Material Characterization for Sustainable Concrete Paving Blocks



Abstract
:Featured Application
Abstract
1. Introduction
2. Experimental Program
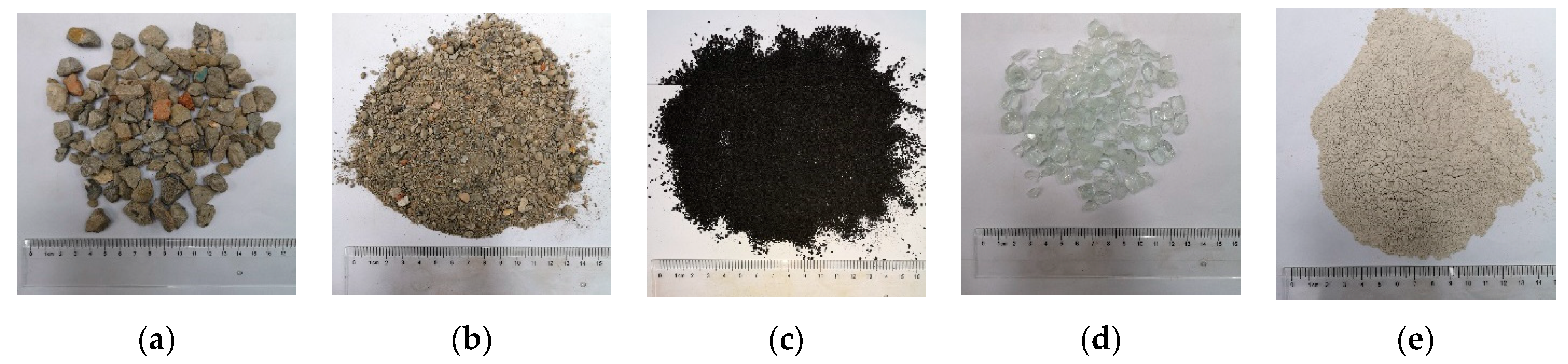
2.1. Materials
2.2. Mix Proportion
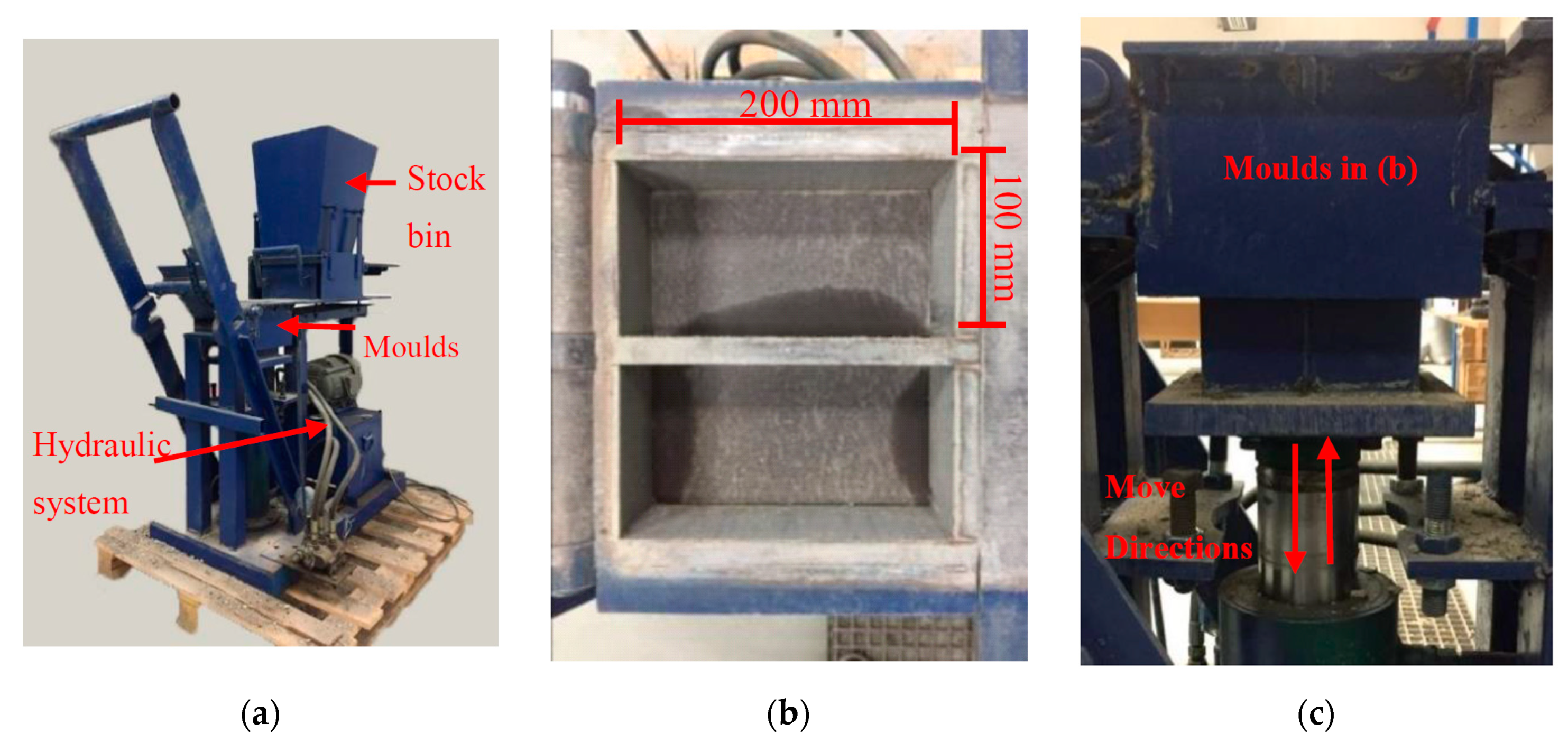
2.3. Specimens Preparation
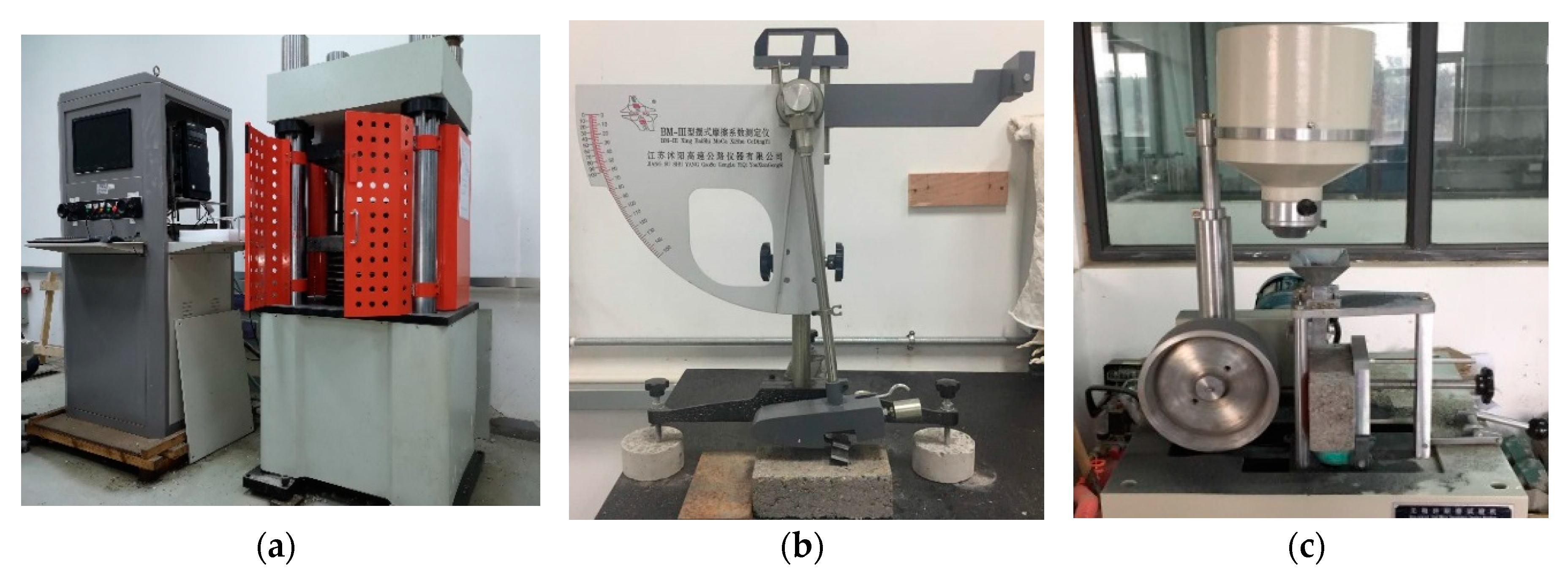
