1. Introduction
In the era of mass production, manufacturing companies have emphasized the efficiency of processes such as procurement, production, and logistics, in order to minimize the cost of over- and under-stocking. To improve productivity and reduce costs, companies have focused on economies of scale, and analyzed the tradeoffs between different processes. As the importance of personalized customer needs increases and the product life cycle became shorter, more companies are focusing upon customized products and flexibility. Production and supply chain management (SCM) systems, such as lean and agile systems, have been introduced by many companies [
1,
2].
The manufacturing system that provides customized products has been discussed and implemented. In particular, a manufacturing paradigm of mass customization has been in place since the late 1980s. Even though there has been controversy over the level of individualization [
1], mass customization has been implemented by several important concepts, including product family architecture, reconfigurable manufacturing system, and delaying differentiation [
3]. Now, we are entering a new era, which demands a new manufacturing paradigm, focusing on highly customized products, such as economies of one [
4] and make-to-individual production [
5]. Therefore, with the adoption of new information and communication technology (ICT), developing new production and SCM systems that support personalized manufacturing has become an matter of urgency [
6].
Many governments and manufacturing companies have been developing more automated and flexible systems, in order to provide customized products. In Germany for example, the Industry 4.0 strategy was announced, and the concept of the smart factory was introduced by integrating new ICT technology and manufacturing systems. With advanced ICT technologies such as the Internet of Things (IoT), cloud computing, data analytics, and 3D printers, we are able to develop new manufacturing and supply chain systems that are tailored to meet individualized requirements [
7]. In such environments, equipment in a smart factory is connected by the IoT, and monitored and shared in a cloud system. When multiple factories are connected and shared, they become connected smart factories, or a web of smart factories. In a traditional manufacturing system, it may be difficult to share processes and facilities; however, in an environment of connected smart factories, it is possible to share factories in real time and create new business models [
8]. Customers and other players in a supply chain can be connected and efficiently communicate through a cloud-based system. To test and implement the new supply chain, the EU implemented the ManuCloud project, to share the manufacturing capacity of production networks in the cloud architecture [
9]. In Korea, connected smart factories with 3D printers supporting personalized production have been built in Daejeon, Gwangju, and other cities, and are managed in the cloud system under the name “Factory as a Service” (FaaS) [
10].
Figure 1a shows the layout of the smart factory. 3D printers and post-processing facilities are located at the side of the octagon, while a robot arm in the center moves products. The factory in each city has interchangeable processes which can be shared when connected to the cloud system.
Figure 1b shows the FaaS cloud system with which customers can upload computer-aided design (CAD) files of products, collaborate with engineers, and request production. The motivation for this research is a desire to develop a dynamic supply chain design and planning applications for connected smart factories, with additive manufacturing.
Theory and applications in SCM have been developed according to changes in manufacturing and business environments. Traditionally, the topics in SCM are classified into design and operation, and control aspects [
11,
12]. Supply chain design aspects deal with network configuration, outsourcing, and capacity decisions; these are long-term concerns for which changes in decisions have significant financial implications. Therefore, traditional supply chains are not frequently modified. Once a supply chain is designed according to the objective of the company, it is fixed for several months or years. Supply chain operation and control aspects are addressed after design decisions have been made. Medium and short term forecasting, production planning, and subcontracting are examples of operations and control issues. However, due to the aforementioned changes in business environments, a new approach is needed for dynamically designing supply chain, in order to efficiently support personalized production. In this paper, we consider a network design problem as a short-term decision based on real time data, including capacity and demand. The main contributions of the paper are as follows:
In this paper, six types of flexibility associated with a network of smart factories utilizing 3D printers, cloud computing, and the IoT, are identified and defined. Specifically, design flexibility, product flexibility, process flexibility, supply chain flexibility, collaboration flexibility, and strategic flexibility are explained, based on a review of previous research.
This paper proposes a general planning framework and two optimization models for supply chain design and operation, by dynamically connecting smart factories according to customer demand.
