Increasing Gas–Solids Mass Transfer in Fluidized Beds by Application of Confined Fluidization—A Feasibility Study




Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
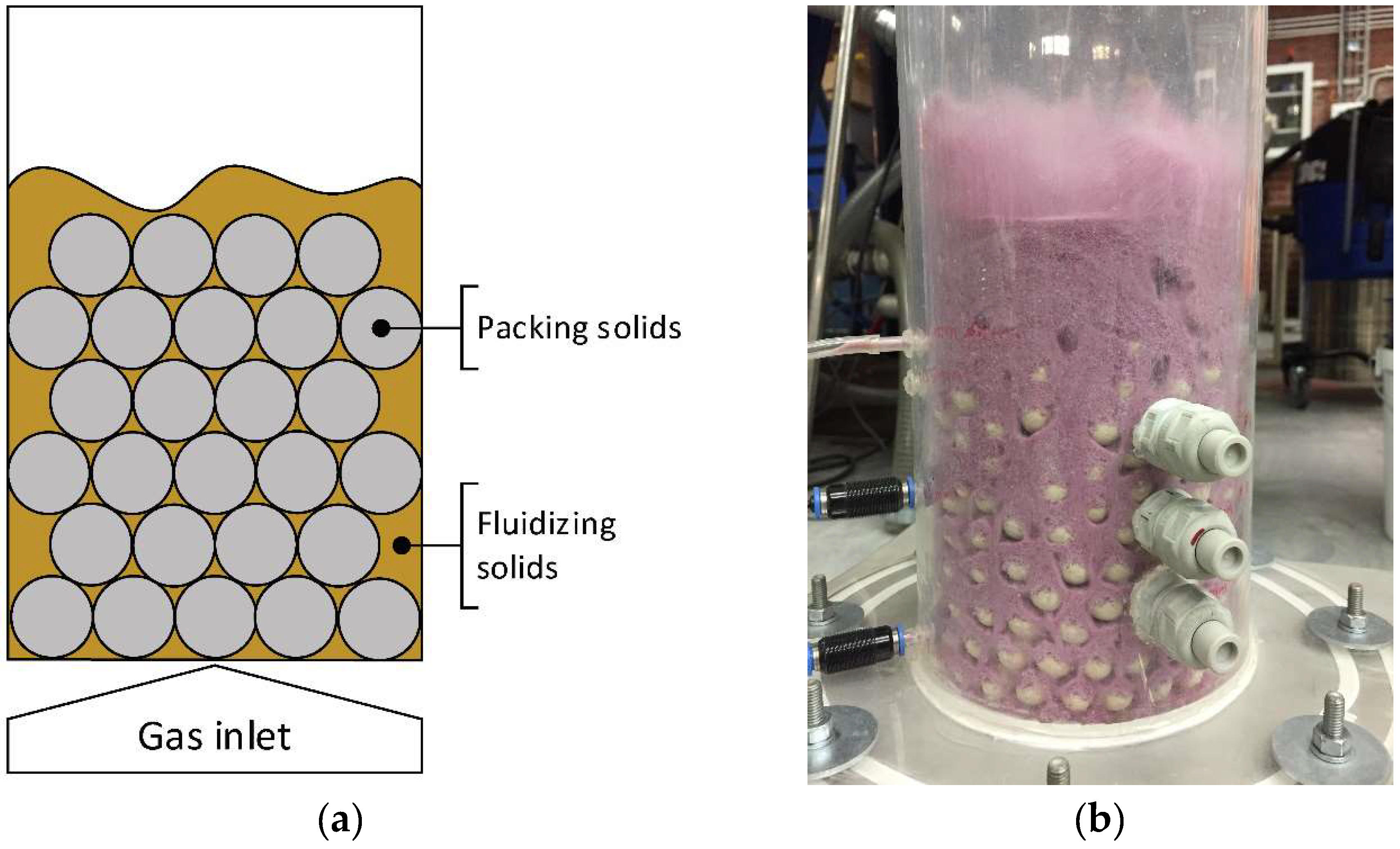
2.1. Experimental Setup
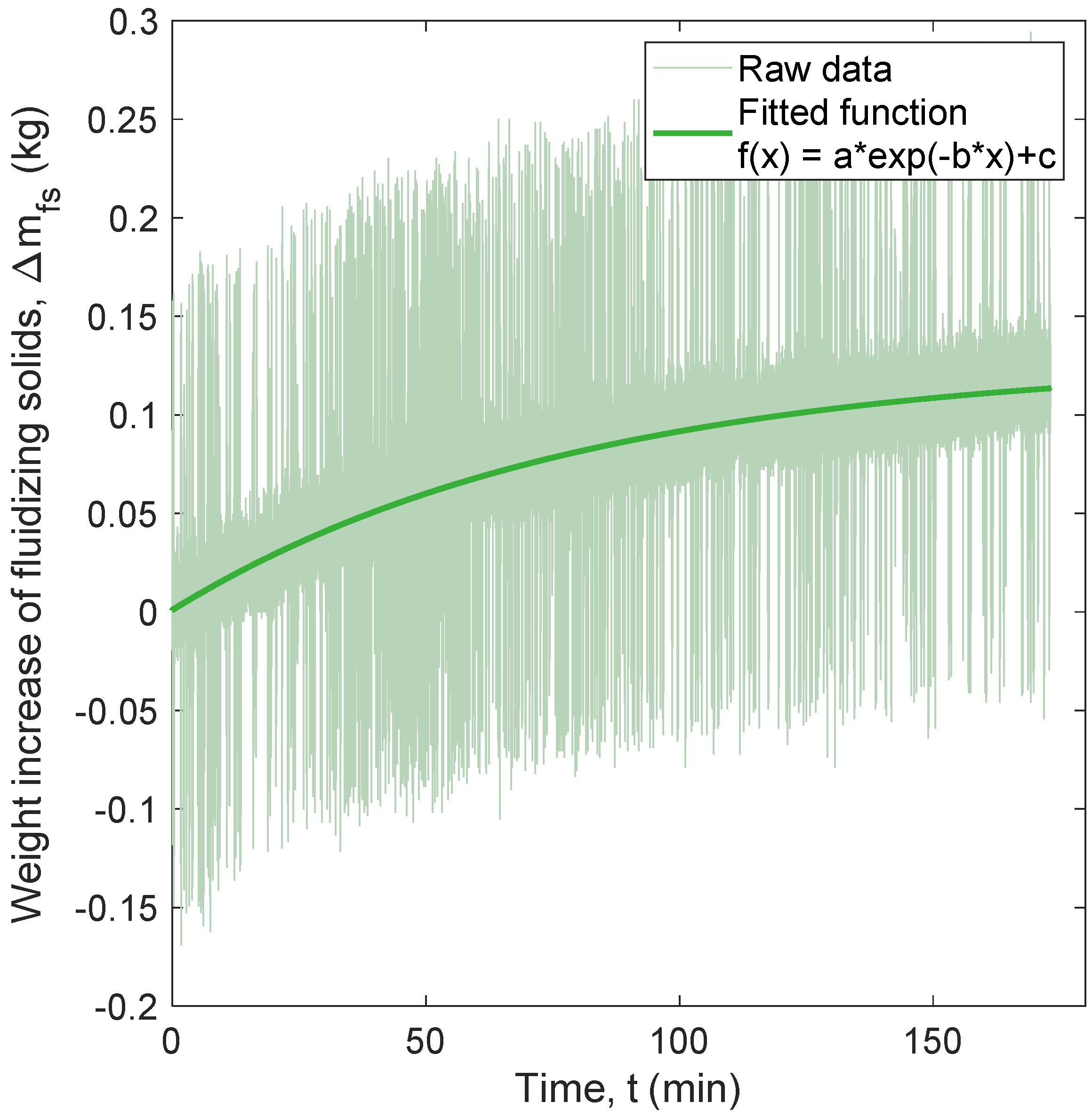
2.2. Mass Transfer
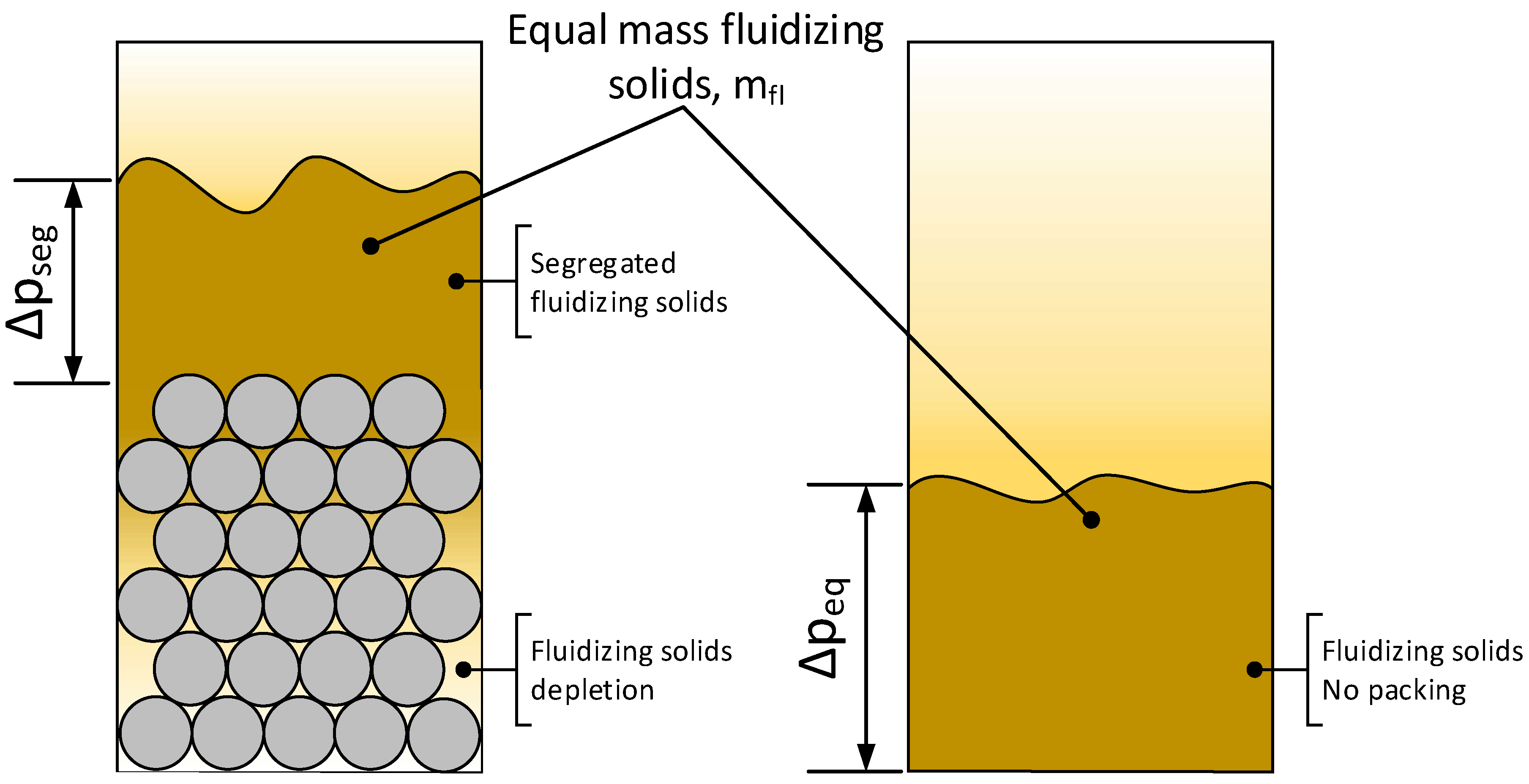
2.3. Vertical Segregation of Fluidizing Solids
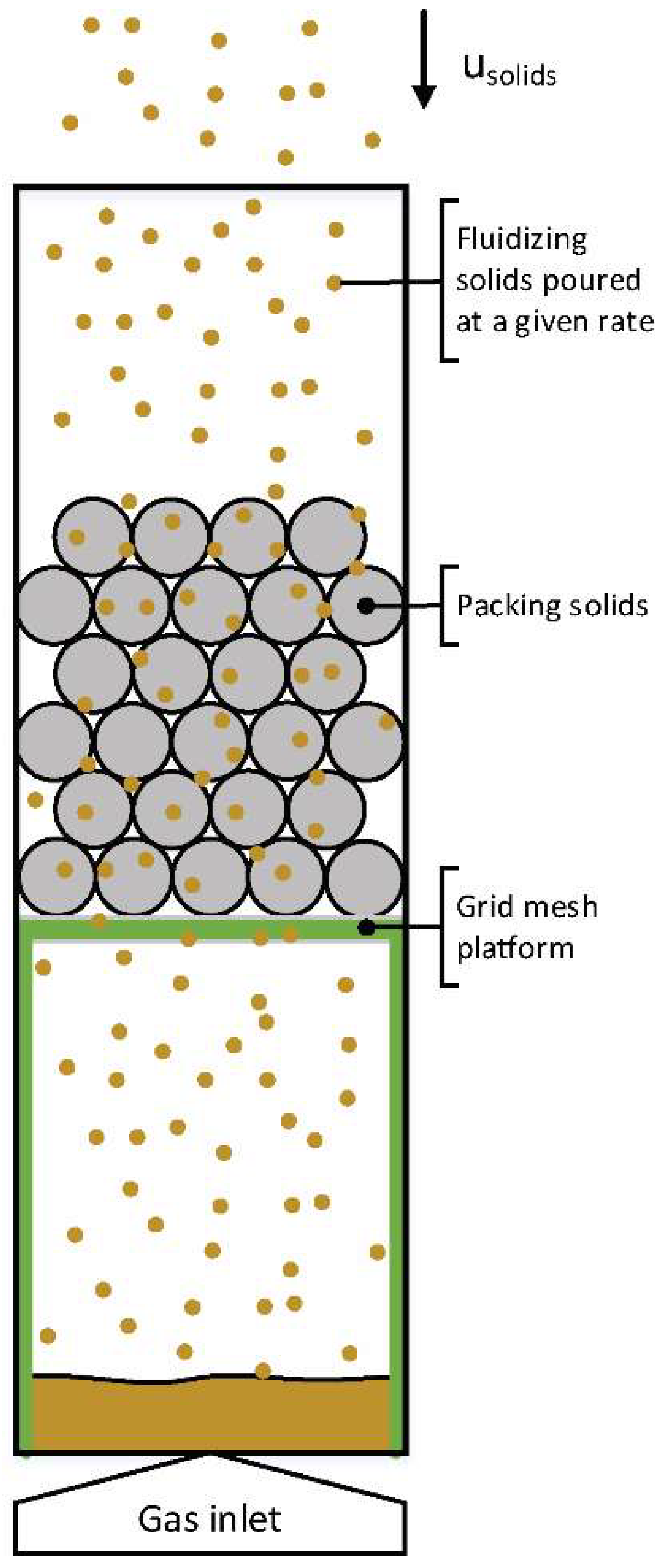
2.4. Crossflow of Fluidizing Solids
3. Results and discussion
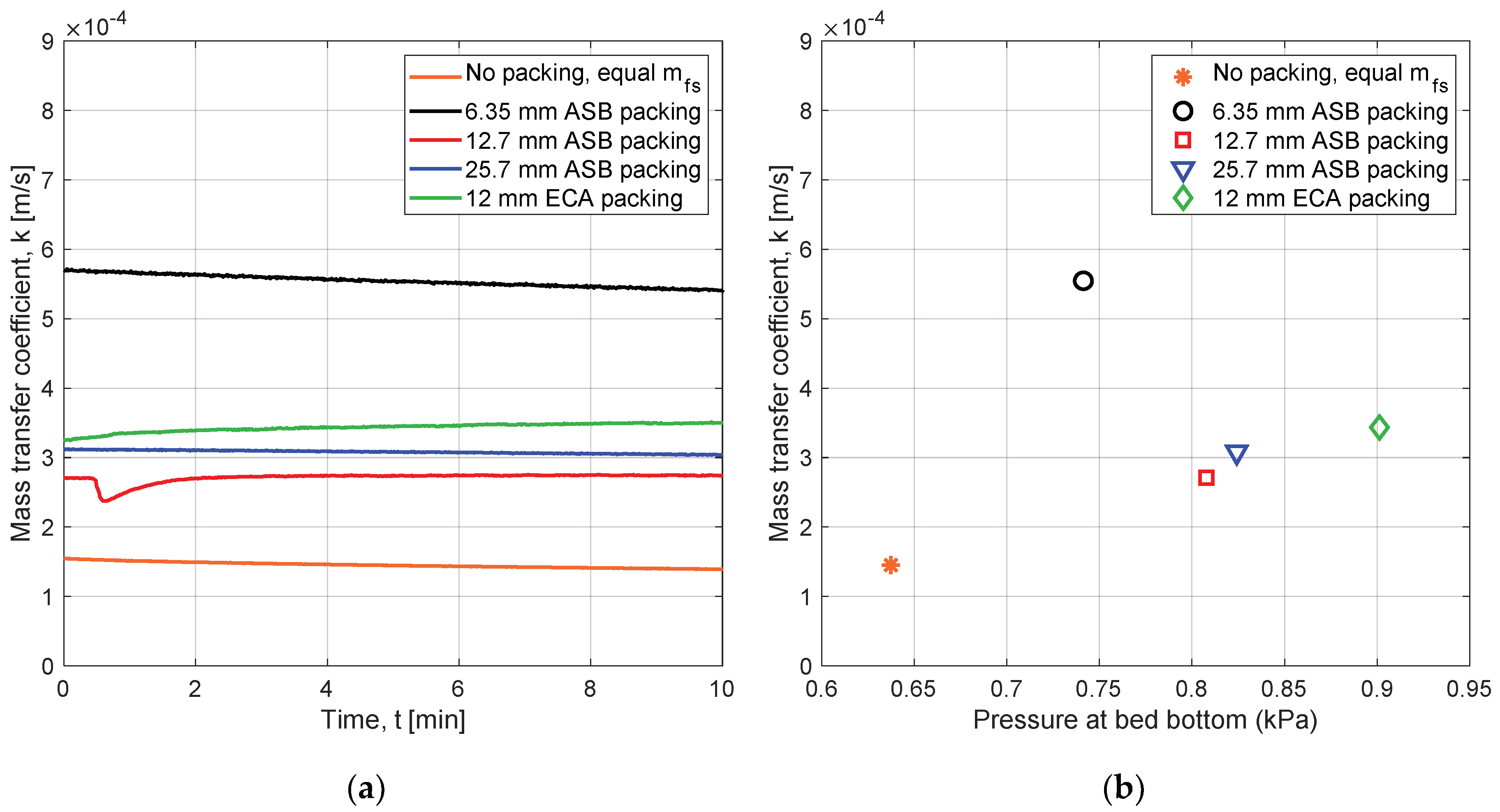
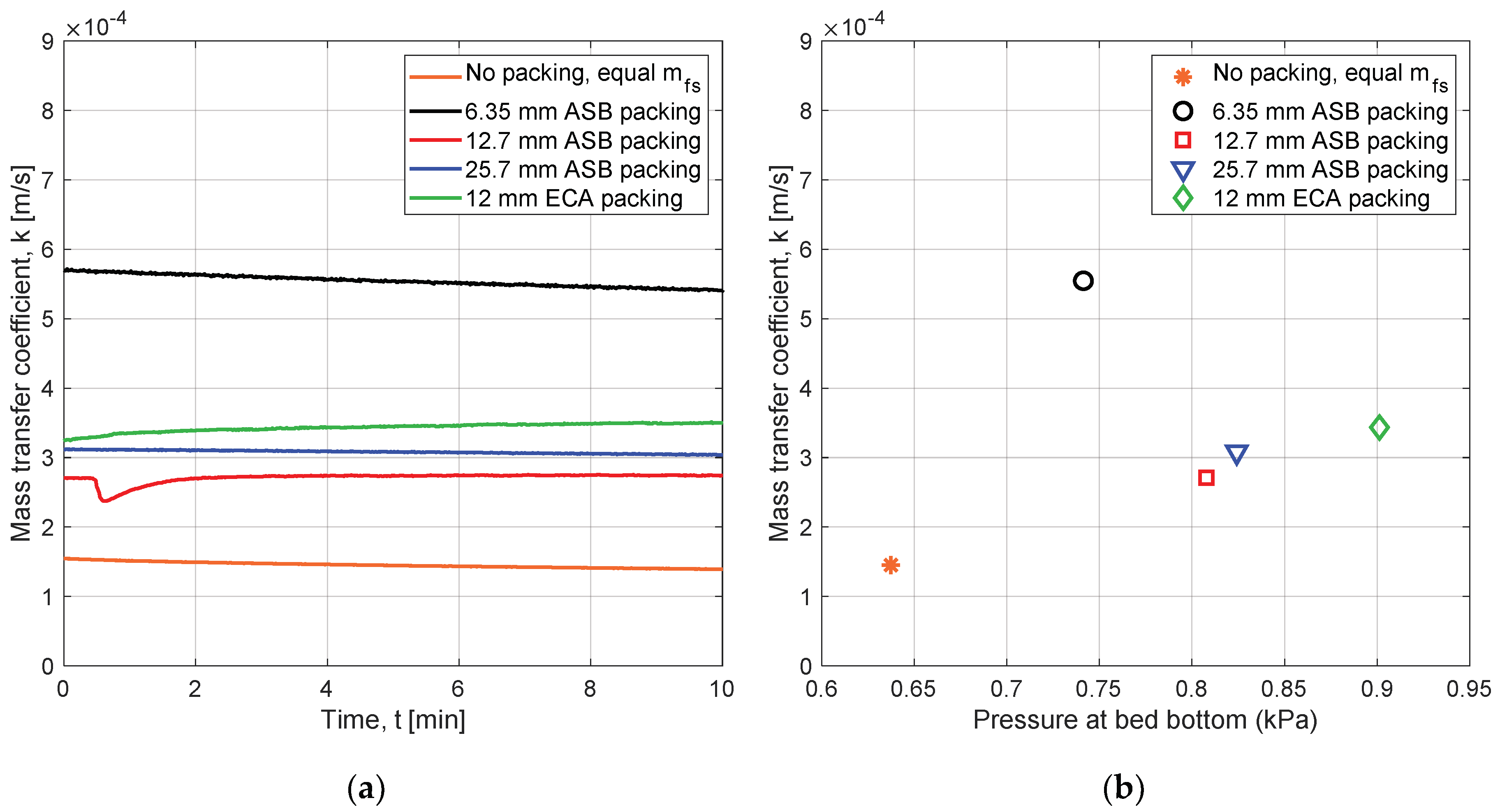
3.1. Mass Transfer
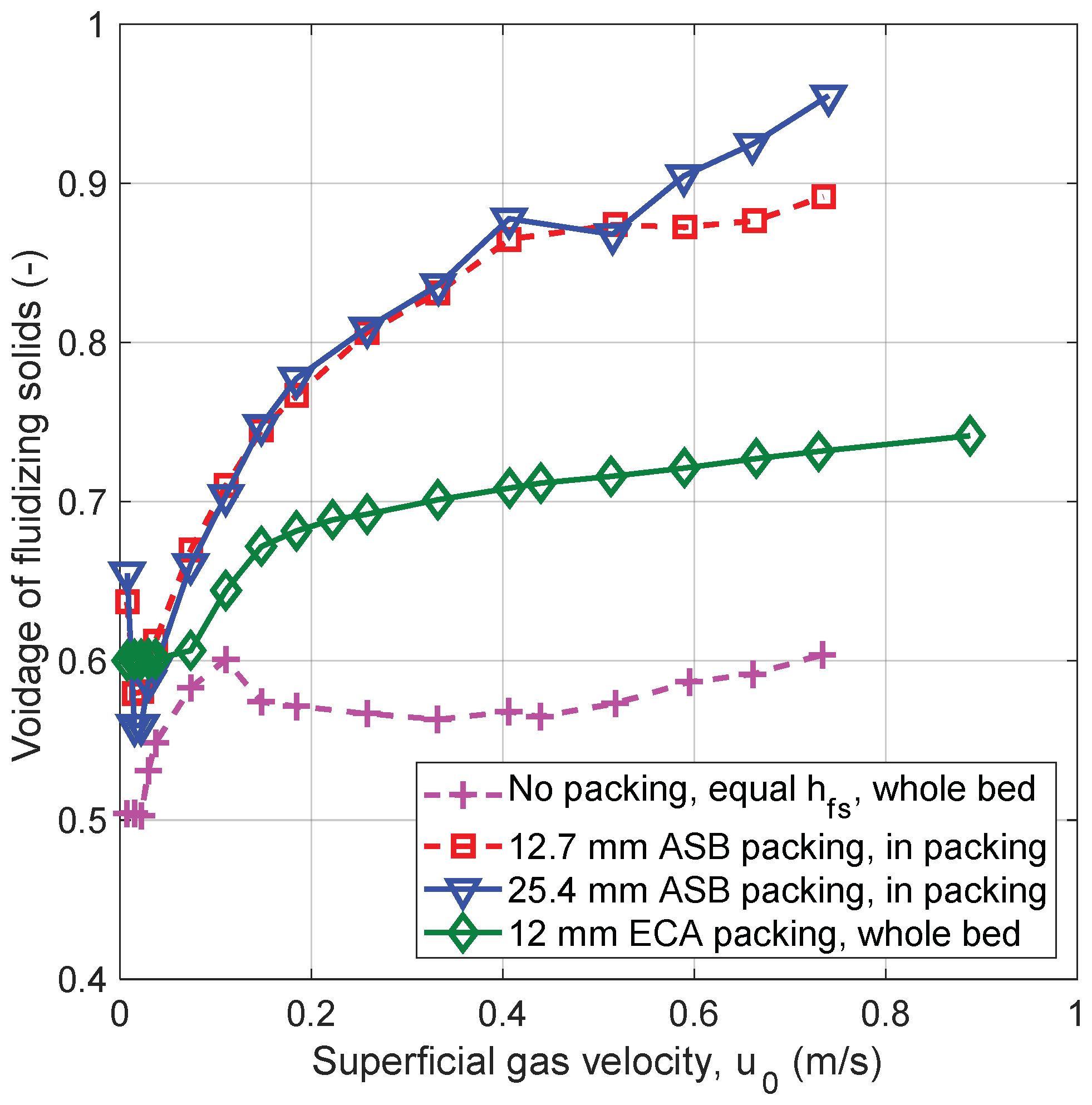
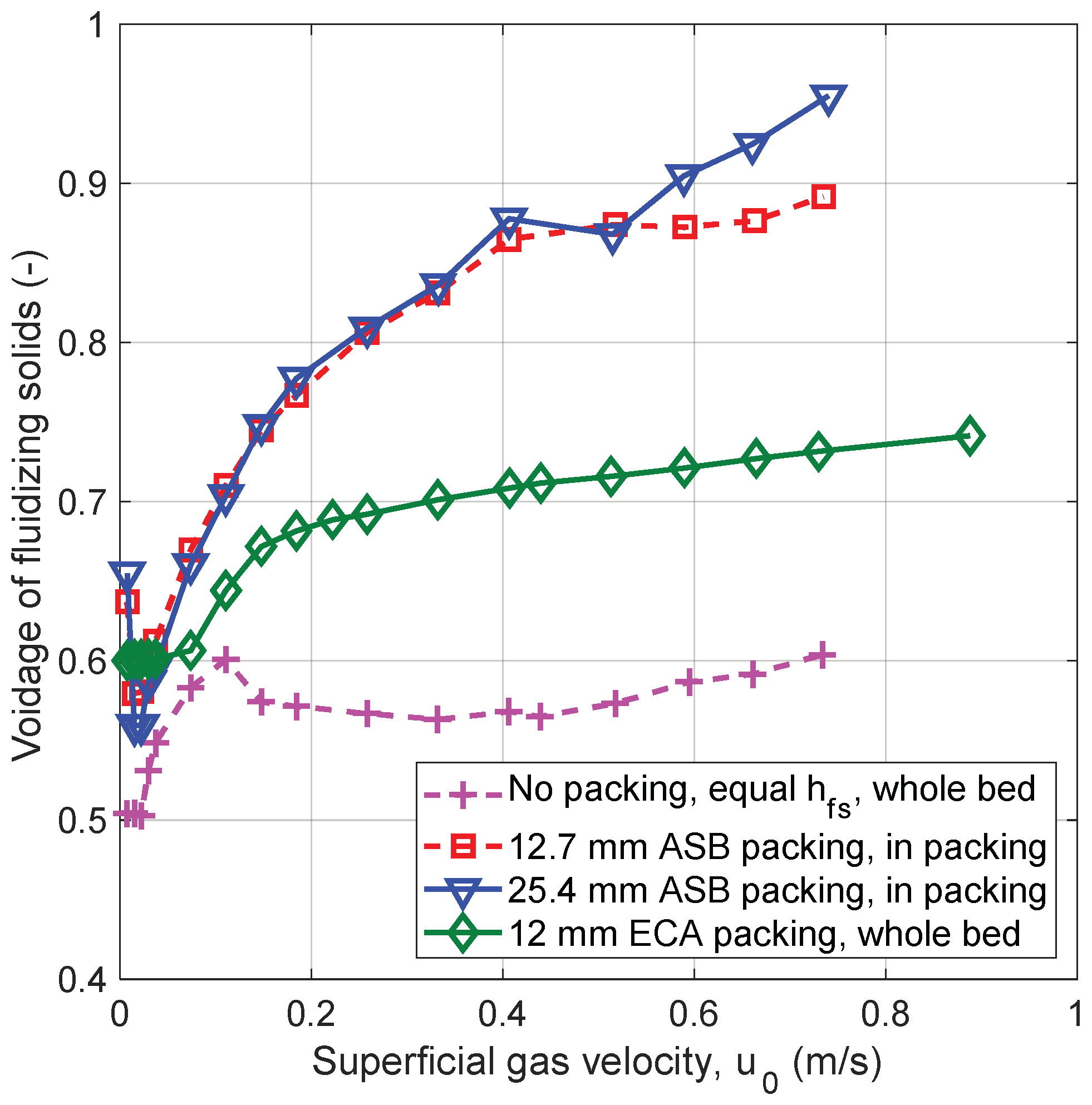
3.2. Pressure Drop and Vertical Segregation of Fluidizing Solids
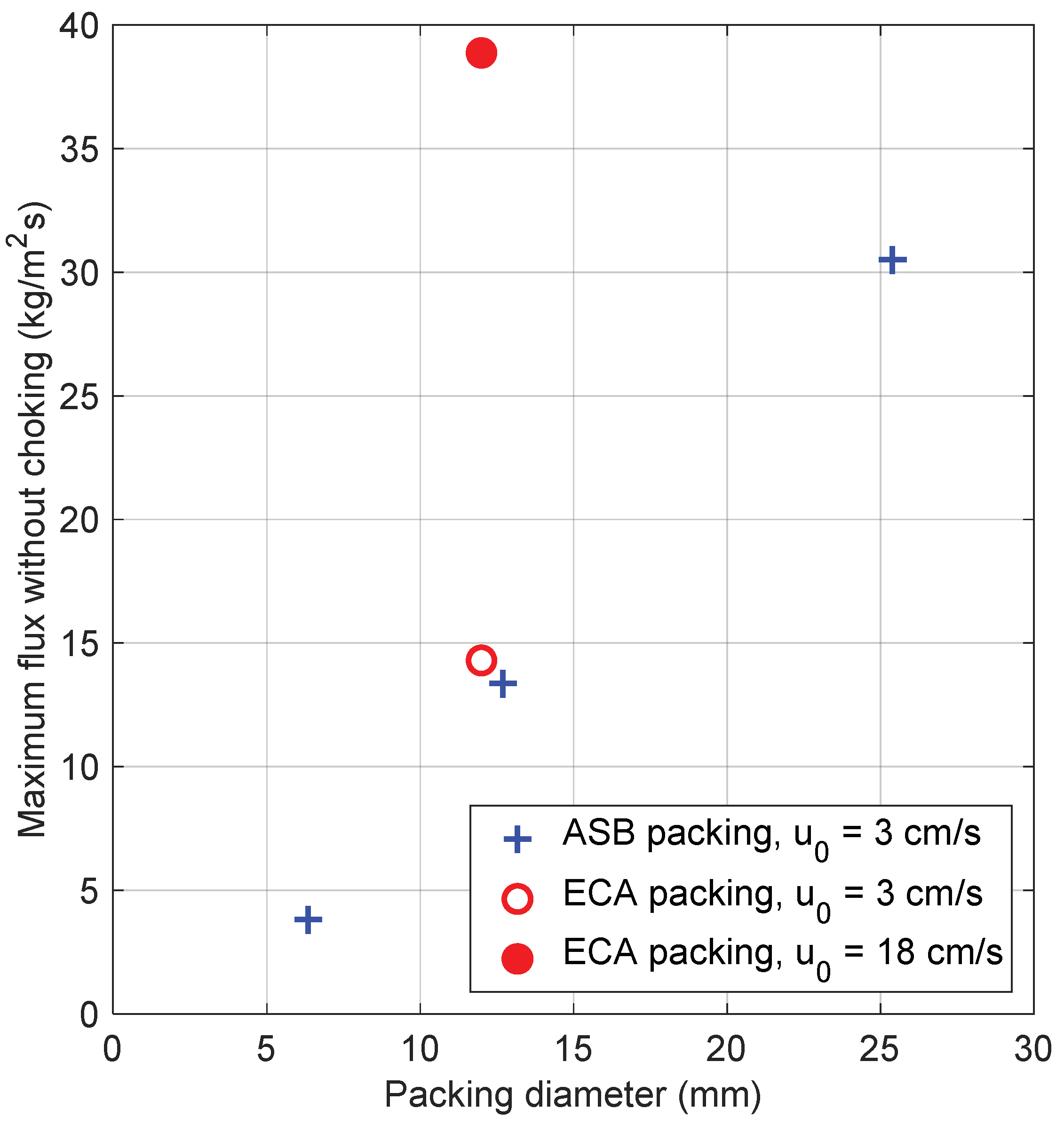
3.3. Crossflow of Fluidizing Solids
4. Conclusions
- Mass transfer can be successfully increased using spherical packing in a fluidized bed. From this perspective, packing size mattered little in the conducted experiments at cold conditions, as