Investigation of Nanocutting Characteristics of Off-Axis 4H-SiC Substrate by Molecular Dynamics


Abstract
:1. Introduction
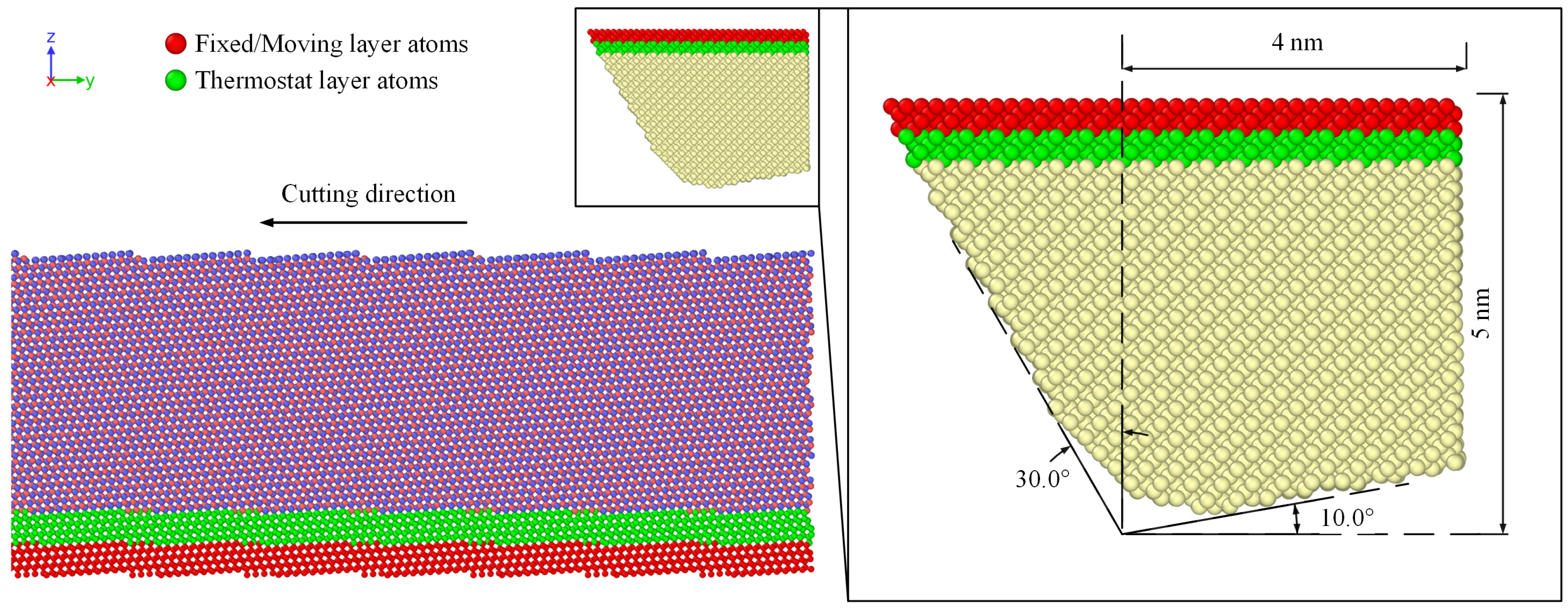
2. Models and Methods
3. Results and Discussion
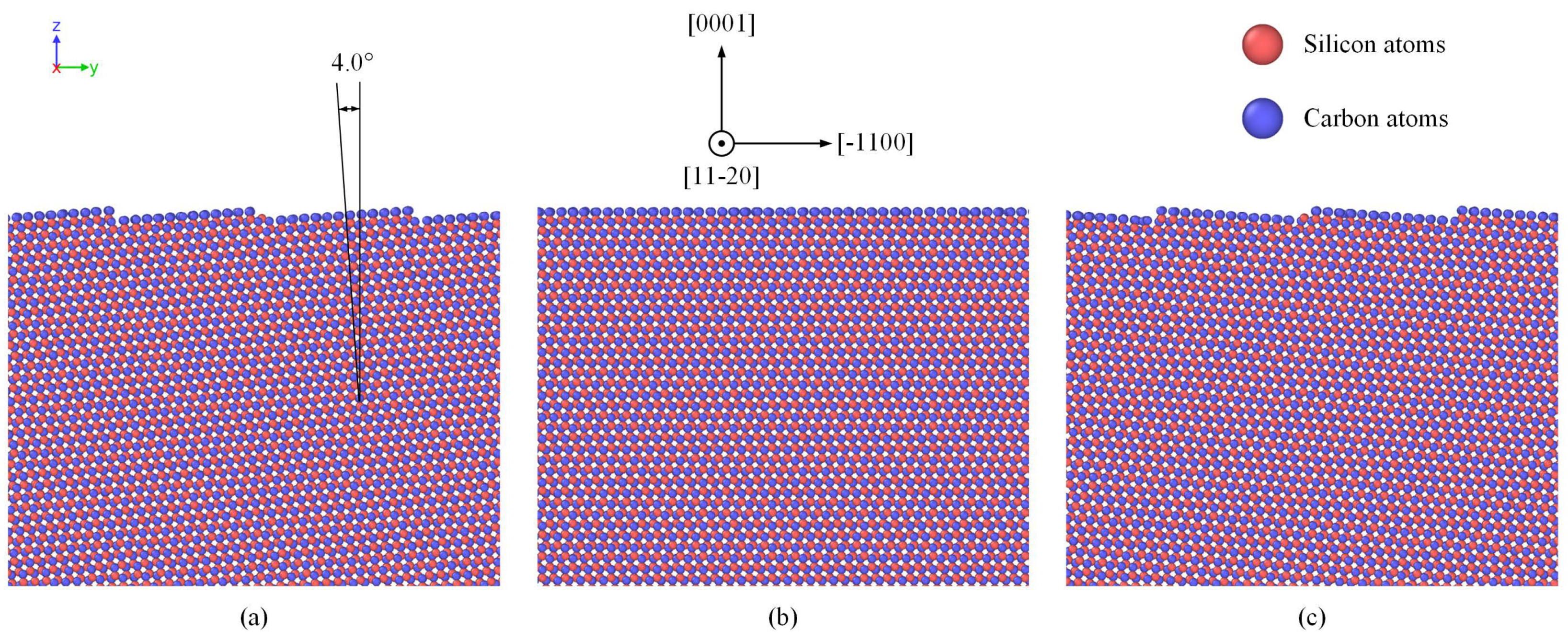
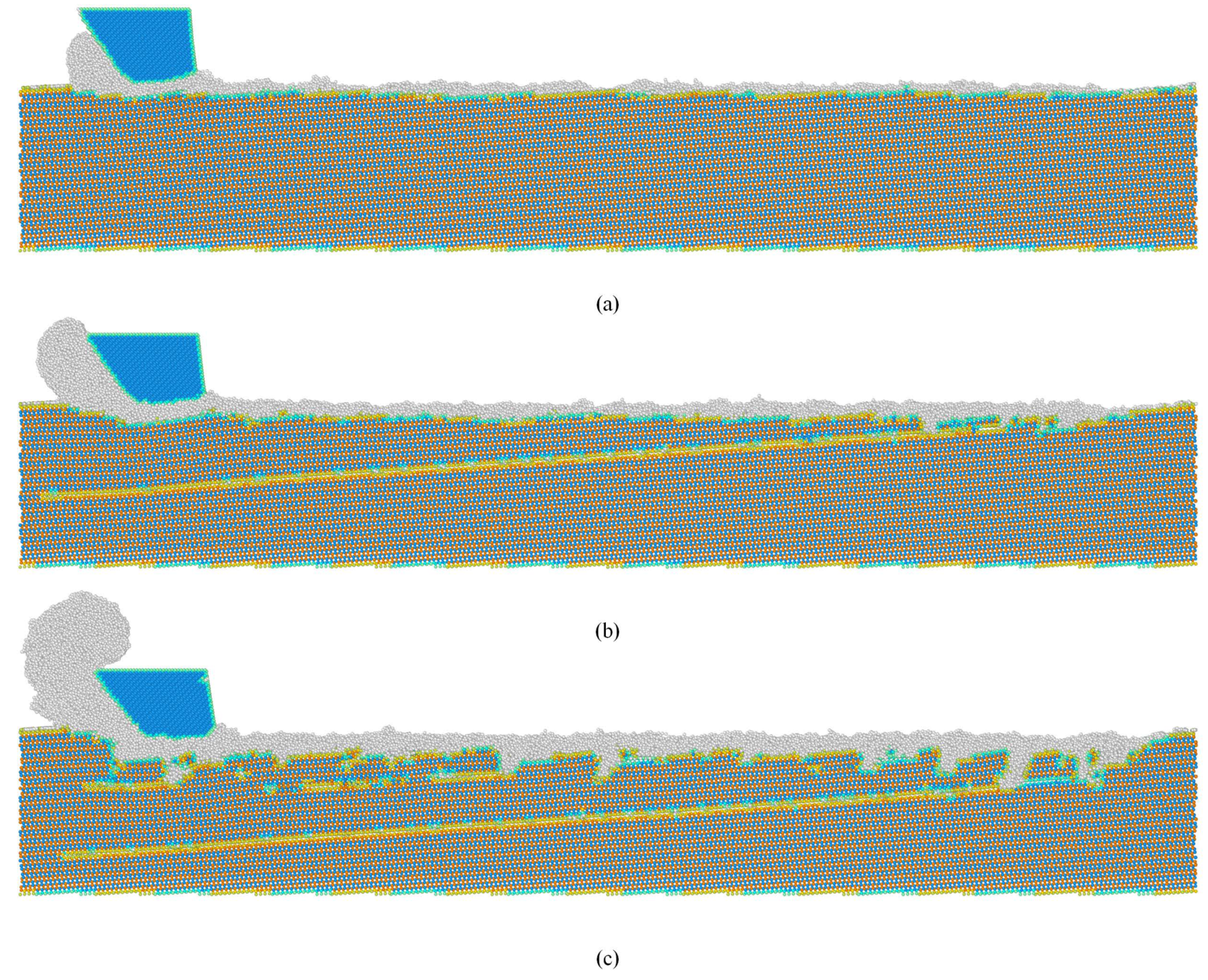
3.1. Influence of Lattice Orientation
3.1.1. Structure
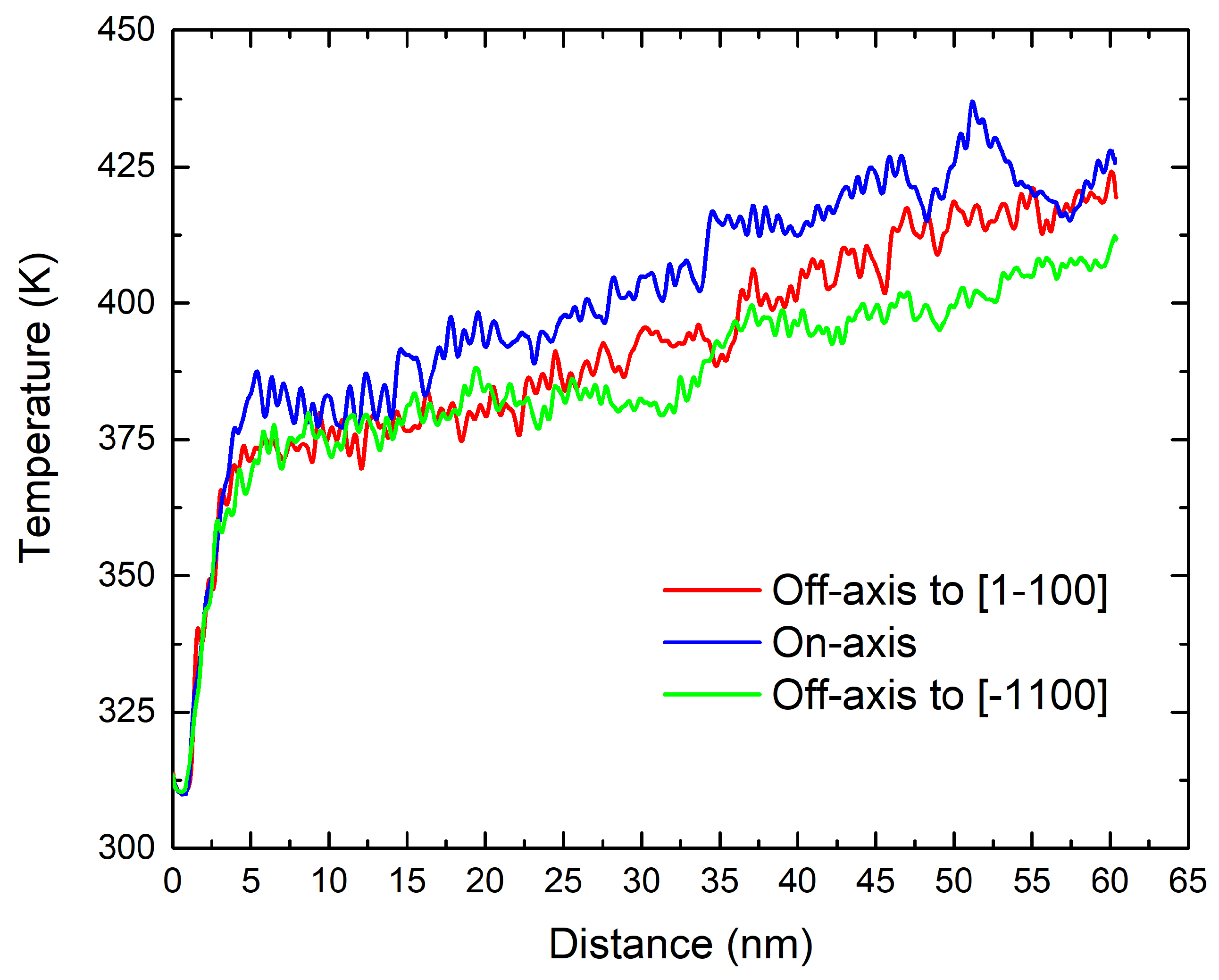
3.1.2. Cutting Force and Workpiece Temperature
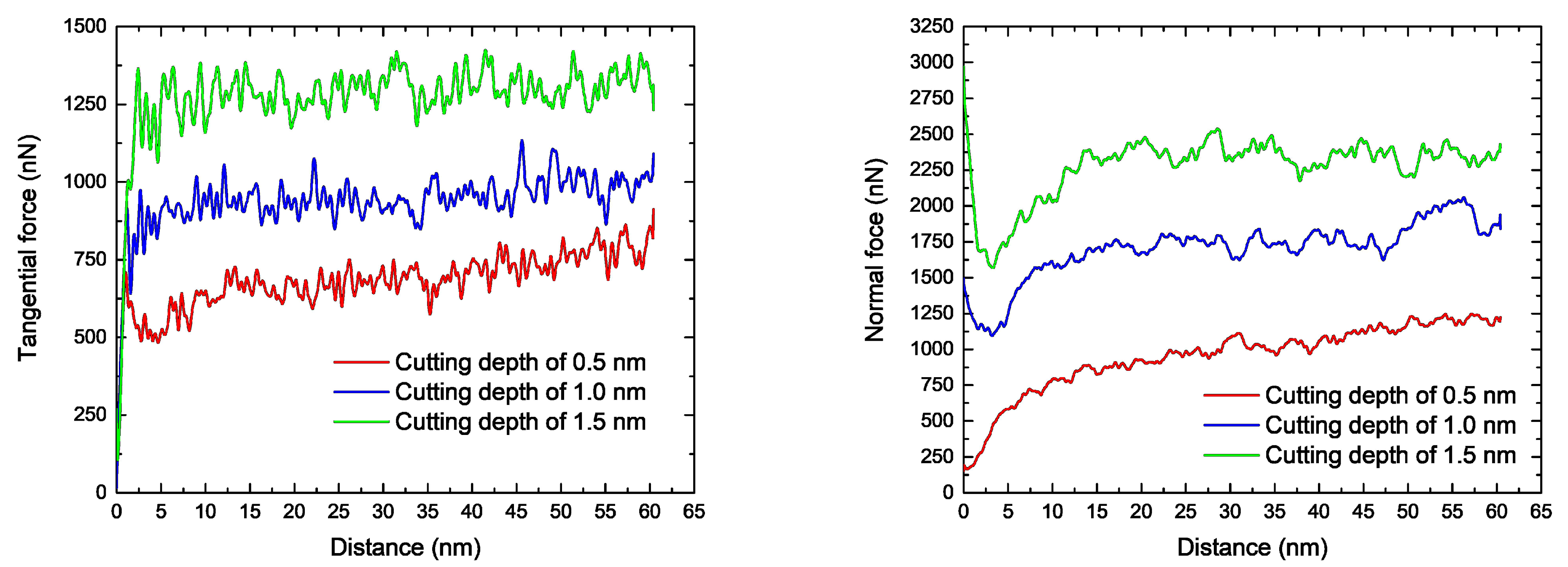
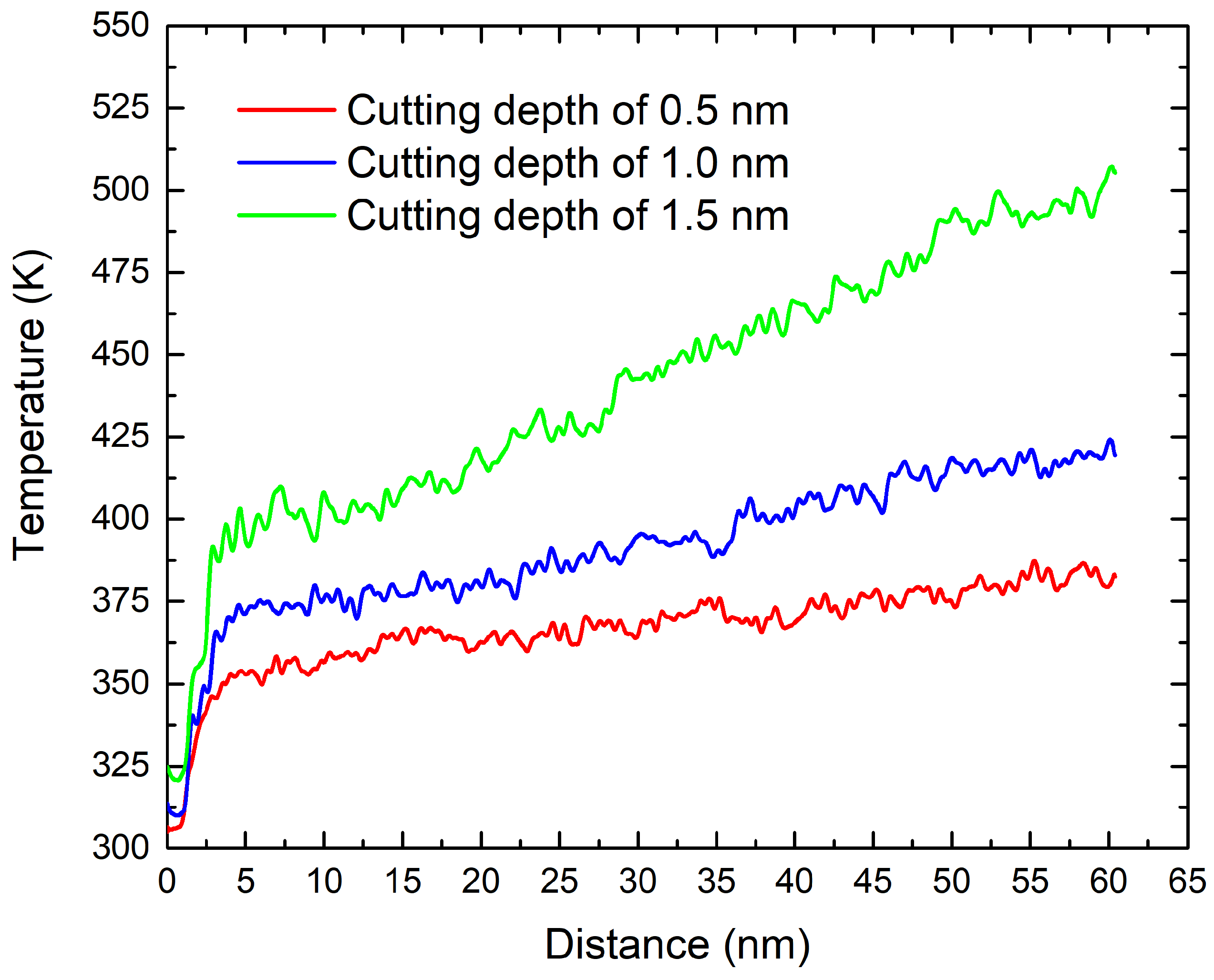
3.2. Influence of Cutting Depth
3.2.1. Structure
3.2.2. Cutting Force and Workpiece Temperature
