Simulation and Optimization Experiment: Working Process of a Cleaning Device for Flax Combine Harvester



Abstract
:1. Introduction
2. Materials and Methods
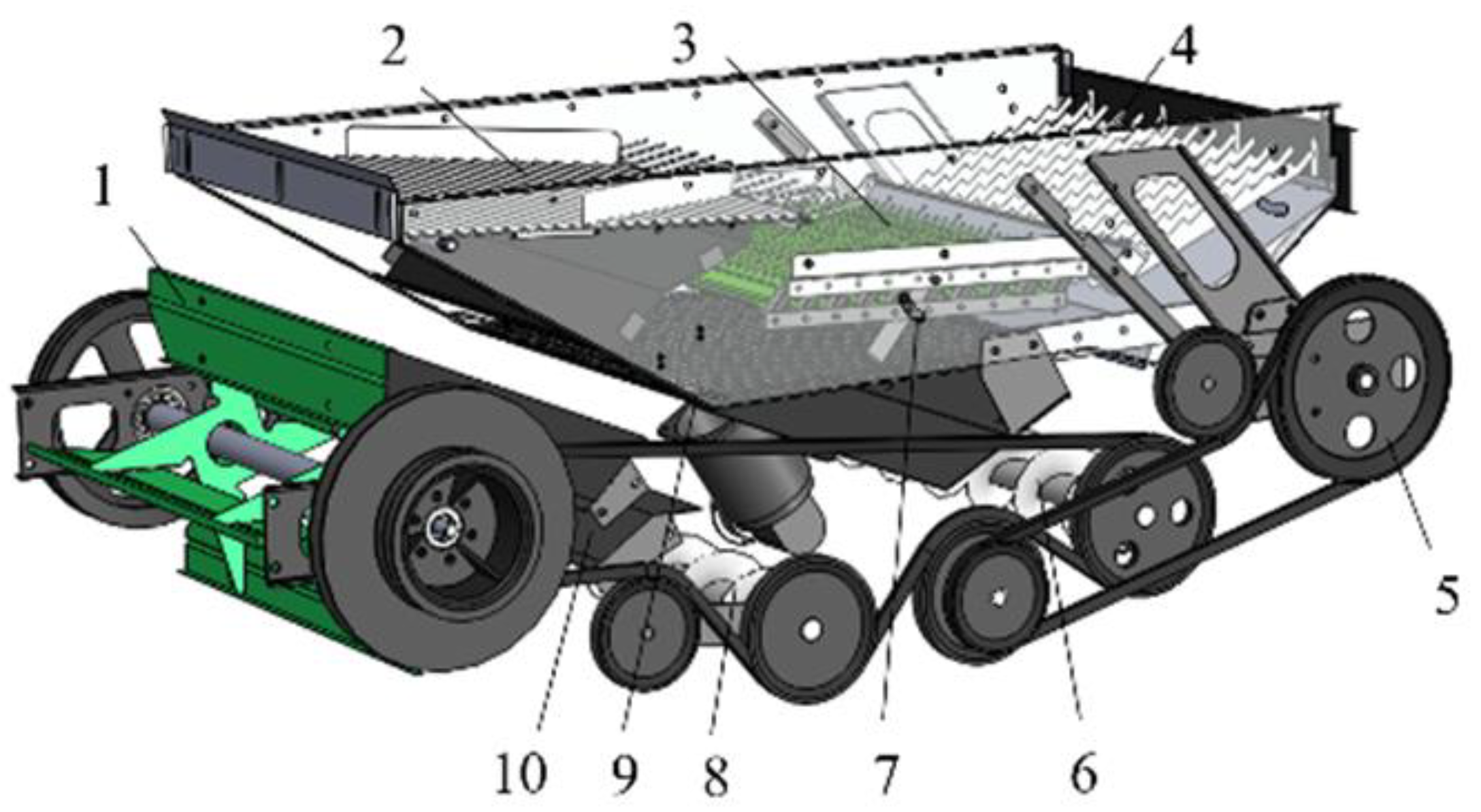
2.1. Structure and Operation of the Cleaning Device
2.2. Determination of Key Parameters of the Cleaning Device
2.2.1. Determination of Fan Air Speed Range
2.2.2. Vibrating Screen Amplitude Range Determination
2.2.3. Determining the Vibratory Screen Frequency Range
2.3. Performance Evaluation
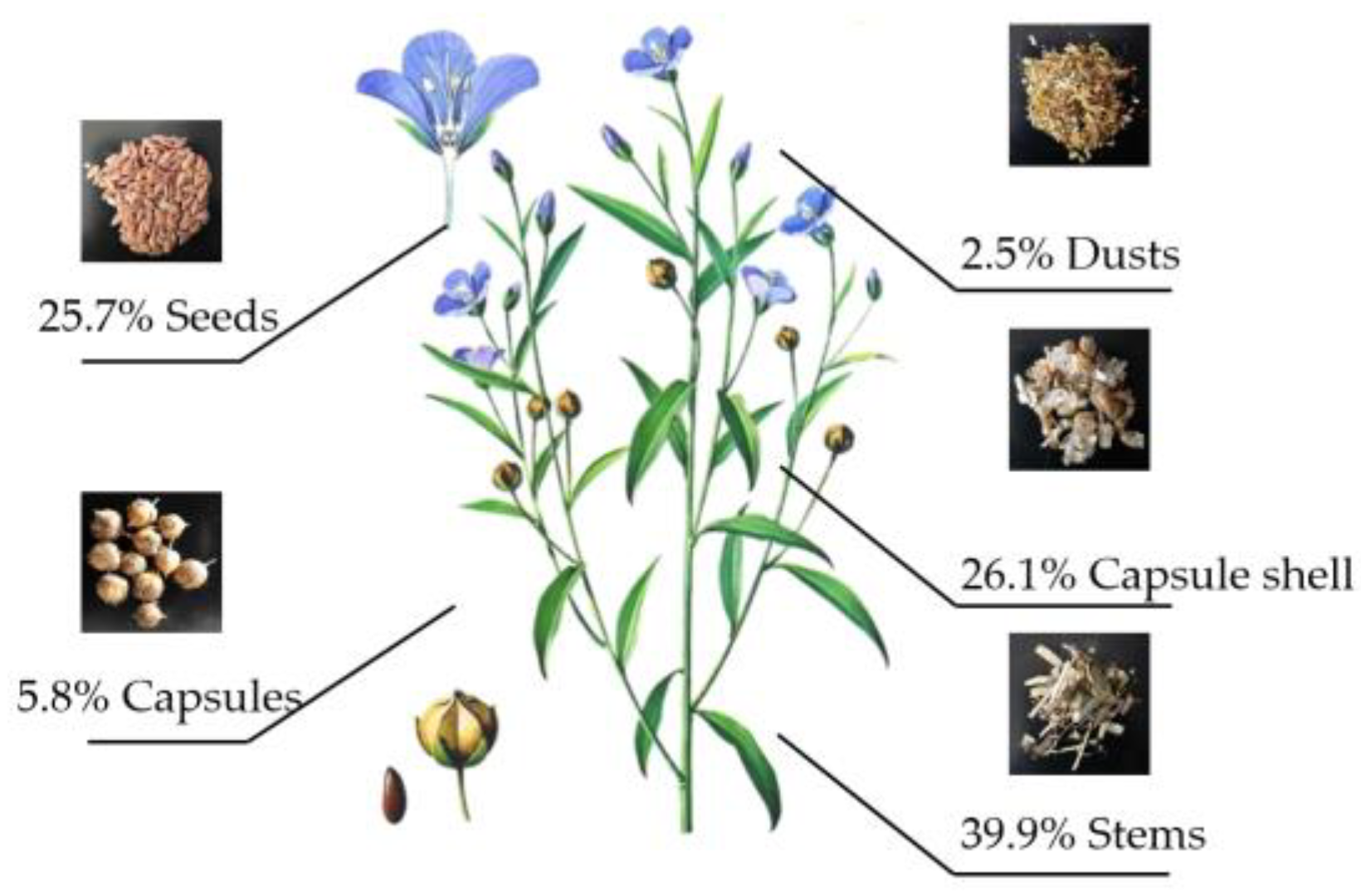
2.3.1. Sample Preparation