did packing density, for all but the smallest packing investigated. This packing was however observed to have fluidization problems under some conditions.
- Low-density packing floated as a plug partially or fully infiltrated by bed material depending on fluidization velocity. Segregation occurred in the opposite way as with high-density packing. That is: Bed material free from packing gathering under the packing rather than above it. The result was a highly porous bed with good mass transfer properties.
- Pressure drop increased when heavy packing was used as compared to a non-packed bed with the same mass of fluidizing solids. It was observed to decrease with increased gas velocity as the bed became more and more segregated. For light packing the pressure drop was also elevated but unlike the heavy packing, pressure drop remained rather constant when gas velocity was changed.
- Vertical cross-flow of solids was significantly reduced in a confined fluidized bed as compared to a regular fluidized bed. As a solution to this problem it was suggested to use light, floating packing at fluidization velocities high enough to ensure a good mixing of the packing within the bed material. This led to a more than two-fold increase in maximum cross-flow flux.
Author Contributions
Funding
Conflicts of Interest
Notation
| Symbol | Unit | Description |
| Total particle surface area | ||
| Concentration | ||
| Mass transfer coefficient | ||
| Henry’s law constant | ||
| Mass | ||
| Time | ||
| Fraction | ||
| Surface concentration coefficient | ||
| Voidage | ||
| Density | ||
| Abbreviation | Description | |
| Adsorbed | ||
| In bulk gas flow | ||
| Particle surface | ||
| Inlet | ||
| Outlet | ||
| Fluidizing solids | ||
| Saturated | ||
| Calibration | ||
| Packing solids | ||
| Height | ||
| Segregation | ||
| Total | ||
| Expansion | ||
| Particle |
References
- Mattisson, T.; Jerndal, E.; Linderholm, C.; Lyngfelt, A. Reactivity of a spray-dried NiO/NiAl2O4 oxygen carrier for chemical-looping combustion. Chem. Eng. Sci. 2011, 66, 4636–4644. [Google Scholar] [CrossRef]
