1. Introduction
Polycaprolactone (PCL), a semi-crystalline polyester, is prepared from ring-opening polymerization of
ε-caprolactone monomer under the catalysis of metal anion complex catalyst [
1]. Due to its relatively low melting temperature (Tm = 60 °C) and glass transition temperature (Tg = −60 °C), PCL has excellent viscoelastic properties and processability [
2,
3]. Moreover, PCL is regarded as a green environmental and non-toxic polymer material due to its prominent biocompatibility and biodegradation. Thus, PCL is widely used in medical tissue engineering, drug delivery, and control release systems, food packaging industry, antibacterial study, protective clothing fabrication, and biosensors [
4,
5,
6,
7,
8,
9]. Particularly, micro- or nanoscale PCL particles with a wide specific surface area, a small pore size, high encapsulation efficiency, and a high porosity are considered to be the main candidates in these fields [
10,
11]. For instance, the release profiles of active drug encapsulated in polymer microspheres are controlled by the size, distribution, and porous structure of microcapsules [
12,
13,
14,
15,
16].
Meanwhile, the drug-loaded nanoparticles with small size and narrow distribution have an enhanced ability to reach their target [
17]. The degradation process of these particles with a huge surface to volume ratio also occurs at a relatively faster rate [
18,
19]. Apart from the chemical and physical nature of particles, the properties and applications of polymeric particles are mainly determined by their structure and morphology. However, the perfect design as well as control of the structure and morphology of PCL particles and achieving their high encapsulation efficiency according to requirements during their preparation process is still a hot spot and difficult for scientific researchers. In literature, various techniques are reported for the fabrication of micro- or nanoscale PCL particles or capsules with versatile structure and morphology. Conventional methods include emulsification, spray drying, enhanced solution dispersion, phase separation, solvent evaporation, and hot melt techniques [
20,
21,
22,
23,
24,
25]. Although PCL particles with micro- or nanoscale structure and specific morphology can be obtained successfully via these methods, there are still some limitations and drawbacks, including the use and removal of surfactant, complexity of the process, low encapsulation efficiency, time-consuming, wide particle size distribution, particles agglomeration, use and removal organic solvent and the degradation of protein [
26,
27,
28]. Therefore, the applications and developments of these methods in the biomedical field are inefficient and limited.
Electrospraying, a rapidly emerging electrohydrodynamic atomization process, has great potential to overcome these above limitations and drawbacks [
29]. In the process of electrospraying, the polymeric solution is polarized firstly due to the applied electric field and then charged droplets is stretched and accelerated into the charged jet by the electrostatic force generated on the surface of droplets. Next, charged jet breakups into smaller charged droplets via Coulomb repulsion forces. After evaporation of the solvent, micro- or nanoscale particles are collected [
30].
On the one hand, its experimental device is operational and straightforward steps are easy to carry out. It can avoid the operation of vigorous stirring, the use of chemical additives (i.e., surfactant, electrolyte and catalyst) as well as large quantities of organic solvents. Therefore, the activity and structure of active substance will not be destroyed during the process of electrospraying [
31]. At the same time, electrospraying carries out under room temperature and atmospheric pressure, and there is no further drying step required since the solidification of particles occurs instantaneously during electrospraying process. On the other hand, the size of electrosprayed droplets ranges from hundreds of micrometers down to several tens of nanometers, and the size distribution of electrospray droplets is nearly monodispersed [
32,
33]. Notably, the structure and morphology of electrosprayed particles are effectively controlled and carefully designed by adjusting the operating parameters, solution properties, and experimental device of the electrospray process [
34,
35]. The latter is not only critical for achieving improvement in the properties of electrospray particles and diversifying of the structure as well as morphology, but it also promotes the efficiency of the process and broadens the applications of electrospray particles. Besides, when PCL is used as shell material to encapsulate active substance via electrospraying, high encapsulation efficiency of the fragile active substance, as well as its protection, and avoiding any particle aggregation attributed to the Coulomb repulsions among charged droplets as well as rapid solvent evaporation during their flight toward the collector [
36,
37].
Although flashing nanoprecipitation, as a solvent displacement technology, also fabricates polymeric particles in simple and rapid way, the high requirements in the state of working streams (strong turbulence), special micro-mixers and the lipophilicity of active substances make it less feasible compared with electrospraying. For solvent evaporation, on the one hand, the use and removal of surfactant will deteriorate the final structure as well as the properties of particles. Meanwhile, the removal of the organic solvent also takes a lot of effort and time. On the other hand, the size, as well as the particle size distribution, are difficult to design and control. In most cases, particles with broad size distribution are obtained. Therefore, electrospraying is regarded as a green, rapidity and efficient technology to design polymeric microparticles.
During the process of electrospraying, there are lot of interrelated parameters which influence the realization and the outcomes. By controlling these parameters, different structures and morphologies of electrosprayed particles are obtained [
38,
39,
40]. According to their inherent characteristics, these parameters divide into two categories, solution formation parameters, and operating parameters. Solution formation parameters mainly include solvent systems, polymer concentration, polymer molecular weight, and active substance concentration. These solution formulation parameters mainly determine the physico-chemical properties of electrospraying solution (including viscosity, surface tension, vapor pressure, dielectric constant, electrical conductivity, and chains entanglement). Process parameters mainly include applied voltage, flow rate, working distance, spraying mode, nozzle gauge, collection method, environmental temperature, environmental pressure, and environmental humidity. Among these interrelated parameters, the selection of a suitable solvent system as the carrier of PCL is fundamental and a prerequisite for the optimization of electrospraying and controlling the morphology as well as the structure of electrosprayed particles. Firstly, the main solution properties including the surface tension, electrical conductivity, viscosity and vapor pressure depend mainly on the used solvent system [
41]. These properties influence the process stability and the formation of Taylor cone during the electrospraying, but also the working range values of operating parameters, i.e., the applied voltage, the flow rate, and the working distance. The formation of Taylor cone during electrospraying is indispensable for stabilizing experimental process and achieving the micronization, nanonization, as well as homogenization of electrosprayed particles [
42,
43]. It is essential to understand that only in the stable cone-jet mode the size and morphology of electrosprayed particles can be controlled and designed by carefully changing other parameters. Secondly, the size, size distribution, and morphology of electrosprayed particles are also determined by these solution properties and operating parameters. For instance, increasing electrical conductivity of electrospraying solution or applied voltage not only decrease particles size significantly but also broaden the particle size distribution [
44]. The entanglement among polymeric chains and the solution viscosity determine the final morphology of electrospraying object, i.e., fibers or spheres. In general, electrolytically sprayed microspheres are manufactured with a low viscosity and a lower polymer chain entanglement, unlike electrospun fibers, which require the use of a solution with a higher viscosity and a higher entanglement amount [
45,
46]. Besides, the phase separations and the solidification processes of electrosprayed droplets play a primary role in the shape on the morphology of the obtained particles. They are also affected by the physico-chemical properties of electrospraying solution and more especially the system solvent choice used to solubilize the polymer [
47,
48]. For example, the non-porous and filled PCL particles change into cup-shaped porous particles when acetone is added into the PCL/chloroform electrospraying solution [
49].
Meanwhile, the electrosprayed particles with porous structure are easily obtained when the binary solvent system is used. The different evaporation rates, as well as compatibility among non-solvent, solvent and polymeric matrix, lead to the phase separation and result in the synthesis of highly porous particles [
50]. Furthermore, the formation of a core-shell structure for PCL capsules and the encapsulation efficiency of active substance are also closely related to the selection of solvents systems [
38]. According to these above mentioned, investigating these effects coming from different solvent systems and selecting a desirable solvent system for electrospraying are crucial for designing and obtaining an ideal structure as well as the morphology of electrosprayed PCL particles. However, the understanding of the effect of selecting solvent systems on electrospraying is still limited even though it is widely used to prepare polymeric particles. The selection of a suitable solvent system used in the electrospraying process according to the required structure, properties, and applications of final particles is still unclear.
This paper aims to present a comprehensive review of the current state of the art in preparing micro- or nanoscale PCL particles via electrospraying technology. PCL was selected as a suitable polymeric system due to its biocompatibility, biodegradability, and non-toxicity, and can be considered as one of the main candidates in drug control release and delivery, tissue engineering, and food packaging. Furthermore, the study and the use of the kind of polymer also meet the requirements for green, non-toxic and environmentally friendly production processes as well as technology development. Taking into account its thermal properties, such as its low glass transition and melting temperatures, its solubility characteristics, the design of the microencapsulation process can be optimized. Therefore, the review focuses on the use of different solvent systems and describes the effects of varying solution properties and the operating parameters in electrospraying process, on the formation of Taylor cone and the final structure as well as the morphology. Meanwhile, some relationships among the operating parameters, the formation of cone jetting and final structure as well as the morphology of electrospray particles are also summarized. Finally, this review provides detailed guidance about the selection of a suitable solvent system concerning the desired morphology and structure of PCL particles and their applications in some fields.