2.4. Experiments
3. Results and Discussion
3.1. Aggregates’ Properties
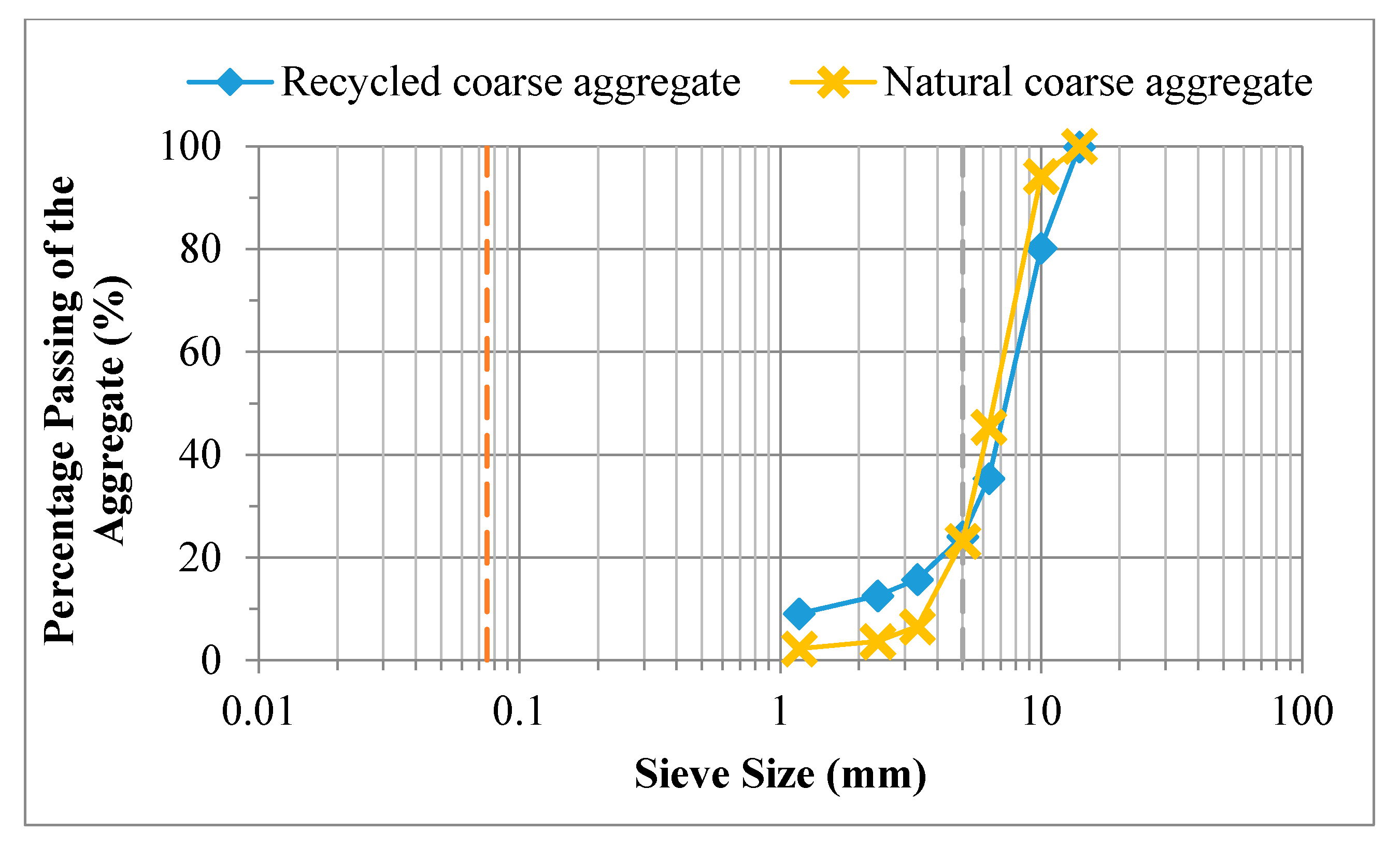
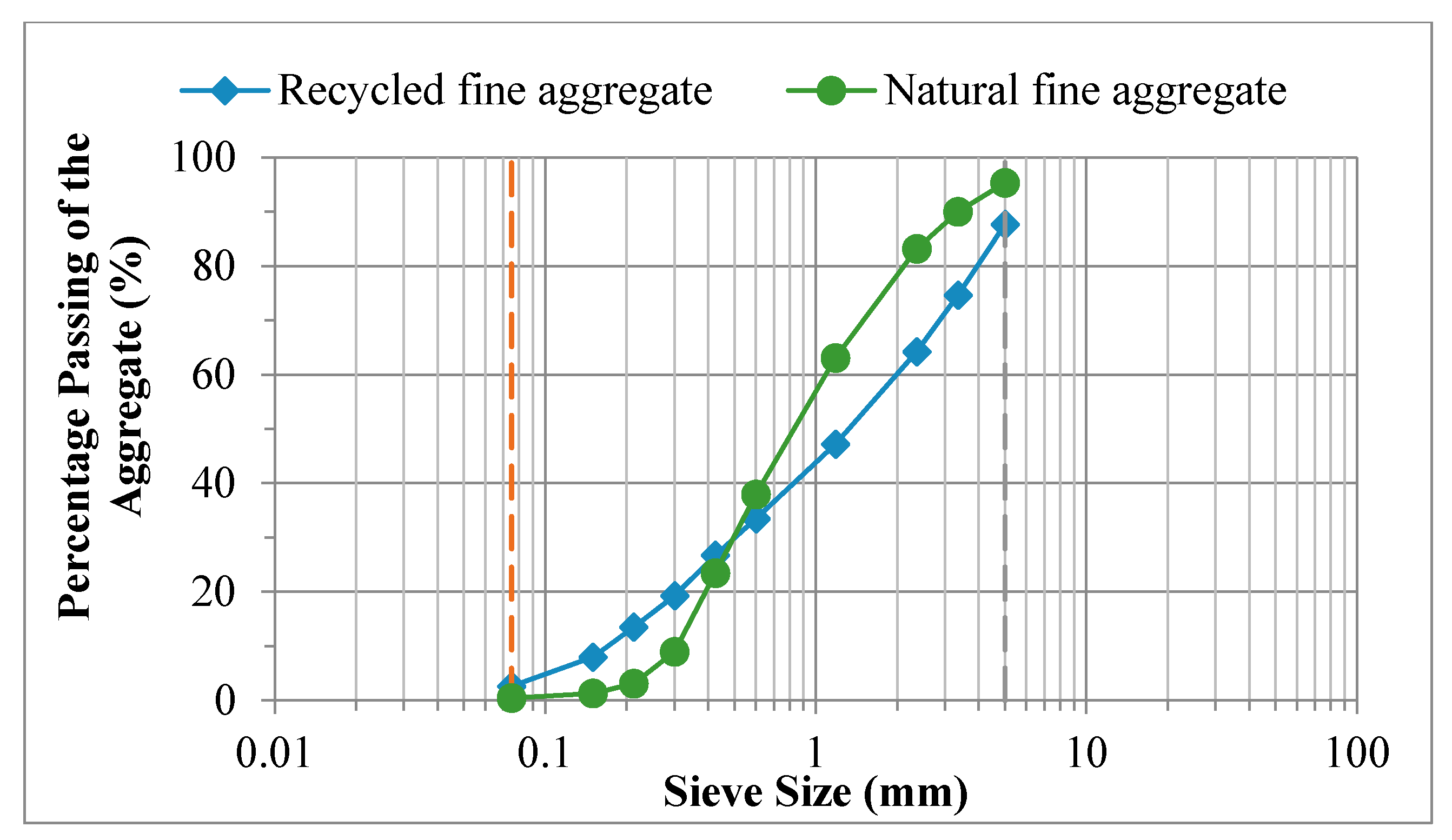
3.1.1. Sieve Analysis
3.1.2. Aggregate Water Absorption
3.2. Dimensions
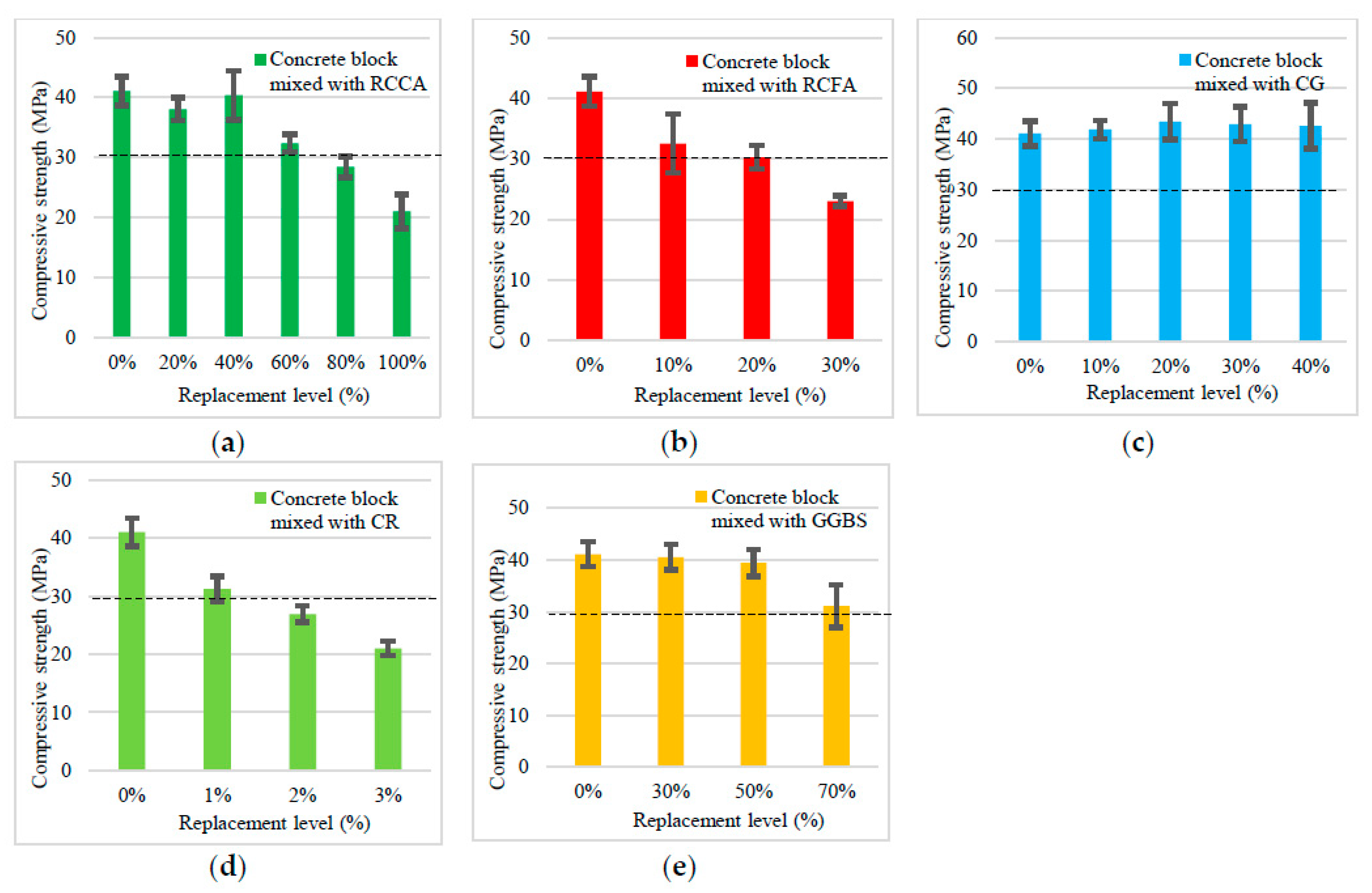
3.3. Compressive Strength