- Grace, J.R.; Clift, R. On the two-phase theory of fluidization. Chem. Eng. Sci. 1974, 29, 327–334. [Google Scholar] [CrossRef]
- Sutherland, J.P.; Vassilatos, G.; Kubota, H.; Osberg, G.L. The effect of packing on a fluidized bed. AIChE J. 1963, 9, 437–441. [Google Scholar] [CrossRef]
- Gabor, J.D.; Mecham, W.J. Engineering Development of Fluid-Bed Fluoride Volatility Processes. Part 4. Fluidized-Packed Beds: Studies of Heat Transfer, Solids-Gas Mixing, and Elutriation; Argonne National Laboratory: Lemont, IL, USA, 1965. [Google Scholar]
- Aronsson, J.; Pallarès, D.; Lyngfelt, A. Modeling and scale analysis of gaseous fuel reactors in chemical looping combustion systems. Particuology 2017, 35, 31–41. [Google Scholar] [CrossRef]
- Lyngfelt, A.; Leckner, B. A 1000 MWth boiler for chemical-looping combustion of solid fuels—Discussion of design and costs. Appl. Energy 2015, 157, 475–487. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Fluidization Engineering, 2nd ed.; Brenner, H., Ed.; Butterworth-Heinemann: Newton, MA, USA, 1991; ISBN 0-409-90233-0. [Google Scholar]
