
Experimental Analysis and Evaluation of Automatic Control System for Evenly Scattering Crushed Straw
Abstract
:1. Introduction
2. Materials and Methods
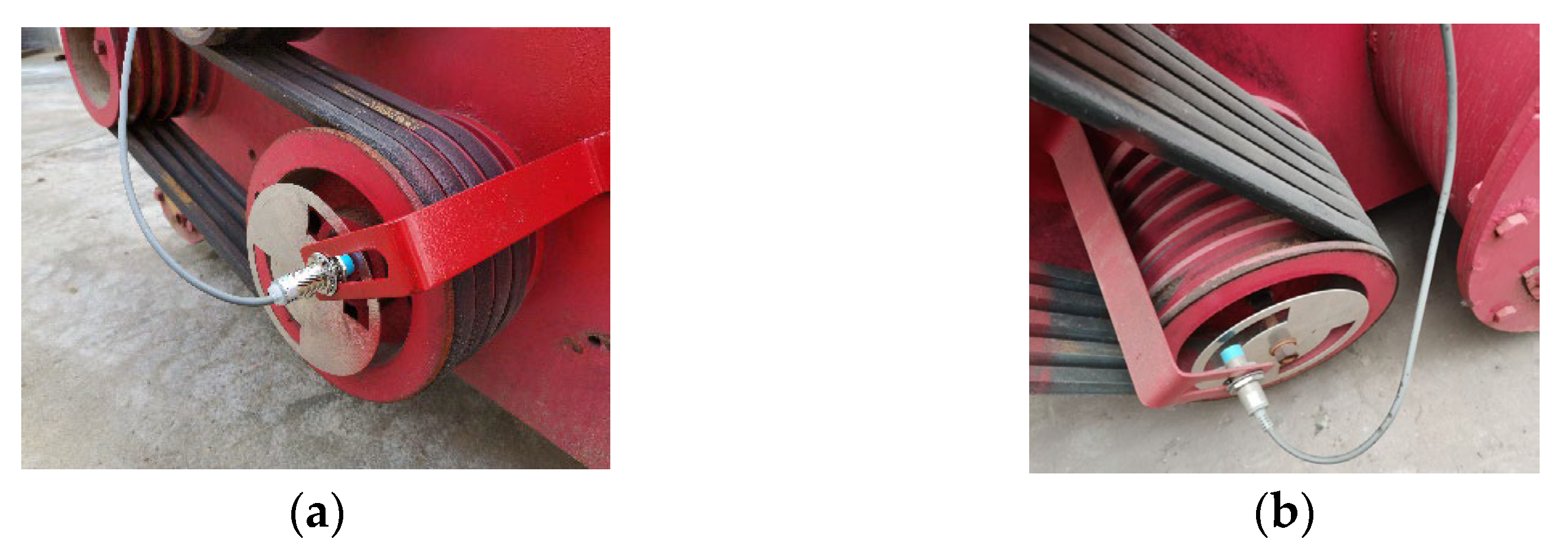
2.1. Straw-Crushing-and-Throwing System Test Platform
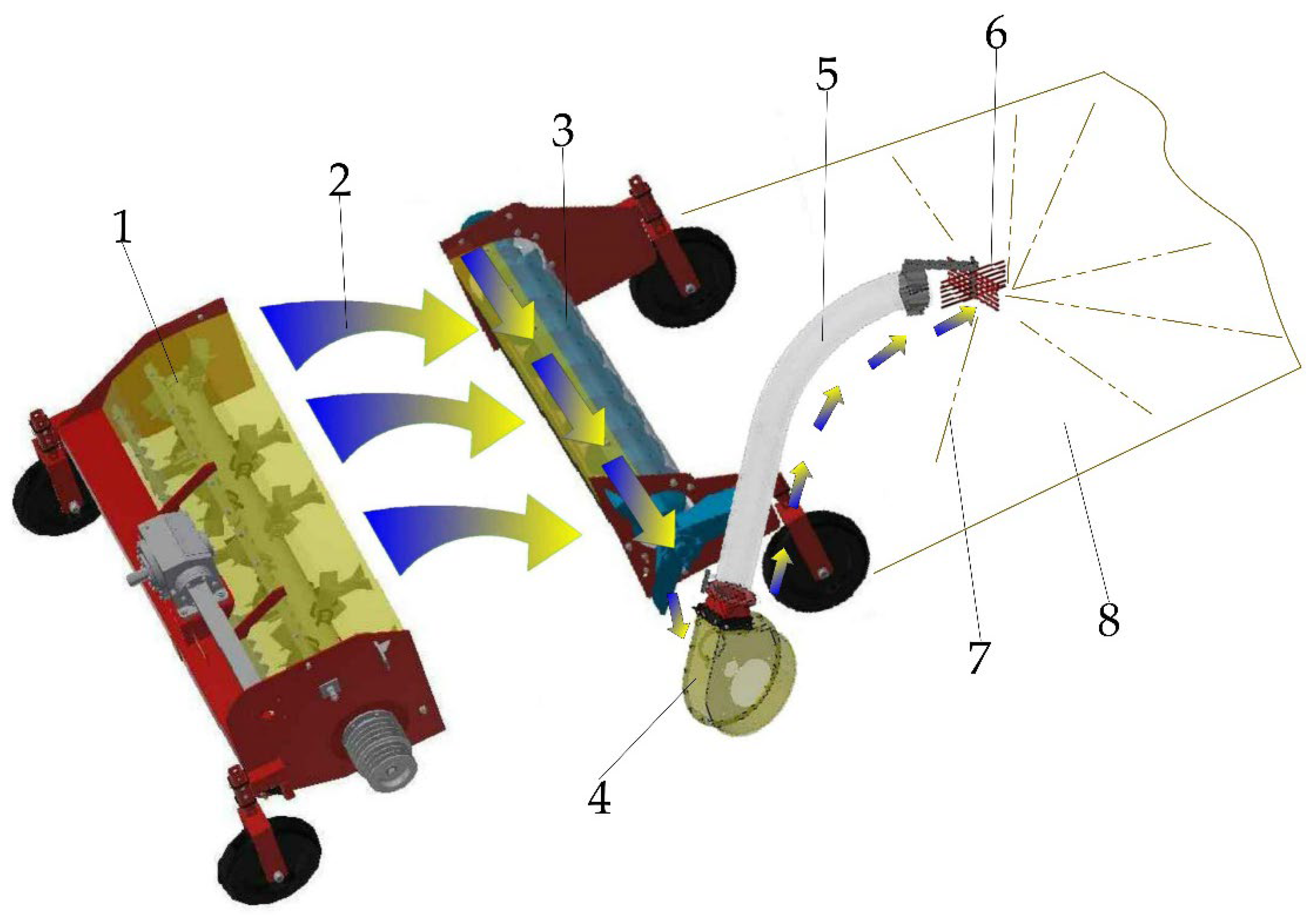
2.1.1. Working Principle
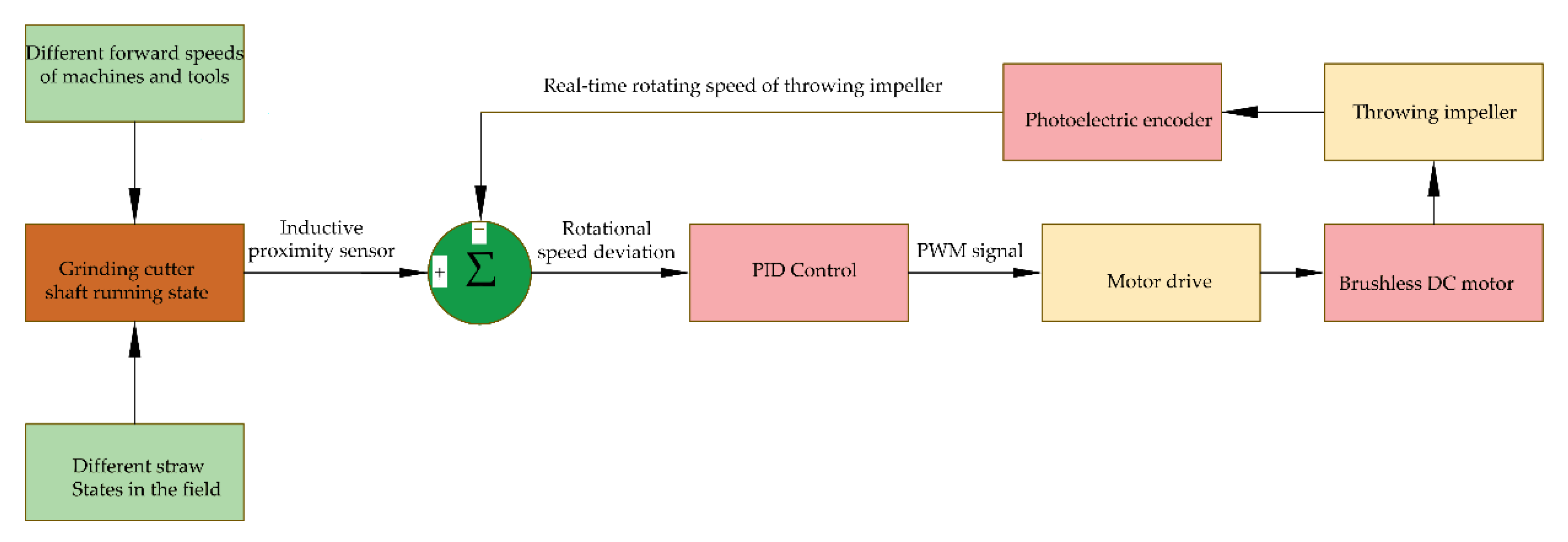
2.1.2. Automatic Control System for Straw Crushing and Throwing
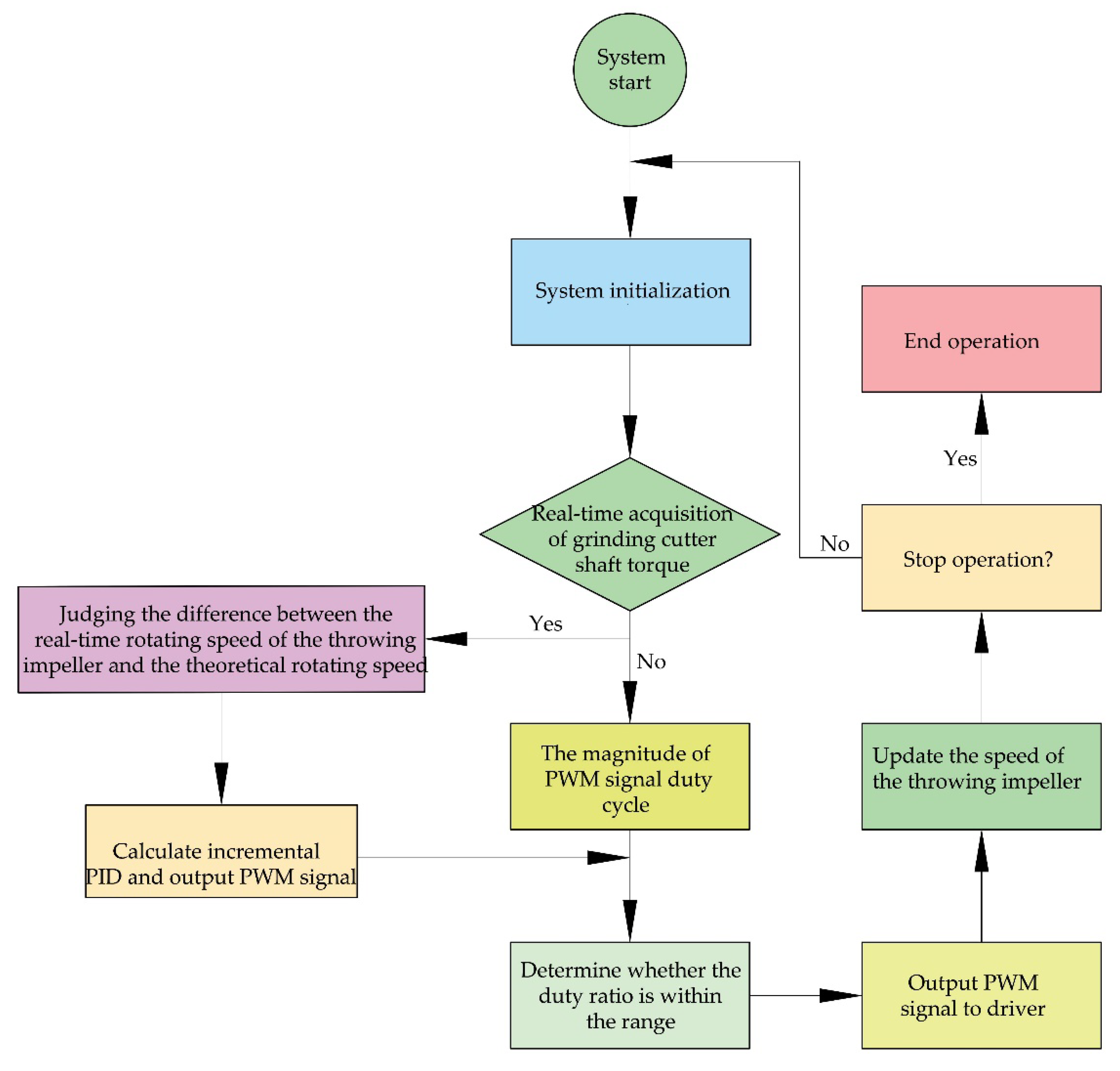
2.1.3. Automatic Control System Software
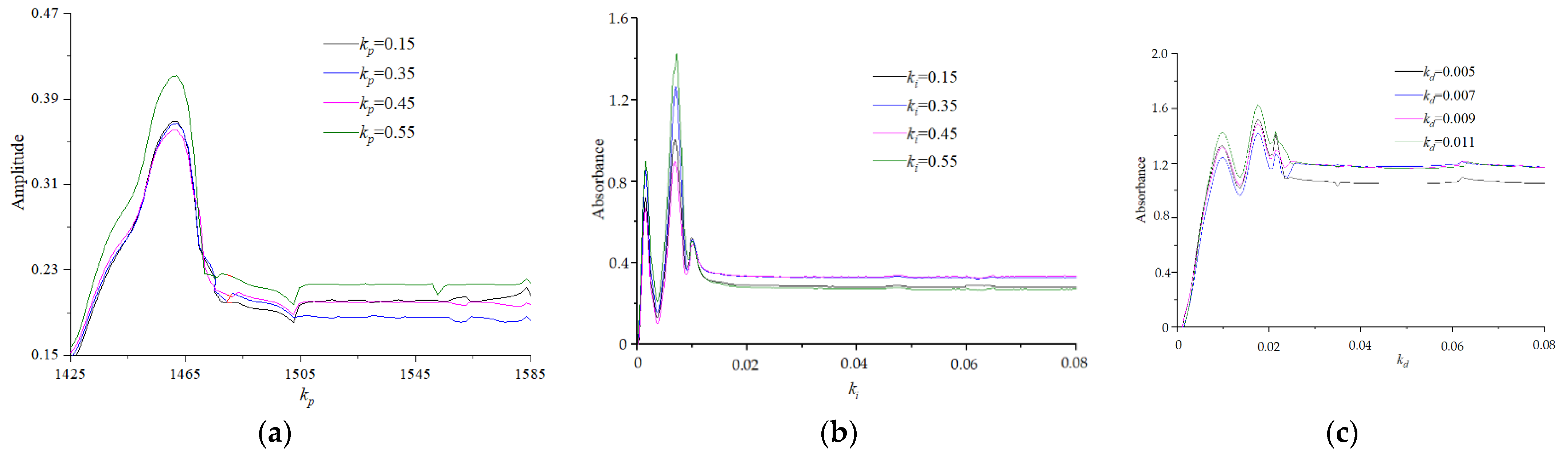
2.2. Depth-PID-Parameter Verification Based on Simulink
2.3. Experimental Design
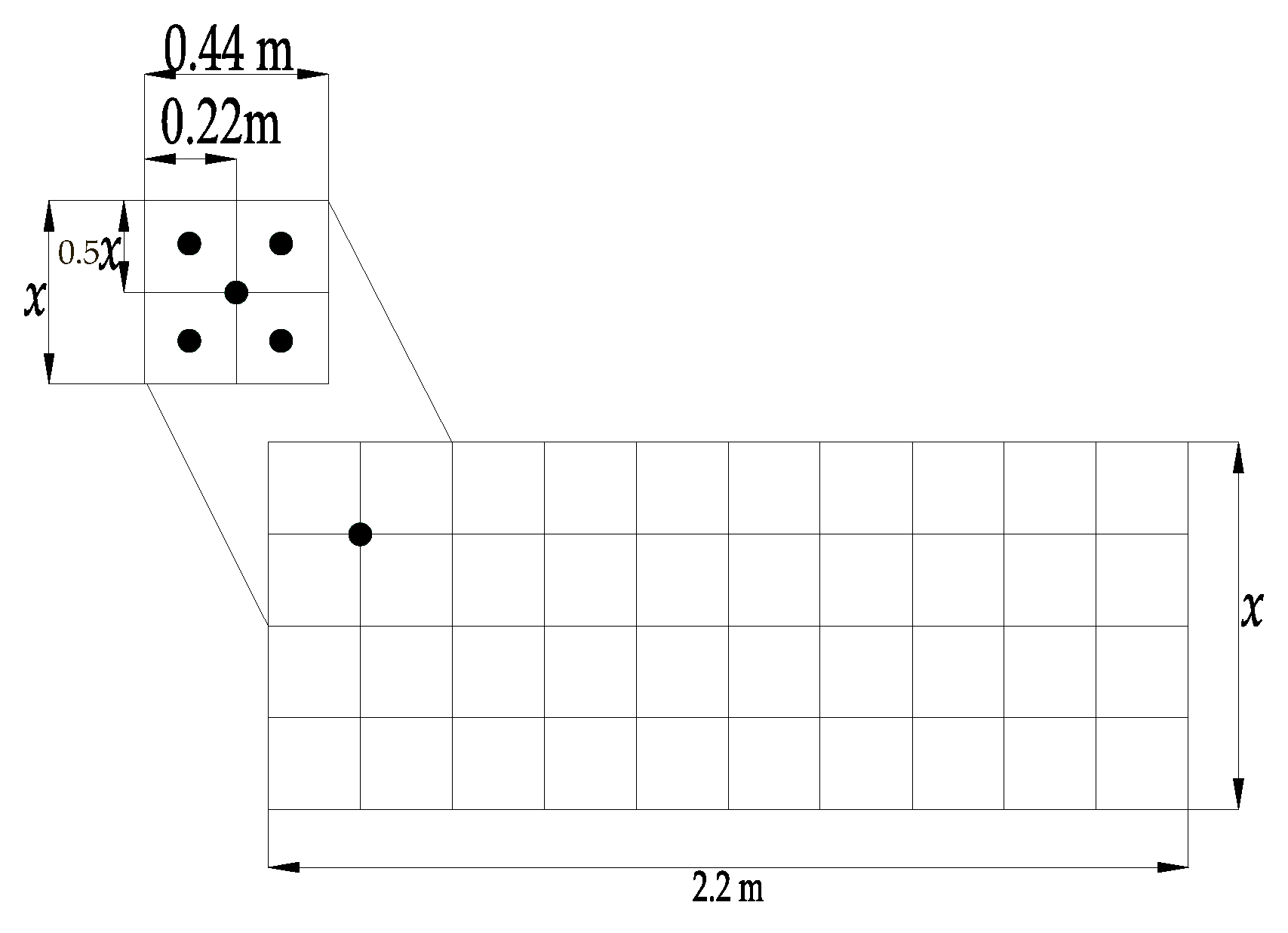
2.3.1. Detection Method of Scattering Unevenness
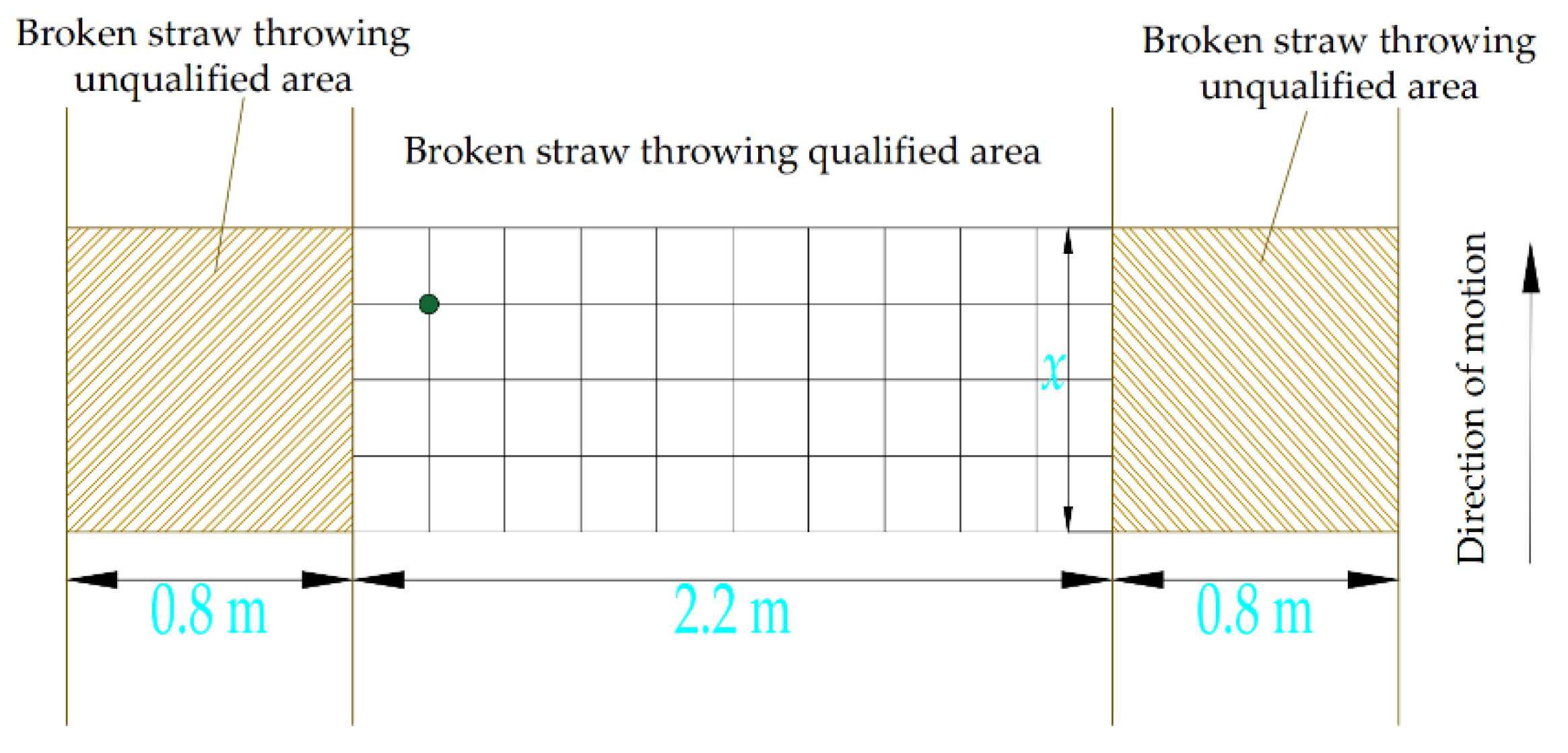
2.3.2. Detection Method of Qualified Rate of Coverage
3. Results
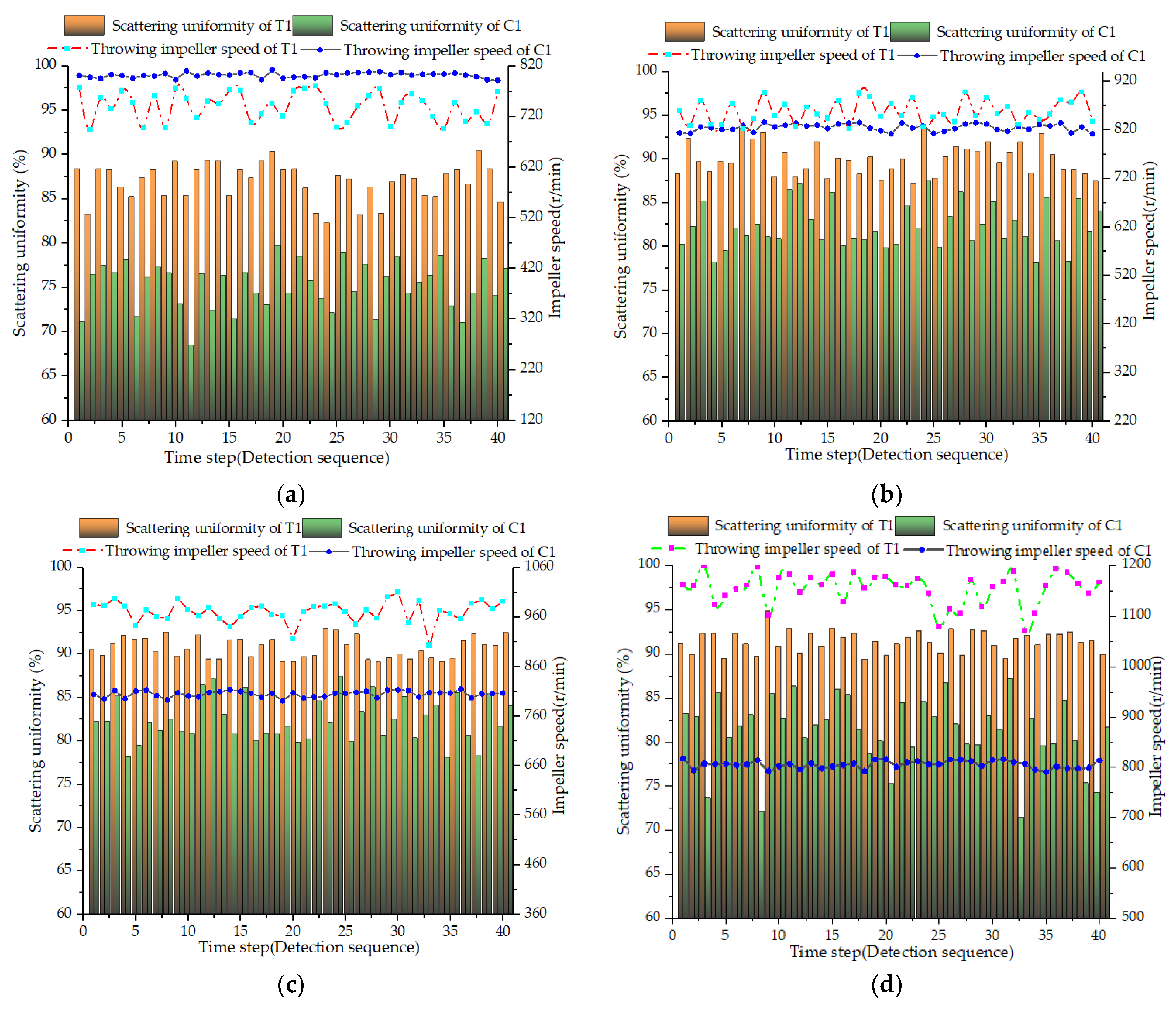
3.1. Speed Response of Different Forward Speeds
3.1.1. Detection Method of Qualified Rate of Coverage