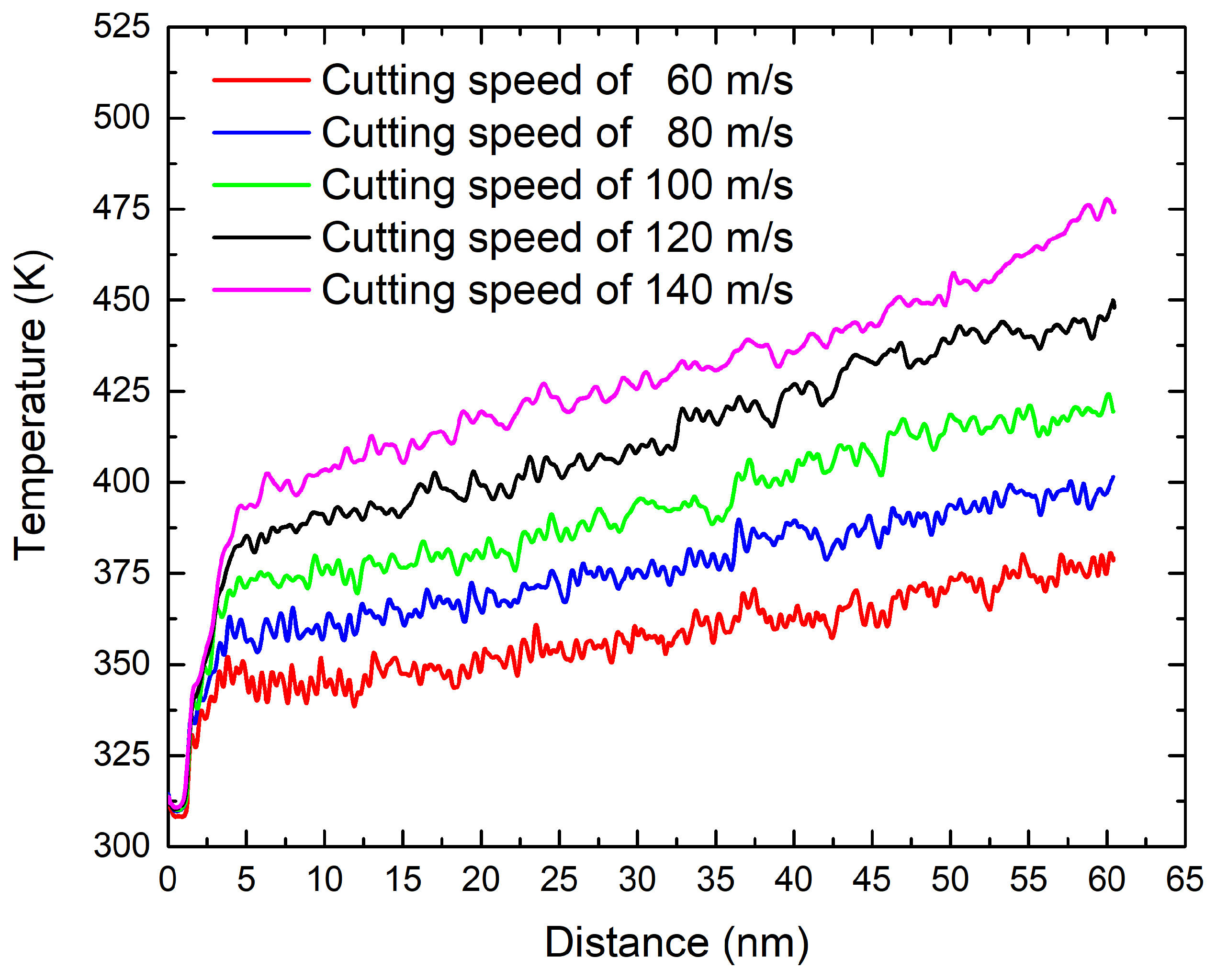
3.3. Influence of Cutting Speed
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lebedev, A.A. Deep level centers in silicon carbide: A review. Semiconductors 1999, 33, 107–130. [Google Scholar] [CrossRef]
- Wright, N.G.; Horsfall, A.B.; Vassilevski, K. Prospects for SiC electronics and sensors. Mater. Today 2008, 11, 16–21. [Google Scholar] [CrossRef]
- Matsunami, H. Current SiC technology for power electronic devices beyond Si. Microelectron. Eng. 2006, 83, 2–4. [Google Scholar] [CrossRef]
- Patten, J.; Gao, W.; Yasuto, K. Ductile Regime Nanomachining of Single-Crystal Silicon Carbide. J. Manuf. Sci. Eng. 2004, 127, 522–532. