
Effects of the Broken Kernel on Heat and Moisture Transfer in Fixed-Bed Corn Drying Using Particle-Resolved CFD Model


Abstract
:1. Introduction
2. Materials and Methods
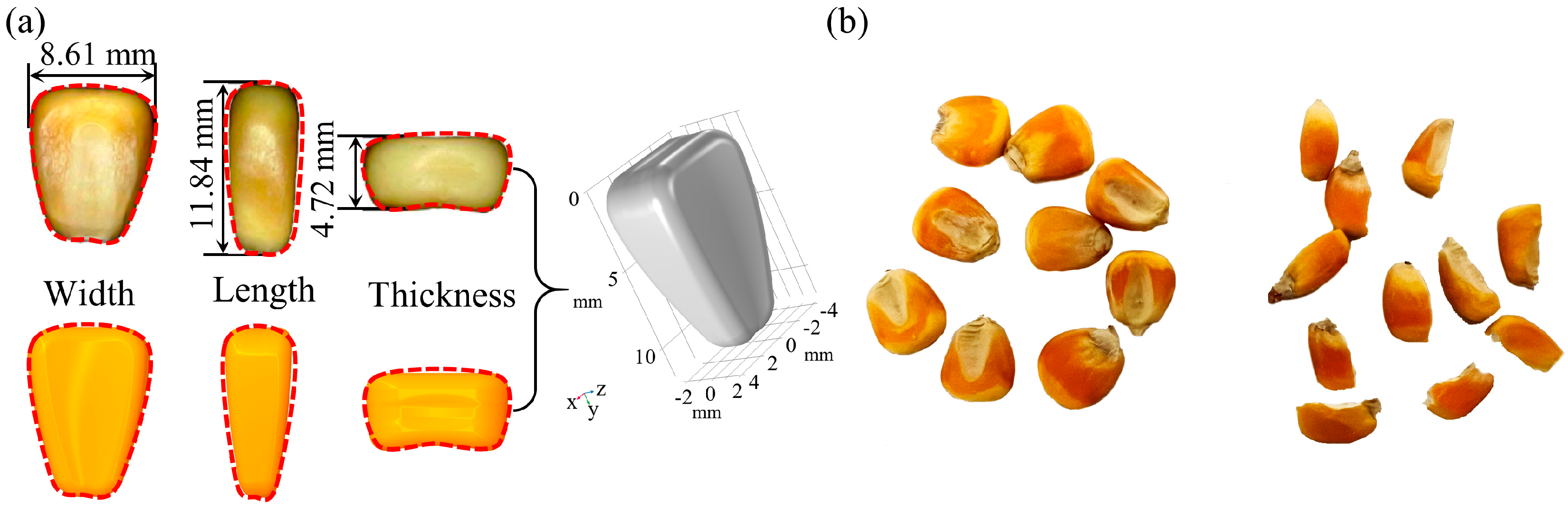
2.1. Materials
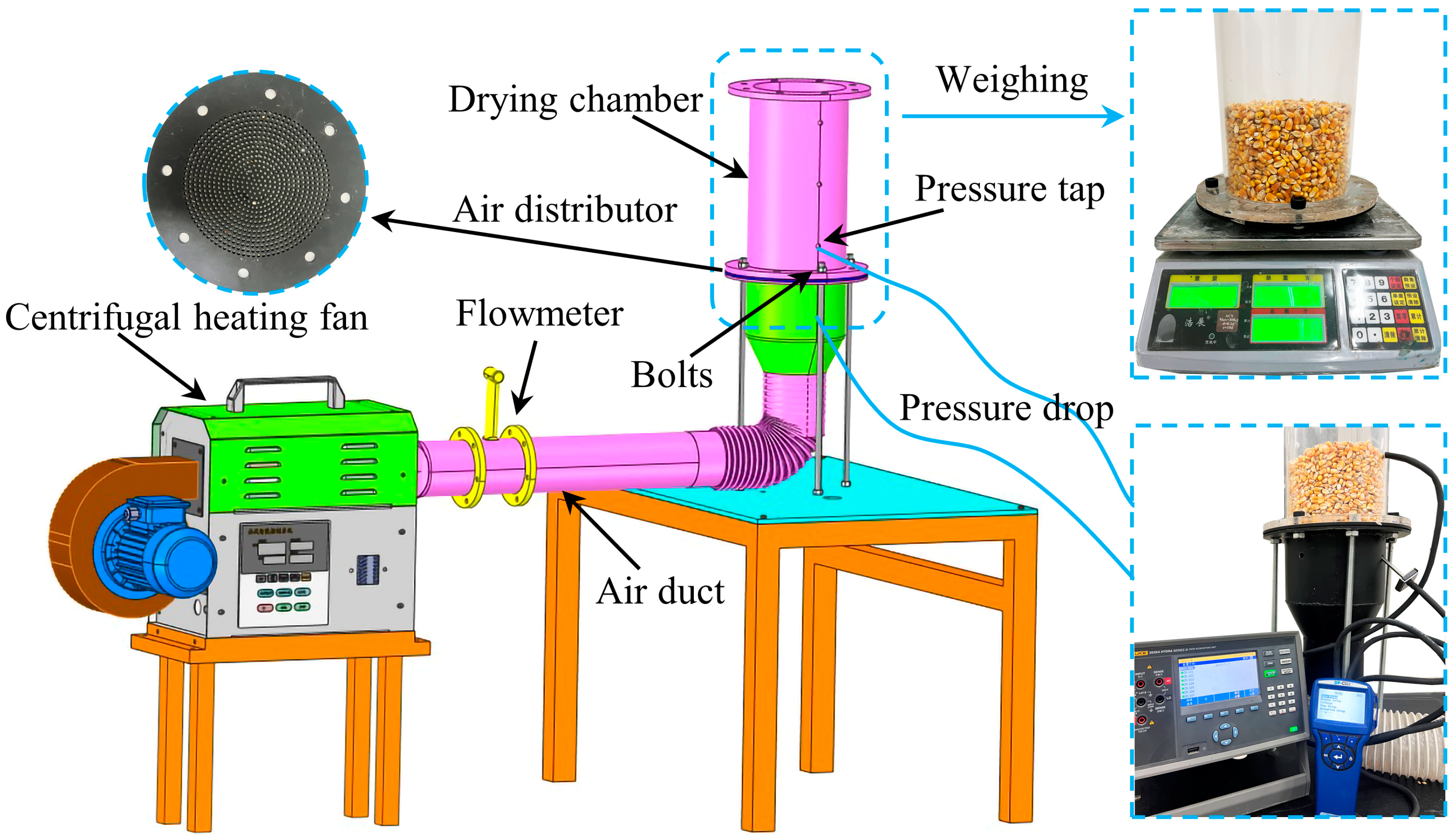
2.2. Experimental Apparatus
