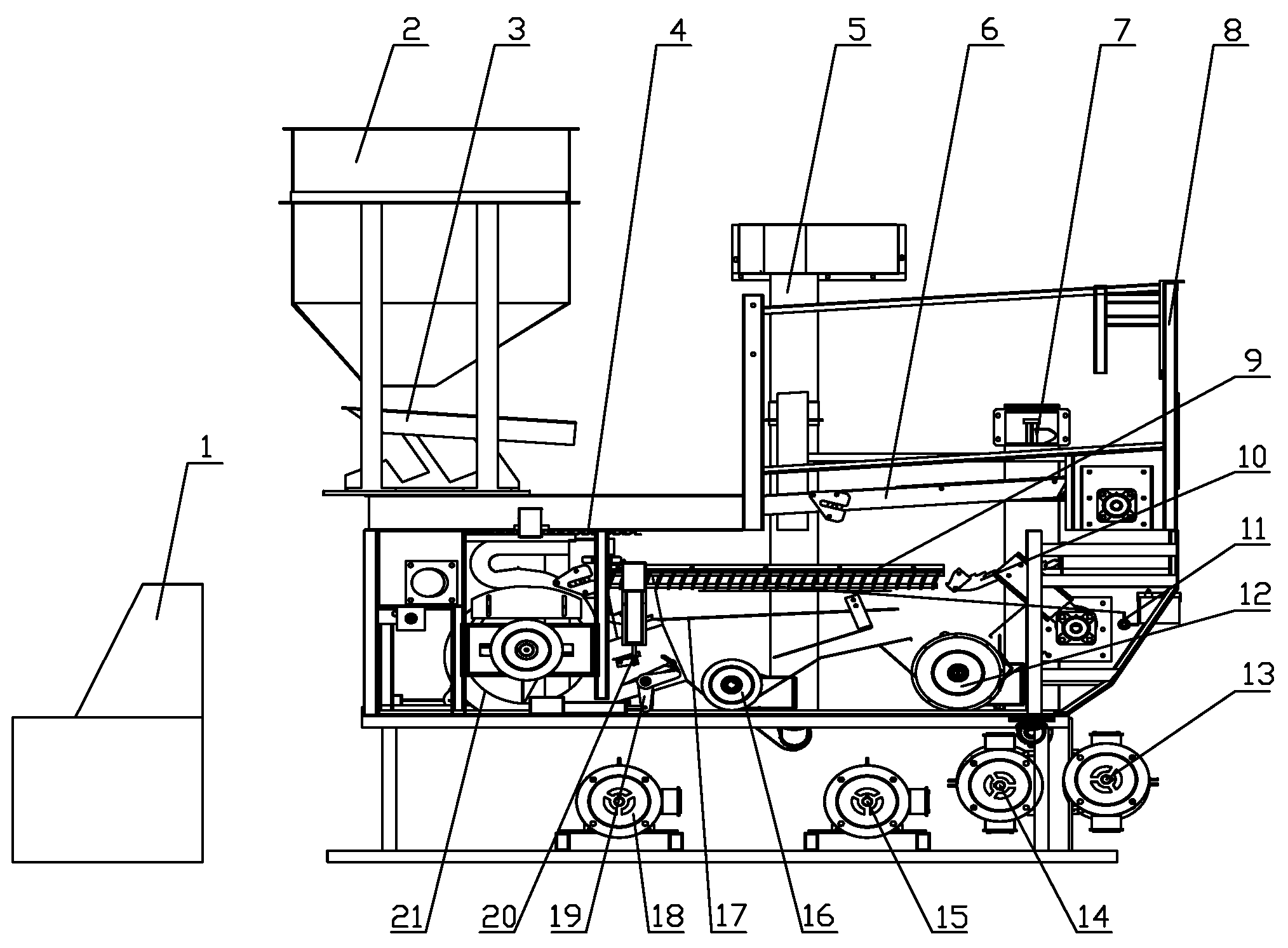
Figure 1.