3.1.2. Influence of Different Levels on the Qualified Rate of Coverage
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, J.; Li, H.W.; Chen, H.T.; Lu, C.Y.; Wang, Q.J. Research Progress of Conservation Tillage Technology and Machine. Trans. Chin. Soc. Agric. Mach. 2018, 49, 1–19, (In Chinese with English Abstract). [Google Scholar]
- Shi, Y.Y.; Chen, M.; Wang, X.C.; Morice, O.O.; Li, C.G.; Ding, W.M. Design and experiment of variable-rate fertilizer spreader with centrifugal distribution cover for rice paddy surface fertilization. Trans. Chin. Soc. Agric. Mach. 2018, 49, 86–93, (In Chinese with English Abstract). [Google Scholar]
- Gu, F.; Hu, Z.; Chen, Y.; Wu, F. Development and experiment of peanut no-till planter under full wheat straw mulching based on “clean area planting”. Trans. Chin. Soc. Agric. Eng. 2016, 32, 15–23, (In Chinese with English Abstract). [Google Scholar]
- Shi, Y.Y.; Sun, X.; Wang, X.C.; Hu, Z.C.; David, N.; Hu, Z.C. Numerical simulation and field tests of minimum-tillage planter with straw smashing and strip laying based on EDEM software. Comput. Electron. Agric 2019, 166, 105021. [Google Scholar] [CrossRef]
- Liao, Q.X.; Xu, Y.; Yuan, J.C.; Wan, J.C.; Jiang, Y.J. Airflow Field Analysis in the Discharge Tube of An Impeller Blower. Trans. Chin. Soc. Agric. Mach. 2019, 50, 140–150, (In Chinese with English Abstract). [Google Scholar]
- Shi, Y.Y.; Luo, W.W.; Hu, Z.C.; Wu, F.; Gu, F.W.; Chen, Y.Q. Design and test of equipment for straw crushing with strip-laying and seed-belt classification with cleaning under full straw mulching. Trans. Chin. Soc. Agric. Mach. 2019, 50, 58–67, (In Chinese with English Abstract). [Google Scholar]
- Luo, W.W.; Gu, F.W.; Wu, F.; Xu, H.B.; Chen, Y.Q.; Hu, Z.C. Design and experiment of wheat planter with straw crushing and inter-furrow collecting-mulching under full amount of straw and root stubble cropland. Trans. Chin. Soc. Agric. Mach. 2019, 50, 42–52, (In Chinese with English Abstract). [Google Scholar]
