Featured Application
The hybrid, flow-oriented assembly organisation supports the stakeholders in combining the high productivity of previous assembly systems based on the flow principle with the high functional flexibility of assembly systems based on the job shop principle. A data-based approach is presented that can individually dimension the areas with different organisational principles. Furthermore, the influence of the control variables is examined in a partial factorial simulation study to derive insights for practical industrial application.
Abstract
This paper summarises the research findings of the HyFlowJobShop research project. The aim of the research project is to combine the organisation structure of the flow principle with the principle of job shop production since traditional organisation structures alone can no longer meet the increased demands for a growing number of variants and shorter amortisation periods for production systems due to shorter product life cycles. The combination of the job shop and flow principle to form hybrid organisation structures is intended to offer producing companies an opportunity to position themselves in the conflict between the required flexibility and the achievement of production logistics targets as well as the resulting costs. To quantify the advantages of hybrid organisation structures, various system configurations are examined as part of a simulation study to identify interdependencies and influencing factors.
1. Introduction
Since the beginning of the 20th century, the flow principle has been used for efficient mass production. However, the transformation to a customer market and increasing international competition have resulted in a growing demand for cost-effective and customised products. This increasing variety and shorter product life cycles represent challenges for assembly systems. Assembly lines must handle a wide range of product variants, making their economic operation more challenging. Thus, high investment costs and shorter amortization periods remain a challenge despite increased efficiency and flexibility [1,2]. Many research approaches exist to flexibilise and modularise production to adapt assembly lines to these requirements [3,4,5,6,7]. One approach is a hybrid, flow-oriented assembly line, which combines the flow principle with the job shop principle in one assembly system [8]. This paper presents a holistic and adaptive approach to implementing hybrid organisation structures and shows the interdependencies between logistics performance and control variables for dimensioning flexibility. In the beginning, the introduction explains the challenges in the flexible design of assembly lines. Afterwards, hybrid organisation structures are described in more detail. The introduction is followed in Section 2 by presenting existing approaches for flexibilisation in literature and existing research in connection with hybrid organisation structures. Section 3 presents the concept in submodels that build on each other. Section 4 shows the results of the simulation study to validate the concept. These are then discussed in Section 5, followed by a summary and an outlook on further research opportunities in Section 6.
1.1. Challenges in the Flexible Design of Assembly
An assembly system can be characterised by its principle, which means the arrangement of the basic system components like workpieces, people, and equipment. A frequently used production principle is the flow principle. This principle is particularly economical and convincing for high volumes regarding logistical performance with high utilisation at balanced cycles, short throughput times, and a low level of work-in-process (WIP) [9]. Assembly lines, originally used for mass production of a single product type, are becoming increasingly complex due to the growing number of variants to ensure the necessary flexibility. In addition to the increasing number of variants, significant fluctuations in the number of units, different batch sizes for the product variants, and widely varying work content are further challenges for an assembly system. Therefore, the design of an assembly system requires a target-oriented positioning between the requirements of product variety and the system’s production logistics performance. Flexible and transformable assembly systems are suitable for improving the positioning in these conflicting requirements [10]. They can produce even with changing product characteristics without significant changes to the system so that the life cycle of the production system itself is extended [2,11]. Above a certain level of flexibility, the original organisation structure is no longer efficient enough, so flexible structures perform better with increasing product variety. The literature considers structural and organisational possibilities for gaining flexibility, and various approaches exist for applying flexible structures. Section 2 gives an overview of existing approaches.
1.2. Hybrid Organisation Structures
The challenges show that existing production structures must be adapted to meet the requirements for increasing flexibility while ensuring cost-effective production. Therefore, hybrid organisation structures represent a possible approach. They offer the opportunity to utilise the advantages of different production principles and position oneself strategically between them. However, the term hybrid is used in different contexts in production and assembly, so a definition is given first: “A hybrid organisation structure describes a combination of at least two interlinked different organisation structures” [8].
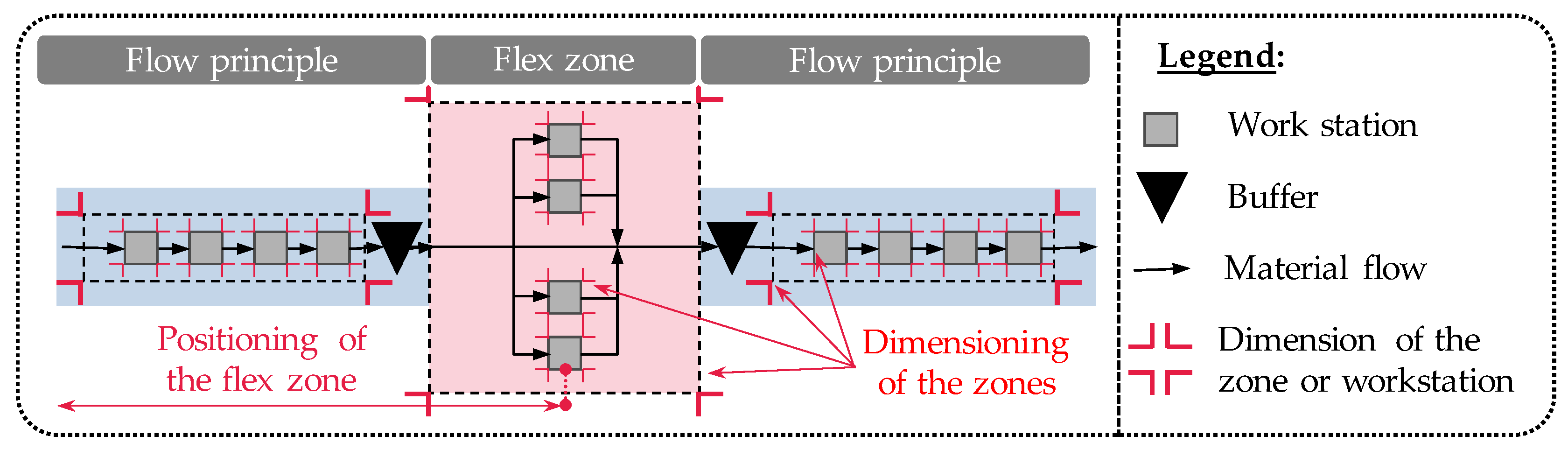
When using the term hybrid assembly, it is crucial to differentiate this term, as it also describes semi-automatic assembly as a combination of manual and automated assembly [12]. Although the degree of automation is a significant influencing factor when considering economic production, it should not be considered further in the context of the presented approach. This approach finds hybrid organisation structures in the form of a combination of two different principles, in this case, the flow principle and the job shop principle. Figure 1 shows a hybrid production structure that combines a flow line with a flex zone, which is organised according to the job shop principle. The dimensioning of all zones depends on the assembly operations of the products to be assembled, and the positioning of the flex zone depends on the assembly precedence relationships.
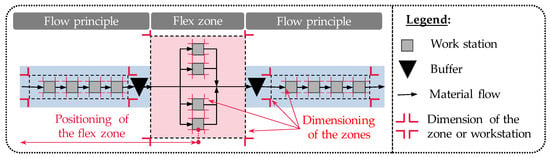
Figure 1.
Hybrid organisation structure as a combination of flow and job shop principle.
The advantage of hybrid organisation structures is that they allow a certain degree of flexibility for producing many variants in just one assembly system. However, due to the prevailing principle as a line, they have a higher output than the job shop principle.
Accordingly, similar assembly operations for the variants are carried out in the line, and the special operations for a particular variant are carried out at a workstation in the flex zone. The challenge with hybrid organisation structures is that the different systems are interlinked and not decoupled by a warehouse as in the production stage concept [13]. Interlinking offers the challenge of balancing the variation in throughput times, but the logistical effects are not transparent due to complex interrelationships and dependencies between influencing and control variables. Furthermore, previous research has not sufficiently investigated the optimal configuration for hybrid organisation structures and how existing assembly systems can be converted into a hybrid organisation structure. For this purpose, the approach presented in this paper offers a systematic procedure and provides investigations into the existing effective relationships.
2. Previous Research
This chapter begins by presenting existing approaches from the literature and earlier work on the relationship between existing complexity and the production principle to be selected (Section 2.1). On this basis, a practical suitability analysis for industrial practice is presented, which verifies whether a considered assembly system is suitable for a hybrid organisation structure (Section 2.2). Finally, a complexity assessment for production programmes is presented to evaluate the required flexibility of an organisation structure. (Section 2.3).