2.3.2. Performance Indicators
2.4. Coupled CFD–DEM Simulation
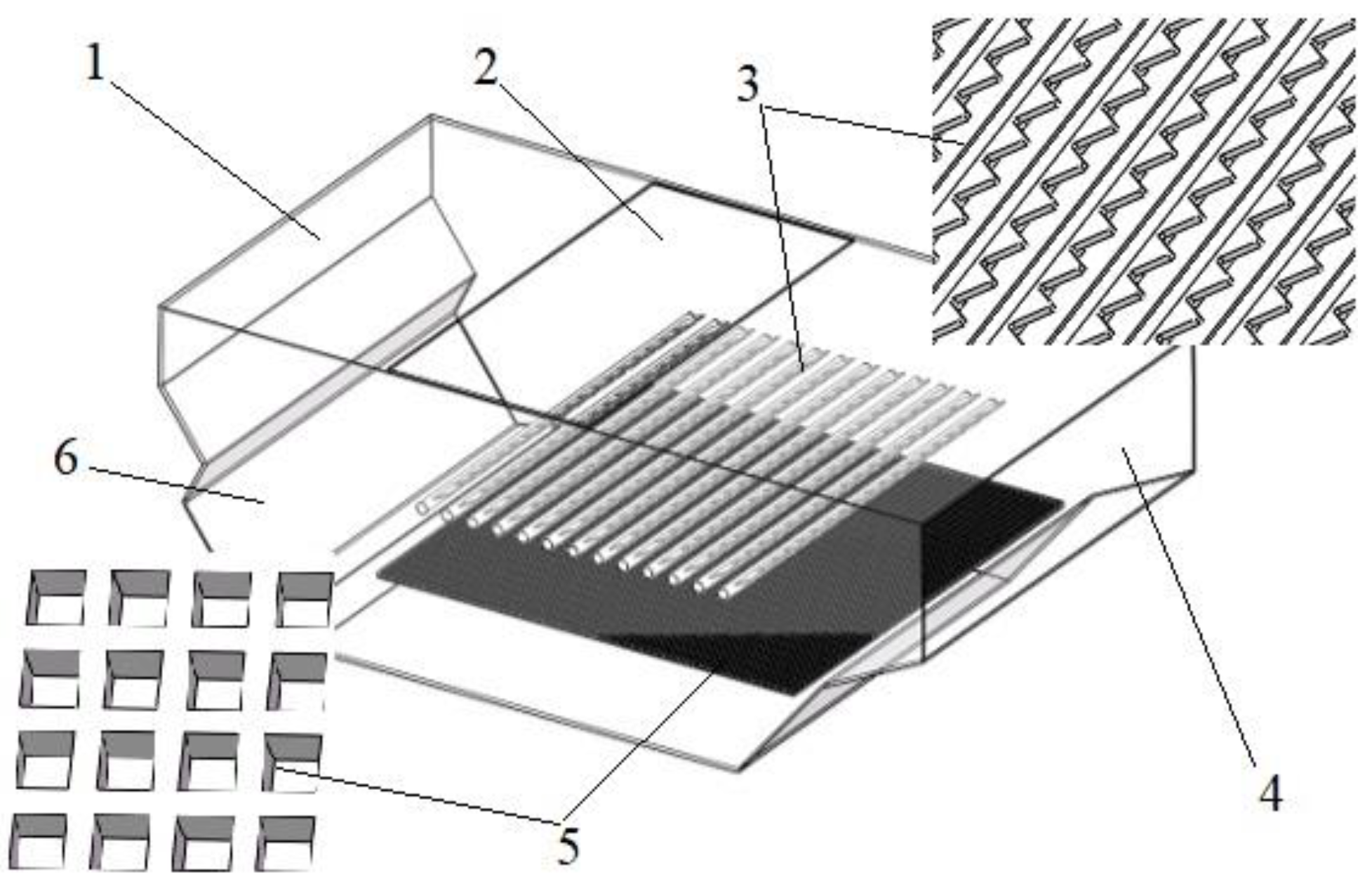
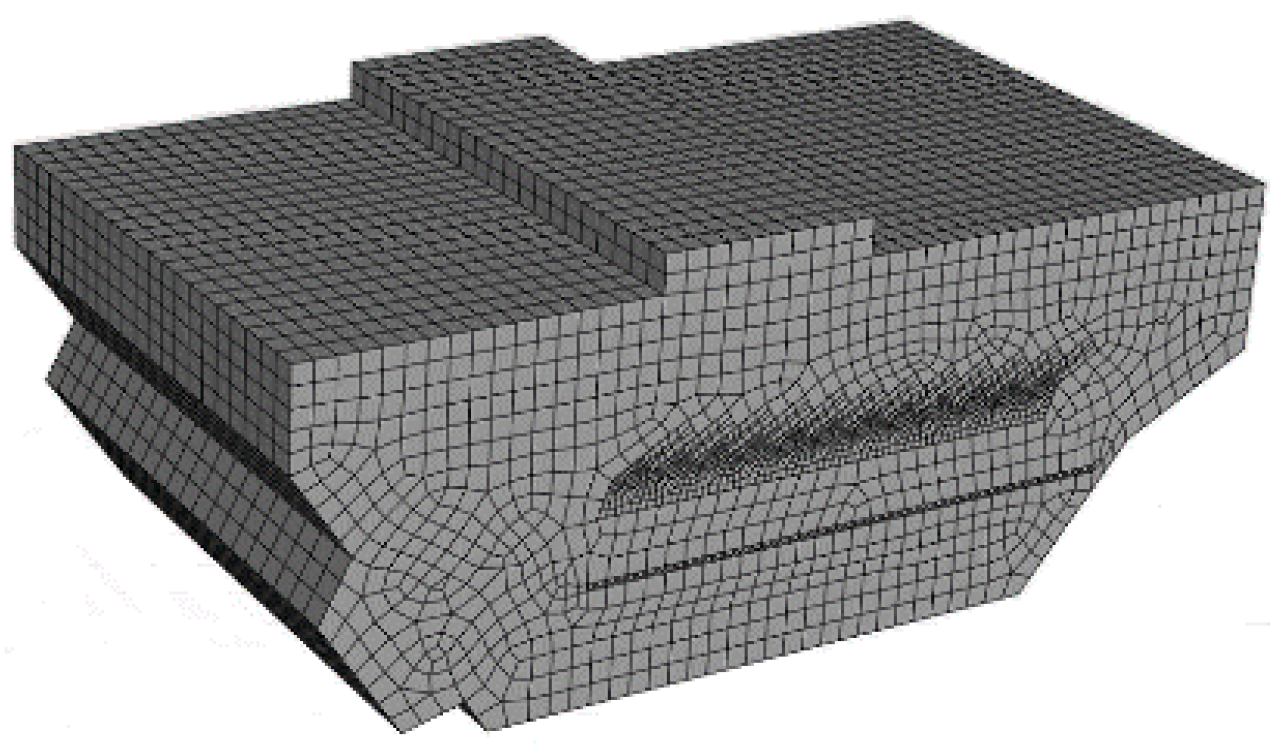
2.4.1. Establishment of Physical Modeling and Meshing of Cleaning Device
2.4.2. Parameter Settings in Fluent
2.4.3. Parameter Setting in EDEM
2.4.4. CFD–DEM Coupling Parameter Settings
3. Results
3.1. Box–Behnken Experimental Design
3.2. Experimental Results and Analysis
3.2.1. Regression Modeling and Testing
3.2.2. Analysis of Variance of Regression Equations
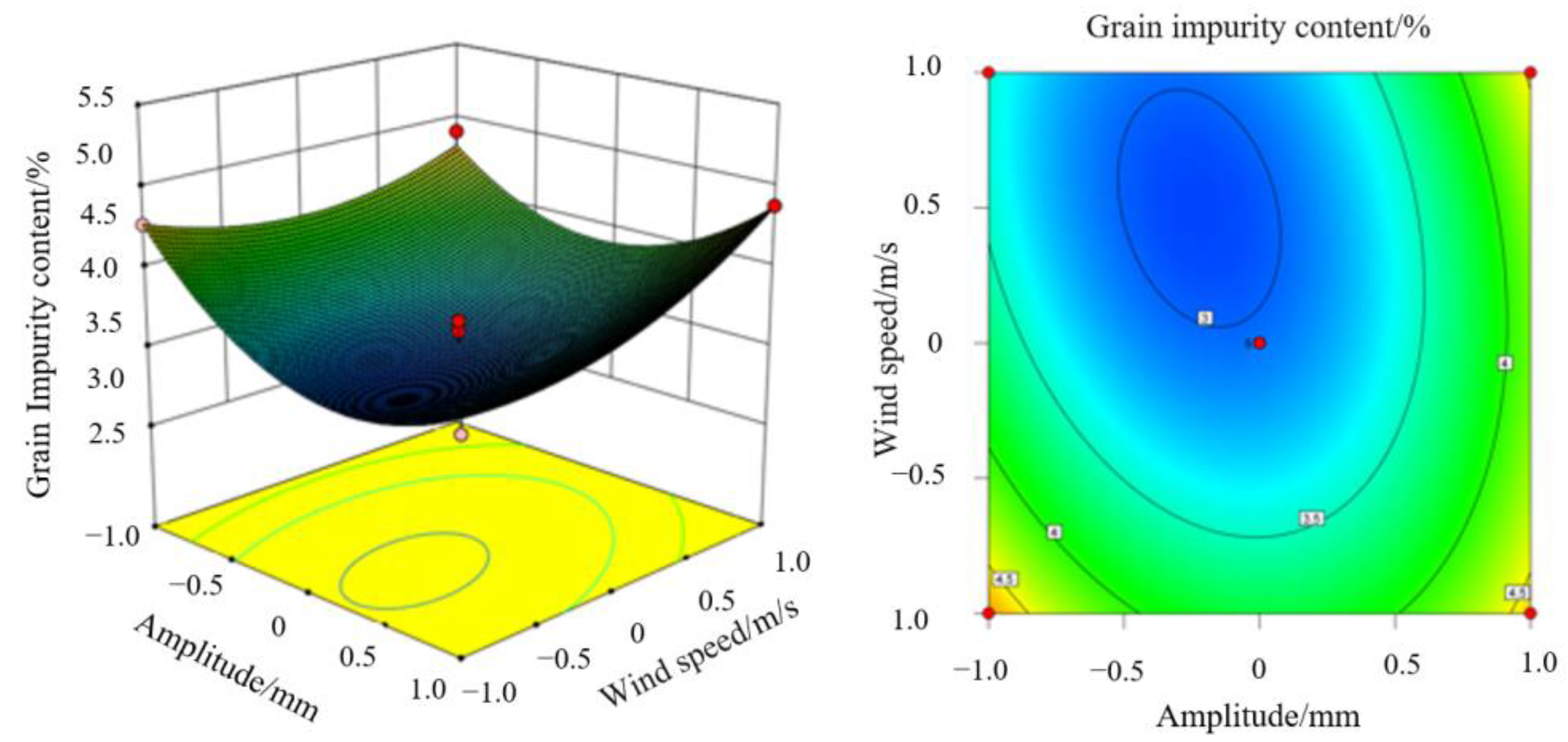
3.2.3. Resolution of Model Interaction Terms