3. Selection of Solvent Systems Used in PCL Electrospraying
PCL, as a biocompatible, biodegradable, and semi-crystalline polyester, is widely used in the fields of medical tissue engineering, drug delivery, control release systems, food packaging, antibacterial study, protective clothing fabrication, and biosensors. Particularly, the drug-loaded PCL microspheres or other active substances encapsulated by PCL shell obtained from electrospraying have more potential and advantages in these fields. The selection of a suitable solvent system to prepare PCL electrosprayed solution is one of the main points to take into account since it influences not only the physico-chemical properties of the working solutions, but also the characteristics of the obtained particles such as the mean diameter, size distribution, structure, and morphology. Furthermore, the formation of the Taylor cone, the breakup of electrosprayed droplets, and the solidification step of the particles depend also on the solvents system. Therefore, among the various criteria, three of them are mainly considered, i.e., (i) it needs at least partially solubilize PCL, (ii) the obtained physico-chemical properties of the solution (surface tension, electric conductivity, viscosity, vapor pressure, boiling point, and dielectric constant) should be suitable to achieve a cone-jet mode; and (iii) the selection of solvent systems should take into account the desired structure and morphology of final PCL particles.
3.1. Hansen Solubility Parameter
The Hansen Solubility Parameters (HSPs) methodology is one of the approaches used to design the formulation system with PCL. Bordes et al. have determined the three partial solubility parameters of PCL by the group contribution method, swelling experiments, and turbidimetric titration [
99], whereas Huang et al. have used [
100] the experimental results obtained by Tian and Munk by inverse gas chromatography [
101]. The values change according to the molecular weight of the PCL used, its concentration, and the working temperature (
Table 1). Thus, for fixed molecular weight or concentration, the dispersive component decreases, whereas its polar and hydrogen ones increase with increasing the concentration or molecular weight. The value of RS, which depends on the number of appropriate solvent systems to dissolve the PCL, decreases with increasing molecular weight by keeping the concentration at a constant value. Nevertheless, the changes of RS are relatively low with the increase in concentration for fixed molecular weight. Thus, the solubility of PCL in a solvent system depends mainly on its molecular weight and the working temperature, since its partial solubility parameters decrease with its increase.
The PCL Hansen solubility parameters of common solvents are given in
Table 2. Good solvents are those which have partial solubility parameters close to PCL ones and a distance lower than the RS value. The reading of the table global approach needs to be confirmed from an experimental point of view. Indeed, there are also two types of exceptions, i.e., (i) solvents, such as acetic acid, benzyl alcohol and 2,2,2-Trifluoroethanol, have a higher distance from PCL is than the RS of solubility sphere, but solubilize PCL, and (ii) several solvents with a distance from PCL less than the RS, cannot solubilize PCL.
Also, the distance between solvent and PCL also characterizes the compatibility as well as interactions between them. A small distance indicates that the compatibility and interactions between solvent and PCL are strong. Thus, the entanglements between the PCL molecular chains, are suppressed, due to the changes in PCL–PCL interactions by PCL-solvent ones. The amount of entanglement influences the morphology and size of the resulted product during the process of electrospraying, either fibers or spherical droplets [
46].
A higher entanglement among PCL chains indicates that the molecular structure of PCL chains is more condensed in electrosprayed droplets, and the size, and the morphology of the resulted particles are smaller and smoother, respectively. For the lower entanglements among PCL chains, the molecular structure of PCL chains is loose, and the morphology of the final products is porous (or wrinkled) [
92]. Therefore, the distance from solvent to PCL is an indication of the solubility of solvent to PCL and influences the morphology and structure of electrosprayed particles. In can also be noticed that a high solubility is required to obtain high electrospraying productivity, whereas a partial solubility is used for electrospinning process [
120].
Binary or ternary solvent system is also used to dissolve PCL for an electrospraying process. It exhibits greater potential and advantages in electrosprayed polymeric particles to provide adequate structure and morphology [
121,
122], such as a porous morphology [
49]. The use of a second solvent, solubilizing partially or poorly PCL, requires the adjustment of its volume fraction in the whole system to fit with the Hansen solubility parameters of the binary solvent system, and therefore ensuring the good solubility of PCL. According to Luo et al. [
123], the proportions of the solvents mixed were determined geometrically based on the Teas graph using a method similar to the lever rule. The solubility results of mixed solvents using this method were compared with predictions drawn from the Teas graph. After that, the corresponding Hansen solubility parameters of binary solvent systems can also be calculated by this lever rule. The other criteria to consider are based on toxicity and environmental. For example according to the direction of REACH (Registration, Evaluation, and Authorization of Chemicals) and the regulation of European Pharmacopoeia, anisole, acetic acid, and ethyl acetate are nontoxic and good solvents for dissolving PCL [
99].
3.2. Solution Properties for Cone-Jet in PCL Electrospraying
The physico-chemical properties of the electrospraying solution depend on the properties of the solvent system, i.e., (i) electrical conductivity, (ii) surface tension, (iii) viscosity, (iv) vapor pressure, and (v) dielectric constant. The control of these characteristics allows the formation of the Taylor cone, which leads to the production of particles having a low mean diameter and narrow particle size distribution.
3.2.1. Electrical Conductivity
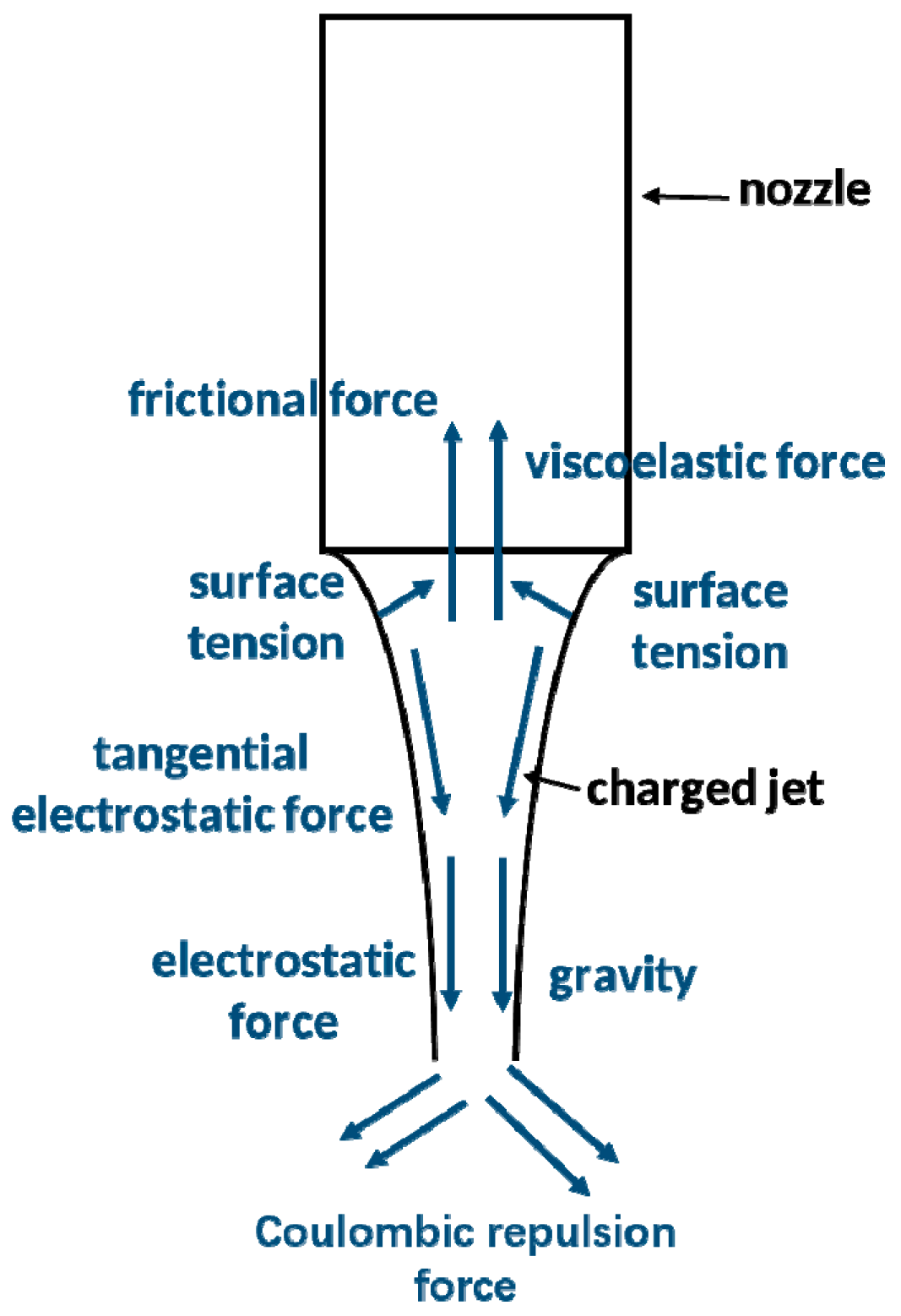
During electrospraying, due to the electrostatic force generated from the applied electric field, the solution is stretched and accelerated into a jet from the tip of the nozzle to the collector. The formation of the Taylor cone occurs at the tip of the nozzle, when a balance among six forces, including gravity, electrostatic force, Coulomb repulsions, viscoelastic and frictional forces, and surface tension, is achieved (
Figure 1). The strength of the electrostatic force and Coulomb repulsion acting on electrosprayed droplets mainly depend on the amount of polarization charge in droplets and the strength of the applied electric field. The amount of polarized charges on the surface of the droplets is closely related to the range of the electrical conductivity of working solution in the electric field. The surface tension and viscoelastic forces are counteracted by the electrostatic attraction under the electric field, leading to the formation of the Taylor cone. If the electrical conductivity of the working solution is too high, the Coulomb repulsions among charged droplets increase, as well as the breakup of charged droplets. All these phenomena contribute to modify the balance among the six forces, and the stable cone-jet change to an unstable jet. On the other hand, an excessively low electrical conductivity leads to insufficient electrostatic attractions on the droplets to match with the surface tension and viscoelastic forces of the working solution. Thus, the Taylor cone at the tip of the nozzle is not achieved, nor is the formation of particles.