2.1. Related Work
The design of the production structure to accommodate a wide range of product variants is addressed through various approaches. One approach is to separate the variant neutral operations into the pre-production stage from the variant generating operations into the final production stage through the production stage concept [9,13]. Bley and Zenner [14] offer a holistic approach that considers all required product variants in an interface between product design and variant-oriented assembly planning [14]. Hu et al. [2] provide an overview of assembly system design and operations under high product variety, addressing aspects like line balancing, reconfigurable assembly planning, and scheduling in mixed model assembly [2]. Modular and hybrid approaches were developed based on the realisation that flow productions do not have the necessary flexibility. The solutions encompass a variety of approaches, ranging from modular assembly systems to line-less mobile assembly systems as well as matrix structures [6,15,16,17,18]. In many studies analysing the effects of variant diversity, the automotive industry was used as an example. Investigation of alternatives to assembly line production in the automotive industry and presentation of the principles of a modular assembly concept were conducted by Kern et al. [18]. The developed concept decoupled workstations without a uniform cycle time for more flexibility and used automated guided vehicles (AGVs) to transport the products [18]. Küber et al. [19] focus on modularised, order-flexible, and adaptable assembly operations and develop an approach for cross-architecture assembly line planning to enable the lines to realise more than one vehicle architecture [19]. Kampker et al. [20] and Göppert et al. [21] describe the combination of line assembly with matrix production or flexible segments as a hybrid assembly structure [20,21]. Kampker et al. [20] examine the traditional mixed-model assembly line in contrast to hybrid assembly structures, identifying conditions for integrating flexible segments, which feature individual and variable cycle times, with line segments that maintain fixed, uniform cycle times [20]. Göppert et al. [21] explore a comprehensive strategy that merges the benefits of both structures by incorporating planning software and digital twins alongside a flexible layout and AGV transport routes [21]. The primary challenge within hybrid organisation structure is managing the output sequence of the flexible segment so that it can continue effectively within a line production system. This challenge is investigated by Kaiser et al. [22] using answer set programming [22]. With the increasing demands for flexibility in production lines, Perwitz et al. [15] compare the performance advantages of matrix production [15]. They use simulation to explore how varying levels of required flexibility impact the performance of the production system. Their findings reveal that a matrix arrangement can produce significantly higher output than a traditional line layout, particularly when not all product variants require the same number of assembly operations. These results suggest that producing companies should consider restructuring their existing production systems to embrace matrix production, achieving higher output and greater flexibility [15]. Furthermore, Johnson [23] examines the transition of an assembly line to a more flexible configuration, particularly to assembly cells [23]. He notes that the savings in cycle time are more significant when using a cell system than a traditional interlinked assembly line as the coefficient of variation for assembly times increases [23]. Similar studies have been conducted using simulations to evaluate the performance of different production structures under varying flexibility requirements [24,25,26].
2.2. Selection of a Suitable Production Structure
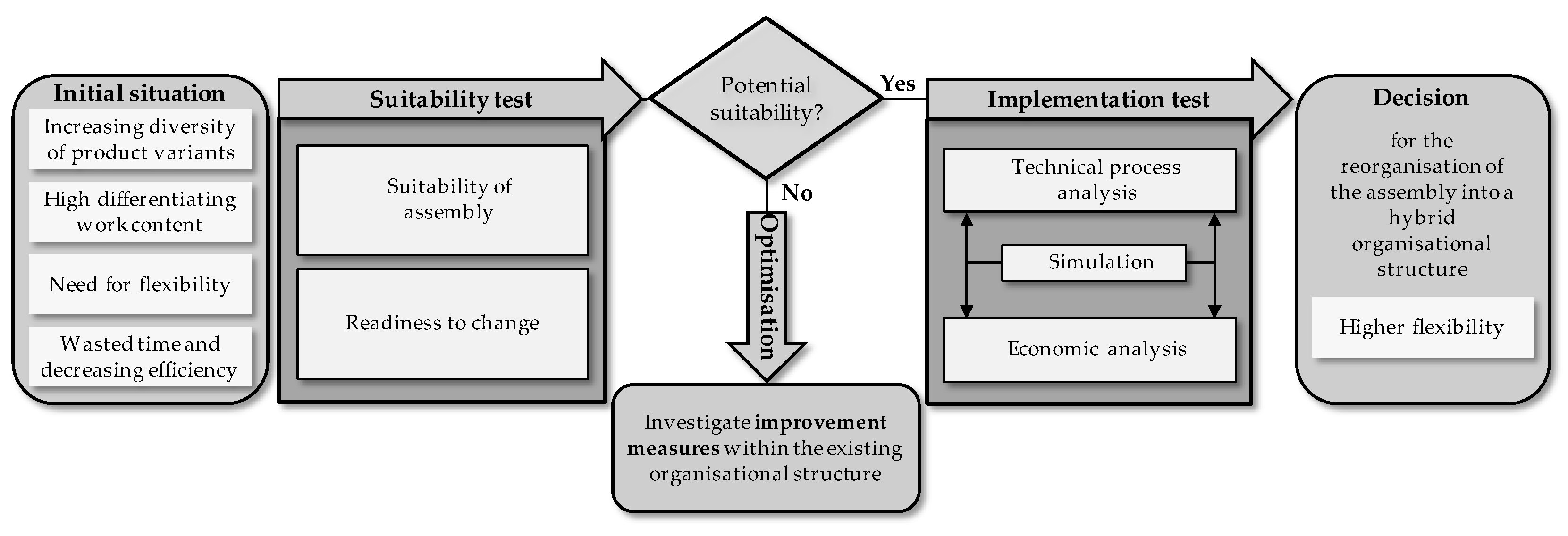
The presented approaches show that the choice of production structure is essential for production performance depending on the necessary flexibility requirements. While flow production can produce high volumes but can handle only limited variants, other production principles like job shop or cell production can handle many variants but cannot keep up with productivity. Regarding the logistical performance, the flow principle is convincing with high utilisation and short throughput times. In contrast, the job shop principle is more flexible regarding the product, the operating sequence, and the process times, but the logistical performance is worse due to longer throughput times and high WIP [9,18]. A comparison of the production principles shows that they fulfil different requirements. However, there is no selection procedure for choosing a suitable production structure based on flexibility requirements. There is no definitive scientific answer regarding when and under what conditions a hybrid organisation structure is appropriate [27]. Producing companies reaching their limits with their current structure of organisation due to the increasing flexibility required in assembly operations must consider changes to ensure long-term economic production. These can be implemented either gradually by optimising the existing system (first-order change) or revolutionarily by fundamentally redesigning the structures and assembly operations (second-order change) [28]. The transformation of assembly from the previous to a hybrid organisation structure impacts the design elements of technology, social factors, organisation and information in the assembly system. It can, therefore, be classified as a revolutionary change. Thus, before actual implementation, a sufficient examination is required to determine whether a hybrid organisation structure is technically and organisationally feasible and economically profitable. To determine the suitability of a hybrid organisation structure, support in the form of a process model has been developed, which is shown in Figure 2. It shows the two parts of the suitability analysis. First, a suitability test is to be carried out to determine the fundamental suitability of an existing assembly organisation for a hybrid organisation structure. The suitability test is based on a questionnaire that checks the suitability of the existing assembly organisation and its acceptance of change. The questionnaire is described in detail in [27]. The implementation test consists of two parts: technical process analysis and economic analysis, which are linked by a simulation. Following an iterative approach, a targeted decision can be made regarding dimensioning the hybrid organisation structure. The procedure for the technical process analysis of the implementation test is described in further detail in the submodels presented in Section 3.
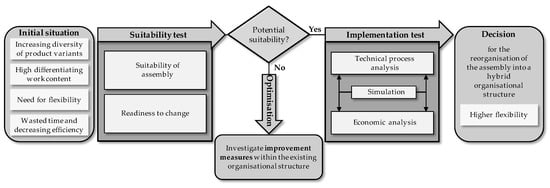
Figure 2.
Suitability analysis to examine the introduction of a hybrid organisation structure [27].
