Experimental Study on the Influence of an Extension Tube on the Evolution Process and Characteristic Parameters of a Gliding Arc

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
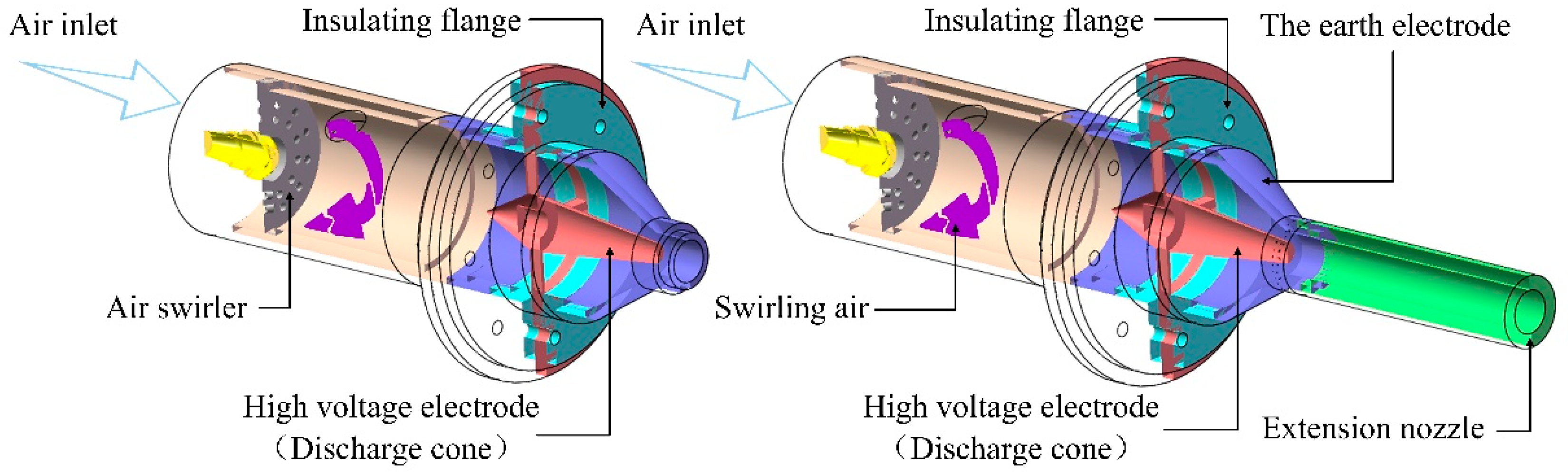
2. Experimental Approach
3. Results and Discussion
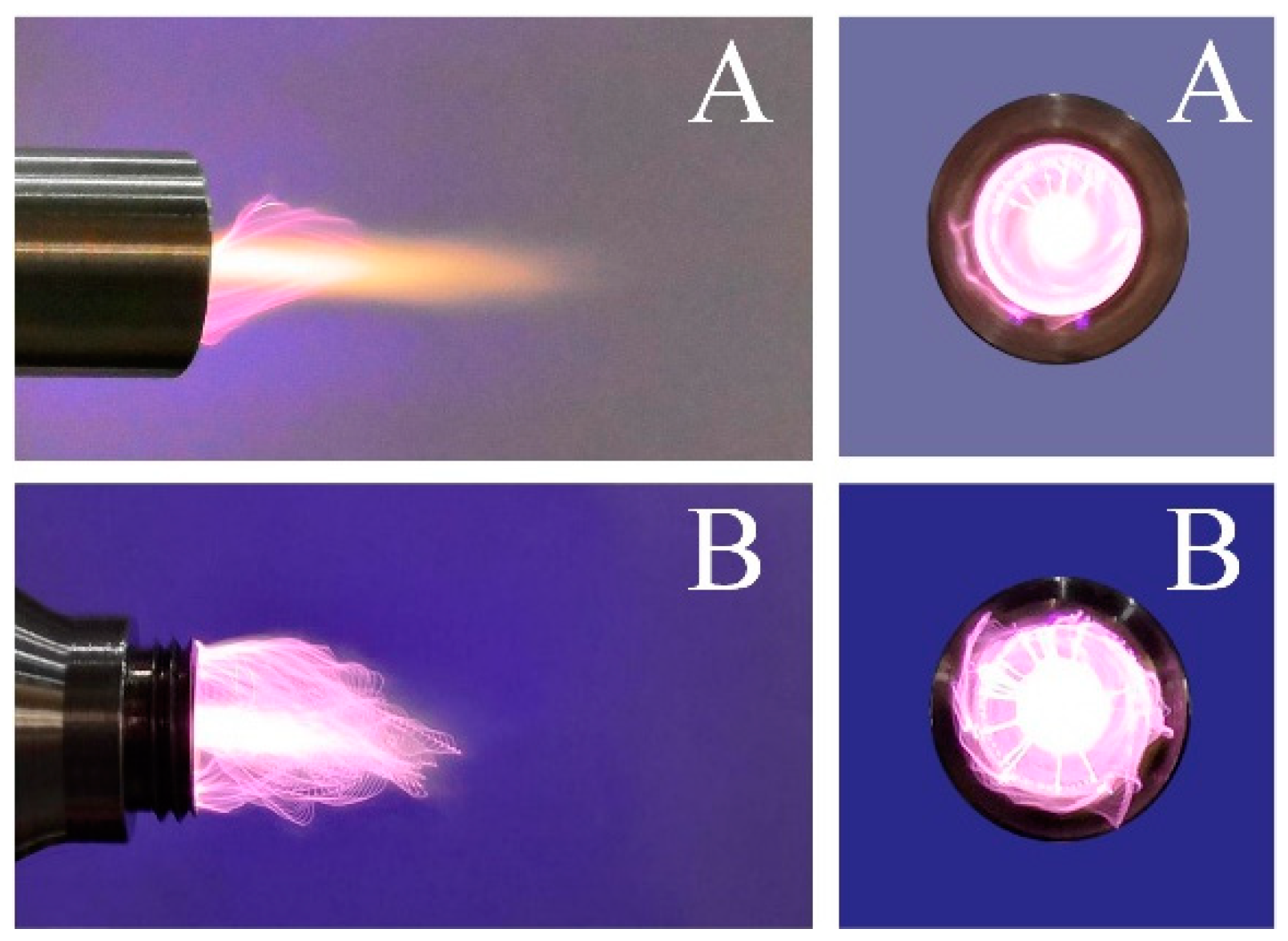
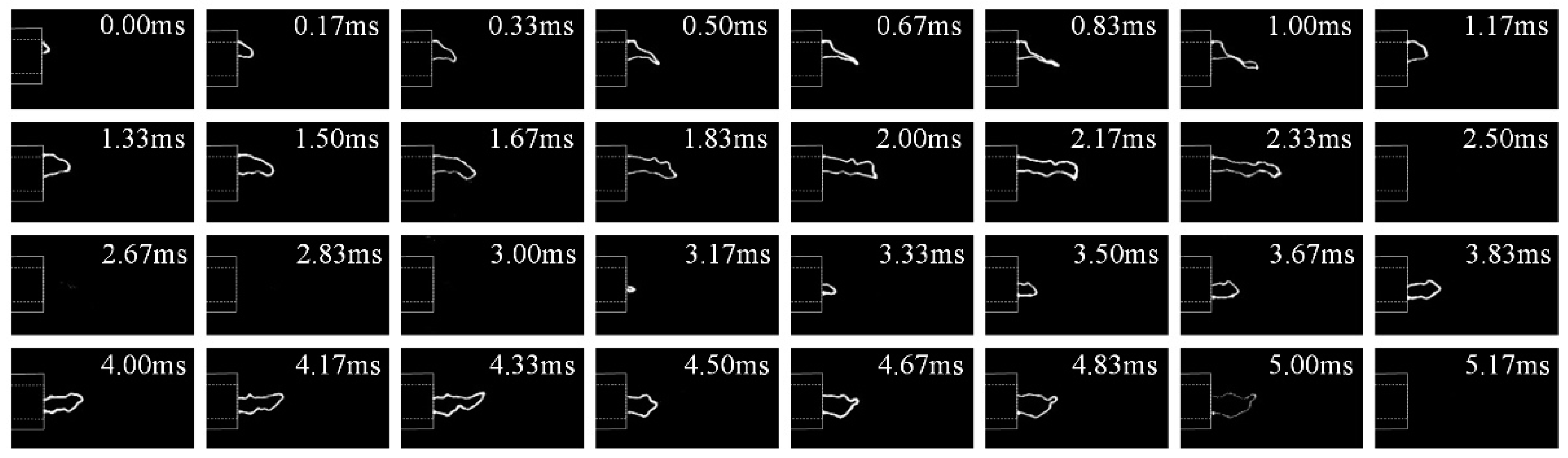
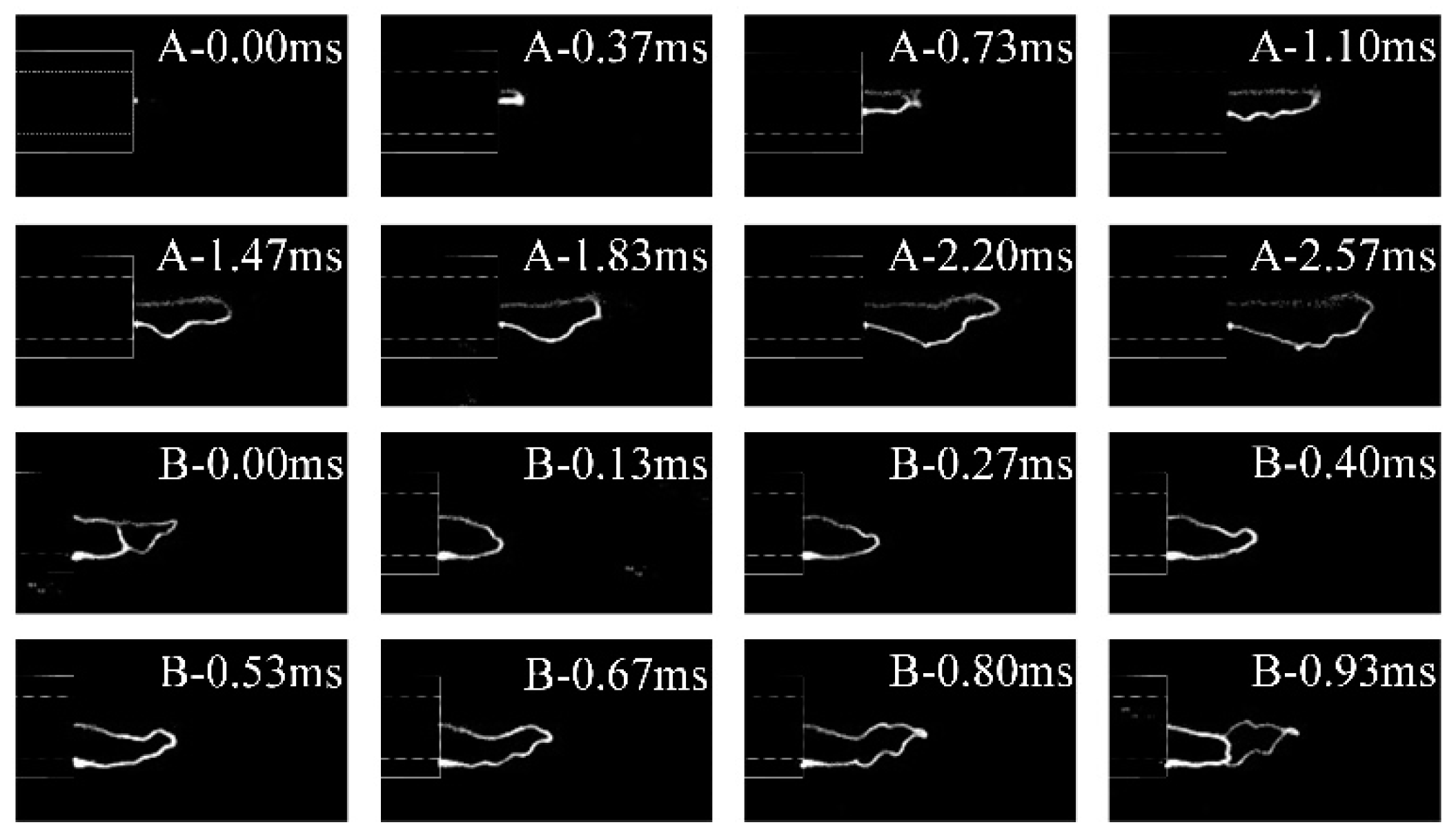
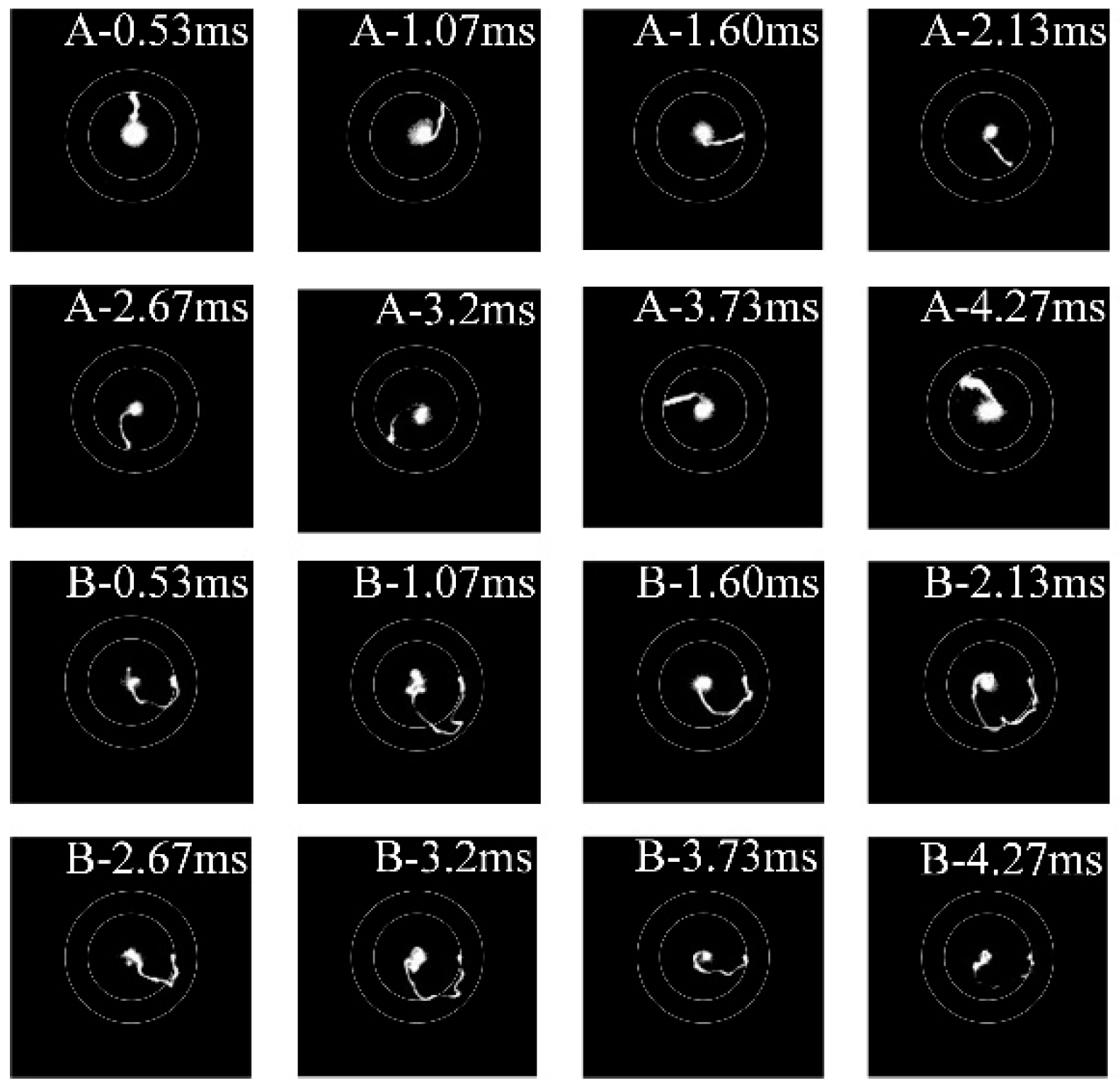
3.1. Arc Evolution Behavior
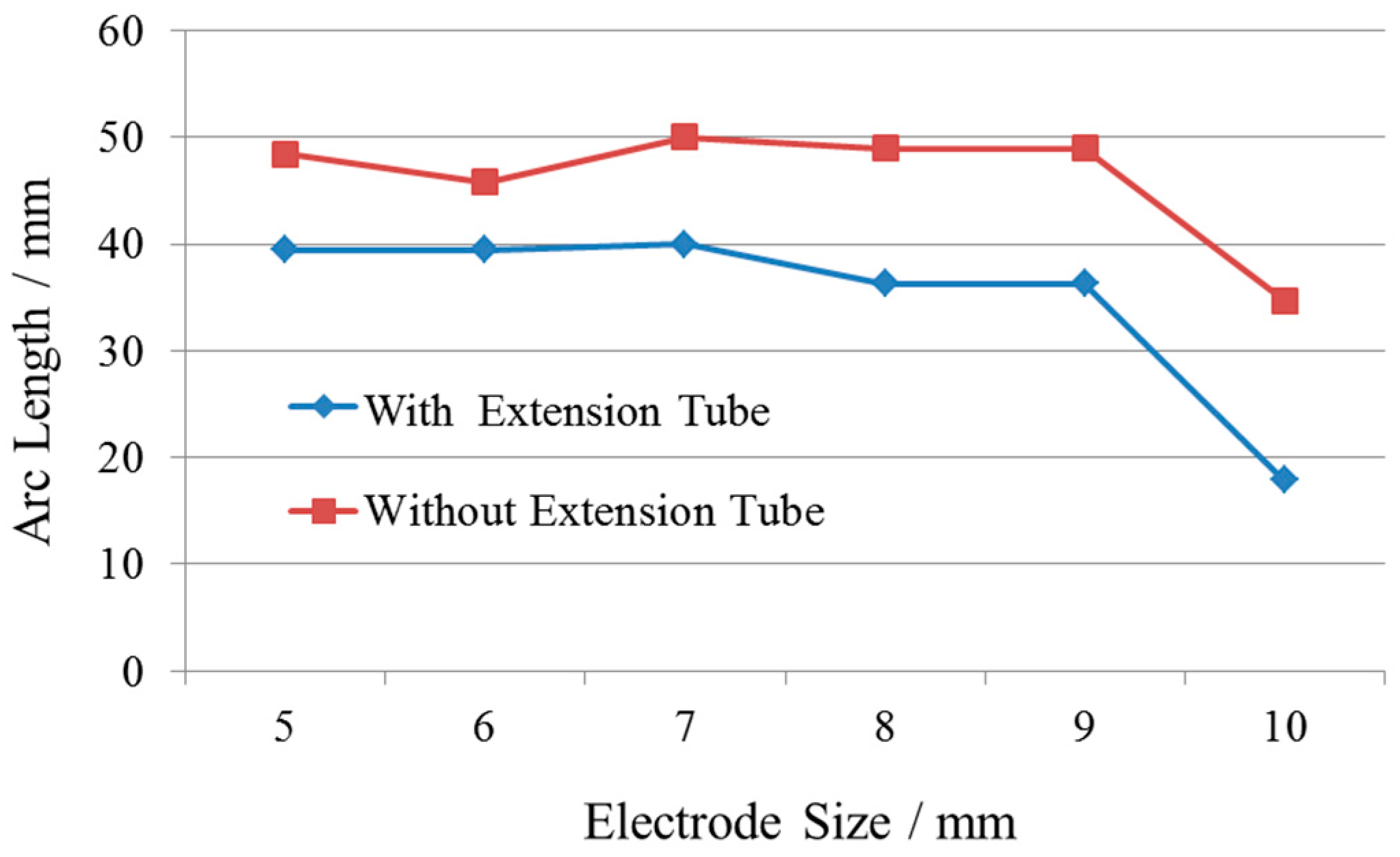
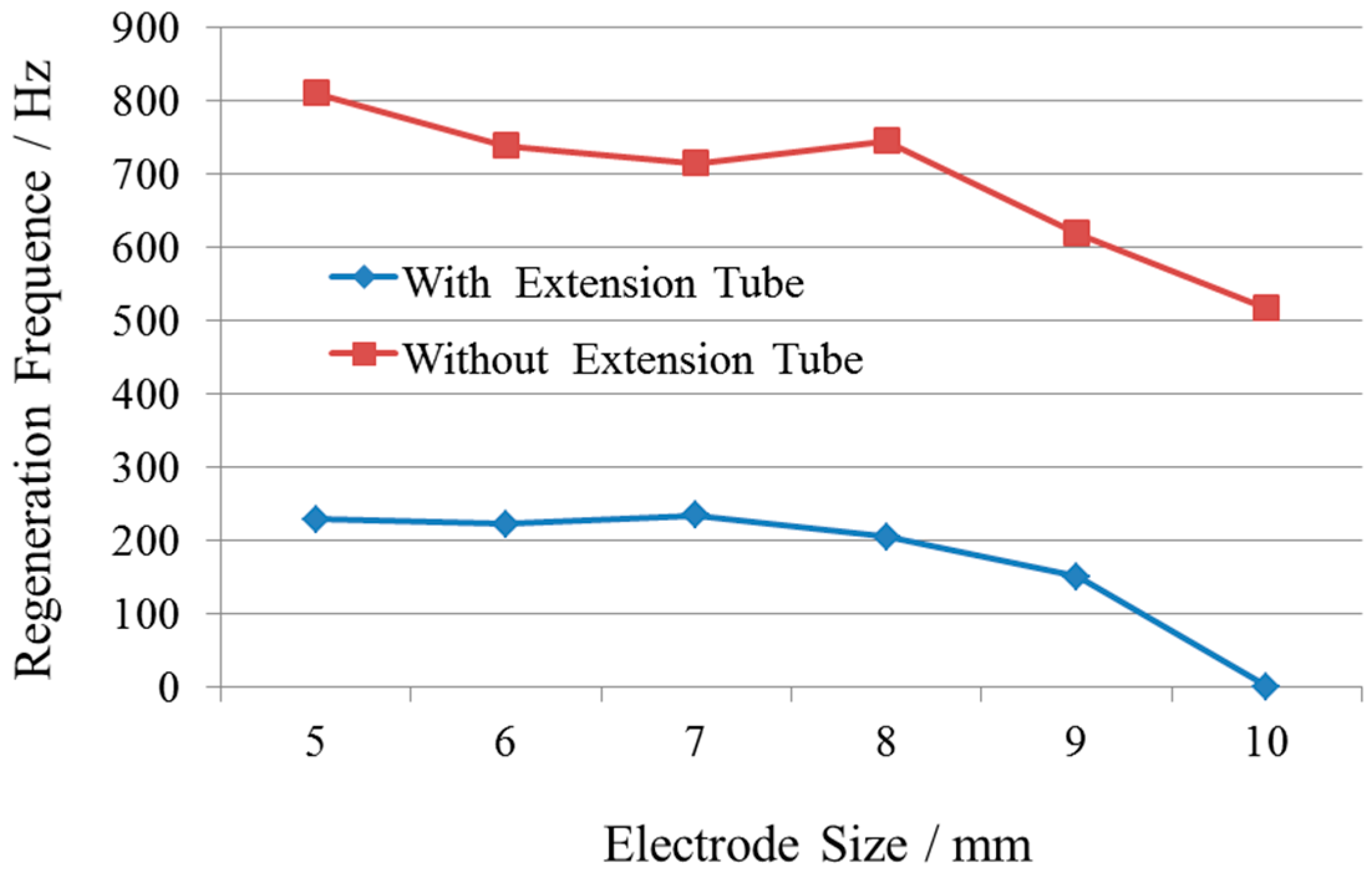
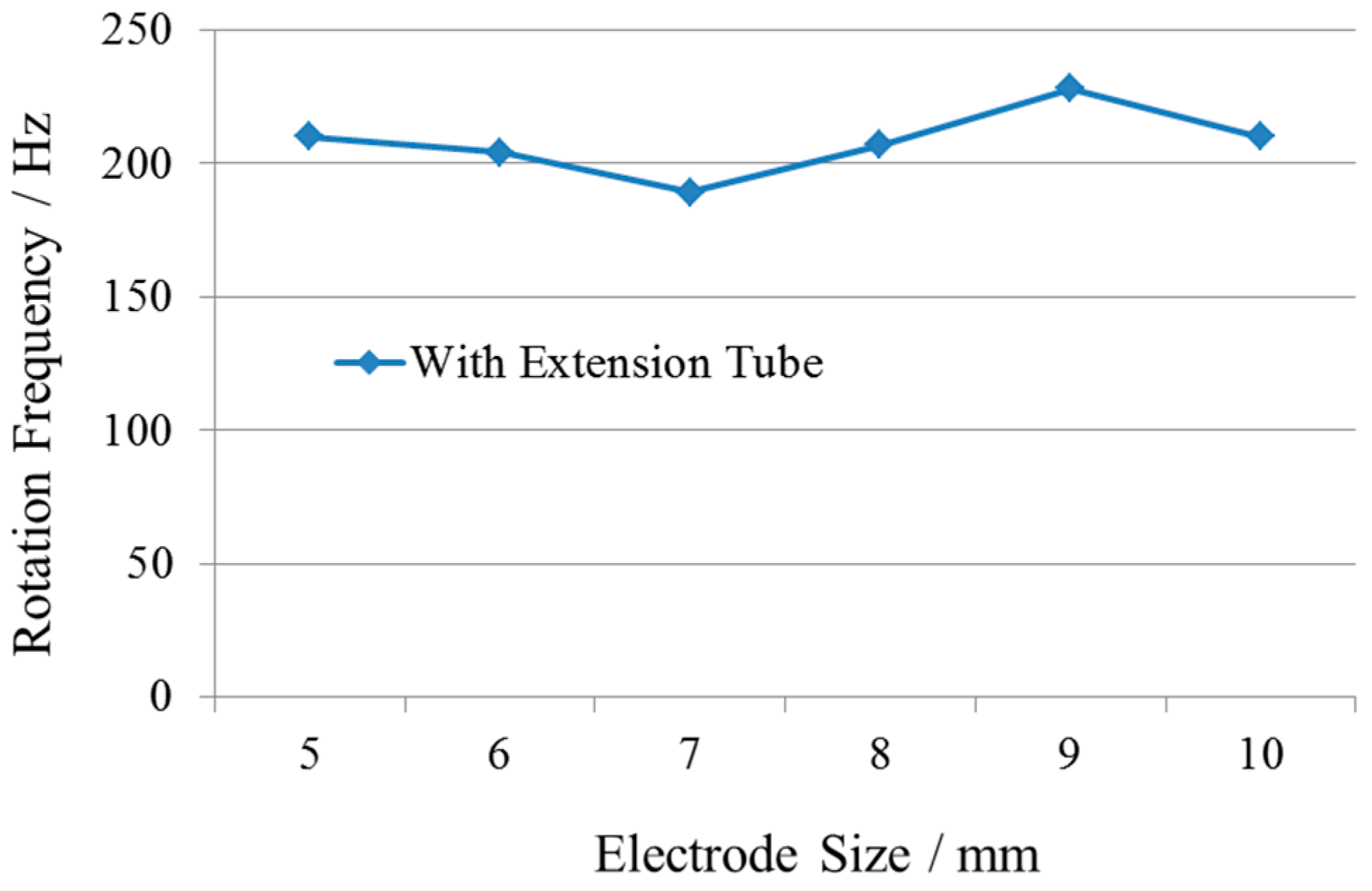
3.2. Effect of Nozzle on Arc Characteristic Parameters
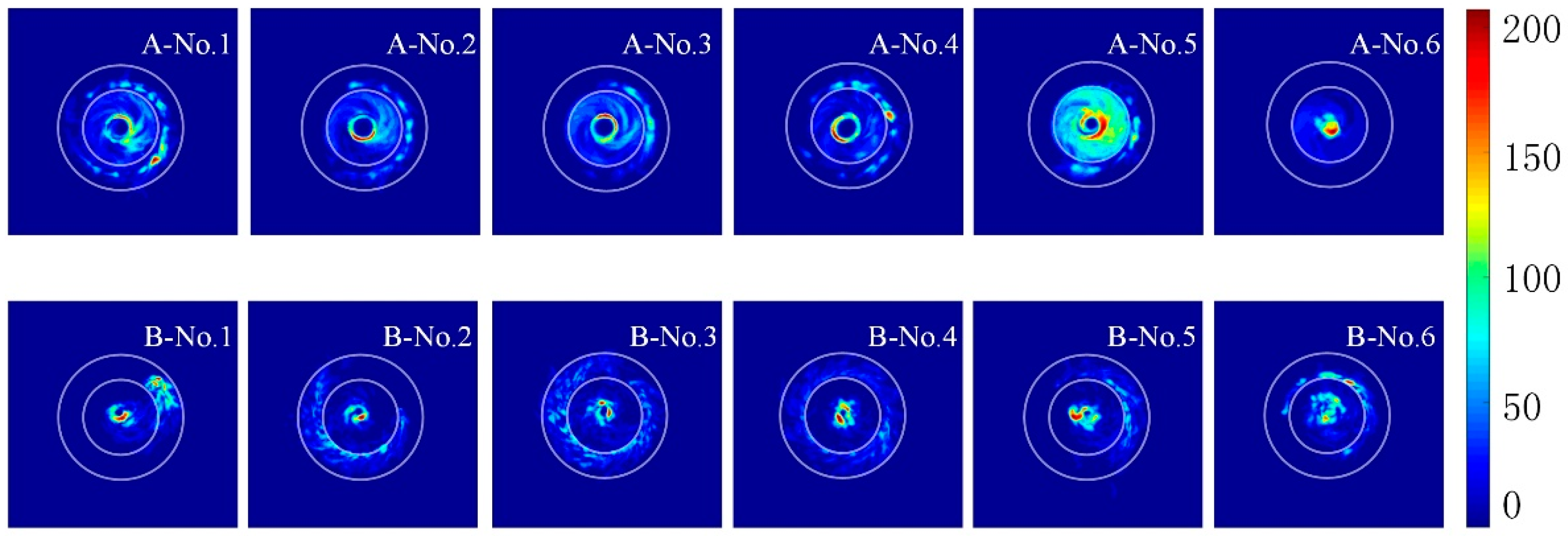
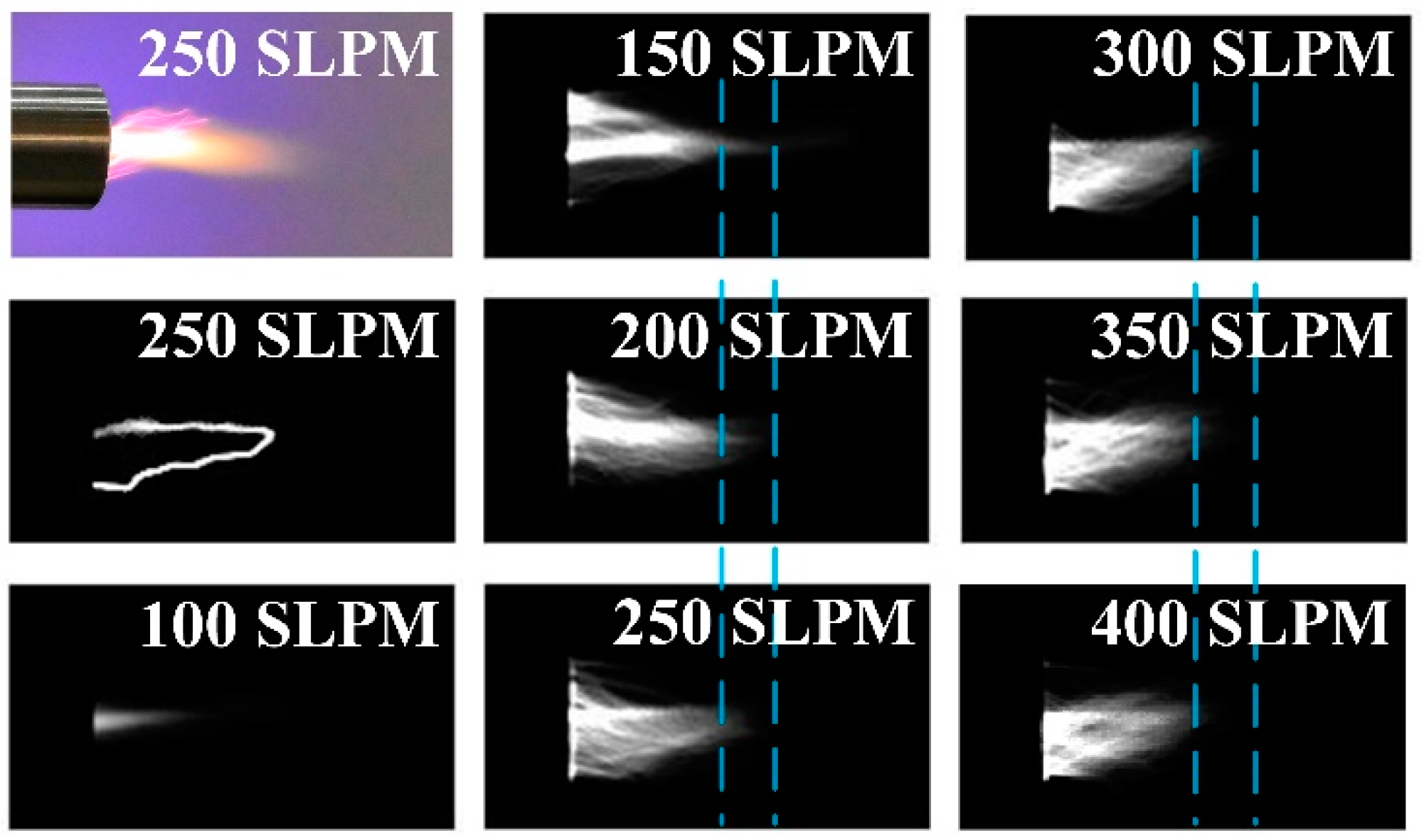
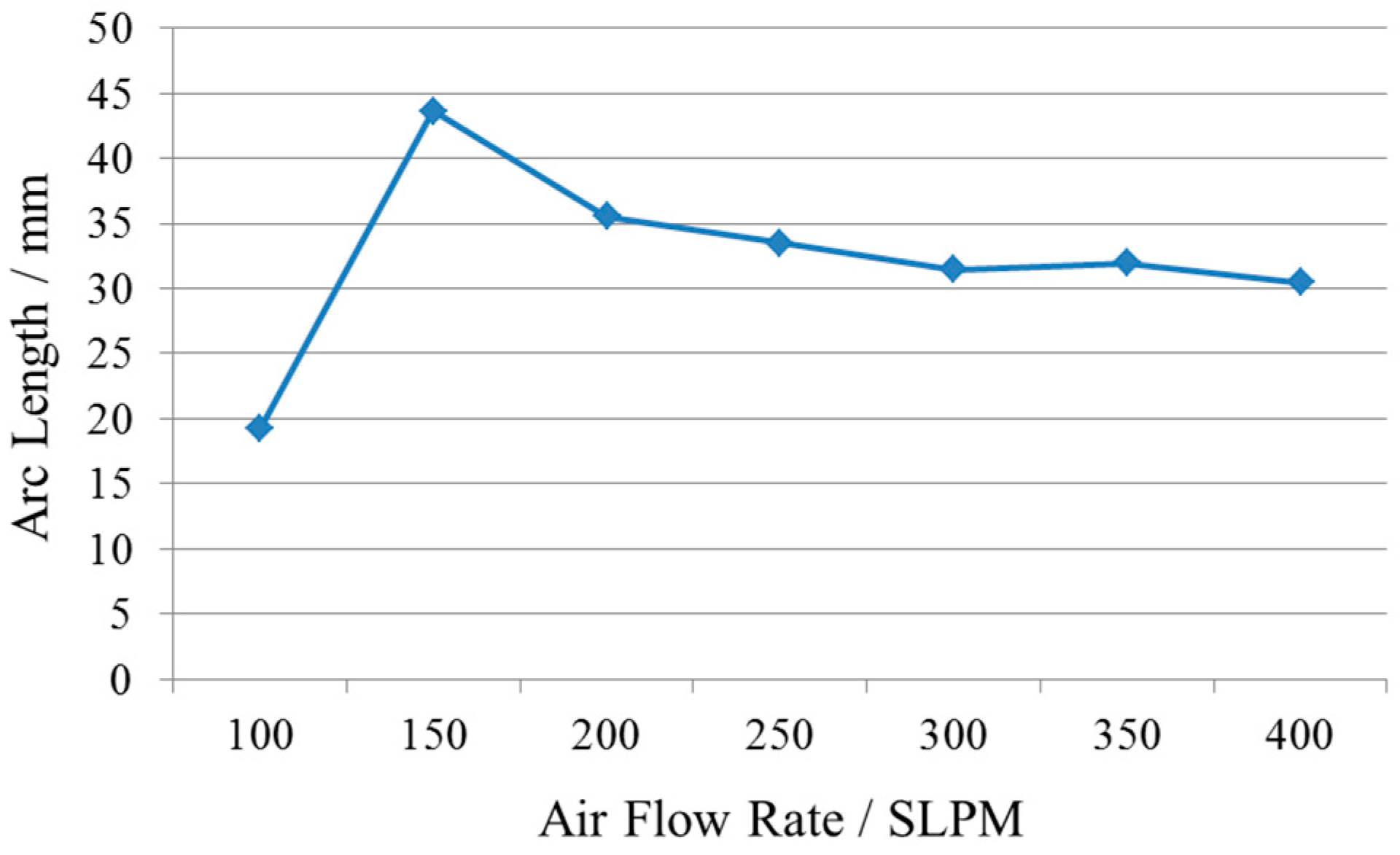
3.3. Effect of Air Flow on Arc Evolution
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhu, Y.; Anand, V.; Jodele, J.; Knight, E.; Gutmark, E.J.; Burnette, D. Plasma-assisted rotating detonation combustor operation. In Proceedings of the 53rd AIAA/SAE/ASEE Joint Propulsion Conference, Atlanta, GA, USA, 10–12 July 2017. [Google Scholar] [CrossRef]