2.3. Experimental Procedure
3. Numerical Simulation Models and Methods
3.1. Rigid Body Dynamics Modeling
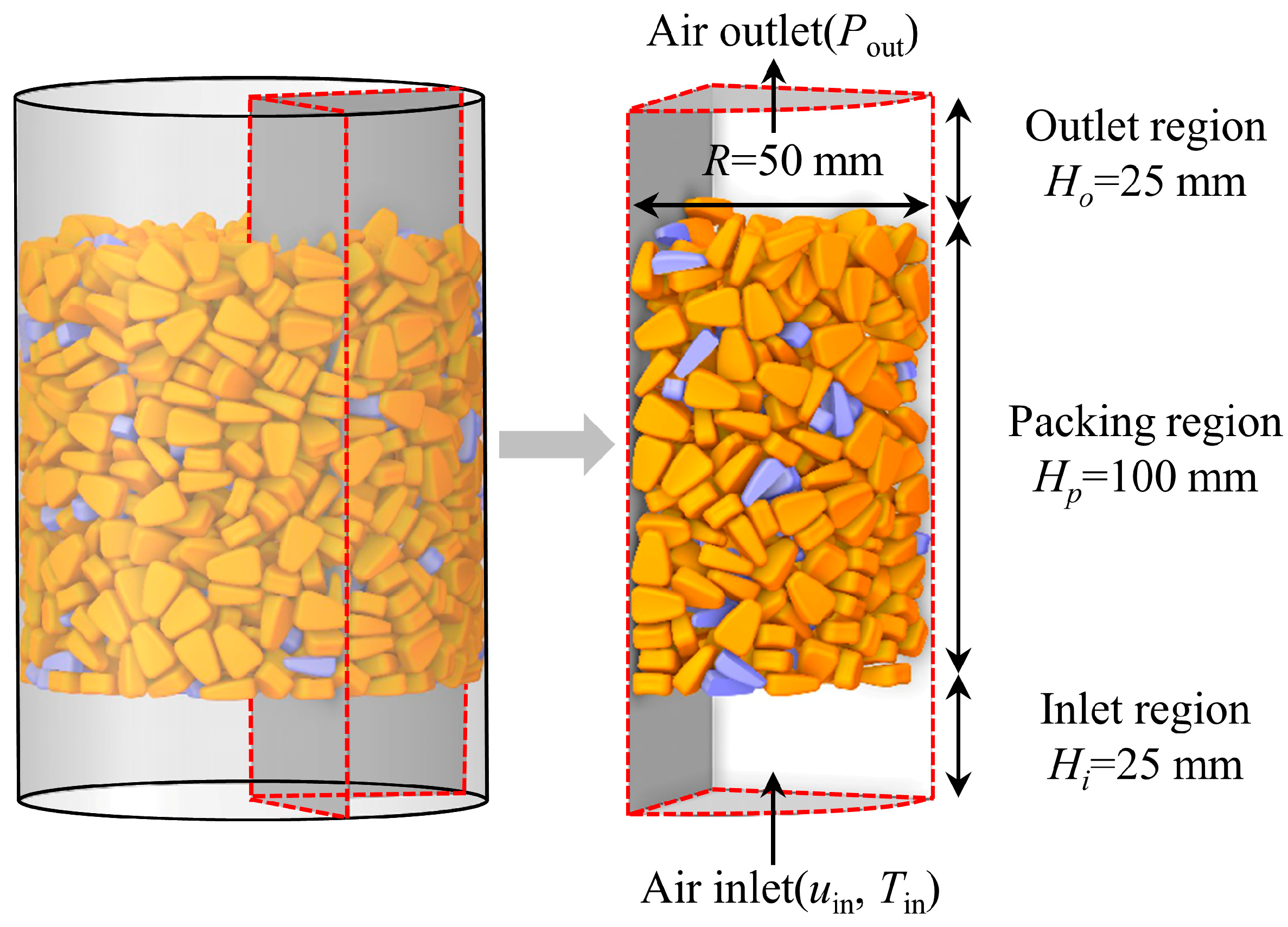
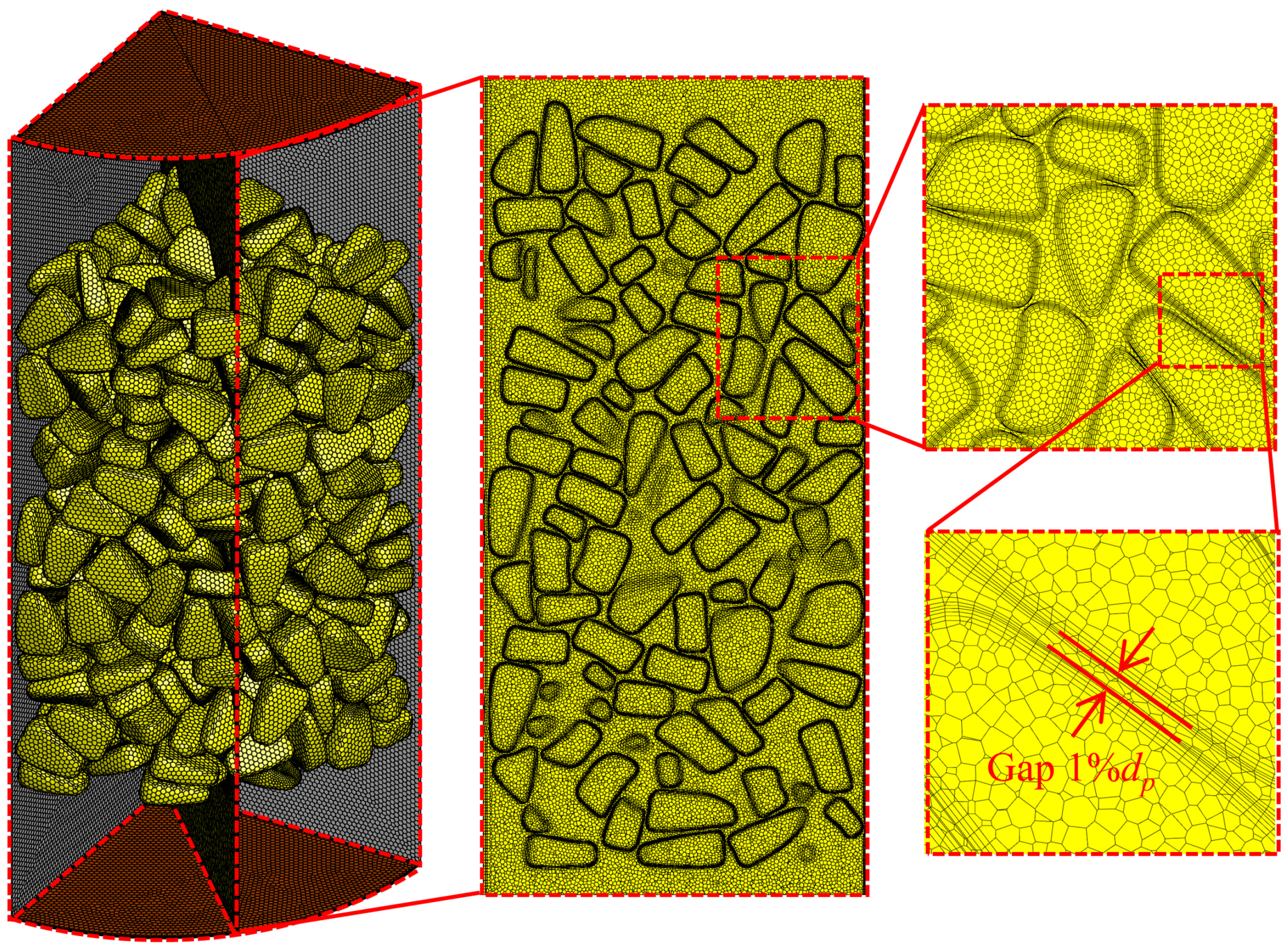
3.2. Computational Domain and Mesh Generation
3.3. Governing Equations
3.4. Data Processing Methods
