate depends on the redox potential (ORP) of the medium, which is determined by the Fe3+/Fe2+ ion ratio. In [29], enargite leaching in the presence of pyrite was studied. It was found that the rate of enargite leaching in ferric sulfate solution depends on the presence of pyrite, with the leaching rate increasing as the ratio of pyrite to enargite in the mixture increases. In [30], the process of bioleaching of enargite and tennantite in the presence of iron sulfate, which was added to the medium, was studied. It was found that when using a medium with an additional amount of iron ions, bioleaching was faster than when no iron sulfate was added to the medium.
Thus, the analysis of literature data suggests that methods based on various oxidative leaching processes of sulfide minerals, such as bioleaching, autoclave oxidation, and leaching in solutions of iron (III) salts, can be used to extract copper from ores and concentrates that contain enargite and tennantite. However, there are some challenges that need to be addressed in order to further develop and implement these techniques. One of these challenges is the need to find ways to increase the rate of the leaching process.
At the same time, there are hydrometallurgical methods that allow extracting only unwanted impurities from concentrates, such as arsenic and antimony, leaving valuable metals in the solid phase [8,9,11,28,31]. An example of these methods is alkaline sulfide leaching (ASL), which is carried out using alkaline solutions of sodium sulfide at temperatures of 80–90 °C [8,9,11,28]. The sulfide leaching process involves the destruction of certain sulfide minerals and the extraction of elements, such as arsenic and antimony, into a liquid phase, while copper remains in the solid state. The destruction of sulfide minerals during ASL occurs according to the following equations [32]:
2Cu3AsS4 + 3Na2S → 3Cu2S (solid) + 2Na3AsS4 (liquid)
Cu12As4S13 + 6Na2S → 5Cu2S (solid) + 2CuS (solid) + 4Na3AsS3 (liquid)
Cu12Sb4S13 + 6Na2S → 5Cu2S (solid) + 2CuS (solid) + 4Na3SbS3 (liquid)
Thus, arsenic is extracted into a solution in the form of thioarsenite or thioarsenate, and antimony is extracted in the form of thioantimonite. Copper, on the other hand, remains in the solid phase as copper sulfides CuS and Cu2S. The process of sulfide leaching of copper concentrates that contain arsenic and/or antimony has been the subject of a large number of experimental studies [33,34,35,36,37,38] and has been summarized in several reviews [8,9,11,28]. It has been shown that ASL of copper concentrates is efficient at temperatures above 80 °C and concentrations of sulfide ions and sodium hydroxide of 1–4 M. This process typically allows more than 90% of arsenic and antimony to be removed from the concentrate within a few hours. The solid product obtained after ASL is a sulfide concentrate, in which residual content of arsenic and/or antimony allows it to be processed further through pyrometallurgy. Thioarsenate can be precipitated from the solution by cooling and treating with sulfuric acid to obtain As2S3 or As2S5 and regenerate H2S for sulfide recycling [11]. Despite the fact that sulfide leaching technology has limited application, there have been examples of its successful use on an industrial scale in several plants [6,11,39].
Thus, sulfide leaching is a technique that can be successfully implemented on an industrial scale and ensures the removal of arsenic from processed materials in a relatively short period of time, which leads to high productivity. The benefit of this technique is that it does not necessitate high pressure, allowing for the use of less complex equipment compared to, for instance, autoclave leaching.
It should be noted that during the process of sulfide leaching, minerals such as enargite and tennantite, which are relatively resistant to oxidative leaching, are converted into sulfides CuS and Cu2S, which are less resistant to further leaching [28,40]. At the same time, ASL ensures the removal of only certain elements, such as arsenic and antimony, from copper concentrates. However, a problem is also presented by the excessive content of other elements, such as zinc, in these concentrates. Additionally, it is not possible to obtain concentrates with a high copper content from certain low-grade ores [8,41]. Due to the fine dispersion of minerals in polymetallic ores, such as copper–zinc, as well as the fine intergrowth of copper and zinc minerals with pyrite, the challenge of processing polymetallic ores to obtain high-quality non-ferrous metal concentrates is significant. The concentrates obtained from these ores may not meet current standards [42]. It has been demonstrated that oxidative leaching, including bioleaching, H2O2, nitric acid, and ferric leaching, can successfully be applied to the treatment of polymetallic copper–zinc concentrates that do not meet the standards for pyrometallurgical processing [14,43,44,45,46]. One of the challenges in applying oxidative leaching to polymetallic copper–zinc concentrates is that many copper sulfide minerals, such as chalcopyrite and tennantite, are resistant to oxidative leaching [47,48,49,50,51,52]. For example, a study [47] showed that during the bioleaching of a concentrate containing tennantite, similar to the concentrates used in the present study, the amount of As and tennantite in the bioleaching residues increased compared to the initial concentrate. It has been demonstrated that tennantite is comparatively resistant to oxidative leaching. However, additional efforts are needed to solve the issue of treating tennantite-containing concentrates. Therefore, the development of integrated process flows that will enable the efficient processing of sulfide concentrates with complex mineral compositions at a faster rate than currently known processes could be promising.
The aim of this work was to study the process of ferric leaching of polymetallic copper concentrates with a high content of zinc and arsenic under different conditions in order to determine the effects of temperature, retention time, ferric ion concentration, pulp density, and alkaline sulfide leaching (ASL) pretreatment on the extraction of copper and zinc.
2. Materials and Methods
Two concentrates containing pyrite, chalcopyrite, tennantite, and sphalerite, as well as products of their ASL treatment, were used in this study (Table 1 and Figure S1).

Table 1.
Main element content in the concentrate.
In our previous works [49,50], the concentrates were treated using ASL under the following conditions: temperature 95 °C, solid-to-liquid ratio of 1:5, residence time of 6 h, NaOH concentration of 3.5 M, and Na2S concentration of 1.5 M. ASL made it possible to eliminate tennantite and remove up to 80% of As.
To extract copper and zinc, we performed leaching experiments on a laboratory-scale setup. The setup consisted of 300 mL laboratory glass beakers submerged in a TW-2.03 circulating water bath (Elmi, Riga, Latvia) and RW20 Digital overhead stirrers (IKA, Staufen, Germany). The working volume of the leach solution was 200 mL. We poured the leach solution into the glasses, then set the required temperature. After the required temperature was reached, weighed portions of concentrates or ASL residues were added to the glasses.