2.3. Evaluation of the Flexibility Through the Production Programme’s Complexity
The increasing flexibility requirements on production systems result from changing customer expectations and are reflected in an increasing number of variants with highly differentiated work content and uncertain demand quantities [29]. This resulting flexibility requirement is not a quantifiable key indicator so the production programme is considered an influencing factor for assessing flexibility. The production programme determines which quantity of product variants is to be produced at what time [9]. To quantitatively represent this in a key figure, the elements of the production programme were mathematically linked [30]. The developed factor expresses the production programme’s complexity Cpp. The purpose of this factor is to compare different production programmes. The factor is designed to be higher the more complex the production programme. A simple production programme has a Cpp of less than 0.1. The Cpp of a medium production programme is approximately between 0.1 and 0.25. All Cpp values greater than 0.25 already indicate a complex production programme. In a case study, the complexity of different production programmes was assessed using the factor, and the production programmes were produced in different production structures. It was found, as expected, that the performance of a production line decreases as the complexity of the production programme increases and that more flexible production principles, such as workshop production, perform better at a very high level of complexity [30]. Accordingly, hybrid organisation structures are suitable for medium production programme complexities, enabling higher flexibility combined with high efficiency. The following simulation study used production programme complexity as a control variable (Section 4) and examined various performance indicators.
3. Concept
The previous chapter highlighted the practical relevance of research into hybrid, flow-oriented organisation structures in assembly. This chapter presents the various submodels that, as part of the technical process analysis, enable the implementation of hybrid organisation structure.
It starts with the influence factor analysis (Section 3.1), which, together with the description model of the assembly precedence matrix (Section 3.2), forms the basis for the impact modelling of the production universality degree (Section 3.3). These findings are then combined in the decision model for dimensioning hybrid organisation structures as a combination of the flow and job shop principles (Section 3.4).
3.1. Influence Factor Analysis
Based on the research objective and previous research, a systematic analysis of the factors influencing the production logistics performance of assembly systems was carried out as a function of organisation structure and system configuration. For this purpose, the strengths and weaknesses of pure organisation structures were investigated using extended literature research (Section 2) and in coordination with industrial partners. According to Lotter [31], the assembly planning process is then applied [31]. This process begins with a requirements analysis that records the total production quantity and the number of product variants. This is followed by a product analysis in which, among other things, the quantities and the joining directions and processes are specified. The subsequent assembly operations analysis describes the assembly operations and their sequences in detail, considering the restrictions imposed by the product or the assembly devices or assembly operating equipment used. Finally, the functional analysis links the individual assembly operations with defined time specifications to enable them to be distributed across the workstations and to determine the cycle time.
Adopting a hybrid organisation structure represents a long-term strategic decision for producing companies. In this context, assembly planning is divided into strategic dimensioning and operational design, although this research project does not consider the latter. The factors influencing the dimensioning of flow-oriented, hybrid organisation structures were determined deductively from the presented approach to assembly planning.
- Product portfolio: How many different product variants should be considered in the hybrid organisation structure?
- Forecast production programme: In which quantities should the product variants be produced for a specific forecast period?
- Customer demand rate: What is the average period after a customer purchases a product?
- Assembly operations: Which assembly operations comprise the product portfolio’s product variants?
- Assembly precedence relationships: What precedence-related restrictions exist between the assembly operations of the products in the product portfolio?
- Duration of assembly operations: How long do the assembly operations take according to the flow and job shop principle?
3.2. Description Model Assembly Precedence Matrix
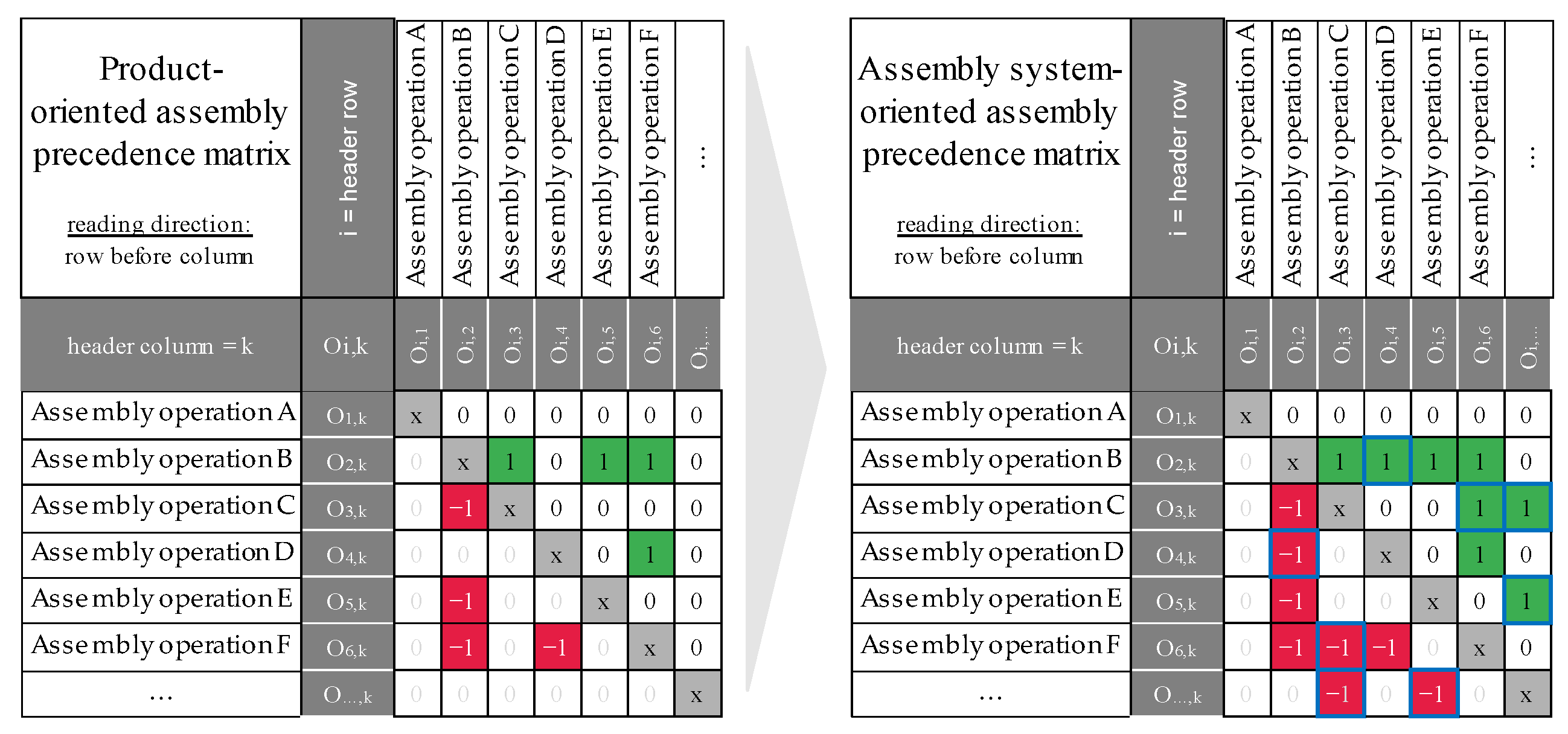
All influencing factors must be digitally processable to configure organisation structures with the approach presented. The assembly precedence matrix (APM) represents the precedence relationships between the individual assembly steps by comparing them in pairs and simplifying the data’s computer-aided processing in contrast to the assembly precedence graph [32]. Precedence relationships are coded as follows: ‘1’ indicates that the row operation must be performed before the column operation (green), ‘−1’ indicates that the row operation should be performed after the column operation (red), and ‘0’ indicates no precedence relationship (white) [32]. Since most assembly planning projects represent restructurings instead of new developments, it is crucial to identify the origin of the restrictions. These can come from the design of the assembly object or the assembly tools [33,34]. Figure 3 shows the APM description model as an example.
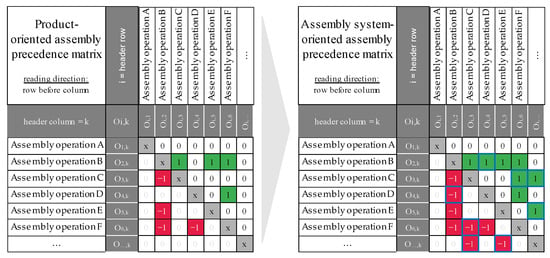
Figure 3.
Description model assembly precedence matrix.