Schematic diagram of the multi-duct cleaning device. 1. Human–Machine Interface (HMI), 2. Threshed outputs container, 3. Electromagnetic vibration feeder, 4. Grain pan, 5. Vertical grain auger, 6. Return plate, 7. Vertical tailings auger, 8. Framework, 9. Louver sieve, 10. Tailing sieve, 11. Sieve-opening adjusting mechanism, 12. Horizontal tailing auger, 13. Sieve-driven motor, 14. Return plate-driven motor, 15. Grain/tailing auger-driven motor, 16. Horizontal grain auger, 17. Woven screen, 18. Fan-driven motor, 19. Airflow deflector i adjustment mechanism, 20. Airflow deflector ii adjustment mechanism, and 21. Centrifugal fan.
Figure 1.
Schematic diagram of the multi-duct cleaning device. 1. Human–Machine Interface (HMI), 2. Threshed outputs container, 3. Electromagnetic vibration feeder, 4. Grain pan, 5. Vertical grain auger, 6. Return plate, 7. Vertical tailings auger, 8. Framework, 9. Louver sieve, 10. Tailing sieve, 11. Sieve-opening adjusting mechanism, 12. Horizontal tailing auger, 13. Sieve-driven motor, 14. Return plate-driven motor, 15. Grain/tailing auger-driven motor, 16. Horizontal grain auger, 17. Woven screen, 18. Fan-driven motor, 19. Airflow deflector i adjustment mechanism, 20. Airflow deflector ii adjustment mechanism, and 21. Centrifugal fan.
Figure 2.
Working principle of the guide plate-angle adjusting system. 1. Direction converter, 2. Displacement sensor 1, 3. Push rod 1, 4. Airflow inlet adjust plate, 5. Displacement sensor 2, 6. Push rod 2, 7. Push rod 3, 8. Displacement sensor 3, 9. Joint bearing.
Figure 2.
Working principle of the guide plate-angle adjusting system. 1. Direction converter, 2. Displacement sensor 1, 3. Push rod 1, 4. Airflow inlet adjust plate, 5. Displacement sensor 2, 6. Push rod 2, 7. Push rod 3, 8. Displacement sensor 3, 9. Joint bearing.
Figure 3.
Working principle of the sieve-opening adjusting system. 1. Displacement sensor, 2. Push rod, 3. Direction converter, 4. Joint bearing, 5. Connecter, 6. Active sieve.
Figure 3.
Working principle of the sieve-opening adjusting system. 1. Displacement sensor, 2. Push rod, 3. Direction converter, 4. Joint bearing, 5. Connecter, 6. Active sieve.
Figure 4.
Hardware structure of operating monitoring and control system.
Figure 4.
Hardware structure of operating monitoring and control system.
Figure 5.
Cleaning material acquire process for testing the performance of the controller, 1. Grain sieve loss sensor, 2. Residual flow, 3. Anemometer.
Figure 5.
Cleaning material acquire process for testing the performance of the controller, 1. Grain sieve loss sensor, 2. Residual flow, 3. Anemometer.
Figure 6.
Interaction profiler for grain sieve loss.
Figure 6.
Interaction profiler for grain sieve loss.
Figure 7.
Prediction profiler for grain impurity ratio.
Figure 7.
Prediction profiler for grain impurity ratio.
Figure 8.
Effects of working parameters on grain loss with a confidence interval of 95%.
Figure 8.
Effects of working parameters on grain loss with a confidence interval of 95%.
Figure 9.
Membership functions of the input and output variables.
Figure 9.
Membership functions of the input and output variables.
Figure 10.
Comparison of grain sieve loss variation before and after activating the controller.
Figure 10.
Comparison of grain sieve loss variation before and after activating the controller.
Figure 11.
Variation of airflow velocity distribution above the sieve within the first 20 s.
Figure 11.
Variation of airflow velocity distribution above the sieve within the first 20 s.
Table 1.
Adjustment range of the working parameters.
Table 1.
Adjustment range of the working parameters.
| Variables | Range |
|---|
| Length of return plate/mm | 900/1100/1300 |
| Return plate vibration frequency/HZ | 4–9 |
| Sieve vibration frequency/HZ | 4–9 |
| Fan speed/rpm | 0–1500 |
| Grain auger speed/rpm | 800 |
| Tail auger speed/rpm | 1000 |
| Sieve opening/mm | 20–30 |
| Guide plate I angle/° | 8–45 |
| Guide plate II angle/° | 13–45 |
Table 2.