Leaching experiments were conducted under the following conditions: temperatures of 50, 65, 80, and 90 °C, duration of 5 h, ferric sulfate concentrations of 25, 50, 100 g/L, pulp density (solid content, w/v%) of 1 and 10%.
Most of the experiments were performed at a low pulp density (1%) in order to facilitate the analysis of the effects of temperature and ferric sulfate concentration under controlled laboratory conditions and to minimize interferences associated with high solid loads.
As numerous studies have shown that ferric leaching should be carried out at high temperatures (80–90 °C) [22,23,24], and temperature affects the leaching of sulfide minerals [18,19,22,23,24], we performed experiments over a wide range of temperatures to determine its impact on Cu and Zn leaching. Since metal leaching occurs due to the interaction of sulfide minerals with an oxidant (Fe3+), we used several concentrations of ferric sulfate. To support the results obtained with low pulp density, we increased it to 10%.
Ferrix-3 regent (I-Chemical, Moscow, Russia) was used to prepare ferric sulfate solution. Ferric sulfate concentrations were 25, 50, and 100 g/L, which correspond to Fe3+ concentrations ~5, 10, and 20 g/L, respectively.
Liquid-phase samples were taken every hour. In the liquid-phase samples, pH was determined using a pH-150MI pH meter (Izmeritelnaya tekhnika, Moscow, Russia), ferrous and ferric iron ion concentrations was determined spectrophotometrically with the rhodanide method at 475 nm [53] using a PE-5400UI spectrophotometer (Ecroshim, Saint-Petersburg, Russia), and copper and zinc concentrations were determined using a PerkinElmer 3100 flame atomic absorption spectrometer (PerkinElmer, Waltham, MA, USA). Cu and Zn leaching from concentrate and ASL leaching residue were calculated by the concentration of these elements in the liquid phase according the Equation (1):
where Me is copper or zinc.
Solid residues were separated after the leaching by filtration using an N 840.3 FT. 18 vacuum pump (KNF, Freiburg, Germany) and dried at 70 °C using a Binder FD53 thermostat (Binder GmbH, Tuttlingen, Germany).
3. Results
The results of the experiments on the effects of temperature on the leaching of copper and zinc from concentrate 1 and ASL 1 are shown in Figure 1, Figure 2 and Figure 3.
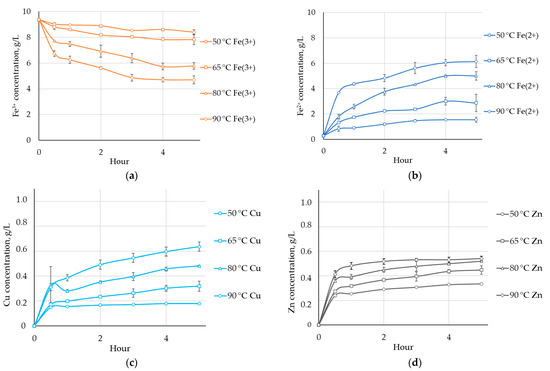
Figure 1.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of copper–zinc concentrate 1 at different temperatures (pulp density 1%, initial Fe3+ concentration 10 g/L).
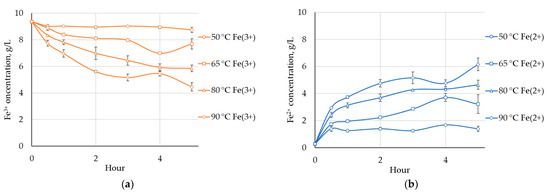
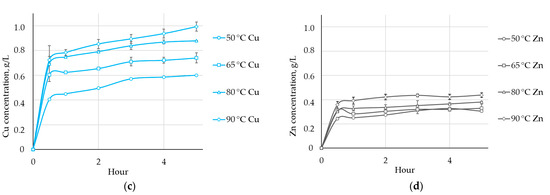
Figure 2.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of ASL residue 1 at different temperatures (pulp density 1%, initial Fe3+ concentration 10 g/L).
Figure 3.
Copper and zinc extraction during the leaching of copper–zinc concentrate 1 and ASL residue 1 at different temperatures (pulp density 1%, initial Fe3+ concentration 10 g/L). Blue bars—Cu; grey bars—Zn.
In the case of concentrate 1 leaching, temperature affected both copper and zinc leaching (Figure 1c,d). After 5 h of leaching at 90 °C, copper concentration in the pregnant solution was 3.5 times higher than that achieved at 50 °C. At the same time, zinc concentrations achieved at 50 and 90 °C differed by 1.6 times. Leaching was accompanied by a reduction of ferric ions, Fe3+, and the formation of Fe2+ (Figure 1a,b). The rates of ferric iron reduction and ferrous iron formation increased with increasing temperature, and 10 to 49% of Fe3+ ions were reduced.
In the case of ASL residue 1, temperature also affected copper and zinc leaching (Figure 2c,d). After 5 h of leaching at 90 °C, copper concentration in the pregnant solution was 1.6 times higher than that achieved at 50 °C. Zinc leaching did not differ significantly at 50 and 65 °C (zinc concentrations after 5 h of leaching were 0.31 and 0.32 g/L, respectively). However, at 90 °C, Zn concentration was 1.4 times higher (0.43 g/L). At 50 °C, 6% of ferric ions were reduced, whereas at 90 °C, approximately 50% of ferric iron was reduced.
In both cases, the temperature had a more significant effect on copper leaching, while Zn leaching was less affected by increased temperature. Copper concentrations were 1.6 times higher in the experiment with ASL residue 1, while maximum Zn concentrations were 1.25 times lower than in experiments with concentrate 1.
Thus, copper leaching was significantly higher in experiments with ASL residue (35% and 56% of copper were leached from the concentrate and ASL residue 1, respectively). At the same time, Zn leaching from the concentrate and ASL residue 1 achieved 87 and 68%, respectively.
In both cases, the extraction of copper and zinc increased as the temperature increased and reached a maximum at 90 °C. Therefore, subsequent experiments were conducted at 90 °C.