3.2.4. Determination of Optimal Operating Parameters
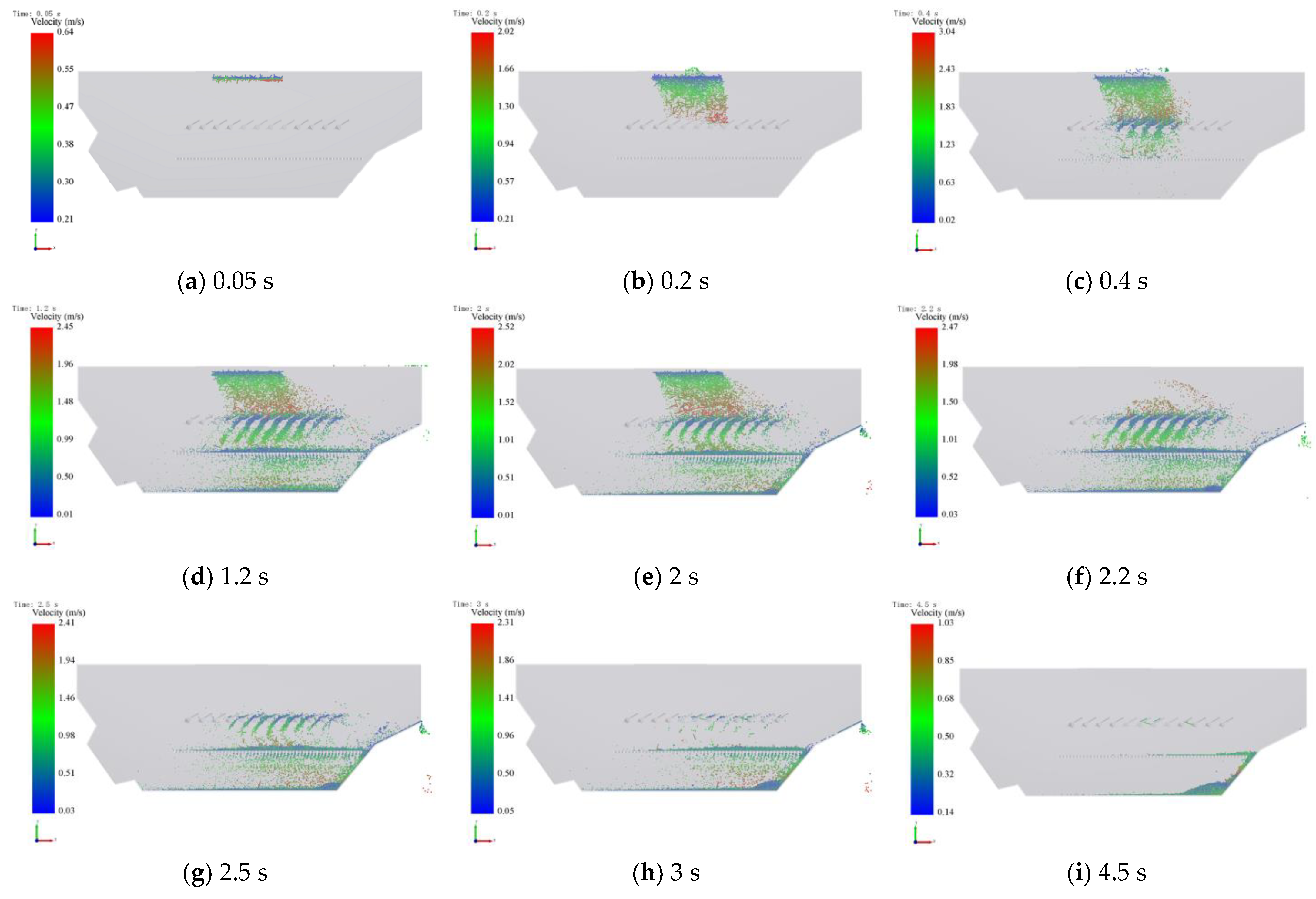
3.2.5. Transportation of Materials under Optimal Operating Parameters
4. Field Validation Tests
5. Conclusions
- (1)
- Through an analysis of the working process of the Hu combine harvester cleaning device, this study aimed to determine the key parameters of the flax combine harvester cleaning device operating range. Based on an EDEM, this study established a discrete element model of each component of the flax threshing material. Fluent was used to establish the computational domain of the fluid. CFD–DEM joint simulation of the movement process of flax threshing materials in the device was used for numerical simulation tests.
- (2)
- Combined with Box–Behnken experimental design principle, the three-factor three-level response surface analysis method was adopted to carry out a simulation test of the operation of the cleaning device under different combinations of working parameters. A quadratic regression model of the impurity rate of the grains and the loss rate of cleaning was obtained with the help of Design Expert 13.0 software. The effects of the vibrating screen frequency, the vibrating screen amplitude, and the fan wind speed on the response values were analyzed. The optimal combination of working parameters of the cleaning device was obtained: vibrating screen frequency of 6 Hz, vibrating screen amplitude of 14.42 mm, and wind speed of centrifugal fan of 5.96 m/s. Under the optimal combination of working parameters, the impurity rate of the grains after the completion of the operation of the cleaning device was 2.97%, and the loss rate of the cleaning device was 2.17%.