- Nakagami, S.; Matsuoka, K.; Kasahara, J.; Matsuo, A.; Funaki, I. Visualization of rotating detonation waves in a plane combustor with a cylindrical wall injector. In Proceedings of the 53rd AIAA Aerospace Sciences Meeting, Kissimmee, FL, USA, 5–9 January 2015. [Google Scholar] [CrossRef]
- Dyer, R.; Naples, A.; Kaemming, T.; Hoke, J.; Schauer, F. Parametric testing of a unique rotating detonation engine design. In Proceedings of the 50th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace Exposition, Nashville, TN, USA, 9–12 January 2012. [Google Scholar] [CrossRef]
- Ghassemi, H.; Baek, S.W.; Khan, Q.S. Experimental study on evaporation of kerosene droplets at elevated pressures and temperatures. Combust. Sci. Technol. 2006, 178, 1669–1684. [Google Scholar] [CrossRef]
- Ra, Y.; Reitz, R.D. A vaporization model for discrete multi-component fuel sprays. Int. J. Multiph. Flow 2009, 35, 101–117. [Google Scholar] [CrossRef]
- Schauer, F.; Miser, C.; Tucker, C.; Bradley, R.; Hoke, J. Detonation initiation of hydrocarbon-air mixtures in a pulsed detonation engine. In Proceedings of the 43rd AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 10–13 January 2005. [Google Scholar] [CrossRef]
- Le Naour, B.; Falempin, F.H.; Coulon, K. MBDA R&T effort regarding continuous detonation wave engine for propulsion-status in 2016. In Proceedings of the 21st AIAA International Space Planes and Hypersonics Technologies Conference, Xiamen, China, 6–9 March 2017. [Google Scholar] [CrossRef]
- Kindracki, J. Experimental research on rotating detonation in liquid fuel–gaseous air mixtures. Aerosp. Sci. Technol. 2015, 43, 445–453. [Google Scholar] [CrossRef]
- Bykovskii, F.A.; Zhdan, S.A.; Vedernikov, E.F. Continuous spin detonation of fuel-air mixtures. Combust. Explos. Shock Waves 2006, 42, 463–471. [Google Scholar] [CrossRef]
- Schwer, D.; Kailas, K. Fluid dynamics of rotating detonation engines with hydrogen and hydrocarbon fuels. Proc. Combust. Inst. 2013, 34, 1991–1998. [Google Scholar] [CrossRef]