Despite the fact that copper and zinc leaching was accompanied by ferric iron reduction and ferrous iron formation, there was no increase in copper and zinc leaching due to differences in initial ferric iron concentrations (5, 10, and 20 g/L) (Figure 4, Figure 5 and Figure 6). It should be noted that in experiments with different initial ferric iron concentrations, the rates of ferric iron reduction were similar (Figure 4a,b and Figure 5a,b). The patterns of copper and zinc leaching observed in the experiments with different initial ferric iron concentrations were similar to those in the experiments conducted at different temperatures. Copper leaching was greater in the experiments using ASL residue 1, whereas zinc extraction was greater in the experiments employing concentrate 1.
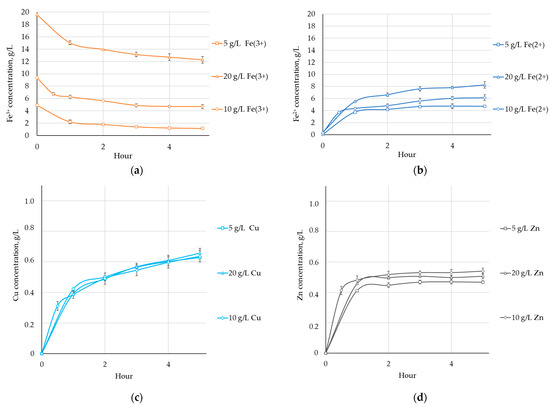
Figure 4.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of copper–zinc concentrate 1 at different Fe3+ concentrations (pulp density 1%, temperature 90 °C).

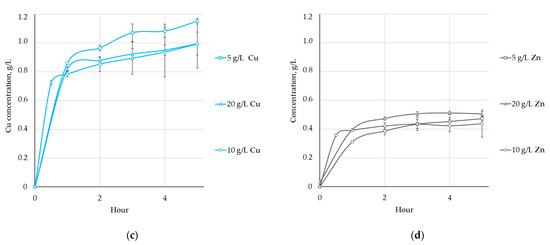
Figure 5.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of ASL residue 1 at different Fe3+ concentrations (pulp density 1%, temperature 90 °C).
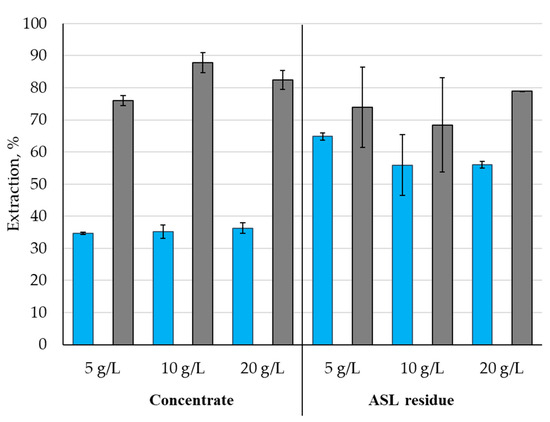
Figure 6.
Copper and zinc extraction during the leaching of copper–zinc concentrate 1 and ASL residue 1 at different Fe3+ concentrations (pulp density 1%, temperature 90 °C). Blue bars—Cu; grey bars—Zn.
Figure 7, Figure 8 and Figure 9 show the results of the experiments performed at pulp densities of 1% and 10%. The experiments at a pulp density of 10% were performed in two stages. After the leaching in the first stage, the solid residue was separated from the PLS using filtration and dried. The leaching residue was then repeatedly leached with a fresh leach solution in the second stage. Copper concentration during the leaching process at higher pulp density (first stage) was 3.6 times higher than at a 1% pulp density. During the second stage, copper concentration was 1.8 times higher than at a pulp density of 1%. A similar pattern was observed for zinc leaching (5.5 and 2.6 times, respectively) (Figure 7c,d). The rates of ferric iron reduction and ferrous iron formation were higher at a pulp density of 10% (Figure 7a,b).
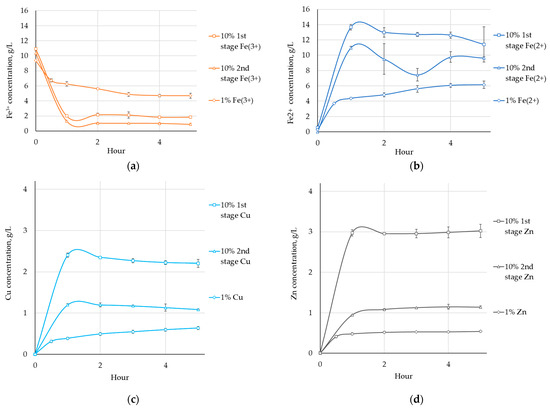
Figure 7.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of copper–zinc concentrate 1 at different pulp densities (initial Fe3+ concentration 10 g/L, temperature 90 °C).
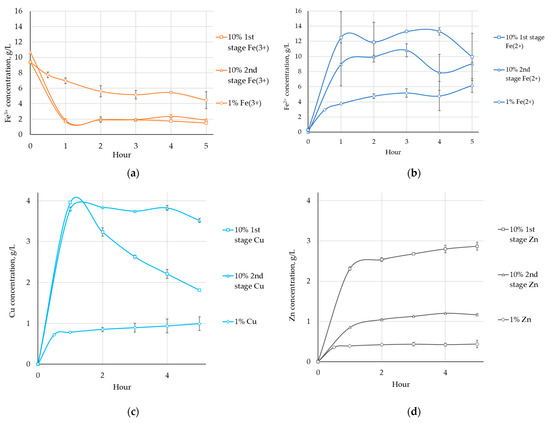
Figure 8.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of ASL residue 1 at different pulp densities (initial Fe3+ concentration 10 g/L, temperature 90 °C).
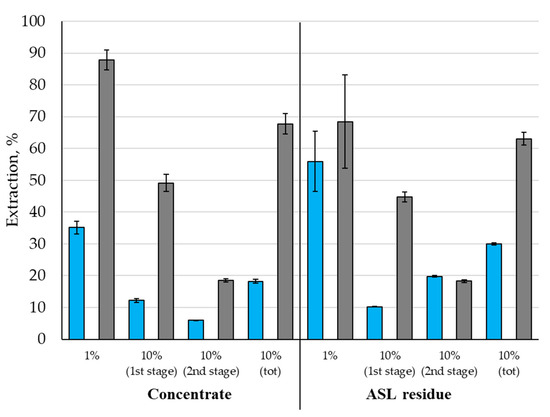
Figure 9.