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Comley, P.; Reuben, R.L.; Cox, A. Brittle–ductile transition during diamond turning of single crystal silicon carbide. Int. J. Mach. Tools Manuf. 2013, 65, 15–21. [Google Scholar] [CrossRef] [Green Version]
- Goel, S. The current understanding on the diamond machining of silicon carbide. J. Phys. D Appl. Phys. 2014, 47, 243001. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, H.; Shimada, S. Damage-free machining of monocrystalline silicon carbide. CIRP Ann. 2013, 62, 55–58. [Google Scholar] [CrossRef]
- Luo, X.; Goel, S.; Reuben, R.L. A quantitative assessment of nanometric machinability of major polytypes of single crystal silicon carbide. J. Eur. Ceram. Soc. 2012, 32, 3423–3434. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Liu, W.; Zhang, L. Revealing the deformation mechanisms of 6H-silicon carbide under nano-cutting. Comput. Mater. Sci. 2017, 137, 282–288. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; Kong, L. Molecular dynamics simulation of silicon carbide nanoscale material removal behavior. Ceram. Int. 2018, 44, 11910–11913. [Google Scholar] [CrossRef]
- Plimpton, S. Fast Parallel Algorithms for Short-Range Molecular Dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Tersoff, J. Modeling solid-state chemistry: Interatomic potentials for multicomponent systems. Phys. Rev. B 1989, 39, 5566–5568. [Google Scholar] [CrossRef]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO–the Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2010, 18, 015012. [Google Scholar] [CrossRef]
- Maras, E.; Trushin, O.; Stukowski, A.; Ala-Nissila, T.; Jónsson, H. Global transition path search for dislocation formation in Ge on Si(001). Comput. Phys. Commun. 2016, 205, 13–21. [Google Scholar] [CrossRef] [Green Version]