- Wang, B.K.; Gu, F.W.; Wu, F.; Ma, J.T.; Yang, H.C.; Hu, Z.C. Analysis of influencing factors and Operation quality evaluation strategy of straw crushing and scattering system. Agriculture 2022, 12, 508. [Google Scholar] [CrossRef]
- Zhai, Z.P.; Yang, Z.Y.; Gao, B.; Li, J. Simulation of solid-gas two-phase flow in an impeller blower based on Mixture model. Trans. Chin. Soc. Agric. Eng. 2013, 29, 50–58, (In Chinese with English Abstract). [Google Scholar]
- Qin, K.; Cao, C.M.; Miao, Y.S.; Wang, C.Q.; Fang, L.F.; Ge, J. Design and optimization of crushing and throwing device for straw returning to field and fertilizing hill-seeding machine. Trans. Chin. Soc. Agric. Eng. 2020, 36, 1–10, (In Chinese with English Abstract). [Google Scholar]
- Yuan, C.D. Corn Harvester Chopper and Spreader Design and Validation. Master’s Thesis, Northeast Agricultural University, Harbin, China, 2019. [Google Scholar]
- Zhang, Z.Q.; He, J.; Li, H.W.; Wang, Q.J.; Ju, J.W.; Yan, X.L. Design and Experiment on Straw Chopper Cum Spreader with Adjustable Spreading Device. Trans. Chin. Soc. Agric. Mach. 2017, 48, 76–87, (In Chinese with English Abstract). [Google Scholar]
- Wang, J.; Wang, X.Y.; Li, H.W.; He, J.; Lu, C.Y.; Liu, D. Design and experiment of rice straw chopping device for agitation sliding cutting and tearing. Trans. Chin. Soc. Agric. Mach. 2021, 52, 28–40, (In Chinese with English Abstract). [Google Scholar]
- Liu, H.W. Mechanics of Materials (I); Higher Education Press: Beijing, China, 2011. [Google Scholar]
- Wang, W.; Zhang, Y.K.; Liu, P.P.; Lin, G.S. Study and simulation of fuzzy-PID control system of BLDCM. Comput. Simul. 2012, 29, 196–199, 254, (In Chinese with English Abstract). [Google Scholar]
- Yin, D.Y.; Huang, Y.T.; Liu, Y.F. Simulation of double-motor speed tracking servo system based MATLAB/Simulink. J. Chin. Inert. Technol. 2011, 19, 229–233. (In Chinese) [Google Scholar]