- Oka, S. Fluidized Bed Combustion; CRC Press: Boca Raton, FL, USA, 2003; ISBN 9781420028454. [Google Scholar]
- Gabor, J.D. Lateral solids mixing in fludized-packed beds. AIChE J. 1964, 10, 345–350. [Google Scholar] [CrossRef]
- Gabor, J.D.; Mecham, W.J. Radial gas mixing in fluidized-packed beds. Ind. Eng. Chem. Fundam. 1964, 3, 60–65. [Google Scholar] [CrossRef]
- Donsì, G.; Ferrari, G.; Formisani, B. Expansion behaviour of confined fluidized beds of fine particles. Can. J. Chem. Eng. 1989, 67, 185–190. [Google Scholar] [CrossRef]
- Donsì, G.; Ferrari, G.; Formisani, B.; Longo, G. Confined fluidization of fine particles in a packed bed of coarse particles: Model and experimental description. Powder Technol. 1990, 61, 75–85. [Google Scholar] [CrossRef]
- Ziółkowski, D.; Michalski, J. Onset of fluidization of fines in an organized system within voids of packings formed of spherical elements. Chem. Eng. Sci. 1992, 47, 4007–4016. [Google Scholar] [CrossRef]
- Buczek, B.; Zabierowski, P. Confined fluidization of fines in fixed bed of coarse particles. Chem. Process Eng. 2016, 37, 545–557. [Google Scholar] [CrossRef] [Green Version]
- Farrell, R.J.; Ziegler, E.N. Kinetics and mass transfer in a fluidized packed-bed: Catalytic hydrogenation of ethylene. AIChE J. 1979, 25, 447–455. [Google Scholar] [CrossRef]
- Guío-Pérez, D.C.; Hofbauer, H.; Pröll, T. Effect of ring-type internals on solids distribution in a dual circulating fluidized bed system-cold flow model study. AIChE J. 2013, 59, 3612–3623. [Google Scholar] [CrossRef]
- Hoffmann, T.; Bedane, A.H.; Peglow, M.; Tsotsas, E.; Jacob, M. Particle–Gas Mass Transfer in a Spouted Bed with Adjustable Air Inlet. Dry. Technol. 2011, 29, 257–265. [Google Scholar] [CrossRef]
- Qin, K.; Thunman, H.; Leckner, B. Mass transfer under segregation conditions in fluidized beds. Fuel 2017, 195, 105–112. [Google Scholar] [CrossRef]