According to Jaworek and Xie et al. [
124,
125], the electrohydrodynamic process is carried out under cone-jet mode when the electrical conductivity of working liquids are in the range of 10
−11 to 10
−1 S/m. Nevertheless, for PCL it ranges from 8.0 × 10
−10 to 3.2 × 10
−2 S/m, and more specifically from 10
−4 to 10
−8 S/m (
Table 3). It can also be noticed that it increases with the increase of surface tension and the viscosity of working solutions. Furthermore, a high PCL concentration requires high electrical conductivity of solvent systems. In some cases, if the surface tension and viscosity of the working liquids are too high, an electrical conductivity of working liquids, exceeding the mentioned range, is needed to balance the surface tension and viscoelastic forces in order to achieve the cone-jet mode.
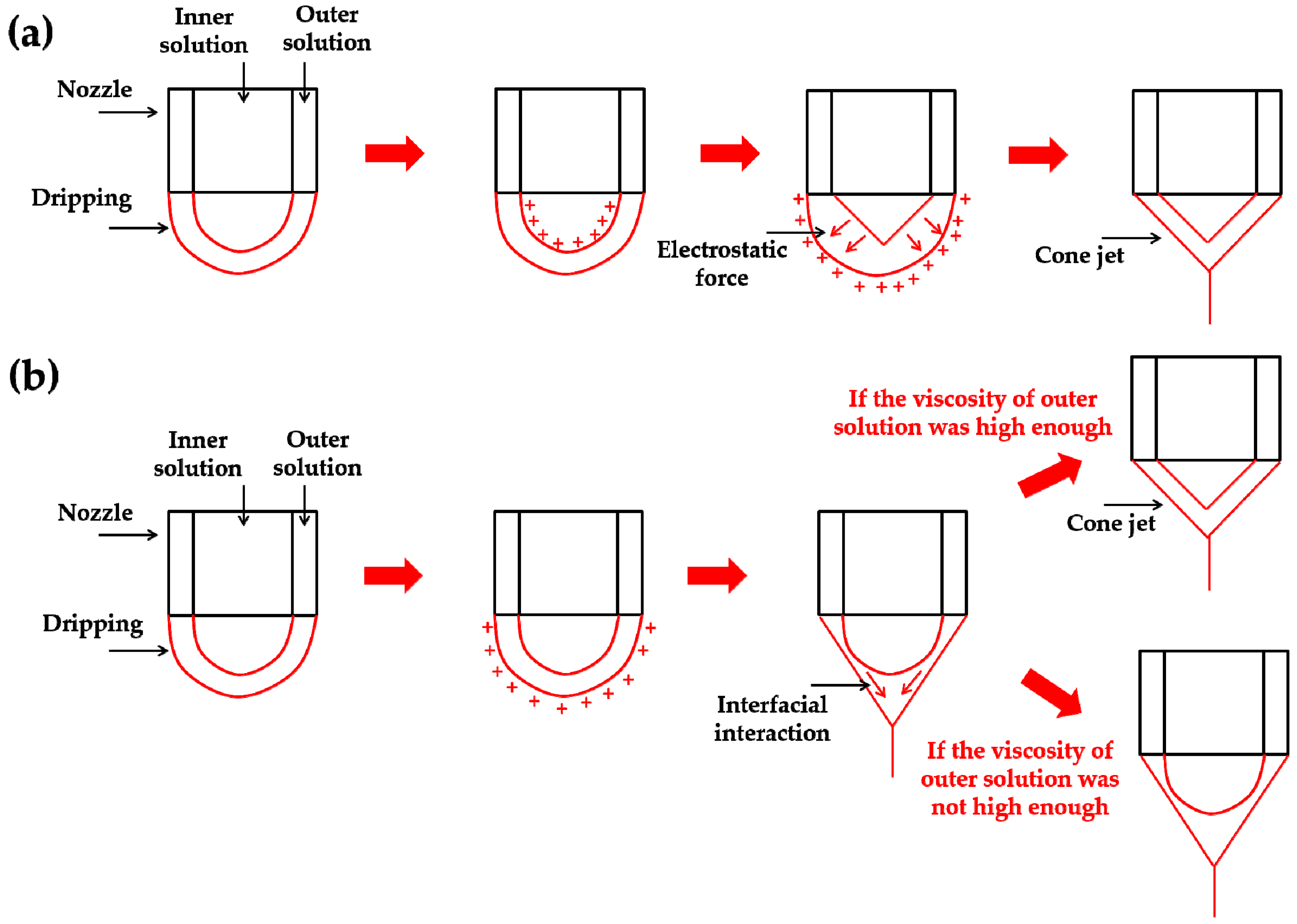
In the use of a coaxial electrospraying, the formation of cone-jet at the tip of the nozzle is also closely related to the electrical conductivities of inner and outer liquid phases [
72,
131]. On the one hand, for a higher electrical conductivity of the inner liquid than the outer one, the free charges are located at the interface. In this case, inner liquids regard as the driving component and dominate the formation of the Taylor cone. Then, inner droplets are stretched into the conical shape due to the electrostatic forces acting on their surface, which leads to the transfer of the free charges to the surface of the outer phase. Finally, the formation of the Taylor cone of the outer liquid is done when the electrostatic attractions acting on the surface of outer liquid counteract the viscoelastic forces and surface tension (
Figure 3a).
On the other hand, a higher the electrical conductivity of the outer phase leads to the distribution of the free charges on its surface. The outer liquid dominates the formation of cone-jet of this configuration. In the first step, it is stretched into the Taylor cone due to the electrical attractions acting on its surface. The Taylor cone formation is only reached when the viscosity of the outer liquid is higher than the inner phase one (
Figure 3b).
According to Mei and Zhang et al. [
38,
84], the cone-jet during coaxial electrospraying is easier to form in the case of inner driving, where the electrical conductivity of the outer liquid is less than that of the inner liquid. This principle is also applied to three-needle or four-needle coaxial electrospraying. To obtain suitable electrical conductivity, some authors reported the addition of metal oxide or high electrical conductivity solvents in the working solutions.
3.2.2. Surface Tension
The surface tension of the working solution affects the formation of the Taylor cone at the tip of the nozzle during the electrospraying process. According to Cloupeau and Smith [
69,
70], the value of surface tension of the electrosprayed solution cannot exceed 50 mN/m, even if some papers report the use of glycerine (63 mN/m) or water (72.8 mN/m) to achieve it [
132,
133]. Thus, the low surface tension of the PCL solutions, ranging from 22.5 to 32.8 mN/m (
Table 3), allows Taylor cone formation. Furthermore, liquids with a high surface tension trigger also a corona discharge at the tip of the nozzle, which change the stable cone-jet into an irregular spraying and an asymmetrical mode.