This paper demonstrates a way of managing a network of smart factories to deal with customized products, and demonstrates the performance of the proposed approach with some scenarios.
The remainder of this paper is organized as follows. In
Section 2, smart supply chains are described and the relevant literature is reviewed. Six types of flexibility are identified and explained with several examples. Papers considering mathematical models on supply chains with additive manufacturing are also reviewed. In
Section 3, a general planning framework to solve the design and operations problems of a smart supply chain is presented. Optimization models are developed for selecting appropriate processes in the network of smart factories, and to generate efficient production and logistics plans using the selected processes. Numerical experiments are described in
Section 4, and
Section 5 concludes the paper.
3. Materials and Methods
3.1. Planning Framework
Different to the mass production system, it may be more difficult or impossible to forecast highly customized products as customers and products are not known before orders are placed. Players in a supply chain providing customized products are able to know the product characteristics and the required manufacturing processes after receiving the order; these differ by product. Therefore, flexibility is more important than ever before.
Figure 2 shows the process for the smart supply chain from customer order to delivery of the product. First, the customer uploads a CAD file and requests an order via the cloud system using a website. Then, engineers supporting the system validate the CAD file, confirm whether the product can be made in the system, and provide feedback to the customer. At the same time, the required processes and bill of materials (BOM) are designed. Next, based on the design data, real time data about the machines in the processes are gathered from the IoT and monitored through the