- Sircar, S.; Rao, M.B.; Golden, T.C. Drying of gases and liquids by activated alumina. Stud. Surf. Sci. Catal. 1996, 99, 629–646. [Google Scholar] [CrossRef]
- Mandal, D.; Vinjamur, M.; Sathiyamoorthy, D. Hydrodynamics of beds of small particles in the voids of coarse particles. Powder Technol. 2013, 235, 256–262. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Packing Type | Bed Height 1 (cm) | Bed Mass (g) | Packing Mass (g) | Notes |
|---|---|---|---|---|
| 6.35 mm ASB | 13.5 | 464 | 2297 | |
| 12.7 mm ASB | 13.5 | 467 | 2134 | |
| 25.4 mm ASB | 13.5 | 467 | 1990 | |
| 12 mm ECA | 13.5 | 475 | 410 | |
| No packing | 6 | 475 | - | Equal bed mass |
| Packing Type | Bed Height (cm) | Bed Mass (g) | Packing Mass (g) | Notes |
|---|---|---|---|---|
| 6.35 mm ASB | 13.5 | 1000 | 2145 | |
| 12.7 mm ASB | 13.5 | 1035 | 2105 | |
| 25.4 mm ASB | 13.5 | 1180 | 1992 | |
| 12 mm ECA | 13.5 | 1050 | 440 | |
| No packing | 6 | 1180 | - | Equal bed mass |