Copper and zinc extraction during the leaching of copper–zinc concentrate 1 and ASL residue 1 at different pulp densities (initial Fe3+ concentration 10 g/L, temperature 90 °C). Blue bars—Cu; grey bars—Zn.
Similar patterns were observed in the experiment with ASL residue 1 (Figure 8). At higher pulp density, ferric iron reduction and ferrous iron formation rates were higher (Figure 8a,b). Zinc concentrations during the first and second stages of the leaching were 6.6 and 2.7 times higher than those at 1% pulp density (Figure 8d). Zinc concentrations were slightly lower in the experiment with ASL residue 1 than in the experiment with concentrate 1.
Although copper concentrations reached in the experiment with ASL residue 1 at 10% pulp density were higher than those achieved at 1% pulp density and in the experiments with concentrate 1, the maximum concentrations occurred after 1 h of the leaching (3.9 and 3.8 g/L in the first and second stage, respectively). Subsequently, copper concentrations decreased to 1.7 and 3.5 g/L (Figure 8c), respectively.
The total copper and zinc extraction after two stages of the leaching at a 10% pulp density was lower than that obtained at a 1% pulp density. However, it was shown that the concentrate and ASL residue can be successfully leached through multiple stages of leaching to improve metal extraction.
It was shown that during the first hour of leaching, the rates of Fe3+ reduction and Cu and Zn extraction were high. After the first hour of leaching, Fe3+ concentration remained constant, and further Cu/Zn extraction did not occur. Thus, higher pulp density led to faster Fe3+ consumption, which, in turn, led to a decrease in Cu and Zn extraction rates. Therefore, achieving high Cu and Zn extraction may require a certain Fe3+ concentration.
Experiments with concentrate 2 and ASL residue 2 were performed at 90 °C with the leach solution containing about 10 g/L at pulp densities of 1% and 10%. Concentrate 2 and ASL residue 2 contained less copper and more zinc compared to concentrate 1 and ASL residue 1. Accordingly, copper concentrations in the experiments with concentrate 2 and ASL residue 2 were lower than those achieved in the experiments with concentrate 1. At the same time, similar trends were observed in all experiments (Figure 10, Figure 11 and Figure 12). Copper extraction was higher in the experiment with ASL residue in comparison to the concentrate (Figure 10c and Figure 11c).
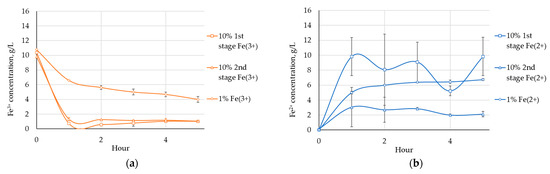
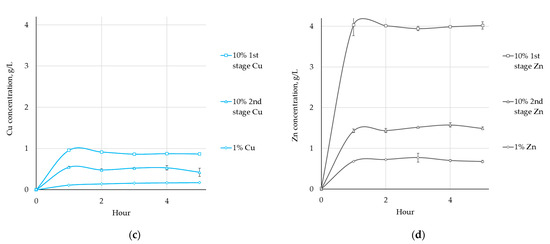
Figure 10.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of copper–zinc concentrate 2 at different pulp densities (initial Fe3+ concentration 10 g/L, temperature 90 °C).
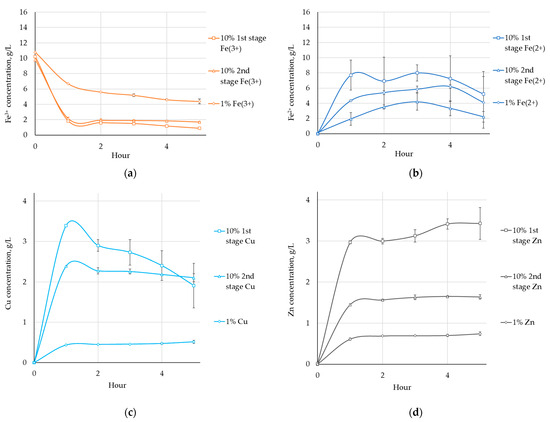
Figure 11.
Concentrations of Fe3+ (a) and Fe2+ (b) ions, copper (c), and zinc (d) during the leaching of ASL residue 2 at different pulp densities (initial Fe3+ concentration 10 g/L, temperature 90 °C).
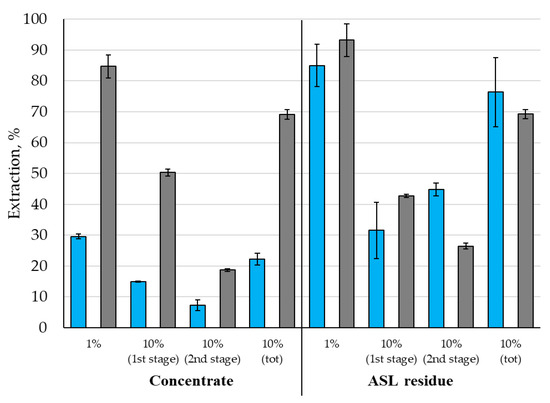
Figure 12.
Copper and zinc extraction during the leaching of copper–zinc concentrate 1 and ASL residue 2 at different pulp densities (initial Fe3+ concentration 10 g/L, temperature 90 °C). Blue bars—Cu; grey bars—Zn.
The concentration of copper was several times higher in the experiment with ASL residue 2 in all cases. At the same time, with a higher pulp density, the maximum copper concentrations were reached after 1 h of leaching, and then copper concentrations decreased.
In contrast to concentrate 1 and ASL residue 1, in the experiments with concentrate 2 and ASL residue 2, the final zinc extraction values were similar in the experiments with the concentrate and ASL residue. However, copper extraction values were almost 3 times higher when leaching ASL residue.