In the coaxial mode, when the surface tension of the inner phase is higher than the outer one, the formation of a stable Taylor cone is possible, which leads to the formation of core-shell particles as described by Loscertales et al. [
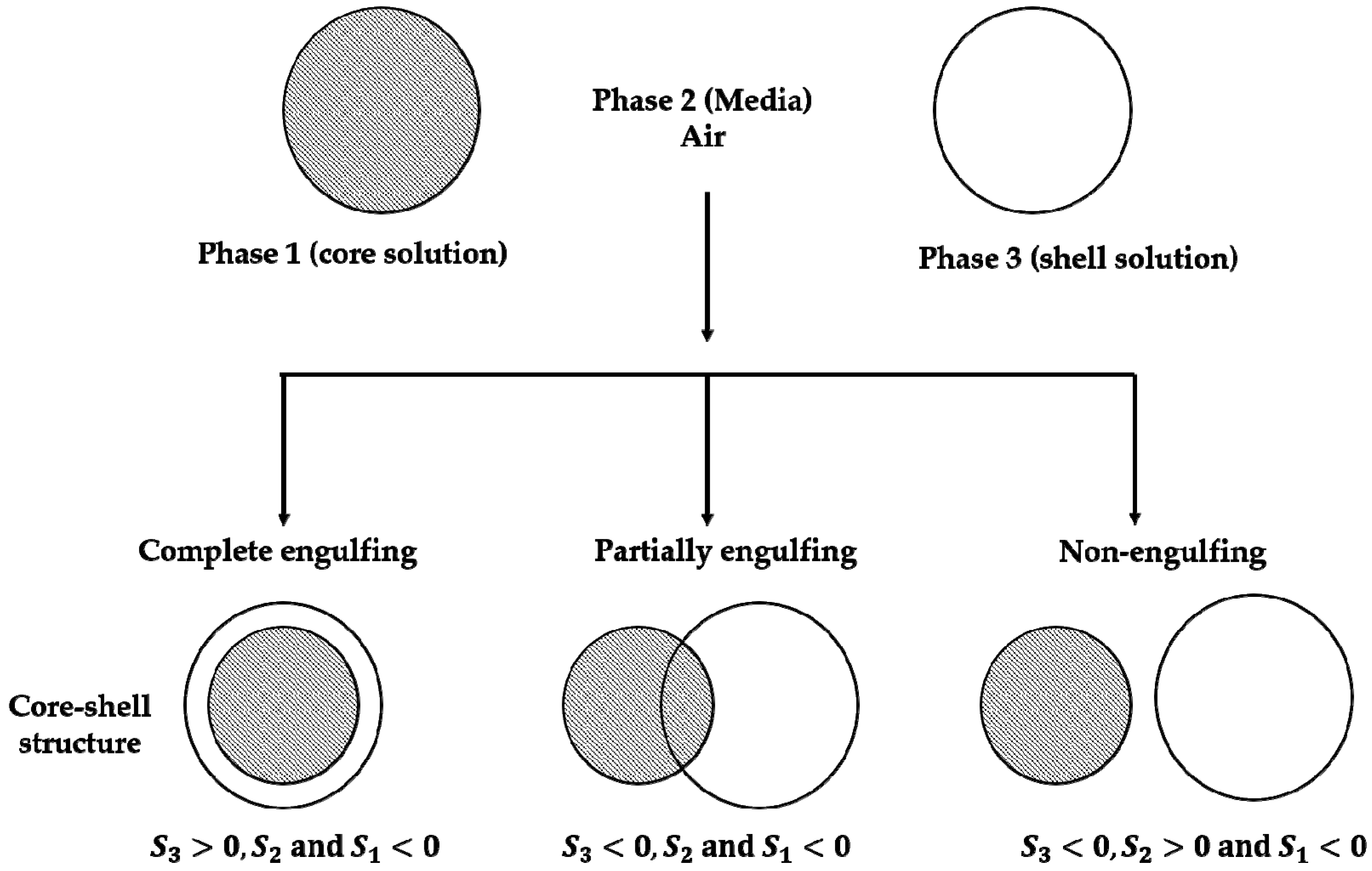
85]. The relations between the surface and interfacial tensions to promote the formation of a cone-jet mode have been studied in details by Mei et al. [
134] (
Figure 4), with the use of the spreading coefficients (
) (Equation (10)).
where 1, 2, and 3 represent core liquid, air, and shell in the liquid state, respectively.
,
and
are the surface tension of shell and core liquid, and
the interfacial tension between core liquid and shell liquid phases, respectively.
The thermodynamic conditions of the system required for the formation of a complete engulfing are S
3 > 0, S
1 < 0 and S
2 < 0. In other cases, partial or non-engulfing are obtained, due to the presence of unstable cone-jet. Therefore, the core substance or inner phase needs to have a high surface tension value to promote the formation of cone-jet, and after that, a core-shell structure via a coaxial electrospraying process [
135,
136,
137]. To succeed in the design of the electrospraying methods with three-needle or four-needle coaxial, the authors preconize the choice of solvents having similar surface tensions, or close to the dispersed active substance one [
93,
129,
138]. Surfactants or protective colloid may also be added to the various phases until to reach the desired surface properties of the working solutions [
139,
140].
3.2.3. Viscosity
The viscosities of the electrosprayed solutions influence the formation of a stable Taylor cone, where the direction of the viscoelastic force is opposite to those of gravity and electrostatic attraction ones. On the one hand, the combined viscoelastic force and surface tension are too weak to counteract the gravity and electrostatic attraction ones in a low viscosity medium, leading to a dripping mode rather than a cone-jet one. On the other hand, the use of high viscosity working solutions prevents the formation of stable Taylor cone. The drying of the polymeric particles with the solvent evaporation during the process occludes the tip of the capillary; and therefore limiting the stability of the Taylor cone [
86,
141]. Thus, there is an appropriate range in viscosity of solution for achieving cone-jet mode during the electrospraying process (
Table 3). The viscosity ranges from 1.5 to 5500 mPa·s [
62]. An increase of the solution viscosity leads a decrease to the distance from the exit of the nozzle to the apex of the cone. In general, a long distance from the tip of the nozzle to the apex of the cone induces an increase in jetting diameter at the tip of the cone and may lead to dripping mode or spindle mode. An increase in the solution viscosity allows obtaining a cone angle close to the theoretical value of Taylor cone (about 98.6°), which reduces the mean diameter of the obtained particles and narrows its size distribution [
142]. For a coaxial process, the formation of the Taylor cone is favored, when the viscosity of the outer phase is higher than the inner one. In this case, its formation for the inner phase is driving by the interfacial interactions and related viscosities diffusion.
3.2.4. Boiling Point
The formation of Taylor cone during electrospraying is also affected by the boiling point of working solution. The solvent evaporation in jetting occurs at the same time that the formation of Taylor cone at the tip of the nozzle. A too low boiling point or high vapor pressure value modify the shape of the cone-jet to change it in an unstable mode. Furthermore, it leads to the drying of the polymeric particles inside the tube or at the tip of the nozzle, until to stop the process. Therefore, the Taylor cone formation is promoted with high boiling point solvent, and is especially useful for high PCL concentrations.
3.2.5. Dielectric Constant
To date, few papers have studied the effect of dielectric constant on the process and outcomes of the electrospraying method. The effects of the dielectric constant on the cone-jet are similar to the electrical conductivity ones. Too high or too low dielectric constant is not conducive to achieving the cone-jet during PCL electrospraying process. Some research works published about the electrospinning of polystyrene noticed that the yield of productivity was correlated to the dipole moment and the dielectric constant of the working solutions [
143,
144]. Thus, based on the use of 18 solvents to prepare the working solution, it was concluded that the formation of the cone-jet was related to the use of solvent solution having high electrical conductivity and dielectric constant, moderate viscosity, surface tension, and boiling point.
3.3. Solution Properties for Tailoring Characteristics of Electrosprayed PCL Particles
The fission and solidification processes of electrosprayed droplets are also closely related to the physical and chemical properties of the working solutions. Therefore, the morphology, size, and size distribution of obtained particles from electrospraying are affected and determined by the properties of the working solution. Thus, understanding of the relationships between the solution properties and the structure, morphology of the electrosprayed makes it possible to select the suitable solvent systems for the electrospraying process.
3.3.1. Droplets or Fibers
Electrohydrodynamic methods are divided into two categories having the same processes and mechanisms but differ in the obtained morphologies (spherical and fibrous materials), i.e., electrospinning and electrospraying processes. The generation of materials with different shape mainly depends on the fission process of the charged droplet, and more especially on the strength of the intermolecular interactions between macromolecular polymeric chains. Fiber shape is obtained with strong interactions since they stabilize the charged jet and match the Coulomb repulsions of the charged droplets. The polymeric solution is further stretched, and the solvent evaporation leads to the formation of ultrathin fibers [
145]. The formation of tiny particles is promoted by the presence of low interactions and strong Coulomb repulsions. Thus, the extent of intermolecular entanglement among PCL chains in working solution is one of the main factors governing the resulted shape [
95]. Limited polymeric chain entanglements in the system represent a key parameter to achieve particle morphology by electrospraying according to Shenoy et al. [
46]. The degree of entanglement per chain in the electrosprayed solution (
) is obtained from Equation (11).
where
is the polymer volume fraction in the electrosprayed solution,
and
are the average molecular weight of polymer and entanglement molecular weight, respectively.
The number of entanglement per chain, (
), and the critical chain overlap concentration,
, corresponding to the crossover concentration between the dilute and the semi-dilute concentration regimes or the concentration inside the radius of gyration of every single macromolecular chain [
45], influence the obtained morphology of the final material. Thus, for (
) ~ 2.5 (1 entanglement per chain), or a polymer concentration less than 3
, the process leads to the formation of spherical particles. The increase of (
) up to 3.5 or the use of a polymer concentration >3
allow having the entangled regime and therefore obtained in the first step a beaded-fiber structure, which evolves in fiber shape morphology. The entanglement is also related to the molecular weight of the polymer used [
98] (
Figure 5). Thus, the use of PCL with a molecular weight between 10,000 and 45,000 g/mol and a concentration of 9 to 30% by weight leads to the formation of spherical particles. At higher molecular weights, fibrous morphology is preferred, and when it reaches 80,000 g/mol, even working at a relative low concentration, from 0.5% to 10% by weight, ultrafine fibers are also obtained.