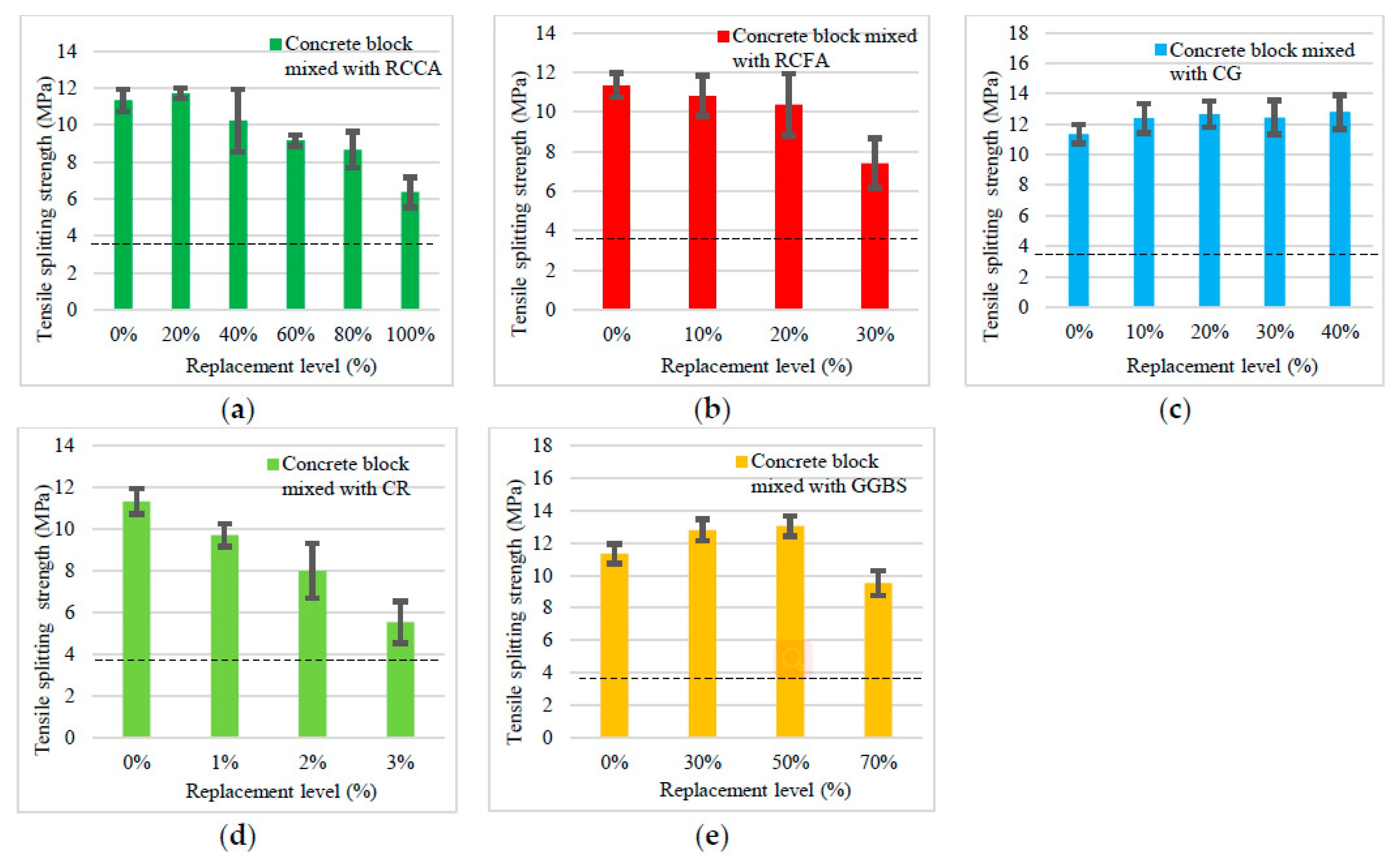
3.4. Tensile Splitting Strength
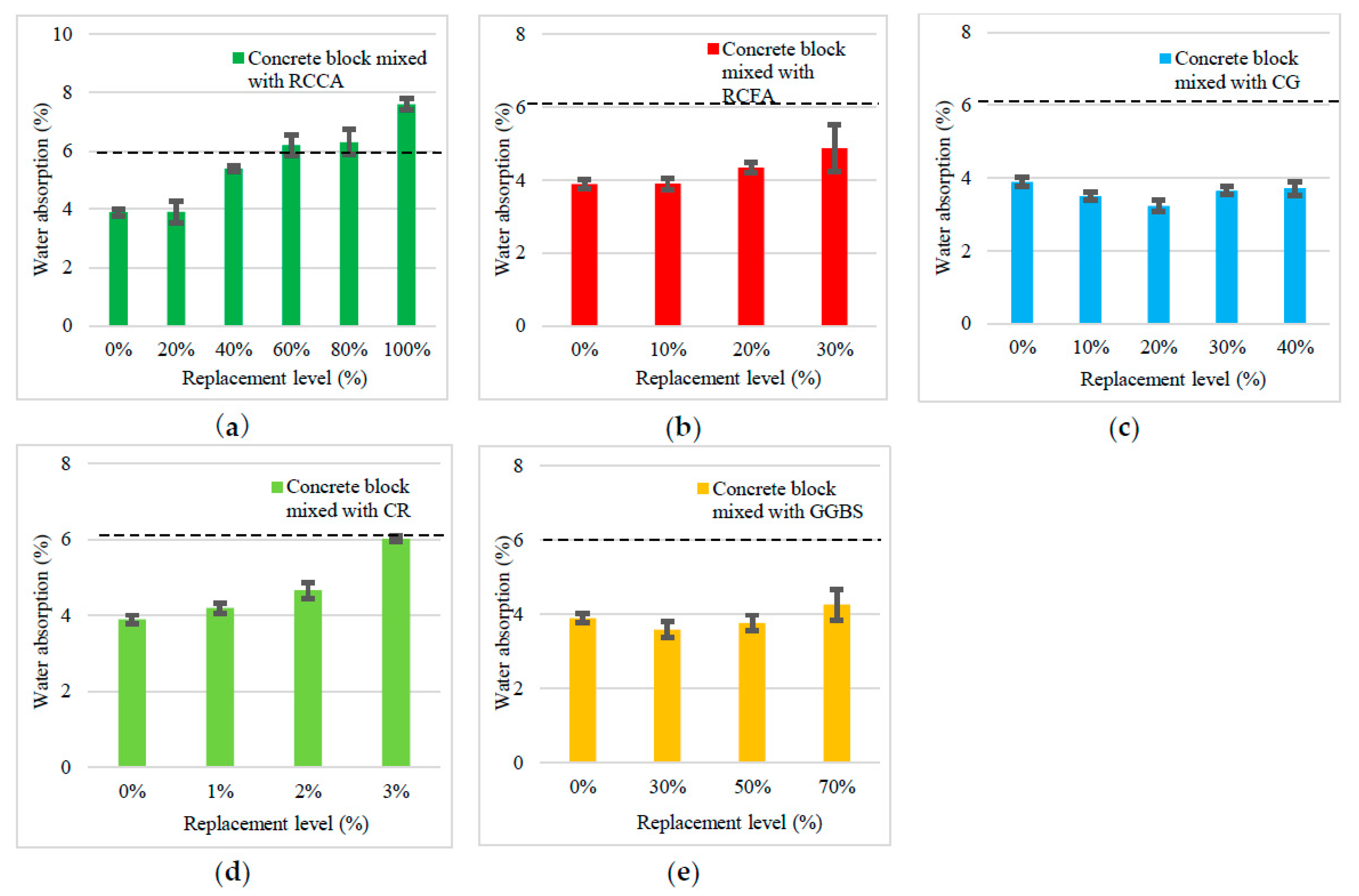
3.5. Water Absorption
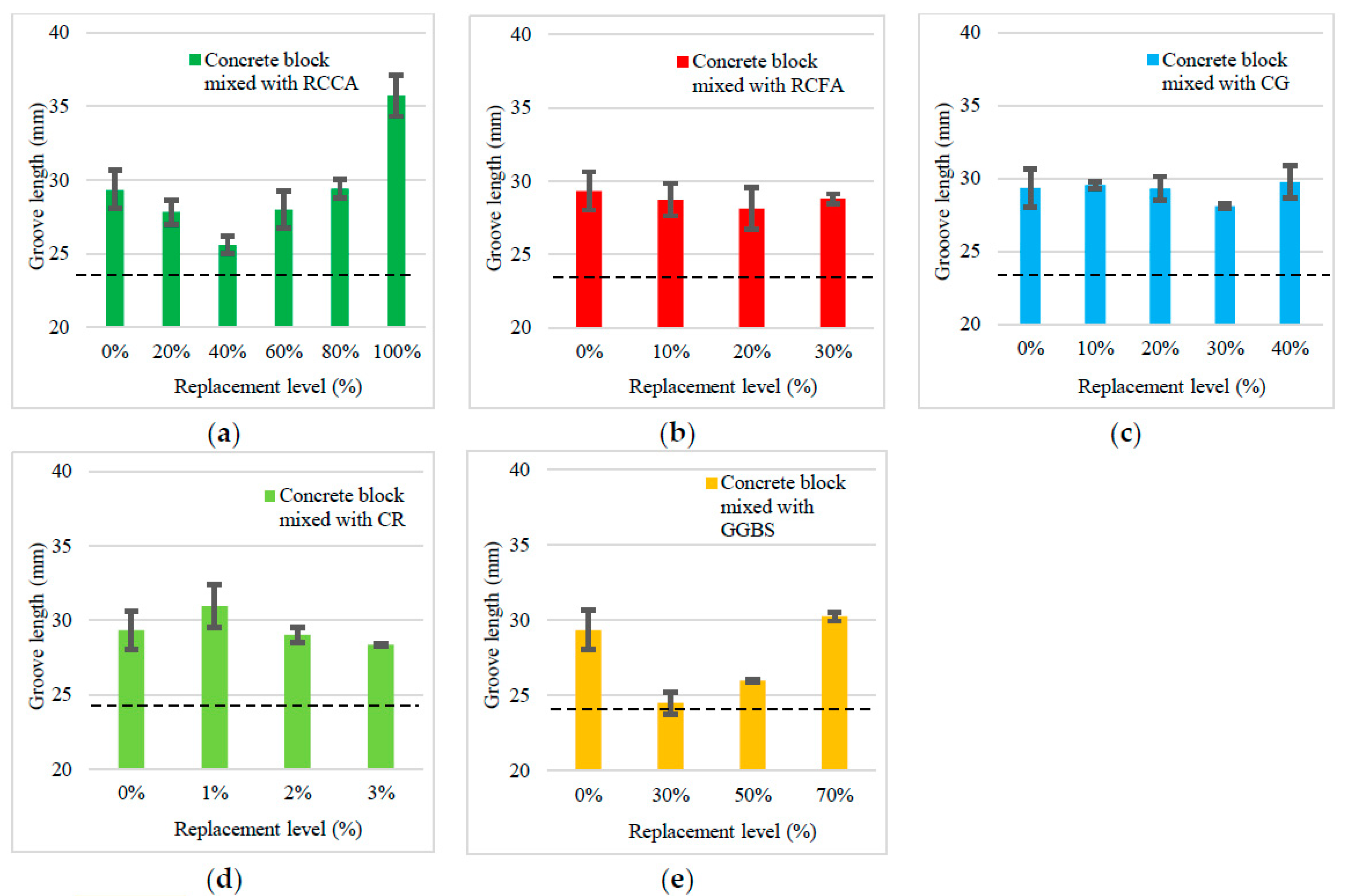
3.6. Abrasion Resistance
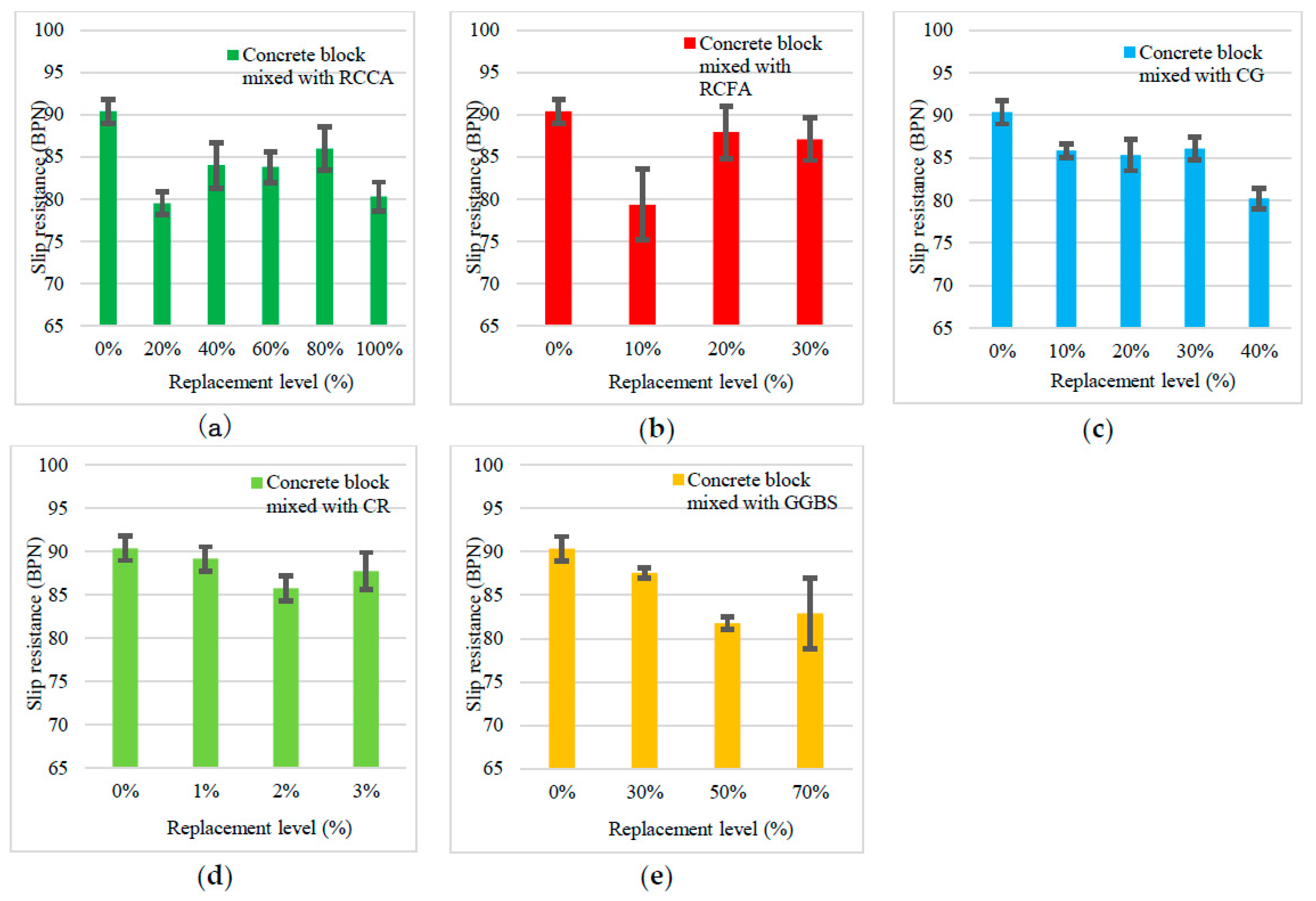
3.7. Slip Resistance
3.8. Discussion
4. Conclusions
- Using RCCA as coarse aggregate for concrete paving blocks can lead to a significant decrease of both compressive strength and tensile splitting strength, and also increase the water absorption of the concrete paving blocks. The abrasion resistance test results indicate that more than 80% RCCA replacing the natural coarse aggregate can have a negative impact on the abrasion resistance. In order to meet the standard requirements, the replacement level of RCCA shall be less than 60%.
- As a recycled waste used to replace the fine aggregate in the blocks, RCFA has an adverse effect on the compressive strength and tensile splitting strength of concrete blocks. Plus, a higher percentage of RCFA also leads to higher water absorption of concrete paving blocks. Nevertheless, adding RCFA in the blocks do not have a negative effect on the block’s abrasion resistance. To sum up, in order to meet the standard requirements, the replacement level of RCFA shall be less than 20%.