This distinction in APM shows that restrictions can be removed by a targeted design of the assembly operating equipment. This gives the orientation towards the assembly planning process a high strategic importance since the proportion of ‘0’ entries indicates the replaceability of assembly steps. This is an essential prerequisite for distributing assembly contents to workstations in classic assembly planning. This aspect plays an additional role in the developed approach, as it supports the assignment of (un)similar assembly contents to the corresponding organisation structures. Depending on the product complexity, a suitable granularity can be defined for the description within the assembly precedence matrix.
3.3. Impact Model Production Universality Degree
A key figure is needed to quantify the similarity or dissimilarity of the assembly operations of product variants within a product portfolio. The basis for determining the degree of production universality is the determination of flexibility using the overlaps of assembly precedence graphs, according to Navaei and ElMaraghy [35].
The calculation is adjusted to exclude the precedence relationships from the consideration. Similarity or dissimilarity is determined by identifying the products on the assembly system under consideration for each assembly operation for which this assembly operation is required. For this purpose, the so-called production universality degree PUDi for each assembly operation i is calculated using the following equation:
where Qi denotes the production quantity within the forecast production programme with assembly operation i, and Qges denotes the total production quantity of the forecast production programme.
The production universality degree PUDi shows the weighted frequency with which a particular assembly operation occurs within a forecast production programme. Calculating all production universality degrees of a programme can provide a comprehensive picture of the frequency distribution of the individual assembly operations. The obtained PUD value is between ‘1’—the assembly operation i is needed for all products—and close to ‘0’—the assembly operation i is required only for one product. A PUD value of exactly ‘0’ cannot be achieved because each assembly operation is necessary for at least one product.
3.4. Decision Model for the Dimensioning of Hybrid Organisation Structures
Based on the findings, a decision model for configuring a hybrid, flow-oriented organisation structure for assembly in the programming language Python (version 3.12) was developed, which pursues an optimisation approach from the field of operations research. Additional assumptions are considered boundary conditions during configuration: a maximum of two flow-oriented areas and a maximum of one flex zone based on the job shop principle. All workstations within this flex zone are equipped with identical functional capabilities. Suppose an assembly operation is carried out according to the job shop principle instead of the flow principle. In that case, the duration of the assembly operation is multiplied by the scaling factor kflex. This considers the productivity advantages of the flow principle and the flexibility advantages of the job shop principle. The optimisation model runs in three substeps:
Step A: The preferred organisation structures for the individual assembly operations i are determined based on the production universality degree PUDi. This is determined by comparing the PUDi value with the hybrid PUDhy value. If an assembly operation has a lower PUDi than PUDhy, it is assigned to the job shop principle; otherwise, it is assigned to the flow principle. PUDhy is used as a control parameter for the subsequent simulation study. In addition to determining the preferred area, a suffering value Si is defined in Equation (2), quantifying the assignment to the non-preferred area.
Step B: For the positioning of the flex zone, the assembly precedence relationships for all products are compared with each other. This means the assembly processes assigned to the flow principle can be placed dynamically before and after the flex zone, provided the assembly precedence relationships are compatible. To fulfil the acceptance with a maximum of one flex zone and two flow zones, it may also happen that not all assembly operations can be assigned to their preferred principle due to their precedence relationships. In this case, optimisation is achieved by minimising the suffering factor Si defined in Equation (2).
Step C: Finally, the assembly operations are distributed to the workstations within the respective areas according to a classic assembly line balancing. The assembly precedence relationships, the duration of the assembly operations and the customer demand rate are considered. The duration of the assembly operations, which are carried out in the flex zone according to the job shop principle, is multiplied by the scaling factor kflex. This scaling factor kflex includes both the productivity advantages of the flow principle and the functional flexibility advantages of the job shop principle.
4. Simulation Study and Results
The concept used in the previous chapter is utilised for the dimensioning of hybrid production structures to analyse the control variables in a targeted manner. To this end, this chapter presents the framework for a stage-based simulation study based on the identified control variables (Section 4.1). Subsequently, the simulation study results are interpreted (Section 4.2).
4.1. Design and Execution of the Simulation Study
The simulation study examines the causal relationships and intensities between the influencing factors and the production logistics target variables as a function of the assembly structure. Different product variants of a model helicopter from the institute’s learning factory were used as an example for simulation applications. These product variants can be clearly distinguished by their assembly operations, a differing number of assembly operations and different processing times in their assembly operations. Before a simulation model could be set up in the material flow planning software Plant Simulation, Section 3.2, Section 3.3 and Section 3.4 submodels had to be applied to the sample application. The assembly operations of the different product variants are clearly described, and a corresponding assembly precedence matrix can be set up. The respective PUDi of the assembly operations i could be calculated based on a forecast production programme. The hybrid value PUDhy and the scaling factor kflex are required as further control variables for the decision model. Both control variables were examined in the context of the simulation study using a partial factorial experimental plan. For each simulation scenario, the decision model had to be applied first to use its results for the dimension of the hybrid production structure as a planning basis for the simulation of different assembly configurations in Plant Simulation. In addition, further simplifying assumptions were integrated into the simulation model to reduce the influence of disturbance variables on investigating cause-and-effect relationships between input, control and target variables. These include the non-consideration of set-up and transport times and aspects such as disruptions, rework, employee performance fluctuations, and learning and forgetting behaviour. Likewise, optimal overall equipment effectiveness (OEE) is assumed, whereby no losses occur due to the availability, performance, or quality level. The products have a batch size of 1 and the production sequence should achieve an even utilisation of resources by applying the Heijunka cycle [36].
After initialising the simulation environment, the simulation study could be carried out with a partial factorial experimental plan over three investigation substudies. The simulation studies use the ceteris paribus clause to analyse a correlation, assuming that only the observed control variable changes while all other systemic variables remain constant [37]. This should enable the derivation of mono-causal statements on the cause-and-effect relationships of the control variables.
Substudy 1: Configurations are generated for different hybrid values PUDhy using the decision model to examine the influence of this control variable on the performance of the hybrid, flow-oriented assembly organisation. The two extreme cases of hybrid value PUDhy = 0 (flow line) and hybrid value PUDhy = 1 (job shop) are examined, as well as hybrid values for the configuration of hybrid assembly organisations. For these configurations, hybrid values between 0.6 to 0.9 are examined in intervals of 0.1.
Substudy 2: Different configurations were created with the decision model for different scaling factors kflex to examine their influence as a control variable on the performance of the hybrid, flow-oriented assembly organisation. Scaling factors from 125% to 200% are examined in intervals of 25%.
Substudy 3: Different configurations of the assembly organisation were created for a defined selection of the control variables. Modified production programmes were used in the simulation to examine the robustness of the organisation structure when deviations from the planning data were observed. In order to compare the production programmes, the factor Cpp was used as a measure of production programme complexity. A total of six different production programmes with increasing complexity were examined. The hybrid assembly organisation with the parameters selected from the previous substudies is compared with a pure flow line and a pure job shop.
4.2. Results of the Simulation Study
The decision model must be run through to carry out the individual simulation runs, and then the output is transferred to the corresponding structure of the simulation model. Then, the simulations can be conducted. The underlying data for the assembly operations and the results of the simulation study can be accessed via the link provided in the Supplementary Materials. The first two investigation steps selected a complex production programme with a high Cpp value as the reference point. The runs were executed with a step-by-step increase of the observed control variable, and various target variables were evaluated. In particular, the target variables of throughput times and flow rate as a ratio of execution time to throughput time were considered. The results of the individual investigation steps are explained below.