- (3)
- The field verification test showed that with the water content of the flax grain at 5.66%, and utilizing the optimal operating parameters—a cleaning loss rate of 3.58%, a grain impurity rate of 3.16%—the test results increased by 0.61% and 0.99%, respectively, compared with the simulation test results. These results meet the requirements of flax combine harvester operation. Through the experimental knot comparison analysis of the movement trajectory and the position distribution of the threshing material, it can be seen that the movement trajectory of the material in the cleaning device is highly consistent with the results of the simulation test analysis, which verifies the reliability and feasibility of the simulation model.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Goyal, A.; Sharma, V.; Upadhyay, N.; Gill, S.; Sihag, M. Flax and flaxseed oil: An ancient medicine & modern functional food. Int. J. Food. Sci. Tech. 2014, 51, 1633–1653. [Google Scholar]
- Dai, F. Study on the Separating—Cleaning Mechanism and Key Technology of Flax Threshing Material. Ph.D. Thesis, Gansu Agricultural University, Lanzhou, China, 2020. [Google Scholar]
- Dudarev, I. A review of fibre flax harvesting: Conditions, technologies, processes and machines. J. Nat. Fibers 2022, 19, 4496–4508. [Google Scholar] [CrossRef]
- Wu, J.; Tang, Q.; Mu, S.; Yang, X.; Jiang, L.; Hu, Z. Design and Test of Self–Leveling System for Cleaning Screen of Grain Combine Harvester. Agriculture 2023, 13, 377. [Google Scholar] [CrossRef]
- Zhang, C.; Geng, D.; Xu, H.; Li, X.; Ming, J.; Li, D.; Wang, Q. Experimental Study on the Influence of Working Parameters of Centrifugal Fan on Airflow Field in Cleaning Room. Agriculture 2023, 13, 1368. [Google Scholar] [CrossRef]
- Wang, L.; Yu, Y.; Zhang, S.; Feng, X.; Song, L. Bionic design and performance test of maize grain cleaning screen through earthworm motion characteristics. Int. J. Agric. Biol. Eng. 2021, 14, 12–21. [Google Scholar] [CrossRef]
- Xu, L.; Li, Y.; Chai, X.; Wang, G.; Liang, Z.; Li, Y.; Li, B. Numerical simulation of gas–solid two–phase flow to predict the cleaning performance of rice combine harvesters. Biosyst. Eng. 2020, 190, 11–24. [Google Scholar] [CrossRef]
- Hu, Z.; Zeng, H.; Ge, Y.; Wang, W.; Wang, J. Simulation and experiment of gas–solid flow in a safflower sorting device based on the CFD–DEM coupling method. Processes 2021, 9, 1239. [Google Scholar] [CrossRef]
- Li, H.; Tang, Y.; Zhang, H.; Liu, Y.; Zhang, Y.; Niu, H. Technological parameter optimization for walnut shell–kernel winnowing device based on neural network. Front. Bioeng. Biotech. 2023, 11, 1107836. [Google Scholar] [CrossRef]
- Ren, D.; Yu, H.; Zhang, R.; Li, J.; Zhao, Y.; Liu, F.; Zhang, J.; Wang, W. Research and experiments of hazelnut harvesting machine based on CFD–DEM analysis. Agriculture 2022, 12, 2115. [Google Scholar] [CrossRef]
- Yuan, Z.X. Simulation Analysis and Experiment of Separation and Cleaning System of Flax Combine Harvester in Hilly Region. Master’s Thesis, Gansu Agricultural University, Lanzhou, China, 2022. [Google Scholar]
- Dai, F.; Guo, W.; Song, X.; Shi, R.; Qu, J.; Zhao, W. Measurement and simulation of the suspension velocity of flax threshing material using CFD–DEM. Int. J. Agric. Biol. Eng. 2021, 14, 230–237. [Google Scholar] [CrossRef]
- Li, X.; Zhao, G.; Wang, W.; Huang, Y.; Ji, J. Design and Experiment of Vibrating Screen Millet Cleaning Device with Double–fan. Appl. Eng. Agric. 2021, 37, 319–331. [Google Scholar] [CrossRef]
- Zhang, H.; Zhou, Z.; Qu, Z.; Li, Z.; Wang, W. Simulation and experiment of sieving process of sieving device for tiger nut harvester. Agriculture 2022, 12, 1680. [Google Scholar] [CrossRef]