The effect of pulp density observed during the leaching of concentrate 2 and ASL residue 2 was similar to that observed during the leaching of concentrate 1 and ASL residue 1. During the first hour of leaching, the rates of Fe3+ reduction and Cu and Zn extraction were high. However, after the first hour of leaching, Fe3+ exhaustion led to a decrease in the rate of further metal extraction. Therefore, in the experiment with concentrate 2, copper and zinc concentrations remained relatively stable after the first hour. In contrast, in the case of ASL residue 2, copper concentrations decreased slightly and zinc concentrations increased slightly over time.
4. Discussion
The results of the present study allow us to determine some patterns that affect the leaching of copper and zinc from substandard concentrates, which are characterized by a comparatively low copper content, a high zinc content, and the presence of a harmful impurity (arsenic) in the copper-bearing mineral (tennantite).
The patterns of metal leaching observed in the present work correspond to those previously reported. An increase in temperature from 50 to 90 °C accelerated the leaching rates of both Cu and Zn. The temperature dependence of copper and zinc extraction during oxidative leaching is a well-known fact. For example, it has been shown that the extraction of copper from chalcopyrite depends on temperature during bioleaching [54,55], as well as ferric leaching [51,56]. The extraction of Zn from sphalerite also depends on the temperature [18,19,51]. In this study, we found that the maximum extraction of copper and zinc was achieved during leaching at the highest temperature (90 °C). This can be explained by the known properties of copper and zinc sulfide minerals.
At the same time, in all experiments, zinc extraction was greater than copper extraction. This can be explained by the different behavior of sphalerite and copper minerals during leaching. Copper minerals such as chalcopyrite, tennantite, and enargite are more refractory to oxidative leaching compared to sphalerite [19,46,47,51].
In our previous works, we demonstrated that ASL pretreatment allows us to enhance copper extraction from concentrates containing tennantite [49,50]. In the present work, we have shown that ASL pretreatment can also increase copper recovery from tennantite-containing concentrates during ferric leaching. Both ASL and ferric leaching processes can be successfully scaled up for industrial use [22,24,39], and a combined hydrometallurgical approach incorporating these two processes could be developed for commercialization. Based on our laboratory-scale results, this two-step leaching process appears to be promising for substandard concentrates.
The comparison of the results obtained with those of continuous bioleaching tests [47,50] suggests that ferric leaching may lead to a higher extraction rate compared to bioleaching (Table 2). Leaching with ferric sulfate for several hours yielded comparable Cu and Zn extraction rates to those achieved through continuous bioleaching, which had a residence time of 10 days.
Table 2.
Comparison of the results of the present study with the bioleaching of tennantite-containing concentrates.
The potential disadvantage of the ferric leaching proposed in the present work is the comparatively high consumption of ferric sulfate. At the same time, in our previous work, we demonstrated that ferric solutions may be obtained from some mining wastes (flotation tailings) [57]. It was shown that ferric solutions may be obtained by simple and fast water or sulfuric acid leaching of old flotation wastes [57]. Another approach to avoid high consumption of ferric sulfate may include chemical [22] or biological oxidation [19,51], but these methods require additional equipment, reagents, and energy consumption.
During the leaching of ASL residues, copper concentrations were found to be highest after 1 h of leaching (Figure 8 and Figure 11). After this time, Cu concentration began to decrease. Based on the experimental results, we were unable to provide a clear explanation for the copper loss. A similar effect was also observed during glycine copper leaching [58]. From one point of view, this suggests that careful control of the leaching process is necessary to prevent copper loss from the liquid phase. However, on the other hand, maximum copper extraction was achieved for 1 h.
The effects observed in this present study can be explained by the known patterns of ferric leaching, which is used for the treatment of mineral raw materials containing sulfide minerals. The possibility of applying this process and its mechanisms has been studied in numerous works [16,17,18,19,20,21,22,23,24,44,51,56,59,60]. Ferric leaching is an oxidative leaching process, and Fe3+ ions act as oxidants interacting with components of sulfide minerals, leading to the leaching of metal ions via different mechanisms that vary depending on the mineral structure [51,56,59,60].
During the leaching experiments in this study, Fe3+ concentrations decreased due to its reduction to Fe2+ as a result of the interaction between the oxidant and sulfide minerals. In experiments with 1% pulp density, only about 50–60% of ferric ions were reduced. During the first hour, the rates of Fe3+ reduction and Cu and Zn leaching were relatively high. Then, the rates of Fe3+ reduction and Cu and Zn leaching decreased. In experiments with a 10% pulp density, about 80–90% of ferric ions were reduced. This can be explained by a higher content of sulfide minerals interacting with the oxidant in the pulp. This is supported by the higher rate of Fe3+ reduction during the first hour of leaching. The exhaustion of ferric iron led to a decrease in metal extraction rates, and in some cases, it was accompanied by a decrease in copper concentration.
Thus, it was shown that Cu and Zn leaching rates depend on the presence of ferric iron and that metal leaching is accompanied by the reduction of ferric iron. Therefore, controlling the concentration of ferric iron in the solution is essential for metal leaching, depending on the composition of the leached material and its content.
In this study, we demonstrated the possibility of applying a complex hydrometallurgical process, which includes stages of sulfide leaching and ferric leaching, for copper and zinc extraction from substandard sulfide concentrates. This approach may be a promising method for processing complex copper concentrates that contain a high level of impurities that hinder their pyrometallurgical treatment. The proposed method can be used for further applied research to develop technologies that can be commercialized. Although the main advantage of the proposed method has been demonstrated (increased copper extraction rates), in order to develop the novel approach proposed, which includes the sequential use of ASL and ferric leaching, several issues need to be addressed in future studies:
- Leaching processes should be optimized for each sample of mineral raw material. Both ASL and ferric leaching stages require high temperatures and reagent consumption. Therefore, to avoid excessive reagent and energy consumption and process duration, trials are necessary for each sample of mineral raw materials.
- It is worth exploring the possibility of using alternative sources of ferric iron (for example, old flotation tailings) and/or the regeneration of ferric iron through chemical or biological oxidation, as these processes are accompanied by a high consumption of ferric sulfate.