cloud system. After the required information—including availability of raw materials, capacity of resources, and working calendars—has been reviewed, the optimal supply chain design and operations plans are generated for a single order request by matching demand requirements and supply capability. Based on the decision, customers receive information on the facilities and processes that will be used, the production plan, and the delivery date. After confirmation from the customer, an operations plan is sent to the selected parties. Finally, each party in the supply chain develops his or her own schedule, and execution begins.
The optimization models in the following sections covers the steps for the development of the design and operations plan of the supply chain, which can be dynamically organized and deleted according to customer orders. It is assumed that the factories, as well as processes, are interchangeable. The example in
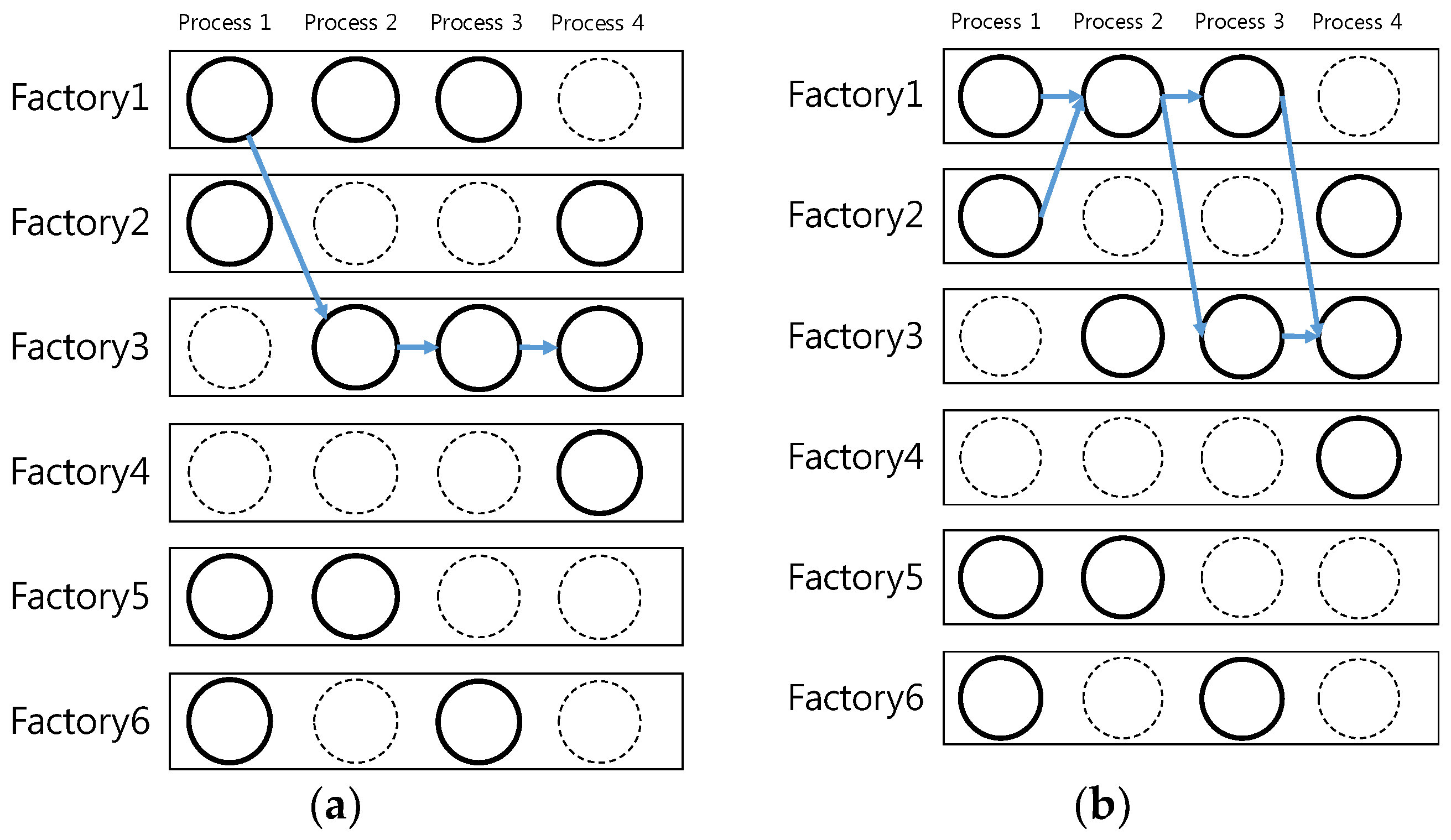
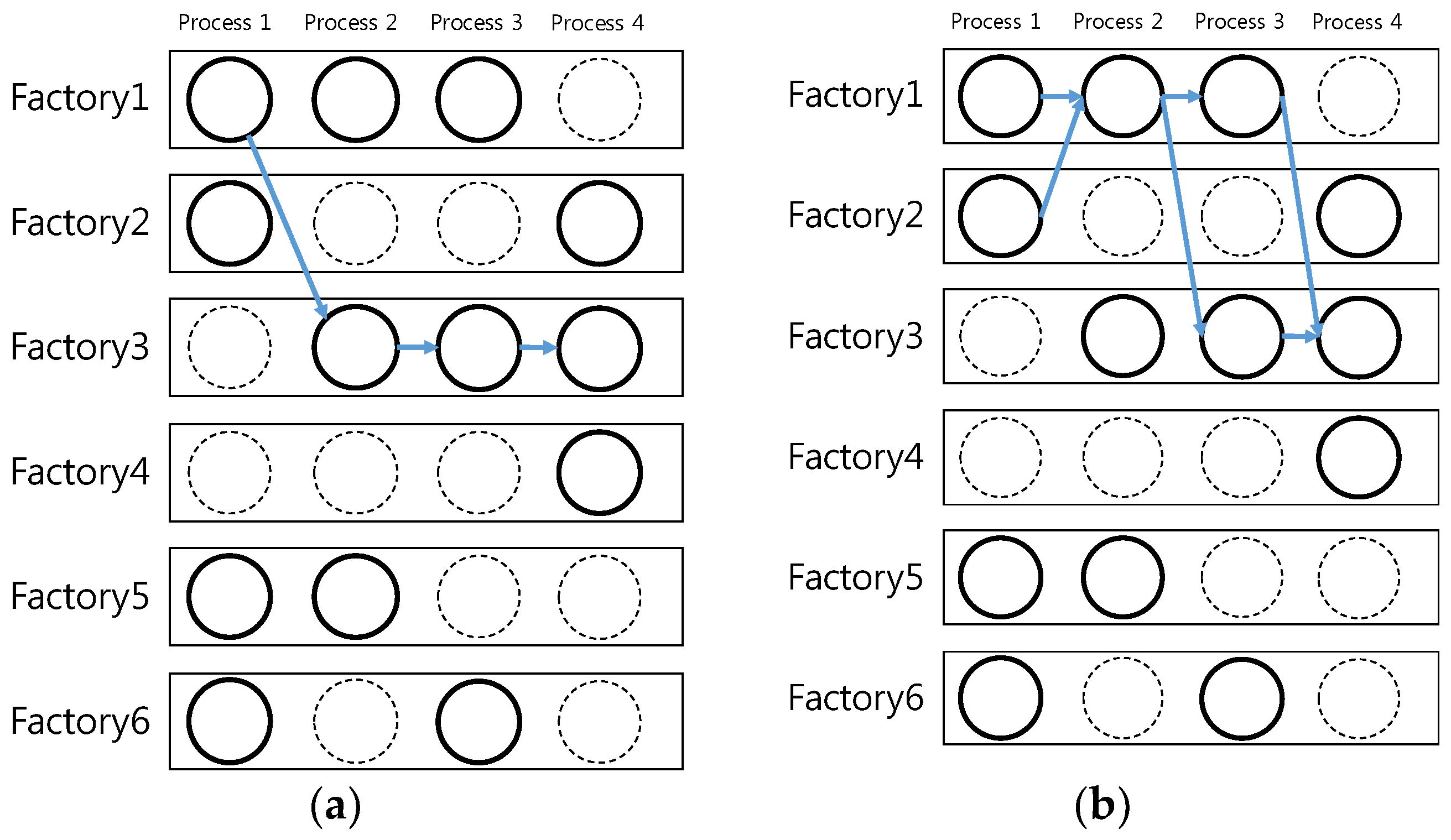
Figure 3 explains the approach for the dynamic supply chain design and operation with connected smart factories, as proposed in this paper.
In the first step, based on the data gathered from the customer and factories, all possible processes in each factory are selected, as outlined in
Figure 3a. In the example, three processes, namely Processes 1, 2, and 3, are required to produce the product. In addition, there are three available factories, namely Factories 1, 2, and 3, in the network. The nodes, represented by circles, show which process in which factory is available. A solid line indicates that the process in the factory is available, while a dotted line indicates unavailability. For example, Processes 1 and 3 in Factory 1 are available. After checking the availability, the optimal supply chain is designed. That is, the best combination of processes is selected in order to minimize the total cost and cover all required processes as shown in