Besides, the degree of entanglement of the polymer chains of the electrosprayed solution is also related to the nature of the solvents used. Thus, intermolecular tangles are of two kinds, i.e., (i) interactions between solvents and molecular solutes, (ii) intermolecular tangles between macromolecular chains. The calculation of the parameter (D) is used to guide the approach, since a low value illustrates a good solubility of the polymer in the solvent and a low degree of entanglement among macromolecular chains, while the latter increases with the increase in D. Therefore, spherical particles may be obtained by selecting a polymer/solvent system with a low value of D, while matrix or fibrillar structures resulting from a higher entanglement and therefore a higher value of D or a partial solubility of the polymer in the system. According to Qin and Liu, and Luo et al., with a fixed PCL concentration, the use of solvents such as 1-methyl-2-pyrrolidone, formic acid and N, N-dimethylformamide, in which the solubility of PCL is partial, results in smooth and uniform fibers [
120,
146]. On the other hand, the use of solvents that perfectly solubilize PCL such as toluene, chloroform, dichloromethane, and tetrahydrofuran leads to the formation of beaded structures or spherical particles.
3.3.2. Particle Size and Size Distribution
Size distribution of particles increases with increasing polymer concentration and/or polymer molecular weight, related to an increase in the solution viscosity, and a decrease in conductivity. It was also expected that at low polymer concentration, the changes in concentration have more variation in viscosity compared with conductivity. At high concentration, the viscoelastic forces in the droplets are opposed to those of Coulomb repulsion to prevent droplet break-up, resulting in the formation of bigger particles. Thus, the increase in PCL concentration from 0.5 to 6 (wt.%) induces an increase in particle size according to Xie et al. (
Table 4) [
147]. When PCL concentration increases further, to 9.6%, PCL particle size decreases as observed by Bock et al. (
Figure 6) [
95]. In their work, Ghanbar et al. studied the effect of the variation in the molecular weight of PCL (from 10,000 to 45,000 g/mol) at various concentrations in toluene [
126]. They found that changes in formulation parameters leading to an increase in the viscosity of the solution also lead to an increase in size. Some researchers have also reported that working with very low polymer concentrations, weak viscosity makes the process unstable and therefore particle size increase. Besides, at higher concentration, the observed decrease in conductivity leads to an unstable cone jet and therefore an increase in size particle distribution. Besides, the increase in viscosity also results in a decrease in jet diameter [
148], which can be correlated with a lower mean droplet diameter during the rupture process according to Cloupeau et al. and Ganan-Calvo et al. [
66,
69,
74,
76].
The surface tension of the electrospray solution influences the breakage of the charged droplets and thus the final particle size. Indeed, the particle size increases with decreasing surface tension [
92]. According to Midhun et al., the use of higher concentrations of PCL produces larger particles due to increased surface tension [
128]. However, during the electrospraying process, due to the viscosity changes and evaporation of the solvent, it is difficult to determine the value of the variation of the surface tension at equilibrium at the time scale of the phenomenon. Therefore, the relationship between particle size and surface tension is not always correlated or interpreted as such.
During the solidification of the droplets, the size is influenced by the polymer–polymer interactions that take place during the evaporation of the solvent to obtain solid particles. Thus, a high vapor saturation pressure value of the solvent induces its evaporation when passing from the nozzle to the collector. For low values, the evaporation rate is low, and the residual solvent limits the condensation of the macromolecular chains and causes the particles to aggregate on the collector. Besides, the ability of the solvent to evaporate during the process is also related to the concentration of the solutions. An increase in the latter due to a higher rate of entanglement allows complete evaporation during flight time and promotes the aggregation of macromolecular chains.
The use of the electrospraying process allows obtaining monomodal and narrow particle size distribution, which promotes a controlled release behavior of the drug. Its release rate, as well the shell erosion phenomena, is enhanced for particles with a low mean diameter and a narrow size distribution. These kinds of particles are mainly used in biomedical engineering and medical treatment. Nevertheless, even if the cone-jet mode is a prerequisite to obtain a monodispersed size distribution of electrosprayed particles, the ejection of offspring secondary and satellite droplets from primary split ones can lead to an inhomogeneous particle size distribution. The case happens for high electrical solution conductivity with a low viscosity value [
95]. Different evaporation process of electrosprayed droplets also results in the different size distribution of final particles. Thus, under lower vapor pressure and viscosity, the quicker evaporation of the solvent and the instability of droplets shape lead to the deformation of electrosprayed droplets during the solidification process, which introduces a non-homogeneous particle size distribution. The choice of the solvent system, with medium vapor pressure and medium viscosity, limits the droplet deformation and reduces the evaporation rate until obtained a narrow particle size. Besides, higher vapor pressure and viscosity lead to a change in the obtained morphology, i.e., beaded fibers when the concentration of the solution or the molecular weight of the polymer used is too high, and particle agglomeration when the evaporation rate is too low are commonly reported. Meanwhile, the use of a co-solvent in the formulation leads to the same phenomena since it induces some modification during the evaporation step [
149,
150]. Therefore, the monodispersed particle size distribution is achieved if the solution has low electrical conductivity, moderate boiling point, and medium viscosity values. Also, when the mean diameter of electrosprayed particles exceeds 100 μm, it is difficult to recover these particles. Thus, due to the decreasing of the specific surface area resulted from the increase of mean diameter, the evaporation of the solvent in electrosprayed droplets becomes slow. The presence of residual solvent results in the aggregation and deformation of electrosprayed droplets or polymeric films.
3.3.3. Morphology
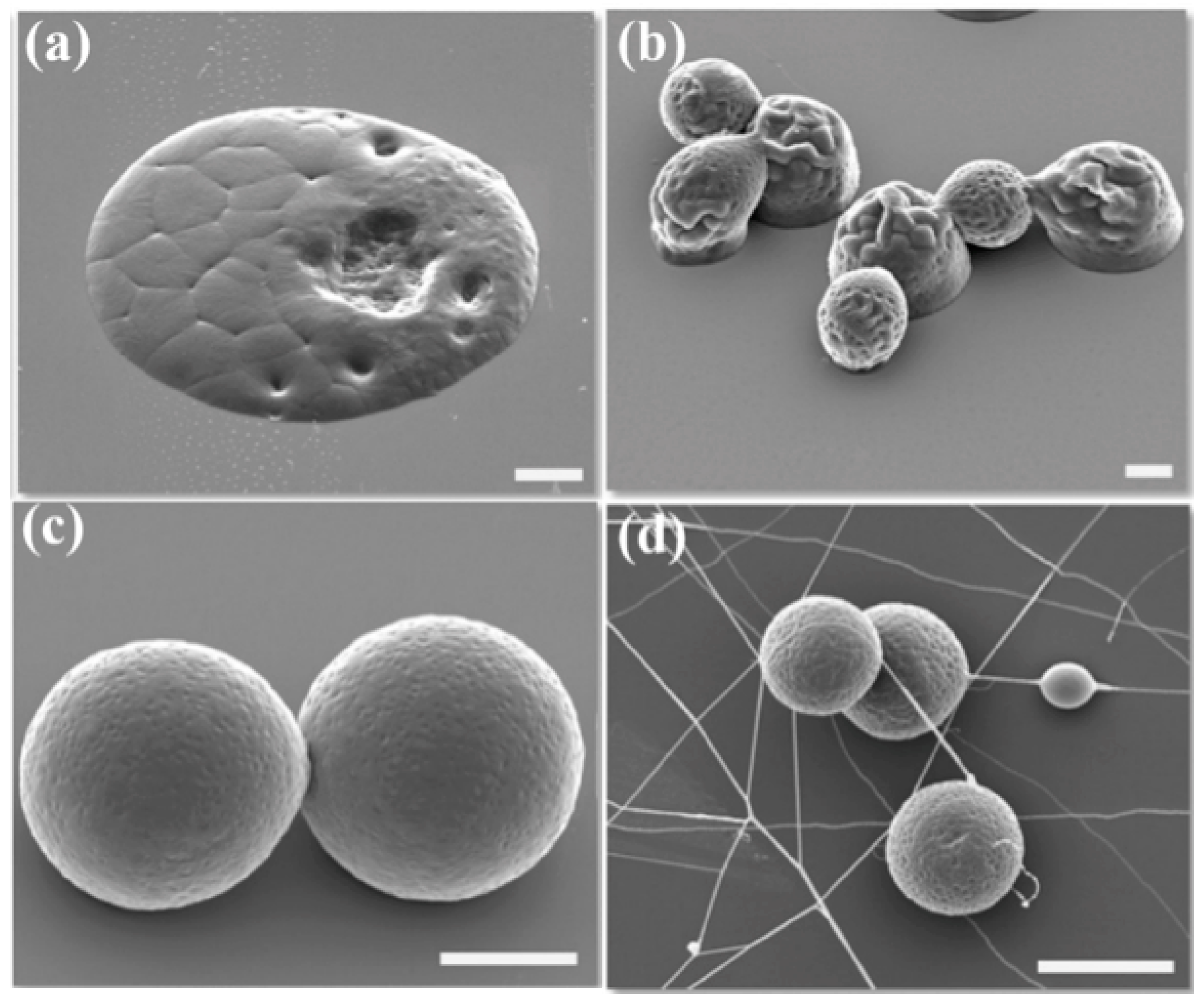
The electrospraying process makes it possible to obtain various morphologies depending on the properties of the solutions used and the settings of the equipment. Morphological control is an important criterion to consider given their specific properties. These morphologies, whether porous, hollow, pleated, cup-shaped, semi-spherical, oval, or polygonal, are mainly related to the mechanisms of solidification of droplets, and in particular to the phenomena governing the change of state or the evaporation of solvents used according to environmental conditions. The transition from a liquid phase to a solid polymer phase is related to the vitrification of a rubber phase to an amorphous or glassy state of the polymer when the solvent evaporates. Bodnár et al. identified that particle morphology varied according to the dynamic regime of the fluid at which polymer vitrification occurs, and for reduced polymer concentrations, i.e., (i) incomplete jet failure, (ii) complete jet failure without Coulomb instabilities, (iii) Coulomb instabilities without progeny droplets emission, and (iv) Coulomb instability of main droplets with progeny droplets emission (coulomb fission) [
151]. The first regime leads to the production of main particles surrounded by thin nanofibers, which have a secondary bead, the second to globular particles, the third to particles with one or two different filaments, or having elongated shapes, and the last to particle residues from droplets of progeny from Coulomb droplet fissions. The molecular weight of the polymer used and its concentration favors a particular structure. Thus, low concentrations and/or low molecular weight of the polymer lead to the first morphology. The increase in molecular weights and concentrations allows globular particles to be obtained first, then in a second phase at pearled structures. A relatively high concentration of polymer correlated with higher molecular weights allows maintaining a sufficient macromolecular chain entanglement rate to lead to a spherical morphology by promoting its precipitation during the evaporation of the solvent.