- Replacing the coarse aggregate with crushed glass (CG) can enhance the strength of concrete paving blocks. With the replacement level ranging from 10% to 40%, all concrete paving blocks mixed with crushed glass had higher strength and lower water absorption than the blocks mixed with natural aggregates. When the replacement level of crushed glass is at 20%, the concrete paving blocks have the highest compressive strength and lowest water absorption. The tensile splitting strength of concrete blocks mixed with crushed glass reached the maximum value when the replacement level was 40%. Furthermore, the highest performance of the block’s abrasion resistance was observed when the replacement level of CG was 30%.
- With an increasing amount of crumb rubber in the concrete paving blocks, there is not only a sharp decrease of compressive strength and tensile splitting strength, but also a rapid increase of the water absorption. Adding crumb rubber can also lead a slightly reduction of the block’s slip resistance. Although the value of groove length keeps decreasing while the content of CR increasing, the average value of groove length is still very high. To sum up, the crumb rubber is not recommended to replace the fine aggregates of concrete paving blocks.
- Replacing cement with a certain content of GGBS is proved to have a positive effect on the block’s properties. Considering the variation of compressive strength, tensile splitting strength and water absorption, 30% and 50% replacement levels of GGBS have an almost equal positive impact on those properties. The blocks with 30% GGBS that replaced cement have a higher performance of abrasion resistance than the one with 50% GGBS. Furthermore, using GGBS to replace 70% cement in the concrete mixture turns out to be harmful to the block’s five properties that were tested in this experiment. In general, the replacement level of GGBS shall be equal to or less than 50%.
- This series of experiments and test results provide a large amount of reference data for the further investigation about the concrete paving block mixed with multiple recycled materials. In order to ensure the block mixed with multiple recycled materials could meet the standard requirements, the replacement levels of each recycled materials can be considered as: RCCA 0% to 60%; RCFA: 0% to 20%; CG: 0% to 40%; GGBS: 0% to 50%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xing, Z.; Liu, Y.; Cai, N. Research and application benefit for recycled concrete. Low Temp. Archit. Technol. 2011, 1, 6. [Google Scholar]
- BS ISO 18650-2: 2014. Publication Building Construction Machinery and Equipment—Concrete Mixers Part 2: Procedure for Examination of Mixing Efficiency; British Standards Institution: Geneva, Switzerland, 2014. [Google Scholar]
- Ravindrarajah, R.S.; Tam, C.T. Properties of concrete made with crushed concrete as coarse aggregate. Mag. Concr. Res. 1985, 37, 29–38. [Google Scholar] [CrossRef]
- Yang, J.; Du, Q.; Bao, Y. Concrete with recycled concrete aggregate and crushed clay bricks. Constr. Build. Mater. 2011, 25, 1935–1945. [Google Scholar] [CrossRef]
- Hansen, T.C.; Narud, H. Strength of recycled concrete made from crushed concrete coarse aggregate. Concr. Int. 1983, 5, 79–83. [Google Scholar]
- Soutsos, M.N.; Tang, K.; Millard, S.G. Use of recycled demolition aggregate in precast products, phase II: Concrete paving blocks. Constr. Build. Mater. 2011, 25, 3131–3143. [Google Scholar] [CrossRef]
- BSI. BS EN 933-11 Tests for Geometrical Properties of Aggregates; Austrian Standards Institution: Vienna, Austria, 2012. [Google Scholar]
- Shi, C.; Zheng, K. A review on the use of waste glasses in the production of cement and concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Rubber-tire particles as concrete aggregate. J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar] [CrossRef]
- Da Silva, F.M.; Barbosa, L.A.G.; Lintz, R.C.C.; Jacintho, A.E.P.G.A. Investigation on the properties of concrete tactile paving blocks made with recycled tire rubber. Constr. Build. Mater. 2015, 91, 71–79. [Google Scholar] [CrossRef]
- Issa, C.A.; Salem, G. Utilization of recycled crumb rubber as fine aggregates in concrete mix design. Constr. Build. Mater. 2013, 42, 48–52. [Google Scholar] [CrossRef]
- Bonicelli, A.; Fuentes, L.G.; Ibrahim, K.D.B. Laboratory Investigation on the Effects of Natural Fine Aggregates and Recycled Waste Tire Rubber in Pervious Concrete to Develop More Sustainable Pavement Materials; Materials Science & Engineering Conference Series; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Khatib, Z.K.; Bayomy, F.M. Rubberized Portland cement concrete. J. Mater. Civ. Eng. 1999, 11, 206–213. [Google Scholar] [CrossRef]
- Limbachiya, V.; Ganjian, E.; Claisse, P. Strength, durability and leaching properties of concrete paving blocks incorporating GGBS and SF. Constr. Build. Mater. 2016, 113, 273–279. [Google Scholar] [CrossRef]
- BSI. BS EN 1338: 2003 Concrete Paving Blocks–Requirements and Test Methods; British Standards Institution: London, UK, 2003. [Google Scholar]
- SAC. GB 28635-2012 Precast Concrete Paving Units; Administration of Quality Supervision, Inspection and Quarantine of China: Beijing, China, 2012.