- Kailasanath, K. Liquid-fueled detonations in tubes. J. Propuls. Power 2006, 22, 1261–1268. [Google Scholar] [CrossRef]
- Chen, F.; Huang, X.; Cheng, D.G.; Zhan, X. Hydrogen production from alcohols and ethers via cold plasma: A review. Int. J. Hydrogen Energy 2014, 39, 9036–9046. [Google Scholar] [CrossRef]
- Ruj, B.; Ghosh, S. Technological aspects for thermal plasma treatment of municipal solid waste—A review. Fuel Process. Technol. 2014, 126, 298–308. [Google Scholar] [CrossRef]
- Burlica, R.; Shih, K.Y.; Hnatiuc, B.; Locke, B.R. Hydrogen generation by pulsed gliding arc discharge plasma with sprays of alcohol solutions. Ind. Eng. Chem. Res. 2011, 50, 9466–9470. [Google Scholar] [CrossRef]
- Zhang, H.; Du, C.; Wu, A.; Bo, Z.; Yan, J.; Li, X. Rotating gliding arc assisted methane decomposition in nitrogen for hydrogen production. Int. J. Hydrogen Energy 2014, 39, 12620–12635. [Google Scholar] [CrossRef]
- Taghvaei, H.; Jahanmiri, A.; Rahimpour, M.R.; Shirazi, M.M.; Hooshmand, N. Hydrogen production through plasma cracking of hydrocarbons: Effect of carrier gas and hydrocarbon type. Chem. Eng. J. 2013, 226, 384–392. [Google Scholar] [CrossRef]