The characteristics of the solvent, such as its saturation vapor pressure or evaporation rate, also influence morphologies. Thus, the use of a low-volatility solvent produces spherical particles with a smooth surface, but which tend to deform when they reach the collection in semi-spherical particles. On the contrary, a solution containing a more volatile solvent leads to the creation of hollow, porous and irregular particles, linked to an excessive evaporation rate and the precipitation of macromolecular chains [
152]. Also, the number and size of pores on the surface of PCL microspheres also decrease with the increase in PCL concentration from 2 to 4% by weight.
This porosity can be controlled by adding a non-solvent to the initial solution [
153]. Due to differences in solubility and compatibility between two solvents and the polymer, the polymer tends to diffuse from the low-affinity solvent to the one where it is most soluble, leading to phase separation. Thus, concerning differences in evaporation rate, the polymer-rich phase allows the formation of matrix particles, and the poor one to more porous structures. This non-solvent can also be used in a bath to collect particles and leads to porous and non-homogeneous structures [
49,
152]. Due to the concentration gradient between the droplets and the collection medium, the solvent present in the electrosprayed droplets tends to diffuse into the bath, causing phase separation and solidification of the particles. Also, with the extraction of the solvent and the solidification of the droplets in the bath, part of the non-solvent is also encapsulated in a polymer matrix. After drying, the non-solvent evaporates to form pores. Besides, when different non-solvents with different physico-chemical properties (surface tension, viscosity, and vapor pressure) are used as the collection medium, the morphology of the collected particles is different governed by droplet deformation, their solidification, and the solvent diffusion [
152,
154].
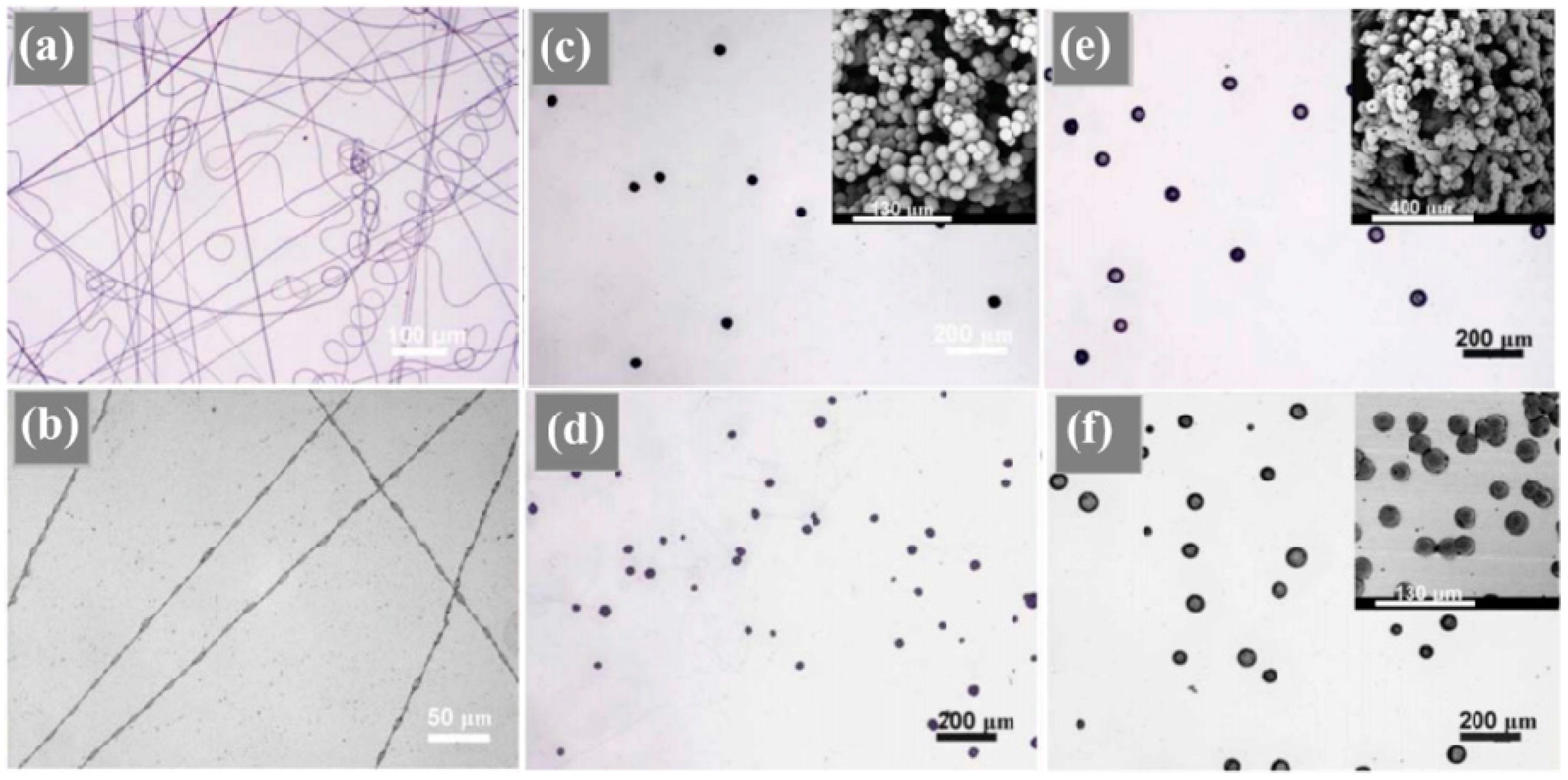
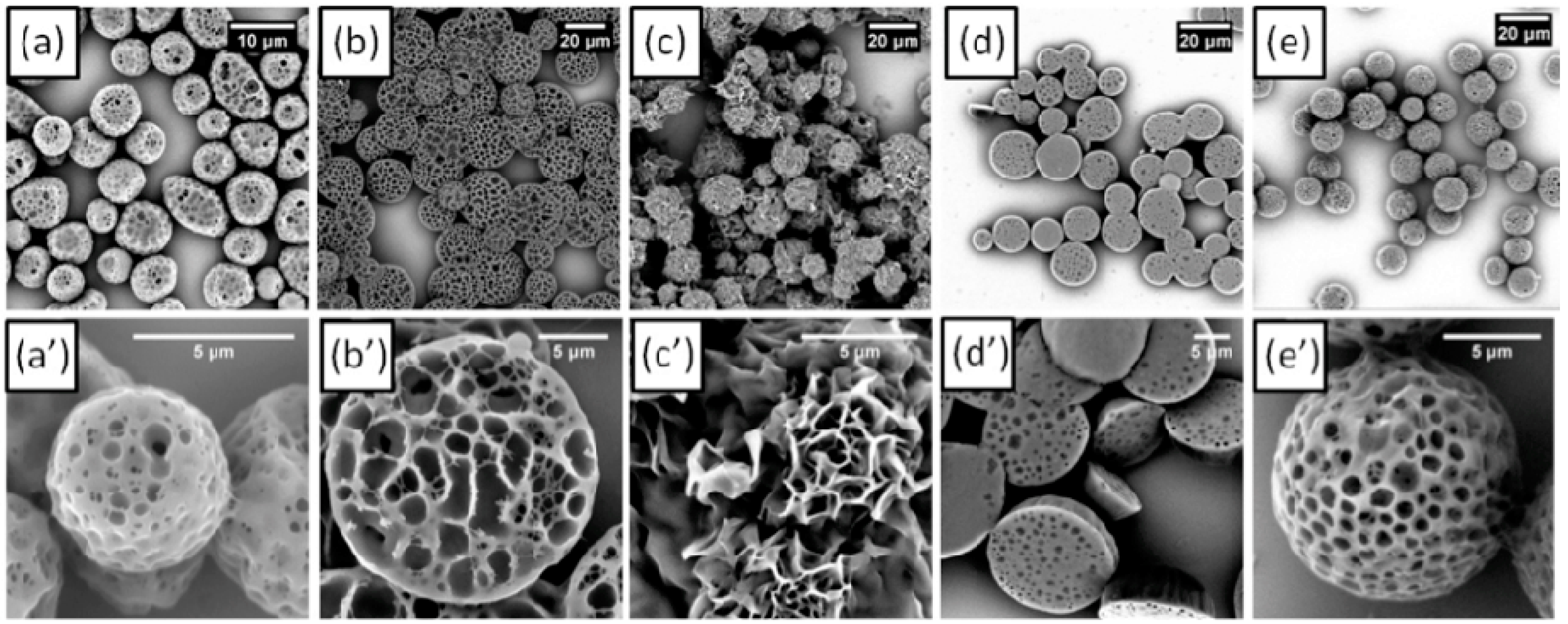
For example, Gao et al. have observed that PCL particles with ellipsoidal macroporous (methanol), continuous and dense pores (ethanol), flower-shaped surface (propanediol-1,2), uniform spherical pores (tetraethyl orthosilicate) and pod-shaped (n-butanol) can be produced in sequence when these different non-solvents are used as collection medium (
Figure 7) [
152]. Also, as the surface tension of the collection liquid increases and the evaporation rate decreases, the shape of the droplets sprayed in the bath changes from spherical to flat.