Basic characteristics of the rice used in the test.
Table 2.
Basic characteristics of the rice used in the test.
| Parameter | Measured Value |
|---|
| Plant height/mm | 750~850 |
| Ear height/mm | 150~170 |
| Stalk moisture content/% | 58~67 |
| Grain moisture content/% | 22~29 |
| Straw/grain ratio | 1.9~2.2 |
| One thousand grain weight/g | 31.2 |
Table 3.
Response surface experiment results on cleaning performance.
Table 3.
Response surface experiment results on cleaning performance.
| Test No. | Fan Speed/rpm | Sieve Opening/mm | Guide Plate II Angle/° | Grain Loss Ratio/% | Impurity Ratio/% |
|---|
| 1 | 1300 | 25 | 45 | 0.39 | 0.64 |
| 2 | 1300 | 20 | 29 | 0.15 | 1.22 |
| 3 | 1100 | 20 | 45 | 0.14 | 1.28 |
| 4 | 1500 | 20 | 45 | 1.02 | 0.78 |
| 5 | 1500 | 30 | 45 | 0.93 | 1.06 |
| 6 | 1300 | 25 | 13 | 0.62 | 1.31 |
| 7 | 1100 | 20 | 13 | 0.25 | 2.37 |
| 8 | 1500 | 20 | 13 | 2.01 | 1.73 |
| 9 | 1300 | 30 | 29 | 0.53 | 3.34 |
| 10 | 1100 | 30 | 45 | 0.24 | 1.76 |
| 11 | 1500 | 30 | 13 | 1.80 | 2.58 |
| 12 | 1500 | 25 | 29 | 1.28 | 0.75 |
| 13 | 1300 | 25 | 29 | 0.69 | 1.26 |
| 14 | 1100 | 25 | 29 | 0.45 | 0.52 |
| 15 | 1100 | 30 | 13 | 0.60 | 0.47 |
| 16 | 1300 | 25 | 29 | 0.56 | 1.31 |
Table 4.
Surface response experiment results analysis for grain sieve loss.
Table 5.
Surface response experiment results analysis for grain impurity ratio.
Table 6.
Changing range of the cleaning performance.
Table 6.
Changing range of the cleaning performance.
| Item | Deviation Domain | Change Rate of the Deviation |
|---|
| Grain sieve loss | [−12, +12], grains/100 ms | [−100, +100], grains/s |
Table 7.
Fuzzy control strategy for fan speed.
Table 7.
Fuzzy control strategy for fan speed.
| | | U | NB | NM | NS | ZO | PS | PM | PB |
|---|
| | EC | |
|---|
| E | | |
|---|
| NB | PB | PB | PM | PS | NS | NS | ZO |
| NM | PB | PM | PS | PS | NS | ZO | ZO |
| NS | PM | PS | PS | PM | ZO | ZO | ZO |
| ZO | PS | PS | ZO | ZO | NS | NS | NM |
| PS | NS | NS | ZO | PS | NS | NM | NM |
| PM | NS | ZO | ZO | NS | NM | NB | NB |
| PB | ZO | ZO | PS | PM | NM | NB | NB |
Table 8.
Fuzzy control strategy for guide plate II.
Table 8.
Fuzzy control strategy for guide plate II.
| | | U | NB | NM | NS | ZO | PS | PM | PB |
|---|
| | EC | |
|---|
| E | | |
|---|
| NB | ZO | ZO | ZO | ZO | PS | PS | ZO |
| NM | ZO | ZO | ZO | ZO | PS | ZO | ZO |
| NS | ZO | ZO | ZO | ZO | ZO | ZO | ZO |
| ZO | ZO | ZO | ZO | ZO | ZO | PS | PS |
| PS | PS | PS | ZO | PS | PS | PS | PM |
| PM | PS | ZO | ZO | PS | PS | PM | PB |
| PB | ZO | ZO | PS | PM | PM | PB | PB |













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