Figure 3b. Four processes in three factories are selected. That is, all three factories are sharing their resources to efficiently fulfill the current order. Process 3 in Factory 1 is not required to make the product, even if it is available. In the second step, optimal production and delivery plans are calculated using the processes selected in the previous step.
Figure 3c shows the plan for each process.
3.2. Dynamic Supply Chain Design
The purpose of the dynamic supply chain design phase is to select the optimal combination of nodes to be used. We developed an integer programming model by modifying a set-covering problem. The concept is that all the required processes must be covered with at the minimum total cost. We assume that there are enough raw materials and no work-in-progress (WIP) in the process. The notations used in the optimization model are summarized in
Table 1.
The objective function is expressed by Equation (1): it minimizes the total costs composed of fixed, production, and transportation costs. Fixed costs are incurred when a factory is selected, and the production costs are expressed as the sum of the setup cost and the production cost per unit multiplied by the production quantity. Finally, transportation costs arise when consecutive processes are carried out in different factories. Equation (2) represents the demand for a product, which requires a supply chain design. Equation (3) requires that all processes be covered, and Equation (4) indicates that the available process at a factory can be selected only if the factory is selected. Equation (5) represents a capacity constraint, and capacity is calculated in terms of available time. Equations (6) and (8) determine whether transportation between the factories is necessary or not. We note that the decision variable is not necessarily defined as a binary variable within the constraints. Equations (9) and (10) define the decision variables.