3.5. Boundary Conditions and Related Parameters
4. Results and Discussion
4.1. Radial Porosity Distribution
4.2. Pressure Drop
4.2.1. Experimental Pressure Drop
4.2.2. Numerical Simulation of Pressure Drop
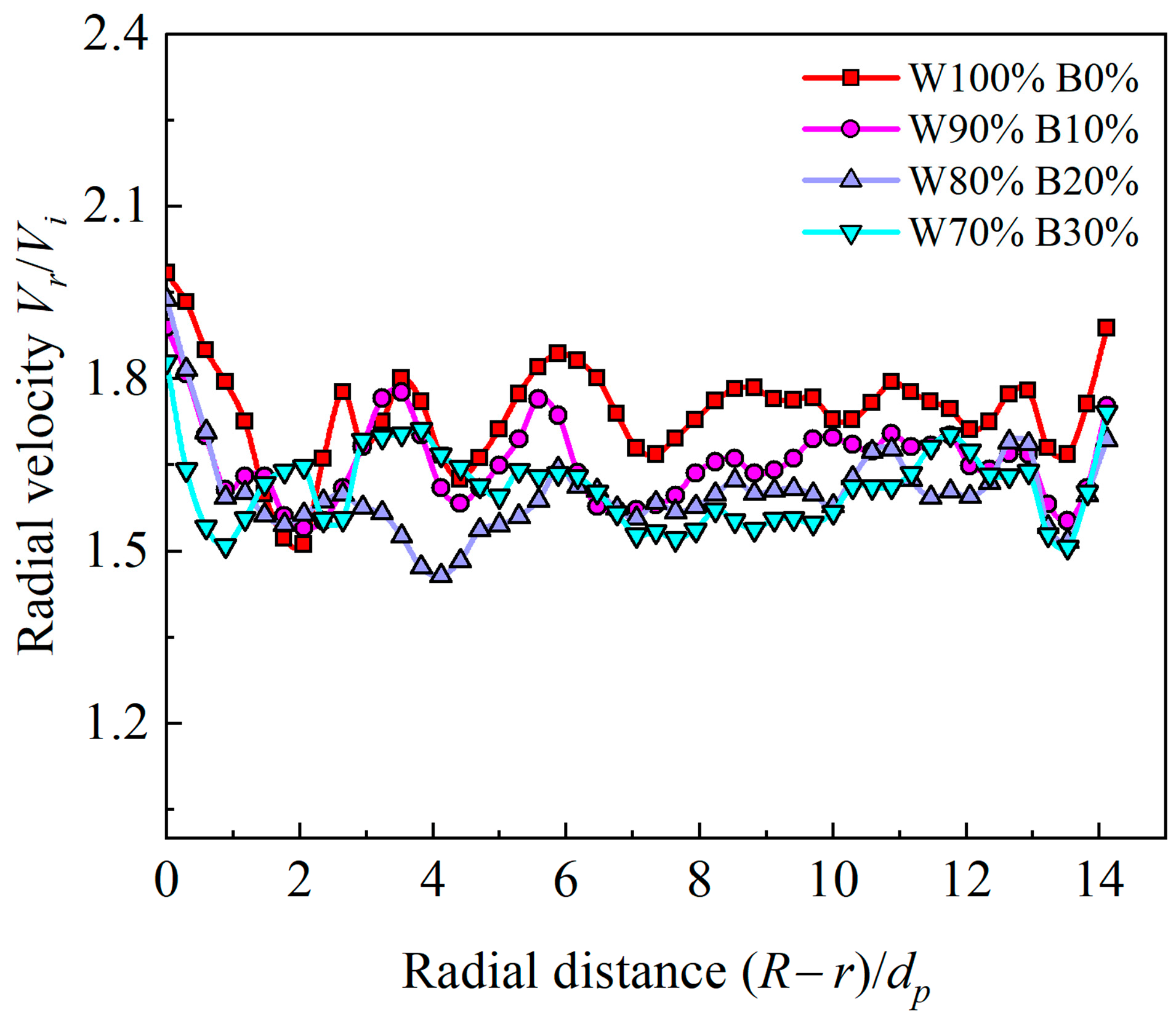
4.3. Velocity Distribution