- Further studies on the mechanisms of the interaction between ASL residues and ferric solutions are needed as harmful effects (copper concentration decreasing in the pregnant solutions) have been observed that impede copper extraction from pregnant solutions. These effects cannot be fully explained based on the current results.
- Kinetic studies are required to allow for the regulation of metal extraction. Also, the effect of different mineral ratios in the concentrates, as well as the ferric ion and mineral ratios, and the effect of the Eh should be studied in detail. Based on the results obtained, it was shown that several stages of ferric leaching can be used to maintain the required Fe3+ content in the leaching solution.
- The proposed method should be investigated for the treatment of other types of substandard concentrates that can be treated using ASL and ferric leaching. Examples include those containing enargite and tetrahedrite, as ASL can be successfully used to leach As and Sb from these minerals.
5. Conclusions
Based on the results of the present study and previous research on leaching processes, the following conclusions can be drawn:
- It has been shown that the application of a complex hydrometallurgical approach, which includes the stages of ASL and ferric leaching, is promising for the extraction of copper and zinc from substandard sulfide concentrates that contain chalcopyrite, tennantite, sphalerite, and pyrite.
- The proposed method is based on known mechanisms of ASL and ferric leaching. ASL treatment leads to the destruction of tennantite and As removal, while ferric leaching is a type of oxidative acid leaching, which provides fast copper and zinc extraction.
- The novelty of the present study lies in the development of a combined process based on existing techniques (ASL and ferric leaching) in order to improve their efficiency.
- ASL pretreatment significantly increased copper extraction by 1.5–3.4 times during the ferric leaching stage.
Supplementary Materials
The following supporting information can be downloaded at https://www.mdpi.com/article/10.3390/app15179640/s1: Figure S1. X-ray diffraction pattern of the samples: (a) concentrate 1, (b) ASL residue 1; (c) concentrate 2, (d) ASL residue 2 obtained in the works [49,50], respectively; Py: pyrite; Sph: sphalerite; Tn: tennantite; Ccp: chalcopyrite; g: gypsum; Q: quartz.
Author Contributions
Conceptualization, A.B., K.V. and A.Y.; methodology, A.B., V.M. and A.Y.; investigation, V.M. and A.B.; writing—original draft preparation, A.B.; writing—review and editing, K.V., A.Y., V.M. and A.B.; supervision, K.V. and A.B.; project administration, K.V., A.B. and A.Y.; funding acquisition, K.V. and A.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Science and Higher Education of Kazakhstan, grant number AP19678806 “Development of combined hydrometallurgical methods for processing of sulfide ores and dressing wastes”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Moskalyk, R.; Alfantazi, A. Review of copper pyrometallurgical practice: Today and tomorrow. Miner. Eng. 2003, 16, 893–919. [Google Scholar] [CrossRef]
- The World Copper Factbook 2024, International Copper Study Group, Lisbon, Portugal. Available online: https://icsg.org/copper-factbook/ (accessed on 2 August 2025).
- Pietrzyk, S.; Tora, B. Trends in global copper mining—A review. IOP Conf. Ser. Mater. Sci. Eng. 2018, 427, 012002. [Google Scholar] [CrossRef]
- Habashi, F. Copper metallurgy at the crossroads. J. Min. Metall. Sect. B Metall. 2007, 43, 1–19. [Google Scholar] [CrossRef]
- Davenport, W.G.; King, M.J.; Rogers, B.; Weissenberger, A. Sulphuric acid manufacture. In Proceedings of the Southern African Pyrometallurgy International Conference, Johannesburg, South Africa, 5–8 March 2006; Available online: https://www.saimm.co.za/Conferences/Pyro2006/001_Davenport.pdf (accessed on 2 August 2025).
- Baba, A.A.; Ayinla, K.I.; Adekola, F.A.; Ghosh, M.K.; Ayanda, O.S.; Bale, R.B.; Sheik, A.R.; Pradhan, S.R. A review on novel techniques for chalcopyrite ore processing. Int. J. Min. Eng. Miner. Process. 2012, 1, 1–16. [Google Scholar] [CrossRef]
- Csavina, J.; Field, J.; Taylor, M.P.; Gao, S.; Landázuri, A.; Betterton, E.A.; Sáe, A.E. A review on the importance of metals and metalloids in atmospheric dust and aerosol from mining operations. Sci. Total Environ. 2012, 433, 58–73. [Google Scholar] [CrossRef]
- Lane, D.J.; Cook, N.J.; Grano, S.R.; Ehrig, K. Selective leaching of penalty elements from copper concentrates: A review. Miner. Eng. 2016, 98, 110–121. [Google Scholar] [CrossRef]
- Nazari, A.M.; Radzinski, R.; Ghahreman, A. Review of arsenic metallurgy: Treatment of arsenical minera and the immobilization of arsenic. Hydrometallurgy 2017, 174, 258–281. [Google Scholar] [CrossRef]
- Moats, M.S.; Wang, S.; Kim, D. A Review of the Behavior and Deportment of Lead, Bismuth, Antimony and Arsenic in Copper Electrorefining. In Proceedings of the T.T. Chen Honorary Symposium on Hydrometallurgy, Electrometallurgy and Materials Characterization, Orlando, FL, USA, 11–15 March 2012. [Google Scholar] [CrossRef]
- Filippou, D.; St-Germain, P.; Grammatikopoulos, T. Recovery of metal values from copper—Arsenic minerals and other related resources. Miner. Process Extr. Metall. Rev. 2007, 28, 247–298. [Google Scholar] [CrossRef]
- Dreisinger, D. Copper leaching from primary sulfides: Options for biological and chemical extraction of copper. Hydrometallurgy 2006, 83, 10–20. [Google Scholar] [CrossRef]
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. Extractive Metallurgy of Copper; Elsevier: London, UK, 2011; 481p. [Google Scholar] [CrossRef]