Besides, PCL thin films with different morphologies and textures are also obtained from electrospray coating, mainly when nonsolvent systems were used to dissolve PCL [
151,
155]. Thus, the use of 2-ethoxyethyl acetate (2EEA), a nonsolvent at room temperature, and which partially solubilizes PCL at 30 °C lead to the obtaining of electrospun fibers with electrosprayed relics (PCL thin films with texture) [
146].
Bock et al. characterized the particle morphologies prepared by different electrosprayed solutions of polycaprolactone in chloroform [
92]. Depending on the polymer concentration, microsphere or flattened particles were obtained in the case of higher and lower polymer concentration, respectively. The polymer concentration affects the solvent evaporation rate and chain polymer entanglement during the droplet flying process. Thus, a low polymer concentration leads to incomplete solvent evaporation, and recovered particles are still wet, or the PCL macromolecular chains are partially dissolved at the collector surface. The drying stage induces the formation of heterogeneous, semisolid, and flattened particles. They also denoted that this morphology was a consequence of fewer entanglement possibilities for polymer chains in the concentration range from 5 to 7.5 wt.%.
Also, the morphology of electrosprayed particles also depends on environmental parameters (humidity, temperature, and atmospheric pressure) [
49,
156,
157]. In general, the increase in relative humidity (humid atmosphere) leads to an increase in the number, diameter, shape, and distribution of pores on the surface of particles. Besides, the boiling point of the solvent and its evaporation rate are also correlated with atmospheric pressure. The increase in atmospheric pressure leads to an increase in the boiling point of the solvent and a decrease in its evaporation rate. Therefore, electrosprayed particles with a smooth and non-porous structure can be obtained with increasing atmospheric pressure. On the contrary, with the decrease in atmospheric pressure, the morphology of atomized particles becomes irregular and porous.
4. The Effect of Operating Parameters and Solution Properties in PCL Electrospraying
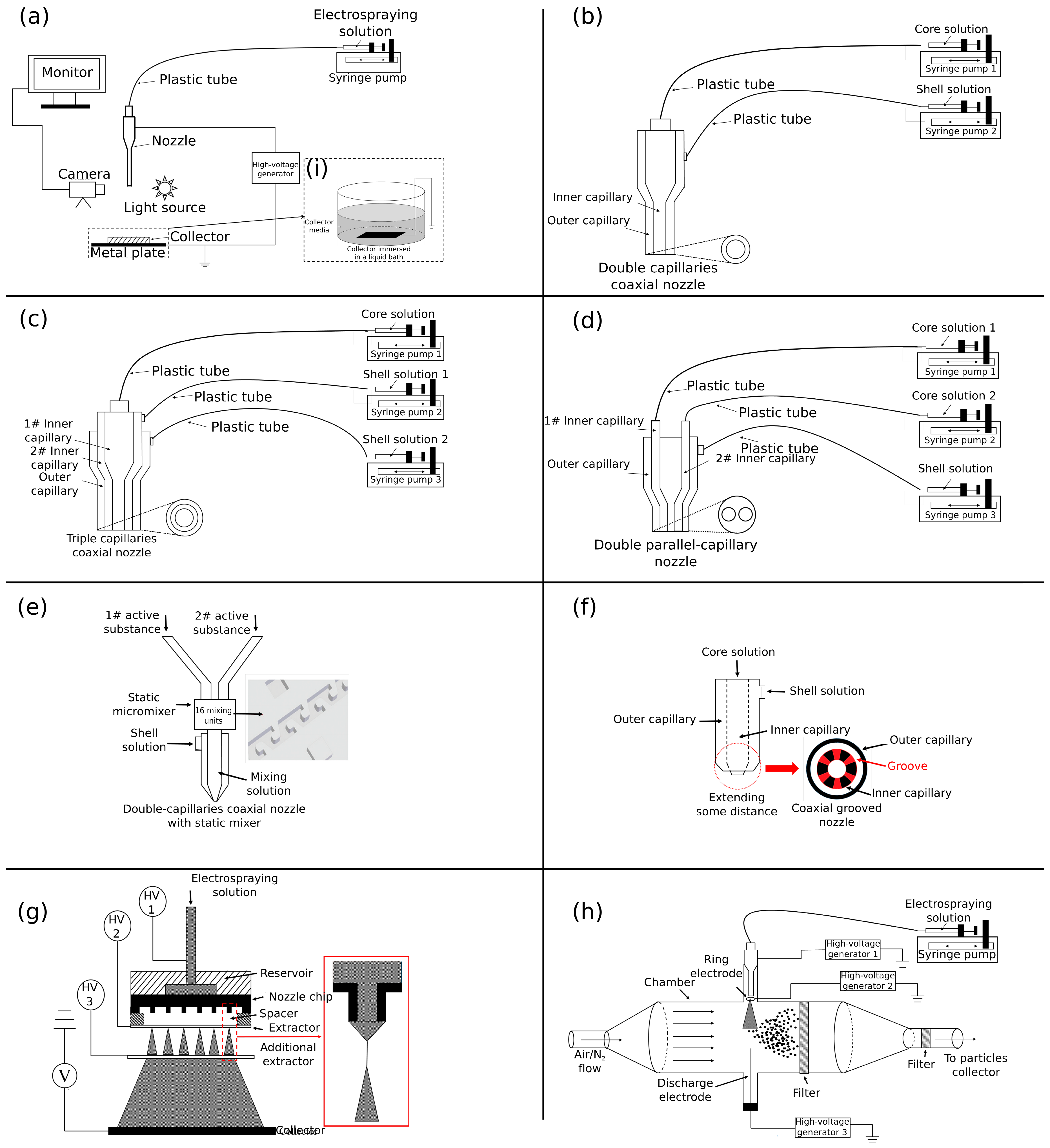
As a multi-physical process, the process and results of electrospraying, Taylor cone formation, and particle morphology are determined not only by the properties of the starting solution, but also by the setting of the machine parameters, i.e., (i) the applied voltage, (ii) the working distance, (iii) the liquid flow, and (iv) the nozzle type. The adjustment of the various working parameters, to obtain a conical jet during the electrospray process, is mainly governed by the physico-chemical properties of the solutions. The study of the relationships between the conical jet working range and the related properties of the solutions provides a better understanding of the importance of choosing appropriate solvent systems and theoretical knowledge for future system optimization.