- Song, H. Flax(til) sheller of 5TF-45 type design and research. Master’s Thesis, Shanxi Agricultural University, Taiyuan, China, 2017. [Google Scholar]
- Gao, Y.; Song, L.; Wang, L.; Wang, H.; Li, Y. Behavior of maize grains on the three–dimensional translational vibrating sieve. Powder. Technol. 2022, 412, 117999. [Google Scholar] [CrossRef]
- El–Emam, M.A.; Shi, W.; Zhou, L. CFD–DEM simulation and optimization of gas–cyclone performance with realistic macroscopic particulate matter. Adv. Powder. Technol. 2019, 30, 2686–2702. [Google Scholar] [CrossRef]
- Wang, L.; Chai, J.; Wang, H.; Wang, Y. Design and performance of a countersunk screen in a maize cleaning device. Biosyst. Eng. 2021, 209, 300–314. [Google Scholar] [CrossRef]
- Yuan, J.; Wu, C.; Li, H.; Qi, X.; Xiao, X.; Shi, X. Movement rules and screening characteristics of rice–threshed mixture separation through a cylinder sieve. Comput. Electron. Agric. 2018, 154, 320–329. [Google Scholar] [CrossRef]
- Dai, F.; Song, X.; Guo, W.; Zhao, W.; Zhang, F.; Zhang, S. Simulation and test on separating cleaning process of flax threshing material based on gas–solid coupling theory. Int. J. Agric. Biol. Eng. 2020, 13, 73–81. [Google Scholar] [CrossRef]
- Zhang, Z.; Shi, G.; Li, J.; Wang, X.; Ding, L.; Wang, L. Analysis of jujube movement characteristics under positive and negative pressure airflow based on CFD–DEM. Comput. Electron. Agric. 2023, 210, 107902. [Google Scholar] [CrossRef]
- Li, J.; He, J.; Xu, F.; Wang, Y. Process Simulation and Analysis of Flax Cleaning Device Based on EDEM-Fluent Coupling. Agric. Eng. 2021, 11, 76–81. [Google Scholar]
- Li, H.; Li, Y.; Gao, F.; Zhao, Z.; Xu, L. CFD–DEM simulation of material motion in air–and–screen cleaning device. Comput. Electron. Agric. 2012, 88, 111–119. [Google Scholar] [CrossRef]
- Chai, X.; Xu, L.; Sun, Y.; Liang, Z.; Lu, E.; Li, Y. Development of a cleaning fan for a rice combine harvester using computational fluid dynamics and response surface methodology to optimize outlet airflow distribution. Biosyst. Eng. 2020, 192, 232–244. [Google Scholar] [CrossRef]
- Li, Y.; Lu, C.; Li, H.; He, J.; Wang, Q.; Huang, S.; Gao, Z.; Yuan, P.; Wei, X.; Zhan, H. Design and experiment of spiral discharge anti–blocking and row–sorting device of wheat no–till planter. Agriculture 2022, 12, 468. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, Z.; Cai, J.; Ye, E.; Rui, Z.; Wang, Y. Design and experiments of cotton stalk pulling machine with horizontal-counter rollers. Trans. Chin. Soc. Agric. Eng. 2021, 37, 43–52. [Google Scholar]
- Mańkowski, J.; Maksymiuk, W.; Spychalski, G.; Kołodziej, J.; Kubacki, A.; Kupka, D.; Pudełko, K. Research on new technology of fiber flax harvesting. J. Nat. Fibers. 2018, 15, 53–61. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Numerical Value |
|---|---|
| Structure centrifugal | fan + double-deck vibrating screen |
| Centrifugal fan outlet height/mm | 240 |
| Fan impeller outer diameter/mm | 350 |
| Number of fan blades | 4 |
| Outlet wind speed/(m·s−1) | 12 |
| Fan wind pressure full pressure/pa | 15.64 |
| Fan speed/(r·min−1) | 940 |
| Size of fish scale sieve plate/mm | 1200 × 650 |
| Lower sieve hole size/mm | 10 × 10 |
| Sieve surface angle/(°) | 4 |
| Item | Parameter | Value |
|---|---|---|
| Flax seed | Poisson’s ratio | 0.25 |
| Shear modulus/MPa | 750 | |
| Density/(kg·m−3) | 10 | |
| Flax short stem | Poisson’s ratio | 0.25 |
| Shear modulus/MPa | 100 | |
| Density/(kg·m−3) | 150 | |
| Capsule | Poisson’s ratio | 0.20 |
| Shear modulus/MPa | 15 | |
| Density/(kg·m−3) | 120 | |
| Capsule shell | Poisson’s ratio | 0.25 |
| Shear modulus/MPa | 12 | |