| No packing | 13.5 | 2415 | - | Equal bed height |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aronsson, J.; Pallarès, D.; Rydén, M.; Lyngfelt, A. Increasing Gas–Solids Mass Transfer in Fluidized Beds by Application of Confined Fluidization—A Feasibility Study. Appl. Sci. 2019, 9, 634. https://doi.org/10.3390/app9040634
Aronsson J, Pallarès D, Rydén M, Lyngfelt A. Increasing Gas–Solids Mass Transfer in Fluidized Beds by Application of Confined Fluidization—A Feasibility Study. Applied Sciences. 2019; 9(4):634. https://doi.org/10.3390/app9040634
Chicago/Turabian StyleAronsson, Jesper, David Pallarès, Magnus Rydén, and Anders Lyngfelt. 2019. "Increasing Gas–Solids Mass Transfer in Fluidized Beds by Application of Confined Fluidization—A Feasibility Study" Applied Sciences 9, no. 4: 634. https://doi.org/10.3390/app9040634
APA StyleAronsson, J., Pallarès, D., Rydén, M., & Lyngfelt, A. (2019). Increasing Gas–Solids Mass Transfer in Fluidized Beds by Application of Confined Fluidization—A Feasibility Study. Applied Sciences, 9(4), 634. https://doi.org/10.3390/app9040634