- Gericke, M.; Neale, J.W.; Van Staden, P.J. A Mintek perspective of the past 25 years in minerals bioleaching. J. S. Afr. Inst. Min. Met. 2009, 109, 567–585. [Google Scholar]
- Gentina, J.C.; Acevedo, F. Application of bioleaching to copper mining in Chile. Electron. J. Biotechnol. 2013, 16, 3. [Google Scholar] [CrossRef]
- Yin, S.; Wang, L.; Kabwe, E.; Chen, X.; Yan, R.; An, K.; Zhang, L.; Wu, A. Copper bioleaching in China: Review and prospect. Minerals 2018, 8, 32. [Google Scholar] [CrossRef]
- Samadifard, N.; Devine, C.E.; Edwards, E.; Mahadevan, K.; Papangelakis, V.G. Ferric Sulfate Leaching of Pyrrhotite Tailings between 30 to 55 °C. Minerals 2015, 5, 801–814. [Google Scholar] [CrossRef]
- Lorenzo-Tallafigo, J.; Iglesias-Gonzalez, N.; Romero, R.; Mazuelos, A.; Carranza, F. Ferric Leaching of the Sphalerite Contained in a Bulk Concentrate: Kinetic Study. Min. Eng. 2018, 125, 50–59. [Google Scholar] [CrossRef]
- Muravyov, M.; Panyushkina, A. Comparison of Sphalerite Concentrate Leaching by Chemical and Microbially Produced Ferric Sulfate. Min. Eng. 2022, 187, 107792. [Google Scholar] [CrossRef]
- Smalley, N.; Davis, G. Operation of the Las Cruces ferric sulphate leach pilot plant. Miner. Eng. 2000, 13, 599–608. [Google Scholar] [CrossRef]
- Hong, M.; Wang, W.; Li, L.; Liu, Y.; Tong, L.; Qiu, G.; Yang, B.; Wang, J. The use of biogenic Fe3+ and H2SO4 generated from pyrite waste to enhance bornite bioleaching: A potential utilization of acid mine drainage. Min. Eng. 2022, 190, 107927. [Google Scholar] [CrossRef]
- Sherrit, R.; Pavlides, A.G.; Weekes, B.L. Design and Commissioning of the Sepon Copper Pressure Oxidation Circuit. In Proceedings of the 1st Extractive Metallurgy Operators’ Conference, Brisbane, Australia, 7–8 November 2005. [Google Scholar]
- Cobre Las Cruces Mine. 2022. Available online: https://miningdataonline.com/property/579/Cobre-Las-Cruces-Mine.aspx (accessed on 2 August 2025).
- Technical Report, Las Cruces Copper Project. 2004. Available online: https://www.sec.gov/Archives/edgar/data/913586/000119312504123683/dex99.htm (accessed on 2 August 2025).
- Lattanzi, P.; Da Pelo, S.; Musu, E.; Atzei, D.; Elsener, B.; Fantauzzi, M.; Rossi, A. Enargite oxidation: A Review. Earth-Sci. Rev. 2008, 86, 62–88. [Google Scholar] [CrossRef]
- Dutrizac, J.E.; Macdonald, R.J. Kinetics of dissolution of enargite in acidified ferric sulfate solutions. Can. Metall. Q. 1972, 11, 469–476. [Google Scholar] [CrossRef]
- Riveros, P.A.; Dutrizac, J.E. The leaching of tennantite, tetrahedrite and enargite in acidic sulphate and chloride media. Can. Metall. Q. 2008, 47, 235–244. [Google Scholar] [CrossRef]
- Safarzadeh, M.S.; Moats, M.S.; Miller, J.D. Recent Trends in the Processing of Enargite Concentrates. Miner. Process. Extr. Metall. Rev. Int. J. 2014, 35, 283–367. [Google Scholar] [CrossRef]
- Rivera-Vasquez, B.F.; Dixon, D. Rapid atmospheric leaching of enargite in acidic ferric sulfate media. Hydrometallurgy 2015, 152, 149–158. [Google Scholar] [CrossRef]
- Elkina, Y.A.; Melnikova, E.A.; Melamud, V.S.; Bulaev, A.G. Bioleaching of enargite and tennantite by moderately thermophilic acidophilic microorganisms. Microbiology 2020, 89, 413–424. [Google Scholar] [CrossRef]
- Tang, X.; He, Y. An Arsenic Removal Technology and Its Application in Arsenic-Containing Copper. ChemEngineering 2024, 8, 56. [Google Scholar] [CrossRef]
- Ruiz, M.C.; Daroch, F.; Padilla, R. Arsenic and Antimony Removal from Copper Concentrates by Digestion with NaHS-NaOH. In Proceedings of EPD Congress 2015; Springer: Cham, Switzerland, 2015; pp. 5–12. [Google Scholar] [CrossRef]
- Tongamp, W.; Takasaki, Y.; Shibayama, A. Arsenic removal from copper ores and concentrates through alkaline leaching in NaHS media. Hydrometallurgy 2009, 98, 213–218. [Google Scholar] [CrossRef]
- Curreli, L.; Garbarino, C.; Ghiani, M.; Orru, G. Arsenic leaching from a gold bearing enargite flotation concentrate. Hydrometallurgy 2009, 96, 258–263. [Google Scholar] [CrossRef]
- Awe, S.A.; Sandstrom, A. Selective leaching of arsenic and antimony from a tetrahedrite rich complex sulphide concentrate using alkaline sulphide solution. Miner. Eng. 2010, 23, 1227–1236. [Google Scholar] [CrossRef]
- Li, T.; Zhang, Y.; Zhang, B.; Zhang, J.; Qin, W. Selective leaching of arsenic from enargite concentrate using alkaline leaching in the presence of pyrite. Hydrometallurgy 2018, 181, 143–147. [Google Scholar] [CrossRef]
- Tongamp, W.; Takasaki, Y.; Shibayama, A. Precipitation of arsenic as Na3AsS4 from Cu3AsS4–NaHS–NaOH leach solutions. Hydrometallurgy 2010, 105, 42–46. [Google Scholar] [CrossRef]
- Blanco-Vino, W.; Zamora, G.; Ordóñez, J.I. Selective Removal of Arsenic and Antimony from Pb-Ag Sulfide Concentrates by Alkaline Leaching: Thermodynamic and Kinetic Studies. Mining 2024, 4, 284–301. [Google Scholar] [CrossRef]
- Anderson, C.G. The Application and Economics of Industrial Alkaline Leaching of Copper Enargite Concentrates. In Proceedings of the 8th Southern African Base Metals Conference—Copper Cobalt Africa, Victoria Falls, Livingstone, Zambia, 6–8 July 2015; pp. 195–206. [Google Scholar]
- Dew, D.W.; Van Buuren, C.; McEwan, K.; Bowker, C. Bioleaching of base metal sulphide concentrates: A comparison of high and low temperature bioleaching. J. South. Afr. Inst. Min. Metall. 2000, 100, 409–413. [Google Scholar] [CrossRef]
- Boduen, A.Y. Hydrometallurgical technologies of processing low-grade and low-quality copper concentrates. Gorn. Zhurnal 2023, 10, 41–50. [Google Scholar] [CrossRef]
- GOST R 52998-2008; Copper Concentrate. Specifications. Standardinform: Moscow, Russia, 2010; 8p.