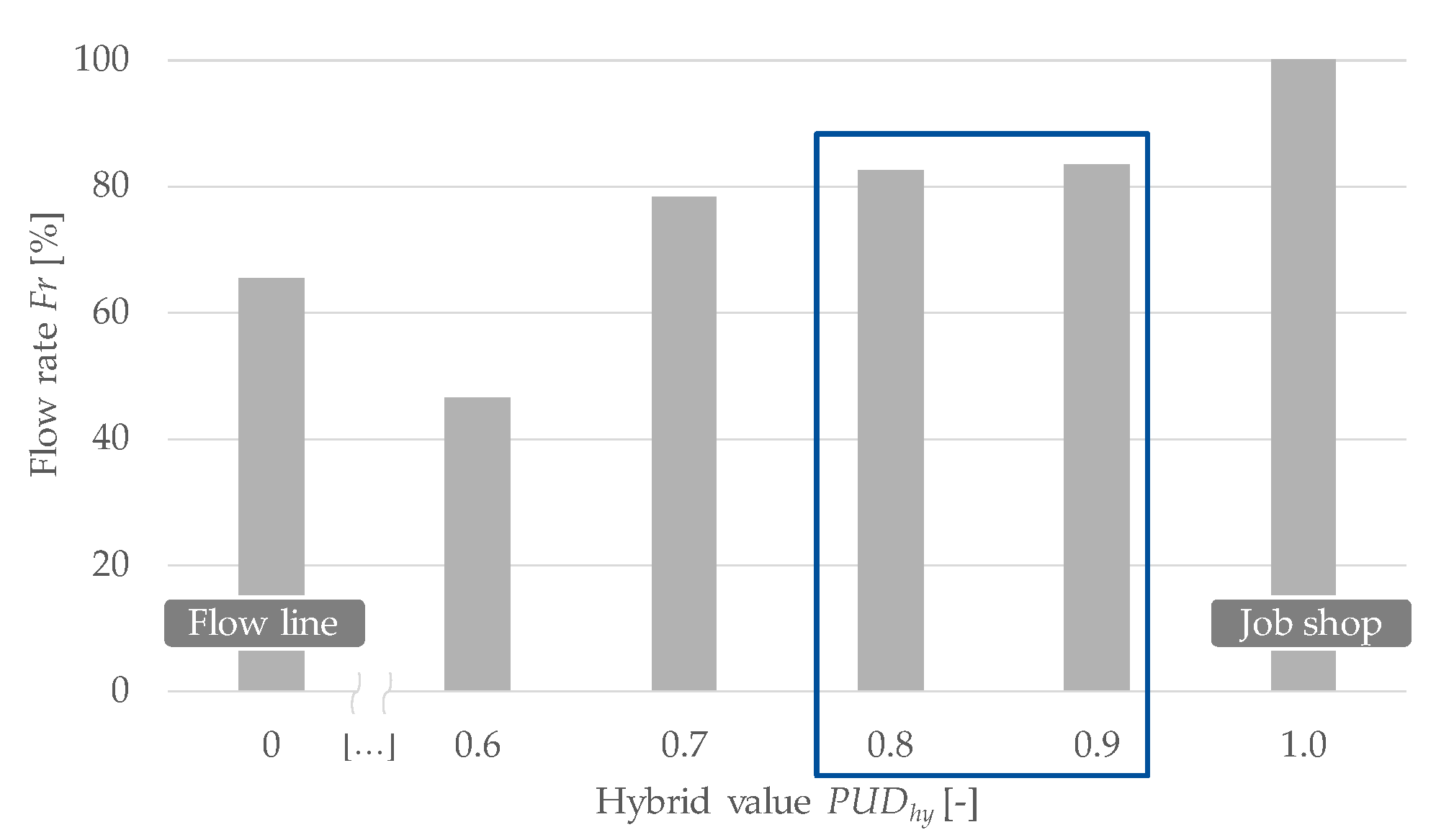
Substudy 1: This step examined the influence of the hybrid value PUDhy. In each run, the production programme and the scaling factor kflex remained the same. Figure 4 shows the flow rate for the different hybrid values PUDhy. When the hybrid value is 0, all assembly operations are included in the line. If the hybrid value is 1, all assembly operations are included in the flex zone so that it is a pure job shop. In this case, the high flow rate of 100% in the job shop does not correspond to reality due to the assumptions made in the simulation (Section 4.1). The assembly operations have different PUD values depending on the production programme. The PUDhy value determines which assembly operations are assigned to the flex zone and which are assigned to the line due to their high occurrence. A hybrid value 0.6 means that all assembly operations with a higher PUD than 0.6 are sorted into the line and those with a lower PUD into the flex zone. However, this means that assembly operations that do not occur in every product variant are scheduled into the line, so the line must have a longer cycle time. Accordingly, the flow rate here is also relatively low. With increasing hybrid value, the flow rate also increases since only the assembly operations that occur in most product variants and, therefore, have a high PUD value are scheduled into the line. The hybrid values PUDhy 0.8 and 0.9 have achieved a flow rate higher than 80% (blue box). The assembly operations and PUD values were analysed to select a suitable hybrid value. A hybrid value of PUDhy 0.8 was chosen because, at PUDhy 0.9, frequent assembly operations would be assigned to the flex zone. In summary, it can be concluded that a hybrid organisation structure can achieve a higher flow rate than a production line if the production programme is very complex with product variants in different quantities.
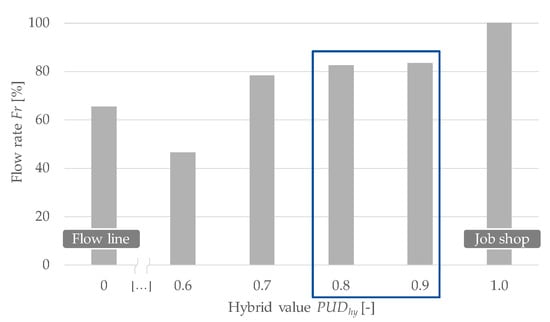
Figure 4.
Flow rate Fr of different hybrid values PUDhy.
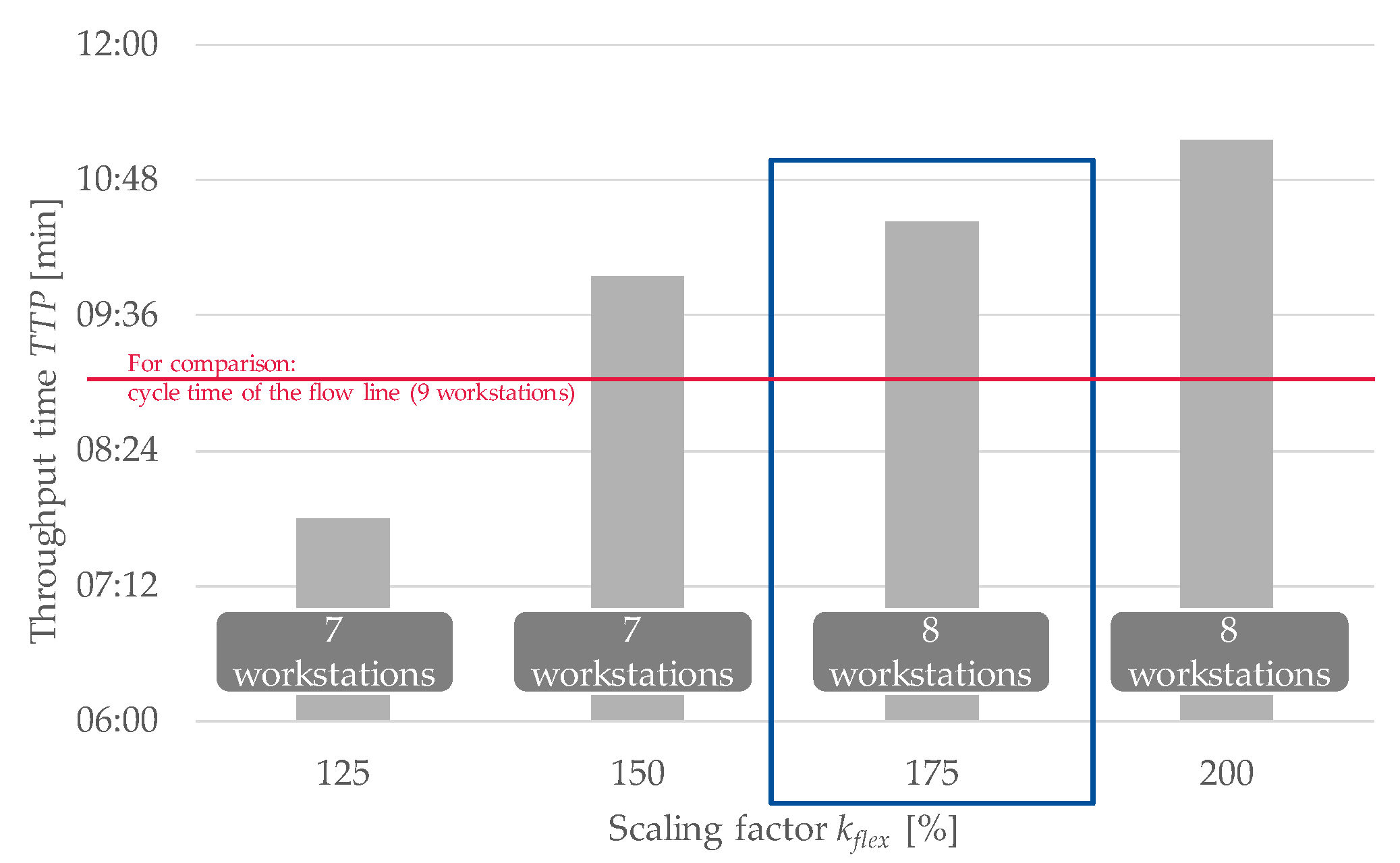
Substudy 2: The influence of the scaling factor kflex for the duration of assembly operations in the flex shop was examined in the next step. For this, 0.8 was used as a constant for the hybrid value PUDhy. Since the throughput time TTP also increases with an increasing scaling factor kflex, Figure 5 shows the throughput time TTP as the target variables. The scaling factor kflex was successively increased in the simulation runs, and accordingly, the throughput time TTP increased. The scaling factor kflex has already been entered into the decision model, which outputs the number of required workstations. If the scaling factor kflex is higher, the number of workstations in the flex zone has to increase accordingly. The results show that a further workstation is required from a markup of 75% and that eight workstations are required accordingly. This substudy shows the importance of the scaling factor kflex for real planning in industrial applications since the corresponding number of workstations must also be provided for the respective organisational principles, depending on the assembly times. The plausibility of the scaling with an allowance of 75% was confirmed by the real times of the practice partners.