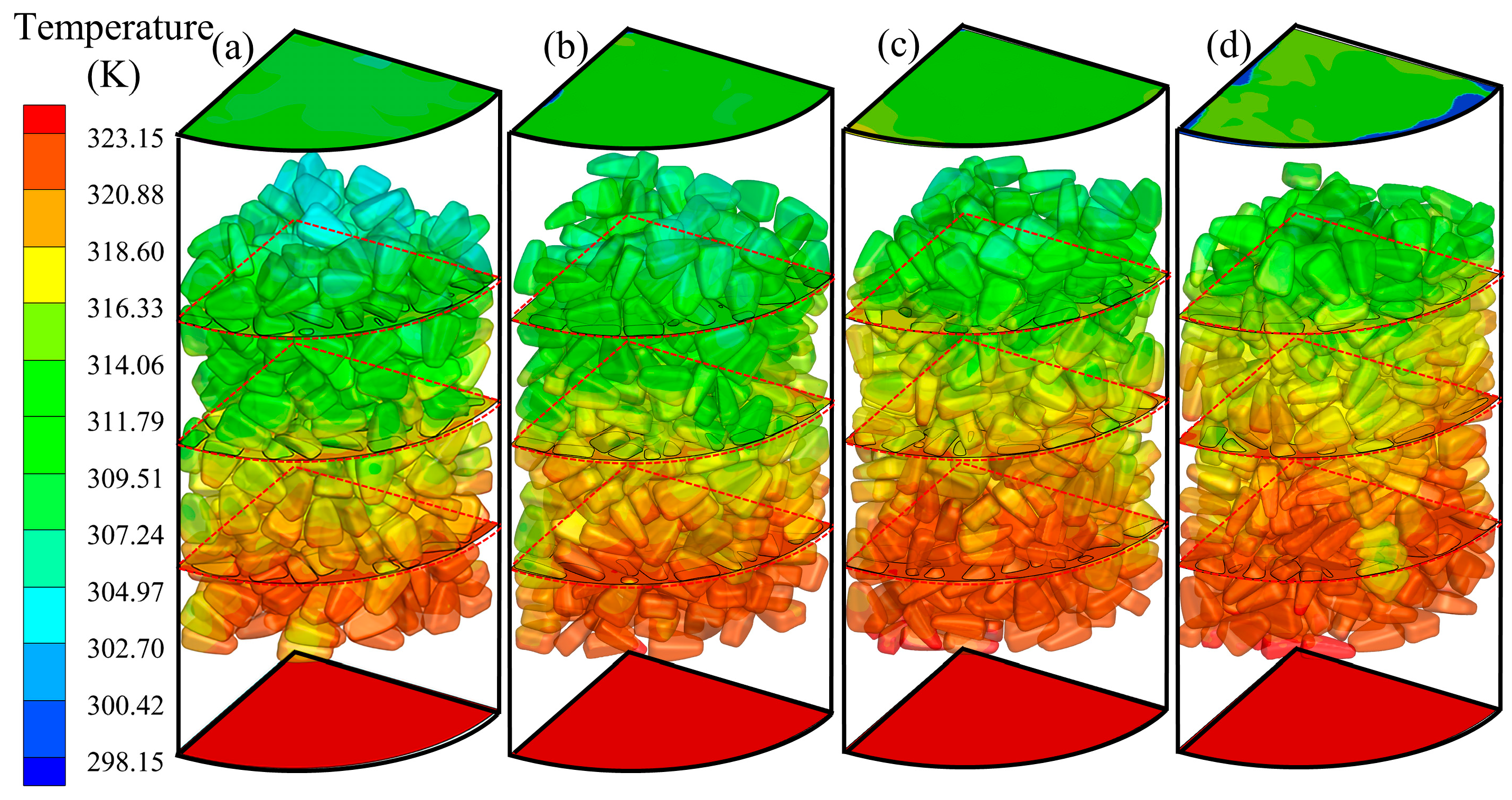
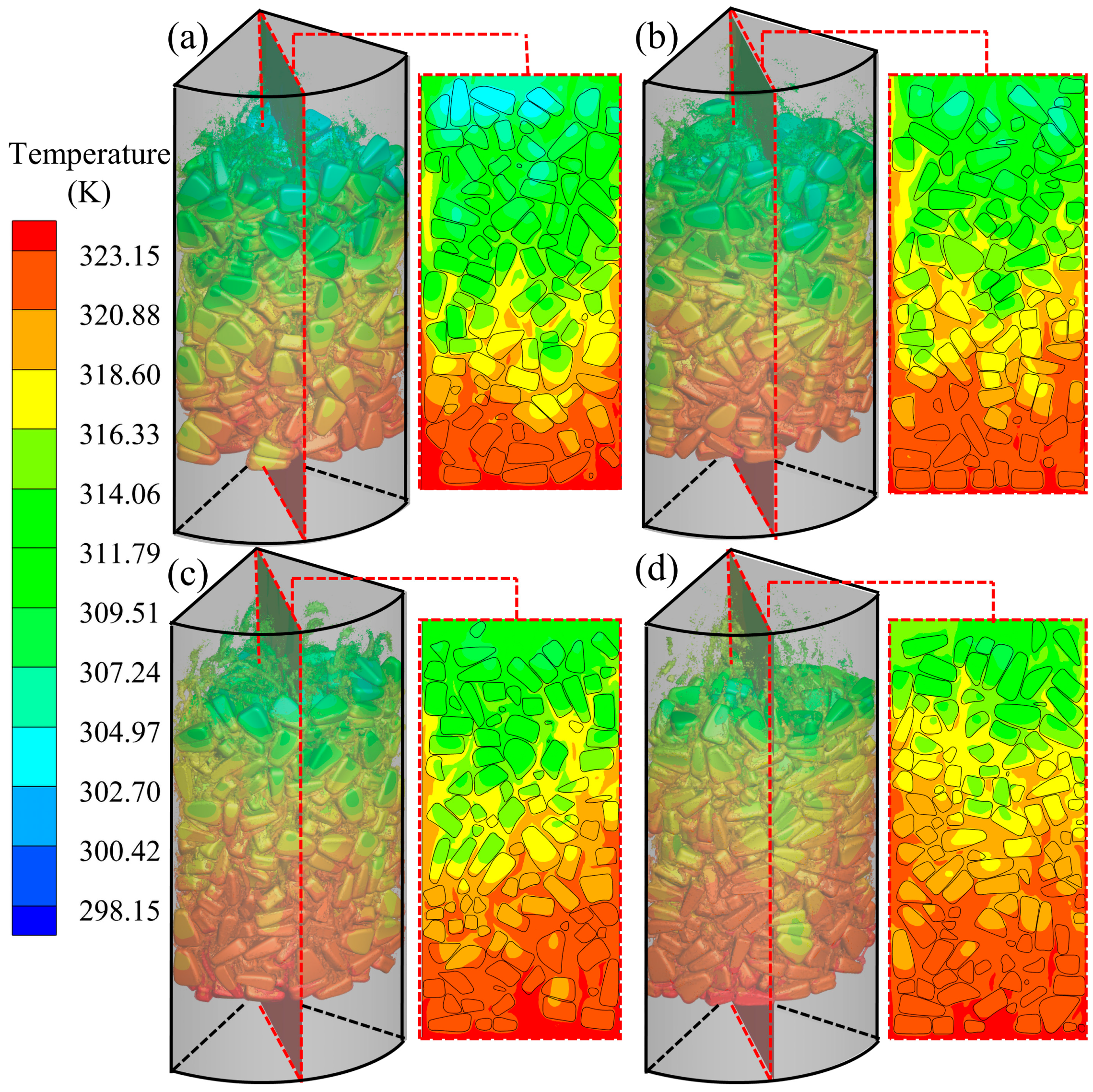
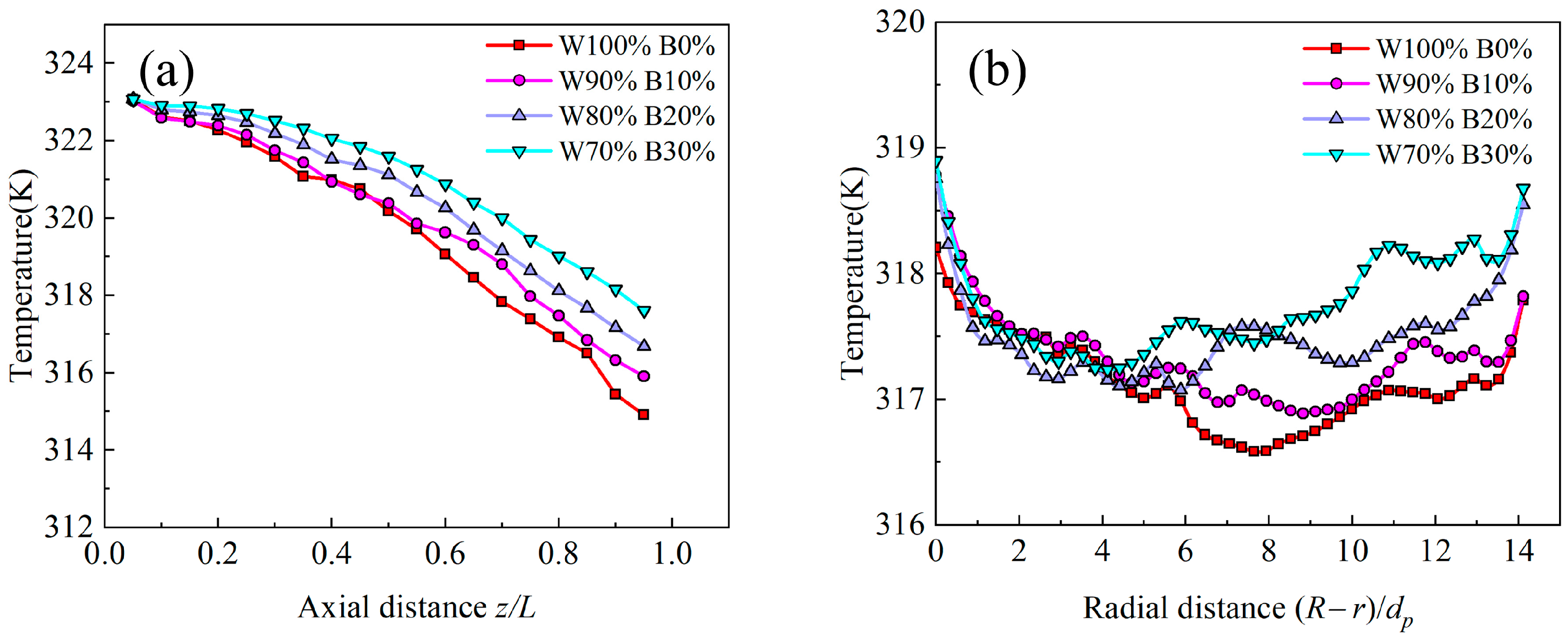
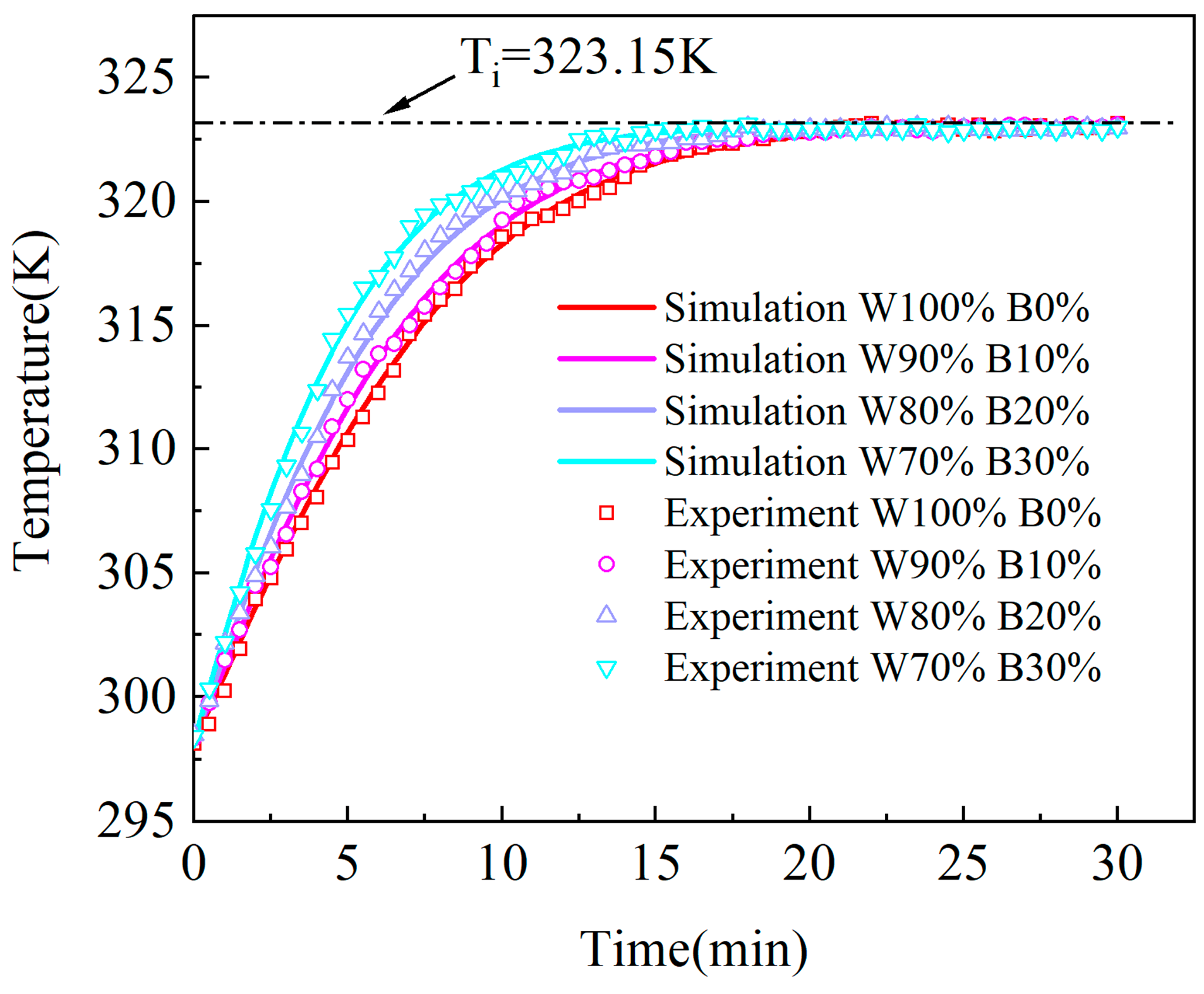
4.4. Temperature Distribution
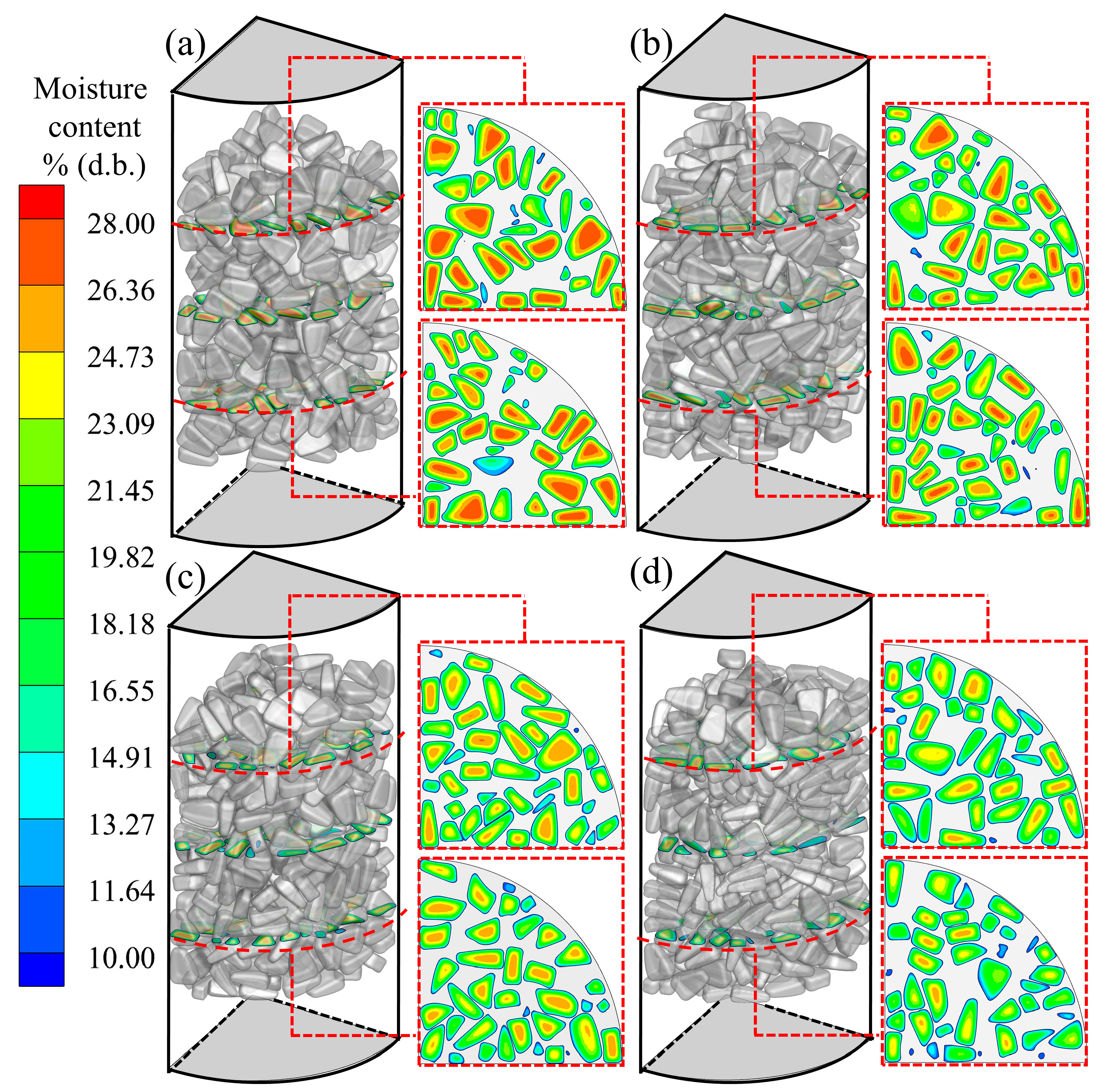
4.5. Moisture Distribution
5. Conclusions
- (1)
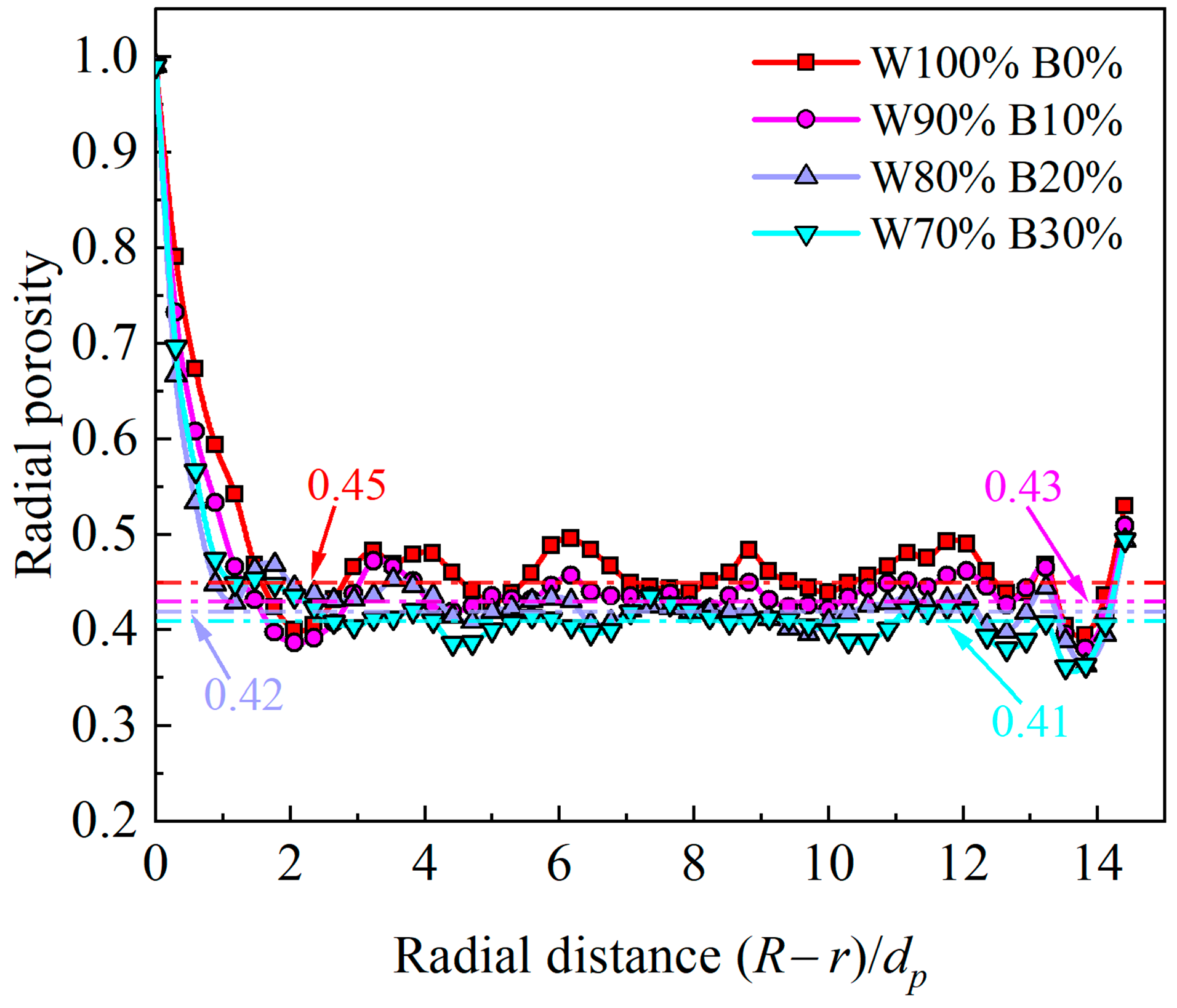
- The RBD method can effectively capture the oscillation phenomenon of radial porosity in a fixed bed. Compared to whole grains, a higher content of broken kernels tends to fill the larger pores, resulting in a decrease in local porosity as the broken kernel content increases.