The value of the voltage applied between the nozzle and the collector is one of the parameters to be controlled for process optimization since it influences the stretching of the jet and then the formation of a Taylor cone at the end of the nozzle. Its increase leads to a gradual increase in electrostatic forces acting on the surface of the charged droplets. The spray mode gradually changes from drip to multi-jet mode, including micro-drop, pulsed cone-jet, and stable cone-jet modes as the applied voltage increases [
62,
158]. Drop-to-drop mode is obtained for low voltage values when the electrostatic forces acting on the surface of the spray droplets are not sufficiently strong to exceed that of the surface and viscoelastic tension, and it leads to the production of films. In the dripping regime, drops of electrified liquid form at the end of the capillary until the combined effect of gravitational and electrical forces exceeds their surface tension. The droplet break-up occurs at a relatively low frequency, and their spherical morphology is maintained as long as gravitational and surface forces play primary roles. As the voltage increases, the shape of the ejected liquid is affected by its wetting properties. The use of this regime allows obtaining particles of high average diameter with broad size distribution. By further increasing the tension, a pulsating cone jet appears. For higher voltages, the spray mode switches to stable conical jet mode, since the electrostatic force is strong enough to overcome surface tension and viscoelastic force and achieve a balance between different forces. In this regime, particles of small mean diameter and with a narrow size distribution are obtained. Beyond this tension, the multi-jet is observed, and then if the applied potential increases further, the jet disintegrates.
Thus, depending on the inherent characteristics of the solutions used (electrical conductivity, surface tension, and viscosity), there is an appropriate voltage range for obtaining a stable cone-jet regime (
Table 5). In general, the conical jet window of the voltage applied in the electrospray process is between several kilovolts and a dozen kilovolts. These differences are mainly related to variations in the molecular weight of the PCL used, the concentration, and the solvent selected, which modify the electrical conductivity, viscosity and surface tension of the prepared solutions. As the concentration of the polymer solution increases, surface tension and viscosity increase, while electrical conductivity decreases. Thus, a stronger electrostatic force is required to form the stable jet cone for a solution with a higher polymer concentration. Besides, the use of toluene requires a much higher applied voltage to form a stable cone due to the very low electrical conductivity and dielectric constant of this solvent.
In most cases, an increase in concentration leads to a widening of the voltage range and/or an increase in it. This increase is also correlated with a variation in the electrical conductivity of the solutions. The applied electric field required forming a cone on the tip of the nozzle decreases with increasing conductivity.
The flow rate of the electrospray solution as it passes through the nozzle is also an essential factor in the formation of the Taylor cone. The optimization of the setting of this parameter depends on the intrinsic characteristics of the prepared solutions, i.e., (i) saturated vapor pressure of the solvent, (ii) and the electrical conductivity of the solutions. In most cases, there are usually a lower and an upper flow rate limits allowing a stable jet formation.
A Taylor cone is preferred for low flow rates since the uncharged liquid at the tip of the nozzle requires sufficient time to be polarized, and then polarized charges are generated on the droplet surface to promote Taylor cone formation. For higher flows, the reduction of the polarization time induces a continuous dripping of droplets due to gravity. Thus, in the case of PCL, depending on the choice of solvent, the flow rate values vary from several µL/min to 50 µL/min to obtain a stable conical jet. The use of a solvent with a high saturation vapor pressure requires a higher setting than other solvents to avoid clogging the nozzle when the solvent evaporates. On the other hand, a lower flow rate must be used for solutions prepared from solvents with a low saturated vapor pressure to ensure complete evaporation of the solvent during the solidification process.
The conductivity value of the solutions influences the droplet polarization time, and therefore the adjustment of an adequate flow rate. Indeed, the polarization time of the droplets is longer to obtain when using solutions with low conductivity, which requires working at low flow rates. The adjustment range is widened, and the values increase for solutions with higher conductivity. On the other hand, in this case, an excessively high flow rate causes an accumulation of charges to accumulate at the end of the nozzle, and the stable conical jet breaks and turns into a multiple jet mode due to the too strong Coulomb repulsions of the charged droplets.
In the case of coaxial electrodeposition, the flow rates of the internal and external liquids also affect the formation of the Taylor cone. In general, the Taylor cone is more easily obtained if the flow rate of the external liquid is higher than that of the internal [
86]. For example, Hwang et al. concluded that the PS/PCL microcapsules with an incomplete core-shell structure as well as irregular morphology were obtained when the flow rate of outer liquid was the same than the inner one. The increase of the flow rate ratio (outer /inner liquids) from 1:1 to 4:1 allowed to prepared complete core-shell structure with a smooth morphology [
159]. Otherwise, the conical jet is challenging to form, and an incomplete encapsulation of the system with an irregular morphology is obtained. Chen et al. also found that the working range of the voltage applied to the stable cone-jet mode can be extended by increasing the flow rate of the internal liquid and decreasing that of the external by considering it as a driving fluid [
131].
The working distance, between the top of the tip and the collector, is adjusted to adapt the intensity of the electric field in order to ensure the formation of the Taylor cone, i.e., at a constant voltage, shorter distance is privileged to generate a higher electric field strength leading to the formation of smaller particles. Nevertheless, insufficient time to allow solvent evaporation may induce coalescence and aggregation of the particles at the surface of the collector. On the other hand, a longer working distance requires the use of higher applied voltage to compensate the lower electric field strength [
62]. In this context, this distance may lead to lower yield due to material loss to the surrounding environment with the presence of turbulence during the droplet flight. Nevertheless, a long working distance is required to obtain denser polymer particles, since it allows the complete solvent evaporation and diffusion before reaching the collector surface.
Furthermore, it is usually smaller for the low conductive solution and increases when the electrical conductivity increases to improve the stability of the cone-jet mode. The working distance range applied for PCL particle production is set between several centimeters up to 20 cm, and more especially from 3 to 15 cm (
Table 5). Three cm is the lower limit allowing the creation of the electrical discharge in the system [
62]. For working distance higher than 15 cm, the intensity of the electric field weakens, and the forces generated are too low to compensate the surface tension and viscoelastic force. Therefore, a long working distance is preconized for high conductivity, and low vapor saturated pressure solutions. Also, the formation of the cone-jet mode for high surface tension or high viscous solutions requires small working distance in the electrospraying process.
Besides, the working distance between the nozzle tip and the collector also affects the structure and morphology of the particles. Thus, high working distance leads to a decrease in the electric field, which increases the mean diameter of the particles. One the other hand, there is a trend to achieve smaller particles under low working distance based on an increase of the voltage. However, an incomplete solvent removal during the flying process leads to an increase of the particles size as well as a widening distribution. Thus, the swelled particles may be deformed and coalesce at the surface of the collector. As the working distance increases, the particle size distribution becomes narrow with a monomodal distribution induced by the complete evaporation of the solvent and the homogeneous break-up of the charged droplets, and the particles are spherical [
98,
160]. However, for higher working distance value, more than 30 cm, the number of particles at the surface of the collector decreases, since the charged particles tend to be attracted to the nearest ground object during long-distance flights. Besides, in the coaxial electrospraying process, the thickness of the shell decreases with increasing working distance due to complete evaporation of the solvent, and the macromolecular chains aggregation to form the condense polymeric shell [
160]. For a working distance less than 10 cm, the residual solvent molecules swell the recovered polymeric particles, even if a strong electric field is applied. The control of the solvent system and operating parameters during the electrospraying process allows tailoring design, physico-chemical properties, and morphology of polymeric particles to respond to a specific end-use application.
The particle diameters range from several hundred nanometers up to several hundred micrometers. According to Zhou et al. [
98], the mean diameters of the PCL particles decreases from 27 to 10.4 µm in increasing the applied voltage from 6.5 to 8.5 kV.
In the case of the use of a coaxial tip, the applied voltage affects the ration between the thickness of the polymeric shell and the radius of the core component (T/R). Thus, the T/R value increases with the applied voltage, when the electrical conductivity of the core solution is higher than the shell one, and for a higher viscosity of the shell solution than the core one [
160].
6. Conclusions
Due to their micro- or nanoscale size, mono-dispersion distribution, high encapsulation efficiency, and controllable surface morphology, electrosprayed PCL particles or capsules have garnered research interest for their potential use and advantages in the biomedical field. In order to obtain the desired structure and morphology, the selection of suitable solvents used in electrospraying is one the main parameters and needs to be considered carefully. On the one hand, the formation of a Taylor cone, which is a prerequisite for obtaining tiny and uniform particles, is mainly determined by some solution properties, including electrical conductivity, viscosity, surface tension, and vapor pressure. Its formation is only obtained when the values of these solution properties reach specific ranges or requirements. On the other hand, these solution properties have an effect on the operating parameters, such as the applied voltage, the working distance, and the flow rate during the electrospraying process, to achieve the Taylor cone formation.
Furthermore, the breakup, as well as the solidification process of electrosprayed droplets, are also affected by these solution properties and operating parameters. Therefore, the control of the solution properties and the operating parameters allows designing the structure and morphology of electrosprayed particles. Electrospraying is an effective route to design micro- or nanoscaled particles with narrow size distribution and various structures via electrostatic interactions. The particle formation mechanism and principles of electrospraying are still complicated and not well understood, as are the relationships between the properties of the electrosprayed solutions, the operating parameters, the process, and the properties of the resulted particles.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}