- Demenet, J.L.; Amer, M.; Tromas, C.; Eyidi, D.; Rabier, J. Dislocations in 4H- and 3C-SiC single crystals in the brittle regime. Phys. Status Solidi C 2012, 10, 64–67. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensions | 4.6 × 70.2 × 10.0 nm (on-axis), 4.6 × 70.4 × 10.0 nm (off-axis) |
| Cutting speed | 60, 80, 100, 120, and 140 m/s |
| Cutting depth | 0.5, 1.0, and 1.5 nm |
| Cutting direction | [1−100] |
| Time step | 0.5 fs |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Zhu, F.; Xu, Y.; Liu, S. Investigation of Nanocutting Characteristics of Off-Axis 4H-SiC Substrate by Molecular Dynamics. Appl. Sci. 2018, 8, 2380. https://doi.org/10.3390/app8122380
Wang M, Zhu F, Xu Y, Liu S. Investigation of Nanocutting Characteristics of Off-Axis 4H-SiC Substrate by Molecular Dynamics. Applied Sciences. 2018; 8(12):2380. https://doi.org/10.3390/app8122380
Chicago/Turabian StyleWang, Miaocao, Fulong Zhu, Yixin Xu, and Sheng Liu. 2018. "Investigation of Nanocutting Characteristics of Off-Axis 4H-SiC Substrate by Molecular Dynamics" Applied Sciences 8, no. 12: 2380. https://doi.org/10.3390/app8122380
APA StyleWang, M., Zhu, F., Xu, Y., & Liu, S. (2018). Investigation of Nanocutting Characteristics of Off-Axis 4H-SiC Substrate by Molecular Dynamics. Applied Sciences, 8(12), 2380. https://doi.org/10.3390/app8122380