- (2)
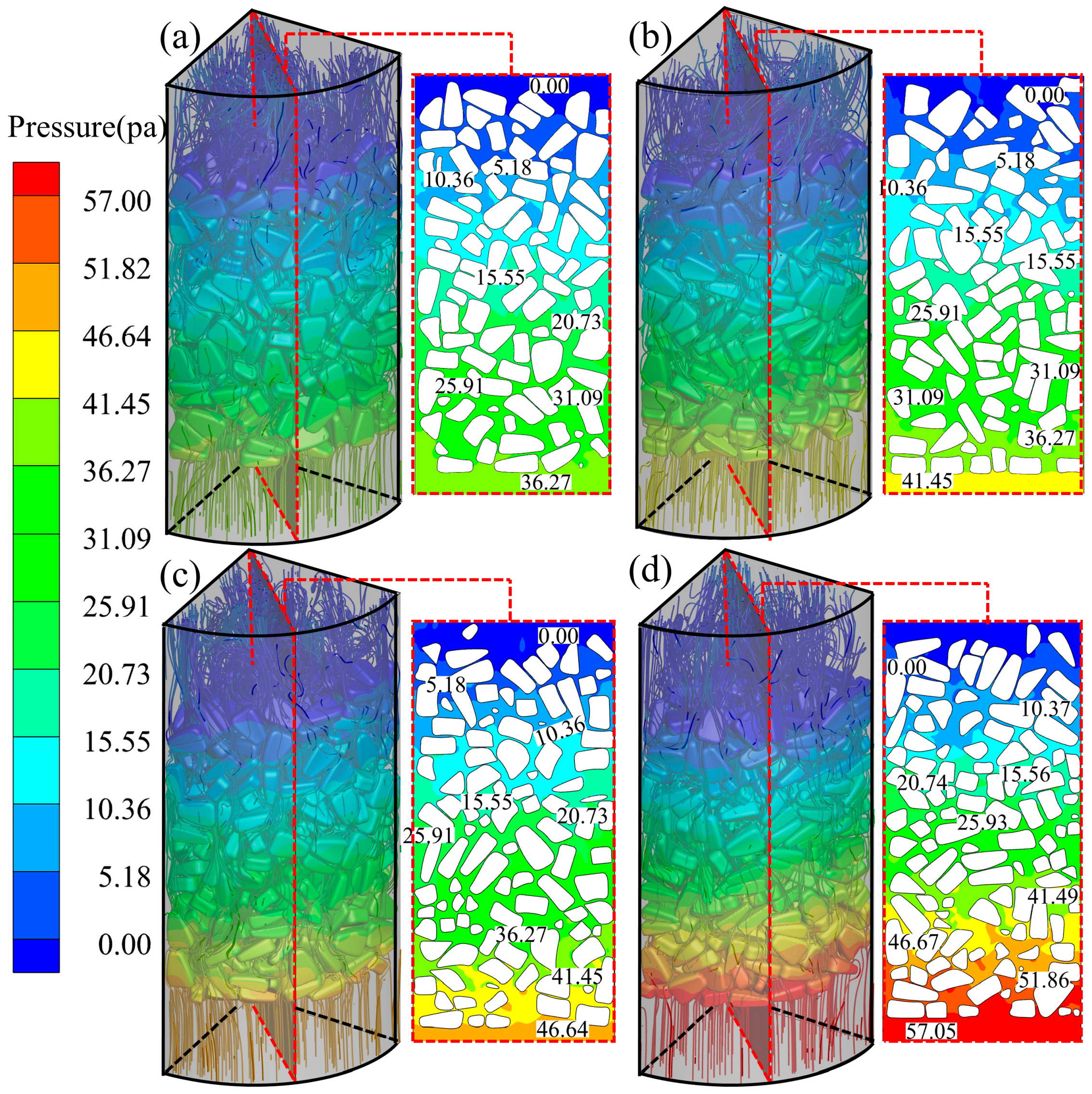
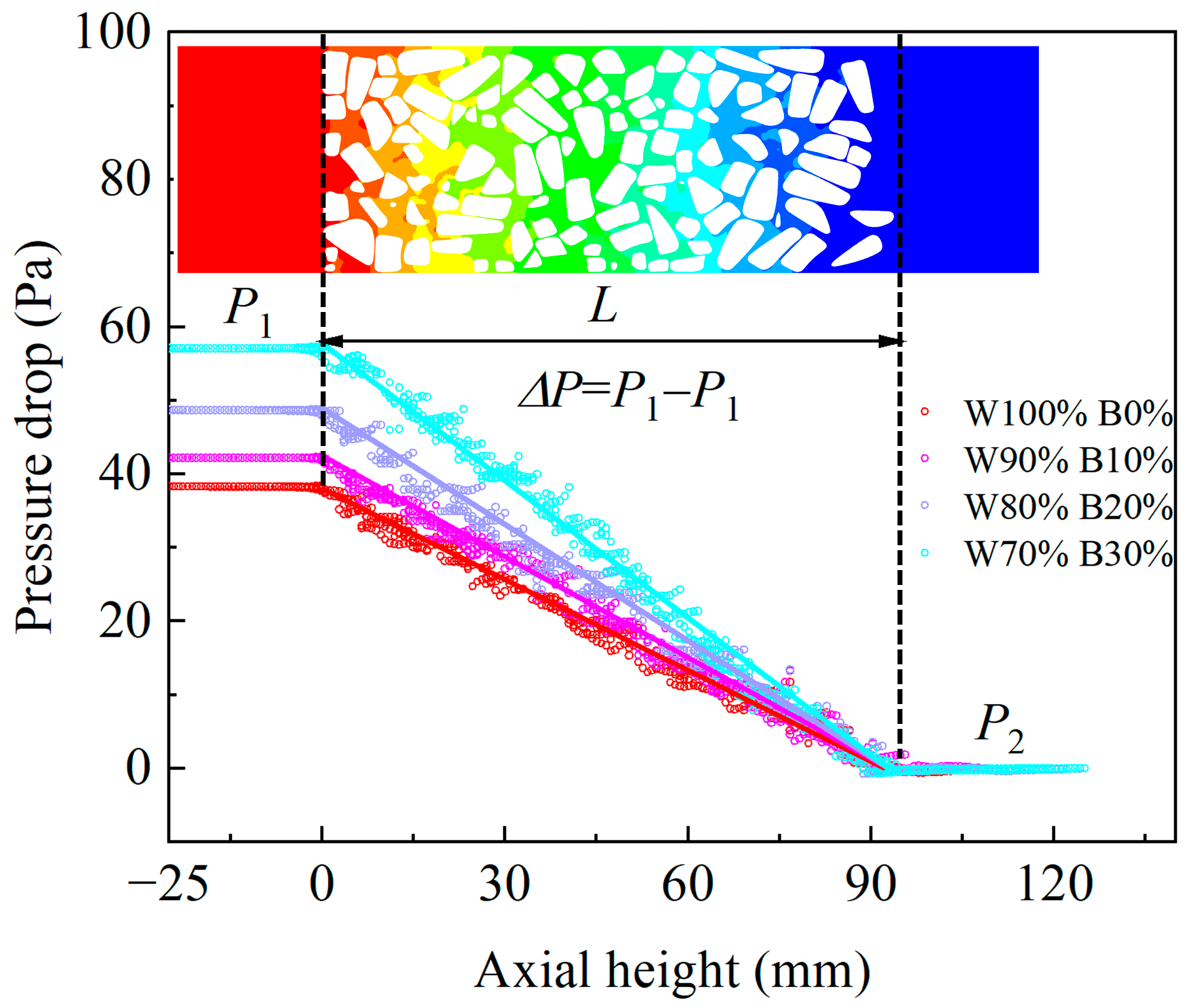
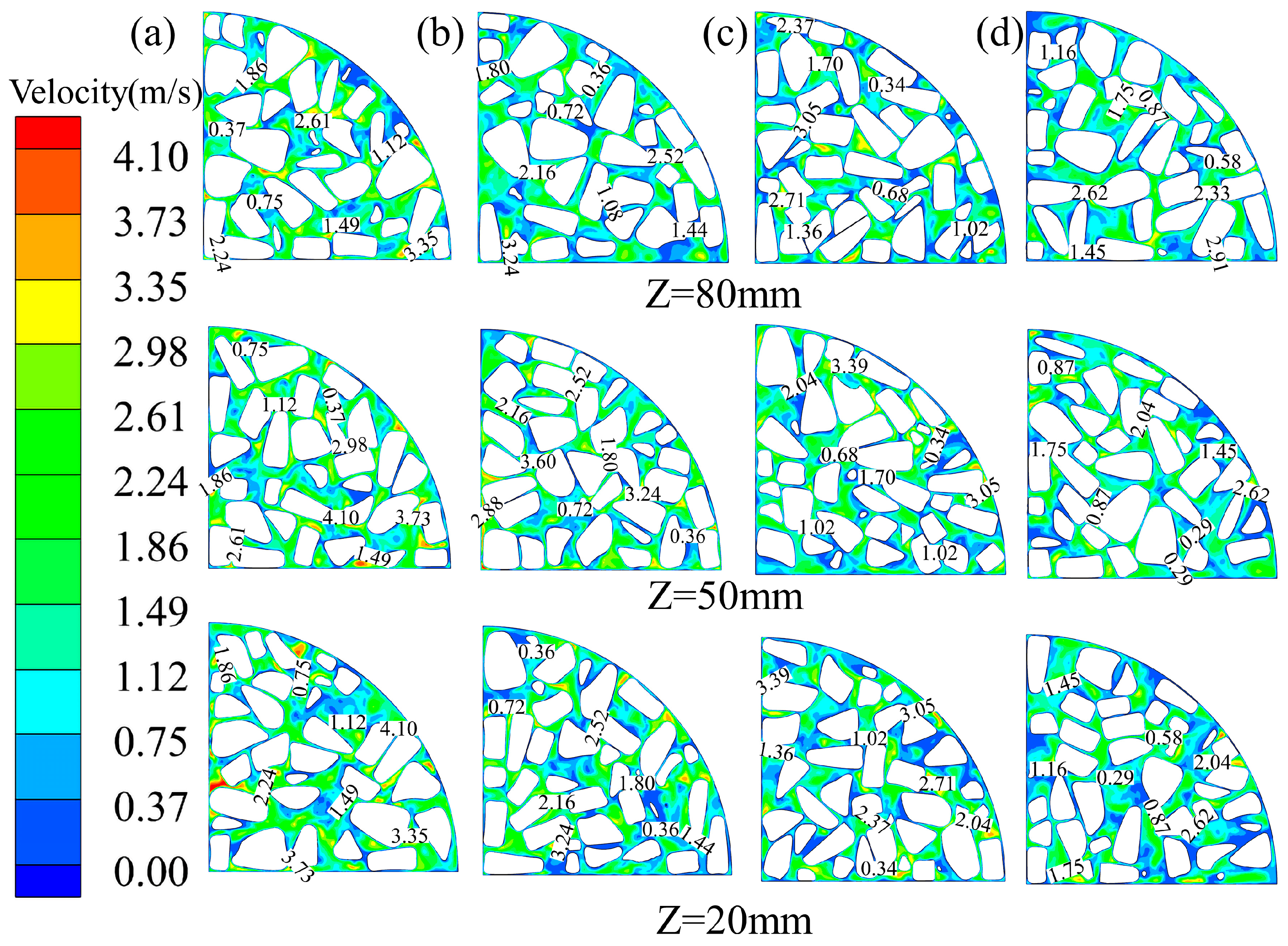
- The increase in the broken kernel content leads to higher curvature in the air-flow paths within the fixed bed, increasing the pressure drop. The PRCFD model takes into account the influence of particle characteristics, providing direct estimates of pressure drop in realistic bed configurations. It agrees well with the experimental results in different bed configurations, with an average error of less than 15%. With an increase in broken kernel content, the velocity within the fixed bed gradually decreases, resulting in smoother fluctuations.