- Ganjian, E.; Jalull, G.; Sadeghi-Pouya, H. Using waste materials and by-products to produce concrete paving blocks. Constr. Build. Mater. 2015, 77, 270–275. [Google Scholar] [CrossRef] [Green Version]
- Atici, U.; Ersoy, A. Evaluation of destruction specific energy of fly ash and slag admixed concrete interlocking paving blocks (CIPB). Constr. Build. Mater. 2008, 22, 1507–1514. [Google Scholar] [CrossRef]
- SAC. GB/T 18046-2008. Ground Granulated Blast Furnace Slag Used for Cement and Concrete; National Cement Standardization Technical Committee(SAC/TC 184): Beijing, China, 2008. [Google Scholar]
- Ding, W.; Leng, F.G. Specification for Mix Proportion Design of Ordinary Concrete (JGJ55-2011); China Building Industry Press: Beijing, China, 2011. [Google Scholar]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Soutsos, M.N.; Tang, K.; Millard, S.G. Concrete building blocks made with recycled demolition aggregate. Constr. Build. Mater. 2011, 25, 726–735. [Google Scholar] [CrossRef]
- Treloar, L.R.G. The Physics of Rubber Elasticity; Oxford University Press: Oxford, MS, USA, 1975. [Google Scholar]
- Jin, W.; Meyer, C.; Baxter, S. “Glascrete”-Concrete with Glass Aggregate. ACI Mater. J. 2000, 97, 208–213. [Google Scholar]
- Divsholi, B.S.; Lim, T.Y.D.; Teng, S. Durability Properties and Microstructure of Ground Granulated Blast Furnace Slag Cement Concrete. Int. J. Concr. Struct. Mater. 2014, 8, 157–164. [Google Scholar] [CrossRef] [Green Version]
- BS EN 1097-6. Tests for Mechanical and Physical Properties of Aggregates. Determination of Particle Density and Water Absorption; British Standards Institution: London, UK, 2013. [Google Scholar]
- Khatib, J. Sustainability of Construction Materials; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2016. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Recommended Value (BS EN-1338: 2003 [15]) | Recommended Value (GB 28635-2012 [16]) |
|---|---|---|
| Dimension tolerance (block thickness < 100 mm): | ||
| ±2.0 mm | ±2.0 mm |
| ±2.0 mm | ±2.0 mm |
| ±3.0 mm | ≤2.0 mm |
| Strength performance: | ||
| C30: Average strength ≥ 30.0 MPa Any individual strength ≥ 25.0 MPa | |
| Average strength ≥ 3.6 MPa Any individual strength ≥ 2.9 MPa | |
| Weather resistance: | ||
| ≤6.0% for Class 2 | ≤6.5% |
| Abrasion resistance: | ||
| No performance measured for Class 1 23.0 mm for Class 3 20.0 mm for Class 4 | ≤32.0 mm |
| Slip resistance | ≥60 BPN | ≥60 BPN |
| Materials | Size Range | Source |
|---|---|---|
| Recycled concrete coarse aggregate | 5.0–25.0 mm | Crushed concrete |
| Recycled concrete fine aggregate | 0.1–4.0 mm | Crushed concrete |
| Crumb rubber | 1.0–2.0 mm | Recycled tires |
| Crushed glass | 5.0–25.0 mm | Crushed toughened glass |
| Properties | Unit | Results | National Code GB/T-18046 [19] |
|---|---|---|---|
| Density | 2.940 | ≥2.80 | |
| Specific surface area | 455.000 | 400.00–500.00 | |
| Mass loss on ignition | % | 0.600 | ≤3.00 |
| percentage | % | 9.910 | ≤14.00 |
| percentage | % | 1.825 | ≤4.00 |
| percentage | % | 0.012 | ≤0.06 |
| Water percentage | % | 0.010 | ≤1.00 |
| Activity index (7 days) | % | 90.000 | ≥75.00 |
| Activity index (28 days) | % | 98.000 | ≥95.00 |
| Mix | RL | Water | Cement | NCA | NFA | RCCA | RCFA | Rubber | Glass | GGBS |
|---|---|---|---|---|---|---|---|---|---|---|
| RCCB-0 | 0% | 152 | 380 | 959 | 959 | 0 | 0 | 0 | 0 | 0 |
| RCCB-20 | 20% | 152 | 380 | 767 | 959 | 192 | 0 | 0 | 0 | 0 |
| RCCB-40 | 40% | 152 | 380 | 575 | 959 | 384 | 0 | 0 | 0 | 0 |
| RCCB-60 | 60% | 152 | 380 | 384 | 959 | 575 | 0 | 0 | 0 | 0 |
| RCCB-80 | 80% | 152 | 380 | 192 | 959 | 767 | 0 | 0 | 0 | 0 |
| RCCB-100 | 100% | 152 | 380 | 0 | 959 | 959 | 0 | 0 | 0 | 0 |
| RCFB-10 | 10% | 152 | 380 | 959 | 863 | 0 | 96 | 0 | 0 | 0 |
| RCFB-20 | 20% | 152 | 380 | 959 | 767 | 0 | 192 | 0 | 0 | 0 |
| RCFB-30 | 30% | 152 | 380 | 959 | 671 | 0 | 288 | 0 | 0 | 0 |
| CGB-10 | 10% | 152 | 380 | 863 | 959 | 0 | 0 | 0 | 96 | 0 |
| CGB-20 | 20% | 152 | 380 | 767 | 959 | 0 | 0 | 0 | 192 | 0 |
| CGB-30 | 30% | 152 | 380 | 671 | 959 | 0 | 0 | 0 | 288 | 0 |
| CGB-40 | 40% | 152 | 380 | 575 | 959 | 0 | 0 | 0 | 384 | 0 |
| CRB-1 | 1% | 152 | 380 | 959 | 949 | 0 | 0 | 10 | 0 | 0 |
| CRB-2 | 2% | 152 | 380 | 959 | 940 | 0 | 0 | 19 | 0 | 0 |
| CRB-3 | 3% | 152 | 380 | 959 | 930 | 0 | 0 | 29 | 0 | 0 |
| GGBS-30 | 30% | 152 | 266 | 959 | 959 | 0 | 0 | 0 | 0 | 114 |
| GGBS-50 | 50% | 152 | 190 | 959 | 959 | 0 | 0 | 0 | 0 | 190 |
| GGBS-70 | 70% | 152 | 114 | 959 | 959 | 0 | 0 | 0 | 0 | 266 |
| Types of Aggregates | Water Absorption of Aggregates |
|---|---|
| Natural aggregate | 1.53% |
| Recycled concrete coarse aggregate | 6.28% |
| Crushed glass | 0.00% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Chin, C.S.; Xia, J. Material Characterization for Sustainable Concrete Paving Blocks. Appl. Sci. 2019, 9, 1197. https://doi.org/10.3390/app9061197
Wang X, Chin CS, Xia J. Material Characterization for Sustainable Concrete Paving Blocks. Applied Sciences. 2019; 9(6):1197. https://doi.org/10.3390/app9061197
Chicago/Turabian StyleWang, Xinyi, Chee Seong Chin, and Jun Xia. 2019. "Material Characterization for Sustainable Concrete Paving Blocks" Applied Sciences 9, no. 6: 1197. https://doi.org/10.3390/app9061197
APA StyleWang, X., Chin, C. S., & Xia, J. (2019). Material Characterization for Sustainable Concrete Paving Blocks. Applied Sciences, 9(6), 1197. https://doi.org/10.3390/app9061197