- Niu, C.; Xu, L.M.; Yuan, Q.C.; Ma, S.; Yan, C.G.; Zhao, S.J. Design and experiments of smoothly winding speed control system of grape cold-proof cloth. Trans. Chin. Soc. Agric. Eng. 2021, 37, 77–86. [Google Scholar]
- NY/T 1768-2009; Technical Specifications of Quality Evaluation for No-Tillage Drilling Machinery. China Agriculture Press: Beijing, China, 2009.
- GB/T 24675.6-2009; Standardization Administration of China. Conservation Tillage Equipment-Smashed Straw Machine. Standards Press of China: Beijing, China, 2009.
- Luo, W.W.; Hu, Z.C.; Wu, F.; Gu, F.; Xu, H.; Chen, Y. Design and optimization for smashed straw guide device of wheat clean area planter under full straw field. Trans. Chin. Soc. Agric. Eng. 2019, 35, 1–10, (In Chinese with English Abstract). [Google Scholar]
- Ma, J.T.; Wu, F.; Xie, H.X.; Gu, F.W.; Yang, H.C.; Hu, Z.C. Uniformity Detection for Straws Based on Overlapping Region Analysis. Agriculture 2022, 12, 80. [Google Scholar] [CrossRef]
- Wang, J.N.; Xie, H.X.; Hu, Z.C.; Liu, M.J.; Peng, J.Y.; Ding, Q.S.; Peng, B.; Ma, C.B. Optimization of Material for Key Components and Parameters of Peanut Sheller Based on Hertz Theory and Box–Behnken Design. Agriculture 2022, 12, 146. [Google Scholar] [CrossRef]
- Zhou, D.H. Experimental Study on Full-Feeding Picking Characteristics of Peanut Combined Harvesting. Master’s Thesis, Chinese Academy of Agricultural Sciences, Beijing, China, 2017. [Google Scholar]
- Chen, Z.Y. Experimental Study on Axial-Flow Peanut Picking Device with Bending-Tooth Screw Drum. Ph.D. Thesis, Shenyang Agricultural University, Shenyang, China, 2017. [Google Scholar]
- Zhang, C.Y.; Ma, C.; Yan, F. Gas solid two phase flow characteristics of elbow pipe with different bending radius ratio based on the CFD-DEM method. J. Jiangsu Univ. S T (Nat. Sci. Ed.) 2018, 32, 803–808. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Numerical Value |
|---|---|
| Test bed mass/kg | 1480 |
| Matching power/Kw | 70~90 |
| Roller speed/(rmin−1) | 2200 |
| Working width/m | 2.2 |
| Throwing-impeller speed/(rmin−1) | 500~1200 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Wu, F.; Gu, F.; Yang, H.; Wu, H.; Hu, Z. Experimental Analysis and Evaluation of Automatic Control System for Evenly Scattering Crushed Straw. Agriculture 2023, 13, 679. https://doi.org/10.3390/agriculture13030679
Wang B, Wu F, Gu F, Yang H, Wu H, Hu Z. Experimental Analysis and Evaluation of Automatic Control System for Evenly Scattering Crushed Straw. Agriculture. 2023; 13(3):679. https://doi.org/10.3390/agriculture13030679
Chicago/Turabian StyleWang, Bokai, Feng Wu, Fengwei Gu, Hongchen Yang, Huichang Wu, and Zhichao Hu. 2023. "Experimental Analysis and Evaluation of Automatic Control System for Evenly Scattering Crushed Straw" Agriculture 13, no. 3: 679. https://doi.org/10.3390/agriculture13030679