- Samal, S. Thermal plasma technology: The prospective future in material processing. J. Clean. Prod. 2017, 142, 3131–3150. [Google Scholar] [CrossRef] [Green Version]
- Deminsky, M.; Jivotov, V.; Potapkin, B.; Rusanov, V. Plasma-assisted production of hydrogen from hydrocarbons. Pure Appl. Chem. 2002, 74, 413–418. [Google Scholar] [CrossRef]
- Babaritskii, A.; Bibikov, M.B.; Zhivotov, V.K.; Lysov, G.V.; Rusanov, V.D.; Cheban’kov, F.N.; Baranov, I.E.; Demkin, S.; Konovalov, G.M.; Moskovski, A.S.; et al. Partial hydrocarbon oxidation processes induced by atmospheric-pressure microwave-discharge plasma. High Energy Chem. 2004, 38, 407–411. [Google Scholar] [CrossRef]
- Matsui, Y.; Kawakami, S.; Takashima, K.; Katsura, S.; Mizuno, A. Liquid-phase fuel re-forming at room temperature using nonthermal plasma. Energy Fuels 2005, 19, 1561–1565. [Google Scholar] [CrossRef]
- Gallagher, M.J.; Geiger, R.; Polevich, A.; Rabinovich, A.; Gutsol, A.; Fridman, A. On-board plasma-assisted conversion of heavy hydrocarbons into synthesis gas. Fuel 2010, 89, 1187–1192. [Google Scholar] [CrossRef]