3.3. Dynamic Supply Chain Operation
Once the supply chain has been designed, the operations plan is generated. Nodes represent processes selected in the dynamic supply chain design phase. We also introduce a dummy node,
, so that finished products manufactured in several factories are delivered to the customer. The supply chain operations model, using the notations in
Table 2, is as follows.
The objective function, Equation (11), aims to ensure that the production is finished as soon as possible by employing penalty cost, which increases with time. The objective function can be modified according to the decision maker’s goal. Equation (12) limits the production quantity depending on the capacity of the process at each time unit. Equations (13) and (14) represent inventory balance equations for raw material and manufactured product at each process, respectively. represents the transportation lead time between processes and . Equation (15) is a constraint expressing the demand of the product. Equation (16) shows that inter-factory movement is only possible when the transportation mode is available. The manufactured product in a factory can be sent to other factories when belongs to . For example, all factories operate ten hours a day, and inter-factory transportation takes place at night after work hours. Equation (17) defines the decision variables.
5. Conclusions
The development of technology is changing industries and enterprises. In contrast to traditional manufacturing practices, in a connected smart factory environment, advanced IT technologies must be integrated with manufacturing processes tailored to the production and delivery of personalized products. Since a factory cannot meet the personalized demand of all customers, a new concept of supply chain management is needed.
In this study, we investigated a smart supply chain with additive manufacturing that enables connected smart factories to communicate with each other in real time, to share data, and to make optimal decisions to support consumers through the cloud. First, we reviewed the literature related to the concept of smart supply chains, and presented six types of flexibility focusing on smart supply chains with additive manufacturing where processes are interchangeable, in order to support personalized customer requirements. These are design, product, process, supply chain, collaboration, and strategic flexibilities. Through a literature review and classification, we confirmed that a smart supply chain, especially with additive manufacturing, could provide more flexibility and opportunities in the face of the new manufacturing paradigms associated with personalized production. Also, flexibility is multi-dimensional [