| Density/(kg·m−3) | 100 | |
| Light impurities | Poisson’s ratio | 0.25 |
| Shear modulus/MPa | 100 | |
| Density/(kg·m−3) | 50 | |
| Sieve surface | Poisson’s ratio | 0.30 |
| Shear modulus/MPa | 700 | |
| Density/(kg·m−3) | 7800 |
| Coding | Vibration Frequency X1/Hz | Vibration Amplitude X2/mm | Fan Wind Speed X3/(m·s−1) |
|---|---|---|---|
| −1 | 2 | 5 | 3.5 |
| 0 | 6 | 15 | 5.5 |
| 1 | 10 | 25 | 7.5 |
| Test No. | X1 | X2 | X3 | Y1/% | Y2/% |
|---|---|---|---|---|---|
| 1 | 0 | −1 | 1 | 3.26 | 3.46 |
| 2 | 0 | 1 | 1 | 4.54 | 3.1 |
| 3 | 0 | 0 | 0 | 3.20 | 2.17 |
| 4 | 0 | 1 | −1 | 4.81 | 3.51 |
| 5 | 0 | 0 | 0 | 3.33 | 2.1 |
| 6 | 1 | −1 | 0 | 3.13 | 2.13 |
| 7 | 0 | 0 | 0 | 3.02 | 2.23 |
| 8 | 0 | 0 | 0 | 2.85 | 2.15 |
| 9 | 1 | 0 | −1 | 3.43 | 2.43 |
| 10 | 0 | 0 | 0 | 2.79 | 2.19 |
| 11 | −1 | −1 | 0 | 5.08 | 3.78 |
| 12 | 1 | 0 | 1 | 2.77 | 1.77 |
| 13 | 0 | −1 | −1 | 4.76 | 3.66 |
| 14 | −1 | 1 | 0 | 4.34 | 3.75 |
| 15 | −1 | 0 | −1 | 4.63 | 4.13 |
| 16 | −1 | 0 | 1 | 4.30 | 3.90 |
| 17 | 1 | 1 | 0 | 4.48 | 1.68 |
| Test Indicators | Source of Variation | Square Sum | Degrees of Freedom | Mean Square | F | p |
|---|---|---|---|---|---|---|
| Seed impurity rate | Model | 10.41 | 9 | 1.16 | 17.79 | 0.0005 ** |
| X1 | 2.58 | 1 | 2.58 | 39.61 | 0.0004 ** | |
| X2 | 0.47 | 1 | 0.47 | 7.23 | 0.0311 * | |
| X3 | 0.95 | 1 | 0.95 | 14.64 | 0.0065 ** | |
| X1X2 | 1.09 | 1 | 1.09 | 16.79 | 0.0046 ** | |
| X1X3 | 0.027 | 1 | 0.027 | 0.42 | 0.5383 | |
| X2X3 | 0.38 | 1 | 0.38 | 5.81 | 0.0467 * | |
| X12 | 0.46 | 1 | 0.46 | 7.04 | 0.0328 * | |
| X22 | 3.33 | 1 | 3.33 | 51.24 | 0.0002 ** | |
| X32 | 0.72 | 1 | 0.72 | 11.13 | 0.0125 * | |
| Residual | 0.46 | 7 | 0.065 | |||
| Misfit | 0.25 | 3 | 0.082 | 1.58 | 0.3272 | |
| Error | 0.21 | 4 | 0.052 | |||
| Sum | 10.87 | 16 | ||||
| Sorting loss rate | Model | 11.48 | 9 | 1.28 | 431.27 | <0.0001 ** |
| X1 | 7.13 | 1 | 7.13 | 2408.94 | <0.0001 ** | |
| X2 | 0.12 | 1 | 0.12 | 41.42 | 0.0004 ** | |
| X3 | 0.28 | 1 | 0.28 | 95.09 | <0.0001 ** | |
| X1X2 | 0.044 | 1 | 0.044 | 14.91 | 0.0062 ** | |
| X1X3 | 0.046 | 1 | 0.046 | 15.63 | 0.0055 ** | |
| X2X3 | 0.011 | 1 | 0.011 | 3.73 | 0.0948 | |
| X12 | 0.090 | 1 | 0.090 | 30.34 | 0.0009 ** | |
| X22 | 1.14 | 1 | 1.14 | 386.40 | <0.0001 ** | |
| X32 | 2.33 | 1 | 2.33 | 786.90 | <0.0001 ** | |
| Residual | 0.021 | 7 | 2.958 × 10−3 | |||
| Misfit | 0.011 | 3 | 3.808 × 10−3 | 1.64 | 0.3145 | |
| Error | 9.280 × 10−3 | 4 | 2.320 × 10−3 | |||
| Sum | 11.50 | 16 |
| Test Index | Impurity Rate | Loss Rate |
|---|---|---|
| Standard value | ≤ 5% | ≤ 5% |
| Test results | 3.08% | 3.86% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, F.; Xu, P.; Yuan, Z.; Shi, R.; Zhao, Y.; Song, X.; Zhao, W. Simulation and Optimization Experiment: Working Process of a Cleaning Device for Flax Combine Harvester. Agriculture 2023, 13, 2123. https://doi.org/10.3390/agriculture13112123
Dai F, Xu P, Yuan Z, Shi R, Zhao Y, Song X, Zhao W. Simulation and Optimization Experiment: Working Process of a Cleaning Device for Flax Combine Harvester. Agriculture. 2023; 13(11):2123. https://doi.org/10.3390/agriculture13112123
Chicago/Turabian StyleDai, Fei, Pengqing Xu, Zixiang Yuan, Ruijie Shi, Yiming Zhao, Xuefeng Song, and Wuyun Zhao. 2023. "Simulation and Optimization Experiment: Working Process of a Cleaning Device for Flax Combine Harvester" Agriculture 13, no. 11: 2123. https://doi.org/10.3390/agriculture13112123
APA StyleDai, F., Xu, P., Yuan, Z., Shi, R., Zhao, Y., Song, X., & Zhao, W. (2023). Simulation and Optimization Experiment: Working Process of a Cleaning Device for Flax Combine Harvester. Agriculture, 13(11), 2123. https://doi.org/10.3390/agriculture13112123