- Álvarez, M.L.; Fidalgo, J.M.; Gascó, G.; Méndez, A. Hydrometallurgical Recovery of Cu and Zn from a Complex Sulfide Mineral by Fe3+/H2SO4 Leaching in the Presence of Carbon-Based Materials. Metals 2021, 11, 286. [Google Scholar] [CrossRef]
- Dizer, O.; Rogozhnikov, D.; Karimov, K.; Kuzas, E.; Suntsov, A. Nitric Acid Dissolution of Tennantite, Chalcopyrite and Sphalerite in the Presence of Fe (III) Ions and FeS2. Materials 2022, 15, 1545. [Google Scholar] [CrossRef]
- Godirilwe, L.L.; Oinuma, R.; Batnasan, A.; Haga, K.; Jeon, S.; Takasaki, Y.; Shibayama, A. Arsenic Immobilization from High-As Sulfide Copper Ores Through High-Pressure Leaching with Ferric and Sodium Chloride Media. J. Environ. Chem. Eng. 2024, 12, 113884. [Google Scholar] [CrossRef]
- Davoise, D.; Méndez, A. Advances in the Development of Hydrometallurgical Processes in Acidic and Alkaline Environments for the Extraction of Copper from Tailings Deposit. Minerals 2025, 15, 550. [Google Scholar] [CrossRef]
- Bulaev, A.; Melamud, V.; Boduen, A. Bioleaching of non-ferrous metals from arsenic-bearing sulfide concentrate. Solid State Phenom. 2020, 299, 1064–1068. [Google Scholar] [CrossRef]
- Jyothi, N.; Sudha, K.N.; Natarajan, K.A. Electrochemical aspects of selective bioleaching of sphalerite and chalcopyrite from mixed sulphides. Int. J. Miner. Process. 1989, 27, 189–203. [Google Scholar] [CrossRef]
- Artykova, A.V.; Melamud, V.S.; Boduen, A.Y.; Bulaev, A.G. Two-stage leaching of copper-zinc concentrate containing tennantite. IOP Conf. Ser. Earth Environ. Sci. 2020, 548, 062042. [Google Scholar] [CrossRef]
- Artykova, A.; Elkina, Y.; Nechaeva, A.; Melamud, V.; Boduen, A.; Bulaev, A. Options for Increasing the Rate of Bioleaching of Arsenic Containing Copper Concentrate. Microbiol. Res. 2022, 13, 466–479. [Google Scholar] [CrossRef]
- Muravyov, M.; Panyushkina, A. Comparison of Sphalerite, Djurleite, and Chalcopyrite Leaching by Chemically and Biologically Generated Ferric Sulfate Solutions. Hydrometallurgy 2023, 219, 106067. [Google Scholar] [CrossRef]
- Kondo, S.; Hayashi, K.; Phann, I.; Okibe, N. Bioleaching of tennantite concentrate: Influence of microbial community and solution redox potential. Front. Microbiol. 2024, 14, 1339549. [Google Scholar] [CrossRef]
- Reznikov, A.A.; Mulikovskaya, E.P.; Sokolov, I.Y. Metody Analiza Prirodnykh Vod [Methods for Analysis of Natural Waters]; Nedra: Moscow, Russia, 1970; p. 488. (In Russian) [Google Scholar]
- Rodriguez, Y.; Ballester, A.; Blazquez, M.L.; Gonzalez, F.; Munoz, J.A. New information on the chalcopyrite bioleaching mechanism at low and high temperature. Hydrometallurgy 2003, 71, 47–56. [Google Scholar] [CrossRef]
- Hedrich, S.; Joulian, C.; Graupner, T.; Schippers, A.; Guézennec, A.-G. Enhanced chalcopyrite dissolution in stirred tank reactors by temperature increase during bioleaching. Hydrometallurgy 2018, 179, 125–131. [Google Scholar] [CrossRef]
- Nyembwe, K.J.; Fosso-Kankeu, E.; Waanders, F.; Mamba, B.B.; Mkandawire, M. Chalcopyrite Leaching in Ferric Sulphate: The Effect of Fe3O4-CuFeS2 Galvanic Couple on the Cu Dissolution. Minerals 2024, 14, 162. [Google Scholar] [CrossRef]
- Valiyev, K.; Bugubaeva, A.; Nechaeva, A.; Artykova, A.; Melamud, V.; Stom, D.; Boduen, A.; Bulaev, A. The Development of Innovated Complex Process for Treatment of Old Flotation Tailings of Copper-Zinc Sulfide Ore. Molecules 2024, 29, 1550. [Google Scholar] [CrossRef] [PubMed]
- Martínez, J.I.; Teja, A.M.; Reyes, M.; Toro, N.; Cisneros, G.; Flores, U.M.; Labra, M.P.; Urbano, G.; Juarez, J.C. Optimization of Sustainable Copper Leaching Using Glycine and Oxidizing Agents in an Alkaline Medium. Metals 2025, 15, 617. [Google Scholar] [CrossRef]
- Sand, W.; Gehrke, T.; Jozsa, P.-G.; Schippers, A. (Bio)chemistry of bacterial leaching—Direct vs. indirect bioleaching. Hydrometallurgy 2001, 59, 159–175. [Google Scholar] [CrossRef]
- Ruitenberg, R.; Hansford, G.S.; Reuter, M.A.; Breed, A.W. The ferric leaching kinetics of arsenopyrite. Hydrometallurgy 1999, 52, 37–53. [Google Scholar] [CrossRef]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).