- Xin, T.; Gallon, H.J.; Whitehead, J.C. Dynamic behavior of an atmospheric argon gliding arc plasma. IEEE Trans. Plasma Sci. 2011, 39, 2900–2901. [Google Scholar] [CrossRef]
- Fridman, A.; Gutsol, A.; Gangoli, S.; Ju, Y.; Ombrello, T. Characteristics of gliding arc and its application in combustion enhancement. J. Propuls. Power 2008, 24, 1216–1228. [Google Scholar] [CrossRef]
- Kong, C.; Gao, J.; Zhu, J.; Ehn, A.; Aldén, M.; Li, Z. Effect of turbulent flow on an atmospheric-pressure AC powered gliding arc discharge. J. Appl. Phys. 2018, 123, 223–302. [Google Scholar] [CrossRef]
- Korolev, Y.D.; Frants, O.B.; Geyman, V.G.; Landl, N.V.; Kasyanov, V.S. Low-current “gliding arc” in an air flow. IEEE Trans. Plasma Sci. 2011, 39, 3319–3325. [Google Scholar] [CrossRef]
- Gangoli, S.P.; Gutsol, A.F.; Fridman, A.A. A non-equilibrium plasma source: Magnetically stabilized gliding arc discharge: I. Design and diagnostics. Plasma Sour. Sci. Technol. 2010, 19, 065003. [Google Scholar] [CrossRef]