56] and smart supply chains can be flexible in different ways. Although the scope of this study does not cover the more comprehensive meaning of the smart supply chain, cloud-based networked manufacturing like FaaS can be one of the approaches for smart supply chains to flexibly meet individual requirements.
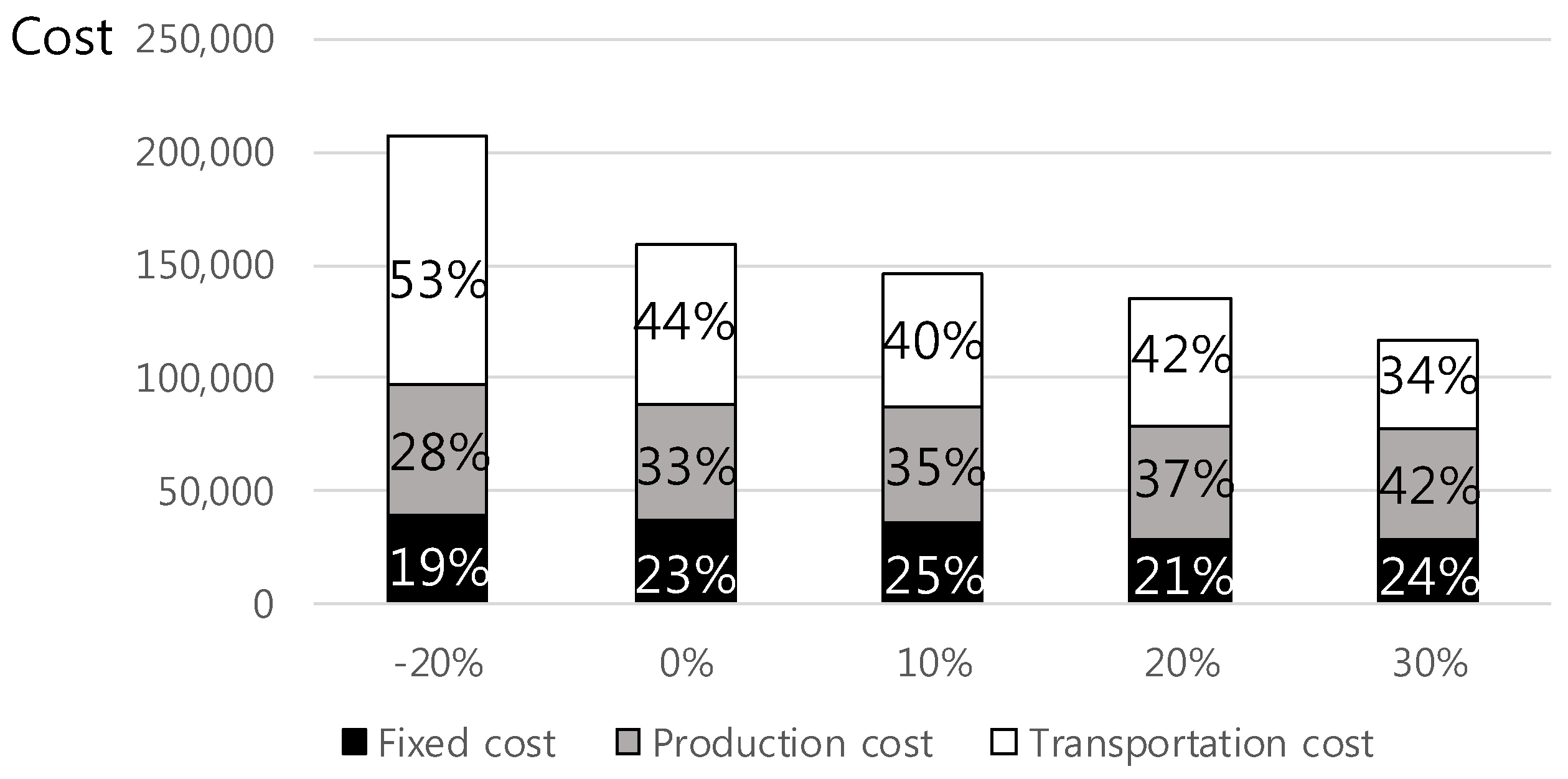
Next, we proposed a planning framework for dynamically designing and operating a smart supply chain, and formulated mathematical models for each stage, assuming a situation involving interchangeable factories and processes. Numerical experiments were conducted to compare the results of the proposed model under selected scenarios. Experimental results demonstrated the importance of dynamic supply chain design and operation with real time data, and showed that transportation costs vary widely . These proposed processes and results show that the smart supply chain is different from the traditional supply chain for mass production. First, in the traditional setting, the supply chain is designed as a long-term strategy [
11,
12]; in our model however, the supply chain is determined as a short-term plan. Second, in traditional supply chains, supply chain design is rather static and is not affected by individual orders. However, in our model, the supply chain is designed dynamically, based on the order received and available capacity at a given point of time; SMEs can be competitive with a dynamic network [
13,
14]. Third, in the smart supply chain, each customer can be involved in the supply chain design process for his or her own product [
7].; this is not true of the traditional supply chain. Finally, dynamic supply chain design and operations can proactively handle the changes and uncertainties in the environments, in line with recent approaches to strategic flexibility [
47].
Since the new manufacturing environment studied has not been fully implemented yet, we need to consider additional constraints on the actual environment and expand the model accordingly. In this study, the optimization models for dynamic supply chain design and operations were developed separately. In future research, we will develop a mathematical model that integrates the design and operation phase, and compares the results and performance with this study. Future studies will also take into account the diverse uncertainties that occur in environments where multiple factories are shared. Also, in future research, other relevant factors, such as quality of product, compatibility and pricing strategies, can be considered.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}