- (3)
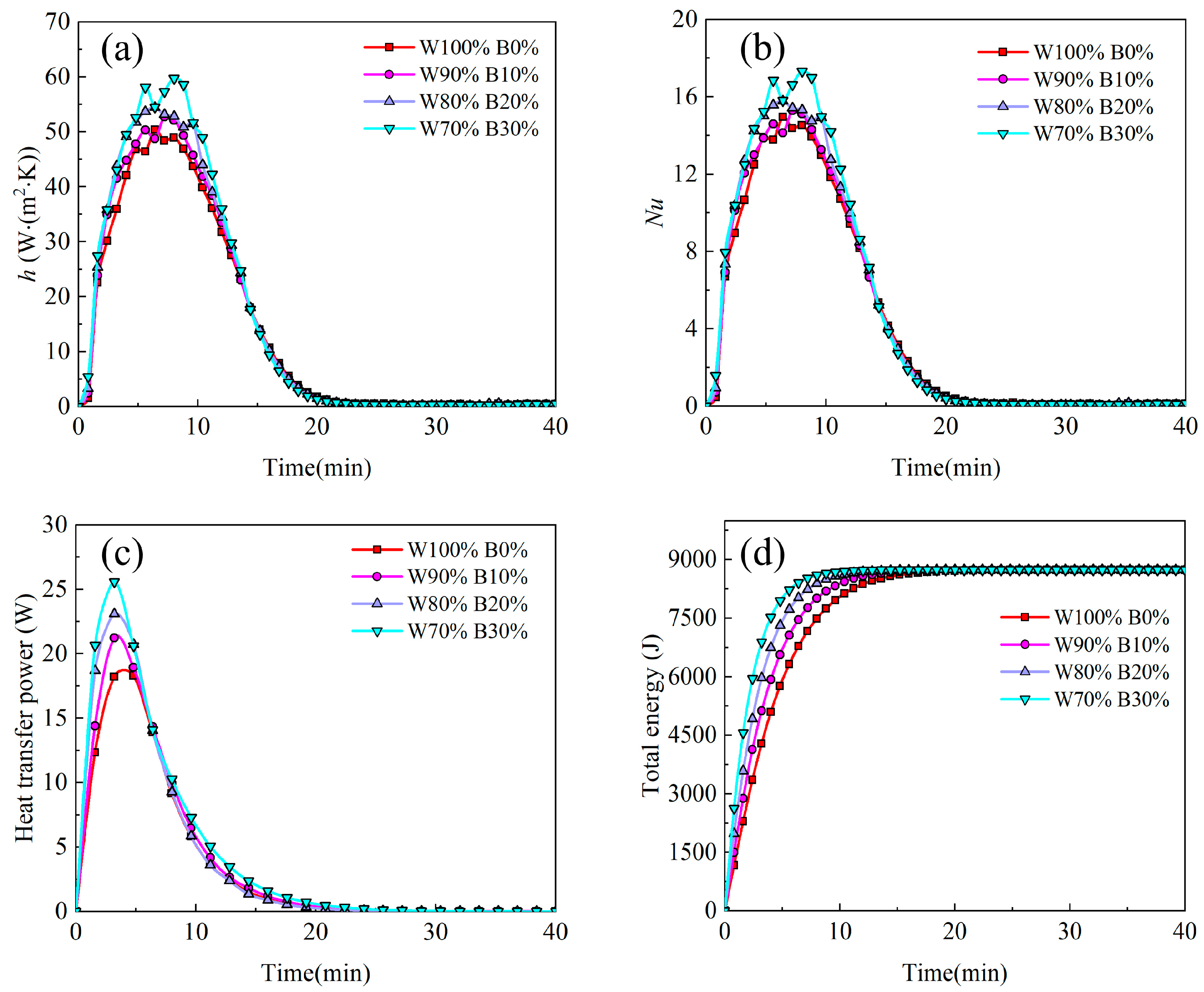
- The increase in broken kernel content amplifies the contact area between the particles and the heat transfer medium, thereby enhancing the heat transfer process. The PRCFD model integrates both convective heat transfer in the fluid phase and thermal diffusion in the solid phase, without simplifying any specific models or heat transfer mechanisms, yielding calculation results that align well with experimental data. The characteristic parameters of the transient heat transfer exhibit an increasing trend with increasing broken kernel content.