- Hao, Z.H.A.N.G.; Fengsen, Z.; Xin, T.U.; Zheng, B.; Kefa, C.; Xiaodong, L. Characteristics of atmospheric pressure rotating gliding arc plasmas. Plasma Sci. Technol. 2016, 18, 473. [Google Scholar] [CrossRef]
- Zhang, H.; Li, X.D.; Zhang, Y.Q.; Chen, T.; Yan, J.H.; Du, C.M. Rotating gliding arc codriven by magnetic field and tangential flow. IEEE Trans. Plasma Sci. 2012, 40, 3493–3498. [Google Scholar] [CrossRef]
- Zhu, J.; Gao, J.; Ehn, A.; Aldén, M.; Li, Z.; Moseev, D.; Kusano, Y.; Salewski, M.; Alpers, A.; Gritzmann, P. Measurements of 3D slip velocities and plasma column lengths of a gliding arc discharge. Appl. Phys. Lett. 2015, 106, 044101. [Google Scholar] [CrossRef] [Green Version]
- Richard, F.; Cormier, J.M.; Pellerin, S.; Chapelle, J. Physical study of a gliding arc discharge. J. Appl. Phys. 1996, 79, 2245–2250. [Google Scholar] [CrossRef]
- Lie, L.; Bin, W.; Chi, Y.; Chengkang, W.U. Characteristics of gliding arc discharge plasma. Plasma Sci. Technol. 2006, 8, 653. [Google Scholar] [CrossRef]




© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, S.; Song, F.; Yang, X.; Zhong, Y.; Gao, Y. Experimental Study on the Influence of an Extension Tube on the Evolution Process and Characteristic Parameters of a Gliding Arc. Appl. Sci. 2019, 9, 1347. https://doi.org/10.3390/app9071347
Xu S, Song F, Yang X, Zhong Y, Gao Y. Experimental Study on the Influence of an Extension Tube on the Evolution Process and Characteristic Parameters of a Gliding Arc. Applied Sciences. 2019; 9(7):1347. https://doi.org/10.3390/app9071347
Chicago/Turabian StyleXu, Shida, Feilong Song, Xingkui Yang, Yepan Zhong, and Yun Gao. 2019. "Experimental Study on the Influence of an Extension Tube on the Evolution Process and Characteristic Parameters of a Gliding Arc" Applied Sciences 9, no. 7: 1347. https://doi.org/10.3390/app9071347
APA StyleXu, S., Song, F., Yang, X., Zhong, Y., & Gao, Y. (2019). Experimental Study on the Influence of an Extension Tube on the Evolution Process and Characteristic Parameters of a Gliding Arc. Applied Sciences, 9(7), 1347. https://doi.org/10.3390/app9071347