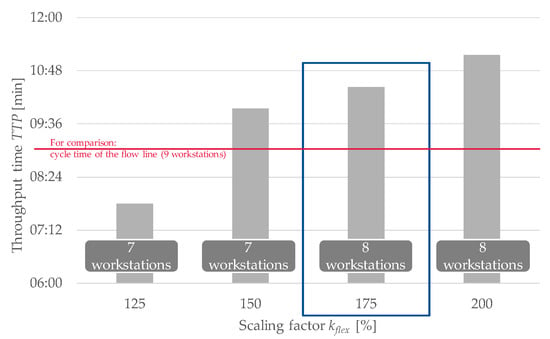
Figure 5.
Throughput time TTP of different scaling factors kflex (PUDhy = 0.8 = const.).
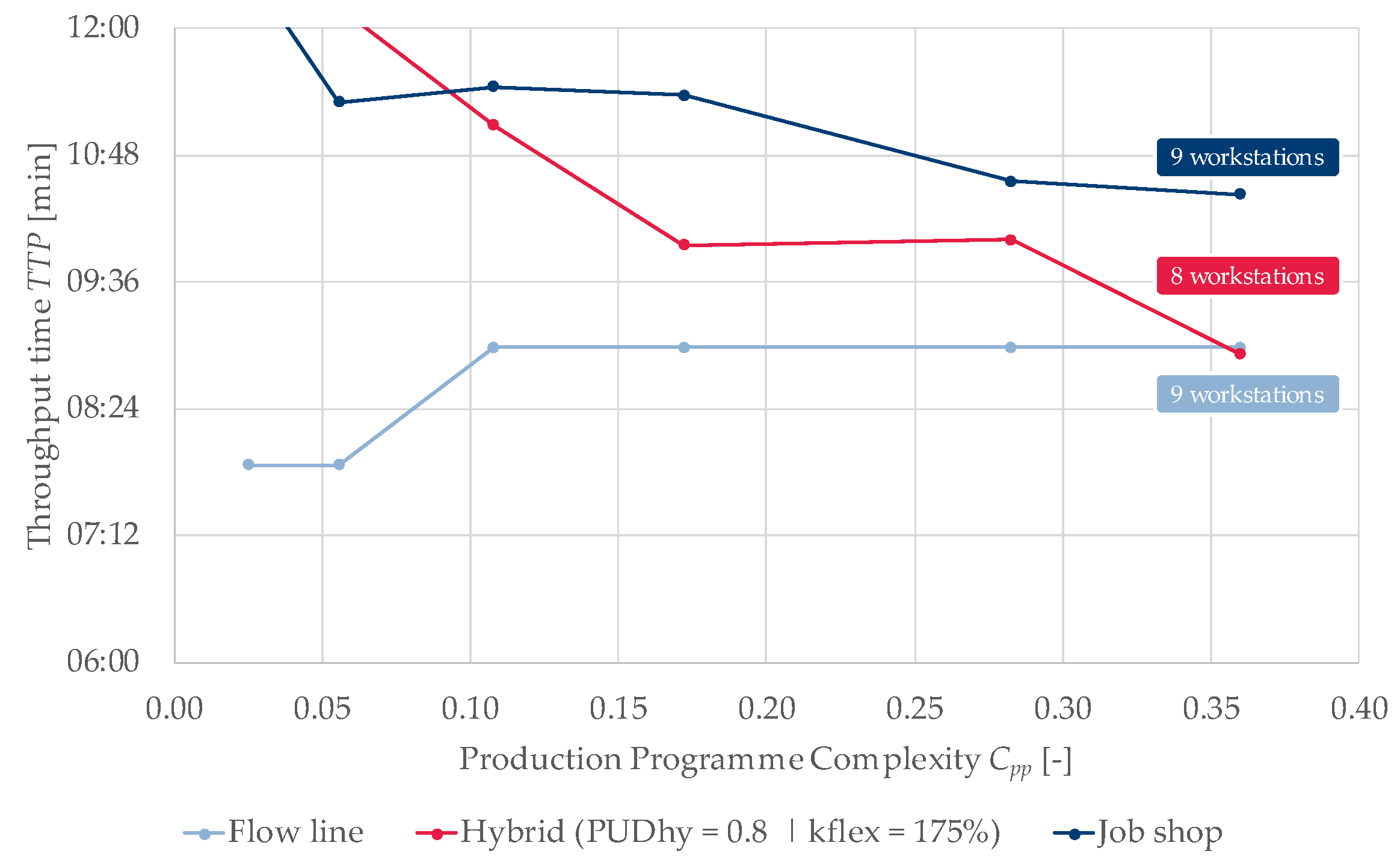
Substudy 3: After selecting the hybrid value PUDhy and the scaling factor kflex, the hybrid organisation structure was compared with the dedicated line and the dedicated job shop organisation structure. The performance of these organisation structures was examined under the assumption of changing production programmes. Figure 6 shows the results of the various simulation runs with different production programmes. With an increasing Cpp value, the complexity of the production programme increases. The target variables of flow rate and throughput time were evaluated; the throughput time is shown in Figure 6. It can be seen that the line achieves the lowest throughput time, whereas the hybrid organisation structure converges the line’s throughput time when complexity is high. In this context, it should be noted that the hybrid organisation structure achieves the same performance with lower capacities because it uses only eight workstations. When considering the line, it can be seen that at a certain level of complexity, the throughput time increases due to an increasing cycle time; correspondingly, the flow rate decreases with increasing complexity. By contrast, the flow rate increases for a hybrid organisation structure. Accordingly, the more complex the production programme in a line, the lower the degree of utilisation of the individual workstations. The hybrid organisation structure and the division of assembly processes into line and flex zone according to their frequency increase the degree of utilisation of the workstations and can even save capacity.
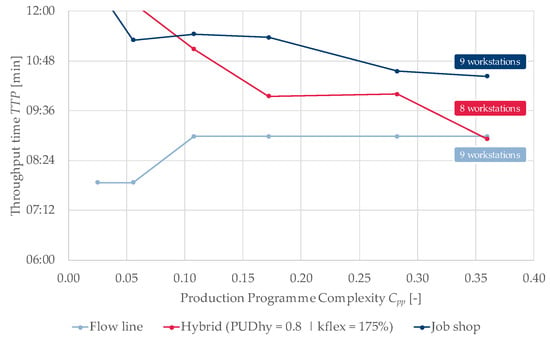
Figure 6.
Throughput times TTP of different production programme’s complexities Cpp.
In summary, it should be said that the selection of a suitable organisation structure depends largely on the production programme to be produced. The complexity of a production program must be evaluated, and this must serve as a basis for decision-making when choosing a pure or hybrid organisation structure.
5. Discussion
5.1. Scientific Findings
From the results of the substudies analysed in Section 4.2, conclusions can be extracted as scientific findings for the basic research of a hybrid, flow-oriented organisational structure for assembly. These findings provide essential insights into the dimensioning and efficiency of such a hybrid, flow-oriented organisation structure.
One fundamental aspect is the assignment of assembly operations within the hybrid structure.
General finding 1: The hybrid value of the production universality degree PUDhy indicates which assembly operations are assigned to which area (according to the flow or workshop principle) as a function of their relative frequency within the forecast production programme. However, the existing assembly precedence restrictions can lead to deviations, quantified with the suffering target variable Zi.
Beyond operational assignment, determining the appropriate capacity allocation for a hybrid structure is crucial.
General finding 2: To size a hybrid organisation structure, knowledge of the required assembly process times for both flow and job shop implementation is required. Based on this, the capacities of the individual areas are planned.
In addition to structuring and sizing, efficiency considerations play a vital role in decision-making.
General finding 3: The hybrid organisation structure is more efficient than a pure flow or job shop organisation structure from a certain level of production programme complexity.
Finally, the selection of the appropriate organisational structure depends on a thorough evaluation of the production program itself.
General finding 4: The selection of a suitable organisation structure depends on the production programme. The complexity of a production programme must be evaluated, which serves as a basis for deciding whether to choose a pure or hybrid organisation structure.
These scientific findings underline the importance of balancing flexibility and efficiency in hybrid, flow-oriented organisational structure for assembly, ensuring that organisational structures are tailored to production requirements.
5.2. Limitations
The results of the presented approach should be viewed from a strategic perspective and are unsuitable for rapid operational implementation. For example, no findings can yet be derived from the previous investigations regarding the operational control of the production orders or the synchronous material supply. The performance of the hybrid organisation structure requires an exact data basis for both the assembly operations and, in particular, for the predicted production programme. The quadratic relationship of the suffering target variable Zi is based on the assumption that strongly deviating values have a very negative influence. However, other calculation rules for the suffering target variable Zi could also fulfil this assumption. A separate simulation study would be necessary to determine a more suitable calculation rule. The practical relevance has not yet been sufficiently researched due to the numerous further assumptions and complex cause–effect relationships. The product variants considered in the institute’s own learning factory have a low level of assembly complexity, so further research is necessary for actual application in industrial practice. The restructuring of the organisation structure requires a high degree of transformability of the assembly system. For example, using rigid conveyor technology in existing assembly lines can make converting to a hybrid, flow-oriented organisation structure challenging.
6. Conclusions
6.1. Summary
At the project’s beginning, the challenges in configuring assembly systems were identified using a requirements analysis and compared with the specialist literature. The expert interviews conducted with the participating industry partners revealed that the lack of flexibility of the product variants and the high organisational requirements, in particular, represent the most significant obstacles. The introduction of hybrid organisation structures requires strategic and long-term planning. In the context of the model synthesis, the product portfolio, the forecast production programme, the customer demand rate, the required assembly operations, the assembly precedence relationships and the duration of the assembly operations were identified as key factors influencing the planning process. The description model of the assembly precedence matrix was used to enable computer-aided processing of the assembly precedence relationships. The weighted frequency of an assembly operation within a production programme in the form of the production universality degree enables a rule-based assignment of assembly contents to the respective organisation structures. With the subsequent decision model, configurations for hybrid organisation structures could be generated using an operations research approach. A simulation model was prepared to examine the control variables’ hybrid value PUDhy and scaling factor kflex, in which systematic assumptions eliminated all disturbance variables. This enabled a simulation study to be carried out to examine the interdependencies of the configuration parameters.
The simulation study confirmed that hybrid organisation structures offer better throughput times and higher flexibility for product variants than pure flow- or job shop-based structures for complex production programmes. Hybrid organisation structures proved to be superior, particularly when there are a high number of product variants and fluctuating quantities. In addition, a key figure was developed that assesses the complexity of the production programme and can be used as a basis for deciding on a suitable organisation structure.
One key result of the research project was the development of a procedural model for testing the suitability and implementation of hybrid organisation structures. This model supports producing companies in assessing the technical and economic feasibility of hybrid, flow-oriented assembly systems (Section 2.2).
6.2. Outlook
The approach presented in this paper focused on the strategic dimensioning of hybrid, flow-oriented organisation structures in assembly. The operational design was not part of the research topic but should be further investigated to operationalise hybrid organisation structures and make them accessible for practical application. It would also be interesting to consider further areas after the flow or workshop area to capture assembly systems of higher complexity. This includes dimensioning all organisational principle areas and positioning the flex zone or even several flex zones. Similarly, a robust dimensioning of a hybrid, flow-oriented organisation structure is required for volatile product demands.
A system for releasing orders, taking into account buffer stocks and workplace capacities and capabilities, would also be useful as part of further investigations. Such production control would also be the basis for investigating material supply strategies for the various areas of the hybrid, flow-oriented organisation structure.
In addition to analysing the production universality degree, assembly sequence flexibility—i.e., the evaluation of variability in the arrangement of assembly operations within an assembly system—could also offer an additional perspective. This would make it possible to achieve strategic advantages even before carrying out a line balancing through measures such as the targeted selection of adaptable operating resources.
In addition, further practical relevance could be achieved in the dimensioning of workplaces and in production planning and control by considering functional restrictions. Concerning technical design elements, the automation of assembly activities in a hybrid organisation structure could be considered. Similarly, at the personnel level, functional personnel competencies can be considered for selected workplaces (e.g., for inspection workplaces with a high investment volume) or employees (e.g., for specific activities in electrical assembly by qualified and certified persons). The specialisation of the workstations within the flex zone could also lead to several workstations being used in the workshop.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/app15073856/s1.
Author Contributions
Conceptualisation, M.B., D.S. and L.M.; methodology, M.B. and D.S.; software, M.B., D.S. and L.M.; validation, M.B. and D.S.; formal analysis, M.B., D.S. and P.N.; investigation, M.B., D.S. and L.M.; resources, P.N.; data curation, M.B., D.S. and L.M.; writing—original draft preparation, M.B. and D.S.; writing—review and editing, M.B., D.S., L.M., M.S. and P.N.; visualisation, M.B. and D.S.; supervision, M.S. and P.N.; project administration, M.S. and P.N.; funding acquisition, P.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research project is funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—471726131.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Dataset available on request from the authors.
Acknowledgments
We want to thank the companies Miele & Cie. KG, Sennheiser Electronic SE & Co., KG and Volkswagen Commercial Vehicles, who participated in the HyFlowJobShop research project as associated project partners. The exchange of ideas ensured the practical applicability of the primary research on hybrid, flow-oriented organisational structures in assembly.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| WIP | Work-in-process |
| AGV | Automated guided vehicle |
| APM | Assembly precedence matrix |
| OEE | Overall equipment effectiveness |
References
- Koren, Y. The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems; Wiley: Hoboken, NJ, USA, 2010; ISBN 978-0-470-58377-7. [Google Scholar]
- Hu, S.J.; Ko, J.; Weyand, L.; ElMaraghy, H.A.; Lien, T.K.; Koren, Y.; Bley, H.; Chryssolouris, G.; Nasr, N.; Shpitalni, M. Assembly system design and operations for product variety. CIRP Ann. 2011, 60, 715–733. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, L.; Xia, B.; Han, Y. Research on balancing and sequencing problems of flexible mixed model assembly lines with alternative precedence relations. Int. J. Prod. Res. 2023, 61, 8451–8467. [Google Scholar] [CrossRef]
- Röhrdanz, F.; Mosemann, H.; Wahl, F.M. Constraint evaluation for assembly sequence planning. In Towards Flexible and Agile Assembly and Manufacturing; Lee, S., Ed.; Institute of Electrical and Electronics Engineers: New York, NY, USA, 1997; pp. 263–268. ISBN 0780338200. [Google Scholar]
- Wu, Y.; Zhao, X.; Xu, Y.; Chen, Y. A flexible planning methodology for product family assembly line based on improved NSGA_II. Assem. Autom. 2020, 40, 625–639. [Google Scholar] [CrossRef]
- Hüttemann, G.; Buckhorst, A.F.; Schmitt, R.H. Modelling and Assessing Line-less Mobile Assembly Systems. Procedia CIRP 2019, 81, S724–S729. [Google Scholar] [CrossRef]
- Begue, C. The Performance and Flexibility of Mixed-Model Assembly Lines. Ph.D. Thesis, University of Wisconsin, Madison, WI, USA, 1995. [Google Scholar]
- Schumann, D.; Bleckmann, M.; Nyhuis, P. Hybrid Production Structures as a Solution for Flexibility and Transformability for Longer Life Cycles of Production Systems. In Product Lifecycle Management. Leveraging Digital Twins, Circular Economy, and Knowledge Management for Sustainable Innovation; Danjou, C., Harik, R., Nyffenegger, F., Rivest, L., Bouras, A., Eds.; IFIP Advances in Information and Communication Technology; Springer: Cham, Switzerland, 2024; Volume 702, pp. 289–299. [Google Scholar] [CrossRef]
- Wiendahl, H.-P.; Reichardt, J.; Nyhuis, P. Handbook Factory Planning and Design; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-662-46390-1. [Google Scholar]
- Nyhuis, P.; Bleckmann, M.; Demir, M.; Jahangirkhani, T.; Wenzel, A.; Schmidt, M. Risikoabhängige Auswahl der Veränderungsfähigkeitsarten. wt Werkstattstech. Online 2025, 115, 2–10. [Google Scholar] [CrossRef]
- Tseng, M.M.; Jiao, J.; Merchant, M.E. Design for Mass Customization. CIRP Ann. 1996, 45, 153–156. [Google Scholar] [CrossRef]
- Lotter, B.; Wiendahl, H.-P. Changeable and Reconfigurable Assembly Systems. In Changeable and Reconfigurable Manufacturing Systems; ElMaraghy, H.A., Ed.; Springer: London, UK, 2009; pp. 127–142. ISBN 978-1-84882-066-1. [Google Scholar]
- Grigutsch, M.; Nywlt, J.; Schmidt, M.; Nyhuis, P. Highly Flexible Final Production Stages—Taking Advantages of Scale Effects by Reducing Internal Component Variants. Adv. Mater. Res. 2014, 907, 127–137. [Google Scholar] [CrossRef]
- Bley, H.; Zenner, C. Variant-oriented Assembly Planning. CIRP Ann. 2006, 55, 23–28. [Google Scholar] [CrossRef]
- Perwitz, J.; Sobottka, T.; Beicher, J.-N.; Gaal, A. Simulation-based evaluation of performance benefits from flexibility in assembly systems and matrix production. Procedia CIRP 2022, 107, 693–698. [Google Scholar] [CrossRef]
- Greschke, P.; Schönemann, M.; Thiede, S.; Herrmann, C. Matrix Structures for High Volumes and Flexibility in Production Systems. Procedia CIRP 2014, 17, 160–165. [Google Scholar] [CrossRef]
- Hofmann, C.; Brakemeier, N.; Krahe, C.; Stricker, N.; Lanza, G. The Impact of Routing and Operation Flexibility on the Performance of Matrix Production Compared to a Production Line. In Advances in Production Research, Proceedings of the 8th Congress of the German Academic Association for Production Technology (WGP), Aachen, Germany, 19–20 November 2018; Schmitt, R., Schuh, G., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 155–165. ISBN 978-3-030-03450-4. [Google Scholar]
- Kern, W.; Rusitschka, F.; Kopytynski, W.; Keckl, S.; Bauernhansl, T. Alternatives to assembly line production in the automotive industry. In Proceedings of the 23rd International Conference on Production Research, Manila, Philippines, 1–4 August 2015. [Google Scholar]
- Küber, C.; Westkämper, E.; Keller, B.; Jacobi, H.-F. Method for a Cross-architecture Assembly Line Planning in the Automotive Industry with Focus on Modularized, Order Flexible, Economical and Adaptable Assembly Processes. Procedia CIRP 2016, 57, 339–344. [Google Scholar] [CrossRef]
- Kampker, A.; Kawollek, S.; Marquardt, F.; Krummhaar, M. Potential of Hybrid Assembly Structures in Automotive Industry. SSRN Electron. J. 2020. [Google Scholar] [CrossRef]
- Göppert, A.; Schukat, E.; Burggräf, P.; Schmitt, R.H. Agile Hybrid Assembly Systems: Bridging the Gap Between Line and Matrix Configurations. In Advances in Automotive Production Technology—Theory and Application, Proceedings of the Stuttgart Conference on Automotive Production (SCAP2020), Stuttgart, Germany, 2–10 November 2020; Weißgraeber, P., Ed.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 3–11. ISBN 978-3-662-62961-1. [Google Scholar]
- Kaiser, P.; Thevapalan, A.; Reining, C.; Roidl, M.; Kern-Isberner, G.; Hompel, M.t. Hybrid Production: Enabled By Controlling the Output Sequence of AMatrix Production Using Answer Set Programming. Procedia CIRP 2022, 107, 1305–1310. [Google Scholar] [CrossRef]
- Johnson, D.J. Converting assembly lines to assembly cells at Sheet Metal Products: Insights on performance improvements. Int. J. Prod. Res. 2005, 43, 1483–1509. [Google Scholar] [CrossRef]
- Modrák, V.; Semančo, P. Cell Design for Transforming the Job Shop Production Process to Lean. In Handbook of Research on Design and Management of Lean Production Systems; Semanco, P., Modrak, V., Eds.; IGI Global: Hershey, PA, USA, 2014; pp. 130–147. ISBN 9781466650398. [Google Scholar]
- Keckl, S.; Abou-Haydar, A.; Westkämper, E. Complexity-focused Planning and Operating of Mixed-model Assembly Lines in Automotive Manufacturing. Procedia CIRP 2016, 57, 333–338. [Google Scholar] [CrossRef]
- Florescu, A.; Barabas, S.A. Modeling and Simulation of a Flexible Manufacturing System—A Basic Component of Industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Schumann, D.; van Kraan, F.d.; Nyhuis, P. Eignungsanalyse zur Einführung hybrider Organisationsformen in der Montage. Z. Wirtsch. Fabr. 2024, 119, 114–119. [Google Scholar] [CrossRef]
- Stickland, F. The Dynamics of Change: Insights into Organisational Transition from the Natural World; Routledge: London, UK, 1998; ISBN 9781134669806. [Google Scholar]
- Heinicke, M. Influence of Shifts in Production Programs on the Resilience of Production Systems. Procedia CIRP 2016, 41, 117–122. [Google Scholar] [CrossRef]
- Schumann, D.; Stöver, J.; Nyhuis, P. Effects of the Production Program’s Complexity on the Production Structure. In Proceedings of the CPSL 2024, Honolulu, HI, USA, 9–12 July 2024. [Google Scholar] [CrossRef]
- Lotter, B. Montage in der Industriellen Produktion: Ein Handbuch für Die Praxis; Springer: Berlin/Heidelberg, Germany, 2012; ISBN 978-3-642-29060-2. [Google Scholar]
- Zhang, Y.; Ni, J.; Lin, Z.; Lai, X. Automated sequencing and sub-assembly detection in automobile body assembly planning. J. Mater. Process. Technol. 2002, 129, 490–494. [Google Scholar] [CrossRef]
- Kilbridge, M.D.; Wester, L. A Review of Analytical Systems of Line Balancing. Oper. Res. 1962, 10, 626–638. [Google Scholar] [CrossRef]
- Bebersdorf, P.; Huchzermeier, A. Variabler Takt: Mit dem VarioTakt Varianz Beherrschen bei Grenzenloser Produktindividualisierung; Springer Gabler: Berlin/Heidelberg, Germany, 2021; ISBN 978-3-662-63930-6. [Google Scholar]
- Navaei, J.; ElMaraghy, H. Grouping part/product variants based on networked operations sequence. J. Manuf. Syst. 2016, 38, 63–76. [Google Scholar] [CrossRef]
- Takeda, H. The Synchronized Production System: Going Beyond Just-in-Time Through Kaizen, 1st ed.; Kogan Page: London, UK, 2006; ISBN 9780749447656. [Google Scholar]
- Pass, C.L.; Lowes, B.; Davies, L. Collins Dictionary of Economics, 2nd ed.; HarperCollins: Glasgow, UK, 1993; ISBN 0004703723. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).