- (4)
- The addition of broken kernels increases the surface area for mass transfer, thereby enhancing the rate of moisture transfer in the fixed bed. Compared to the fixed bed without broken kernels (0%), which requires 560 min to dry the corn pile to a safe moisture level of 14% (d.b.), the drying time is reduced by 60 min, 100 min, and 130 min for the respective broken kernel contents of 10%, 20%, and 30%.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Ap | the area of the particle |
| As | total heat transfer surfaces of particles |
| Aw, Bw | the dimensionless coefficient |
| cf | the specific heat of the fluid |
| cs | the specific heat of the particle |
| D | the diameter of the packing structure |
| dp | the equivalent diameter of the particle |
| Df | the moisture diffusion coefficient of the fluid |
| Ds | the moisture diffusion coefficient of the particle |
| Est | the total energy |
| Hi | the length of the inlet region |
| Hp | the length of the packing region |
| Ho | the length of the outlet region |
| hm | the mass transfer coefficient |
| hs | the heat transfer coefficient |
| kf | the thermal conductivity of the fluid |
| ks | the thermal conductivity of the particle |
| L | the height of the packing structure |
| Me | the initial moisture of the air |
| Nb | the number of half kernel |
| Nw | the number of the whole kernel |
| n | the non-dimension distance |
| Pst | the heat transfer power |
| R | the radius of the fixed bed |
| r | the distance to the central axis of the fixed bed |
| Tf | the temperature of the fluid |
| Ts | the temperature of the particle |
| T0 | the initial temperatures of corn |
| Tin | the temperature of the inlet |
| Tout | the temperature of the outlet |
| the average temperature of the fluid | |
| µf | the dynamic viscosity of the fluid |
| Vp | the volume of the particle |
| Yf,db | the moisture content of the fluid |
| Ys,db | the moisture content of the particle |
| Ys0 | the initial moisture of corn |
| ρf | the density of the fluid |
| ρs | the density of the particle |
| ε | the non-constrained porosity |
| ∆p | the pressure drop |
References
- Lessard, F.F. Integrated management of the risks of stored grain spoilage by seedborne fungi and contamination by storage mould mycotoxins—An update. J. Stored Prod. Res. 2017, 71, 22–40. [Google Scholar] [CrossRef]
- Jian, F.; Jayas, D.S. The ecosystem approach to grain storage. Agric. Res. 2012, 1, 148–156. [Google Scholar] [CrossRef] [Green Version]
- Flinn, P.W.; Subramanyam, B.; Arthur, F.H. Comparison of aeration and spinosad for suppressing insects in stored wheat. J. Econ. Entomol. 2004, 97, 1465–1473. [Google Scholar] [CrossRef] [PubMed]
- Manandhar, A.; Milindi, P.; Shah, A. An overview of the post-harvest grain storage practices of smallholder farmers in developing countries. Agriculture 2018, 8, 57. [Google Scholar] [CrossRef] [Green Version]
- Lawrence, J.; Maier, D.E.; Stroshine, R.L. Three-dimensional transient heat, mass, momentum, and species transfer in the stored grain ecosystem: Part I. Model development and evaluation. Trans. ASAE 2013, 56, 179–188. [Google Scholar] [CrossRef]
- Panigrahi, S.S.; Singh, C.B.; Fielke, J.; Zare, D. Modeling of heat and mass transfer within the grain storage ecosystem using numerical methods: A review. Dry. Technol. 2020, 38, 1677–1697. [Google Scholar] [CrossRef]
- Godfray, H.C.J.; Beddington, J.R.; Crute, I.R.; Haddad, L.; Lawrence, D.; Muir, J.F.; Pretty, J.; Robinson, S.; Thomas, S.M.; Toulmin, C. Food security: The challenge of feeding 9 billion people. Science 2010, 327, 812–818. [Google Scholar] [CrossRef] [Green Version]
- Mohseni, M.; Peters, B.; Baniasadi, M. Conversion analysis of a cylindrical biomass particle with a DEM-CFD coupling approach. Case Stud. Therm. Eng. 2017, 10, 343–356. [Google Scholar] [CrossRef]
- Niu, Q.; Wang, N.X. Study of heat transfer by using DEM-CFD method in a randomly packed pebble-bed reactor. Nucl. Sci. Tech. 2019, 30, 28. [Google Scholar] [CrossRef]
- Moghadami, N.A.; Zare, D.; Singh, C.B.; Stroshine, R.L. Filling of a grain silo. Part 1: Investigation of fine material distribution in a small scale centre-filled silo. Biosyst. Eng. 2020, 191, 145–156. [Google Scholar] [CrossRef]
- Moghadami, N.A.; Zare, D.; Stroshine, R.L.; Kamfiroozi, S. Filling of a grain silo. Part 2: A new filling method for uniform distribution of fines in a small scale silo. Biosyst. Eng. 2020, 191, 157–167. [Google Scholar] [CrossRef]
- Narendran, R.B.; Jian, F.; Jayas, D.S.; Fields, P.G.; White, N.D. Segregation of canola, kidney bean, and soybean in wheat bulks during bin loading. Powder Technol. 2019, 344, 307–313. [Google Scholar] [CrossRef]
- Mandas, N.; Habte, M. PH—Postharvest Technology: Numerical Simulation Static-Bed Drying of Barley. Biosyst. Eng. 2002, 82, 313–319. [Google Scholar] [CrossRef]
- Naghavi, Z.; Moheb, A.; Ziaei-Rad, S. Numerical simulation of rough rice drying in a deep-bed dryer using non-equilibrium model. Energy Convers. Manag. 2010, 51, 258–264. [Google Scholar] [CrossRef]
- Zare, D.; Chen, G. Evaluation of a simulation model in predicting the drying parameters for deep-bed paddy drying. Comput. Electron. Agric. 2009, 68, 78–87. [Google Scholar] [CrossRef]
- Zare, D.; Minaei, S.; Zadeh, M.M.; Khoshtaghaza, M.H. Computer simulation of rough rice drying in a batch dryer. Energy Convers. Manag. 2006, 47, 3241–3254. [Google Scholar] [CrossRef]
- Souza, G.F.M.V.; Miranda, R.F.; Lobato, F.S.; Barrozo, M.A.S. Simultaneous heat and mass transfer in a fixed bed dryer. Appl. Therm. Eng. 2015, 90, 38–44. [Google Scholar] [CrossRef]
- Montross, M.D.; Maier, D.E.; Haghighi, K. Validation of a finite–element stored grain ecosystem model. Trans. ASAE 2002, 45, 1465. [Google Scholar] [CrossRef]
- Jurtz, N.; Srivastava, U.; Moghaddam, A.A.; Kraume, M. Particle-resolved computational fluid dynamics as the basis for thermal process intensification of fixed-bed reactors on multiple scales. Energies 2021, 14, 2913. [Google Scholar] [CrossRef]
- Wehinger, G.D.; Scharf, F. Thermal radiation effects on heat transfer in slender packed-bed reactors: Particle-resolved CFD simulations and 2D modeling. Chem. Eng. Res. Des. 2022, 184, 24–38. [Google Scholar] [CrossRef]
- Gruyters, W.; Verboven, P.; Diels, E.; Rogge, S.; Smeets, B.; Ramon, H.; Nicolaï, B.M. Modelling cooling of packaged fruit using 3D shape models. Food Bioprocess Technol. 2018, 11, 2008–2020. [Google Scholar] [CrossRef]
- Han, J.W.; Badía-Melis, R.; Yang, X.T.; Ruiz-Garcia, L.; Qian, J.P.; Zhao, C.J. CFD simulation of airflow and heat transfer during forced-air precooling of apples. J. Food Process Eng. 2017, 40, e12390. [Google Scholar] [CrossRef]
- Zhou, B.; Zuo, Y.; Yang, H.; Wang, S.; Hou, L. Modelling radio frequency heating of randomly stacked walnut kernels with different particle size. Biosyst. Eng. 2023, 228, 56–66. [Google Scholar] [CrossRef]
- Wei, S.; Wang, Z.; Xie, W.; Wang, F.; Chen, P.; Yang, D. A heat and mass transfer model based on multi-component heterogeneity for corn kernel tempering drying: Development and application. Comput. Electron. Agric. 2020, 171, 105335. [Google Scholar] [CrossRef]
- Ziegler, V.; Paraginski, R.T.; Ferreira, C.D. Grain storage systems and effects of moisture, temperature and time on grain quality—A review. J. Stored Prod. Res. 2021, 91, 101770. [Google Scholar] [CrossRef]
- Atungulu, G.G.; Olatunde, G.A. Assessment of new in-bin drying and storage technology for soybean seed. Dry. Technol. 2018, 36, 383–399. [Google Scholar] [CrossRef]
- Aprajeeta, J.; Gopirajah, R.; Anandharamakrishnan, C. Shrinkage and porosity effects on heat and mass transfer during potato drying. J. Food Eng. 2015, 144, 119–128. [Google Scholar] [CrossRef]
- ASAE S352.2 APR1988 (R2017); Moisture Measurement-Unground Grain and Seeds. ASAE: St. Joseph, MI, USA, 2017.
- Shei, H.J.; Chen, Y.L. Computer simulation on intermittent drying of rough rice. Dry. Technol. 2002, 20, 615–636. [Google Scholar] [CrossRef]
- Moghaddam, E.M.; Foumeny, E.A.; Stankiewicz, A.I.; Padding, J.T. Multiscale modelling of wall-to-bed heat transfer in fixed beds with non-spherical pellets: From particle-resolved CFD to pseudo-homogenous models. Chem. Eng. Sci. 2021, 236, 116532. [Google Scholar] [CrossRef]
- Pohndorf, R.S.; Rocha, J.C.D.; Lindemann, I.; Peres, W.B.; Oliveira, M.D.; Elias, M.C. Physical properties and effective thermal diffusivity of soybean grains as a function of moisture content and broken kernels. J. Food Process Eng. 2018, 41, e12626. [Google Scholar] [CrossRef]
- George, G.R.; Bockelmann, M.; Schmalhorst, L.; Beton, D.; Gerstle, A.; Lindermeir, A.; Wehinger, G.D. Influence of Foam Morphology on Flow and Heat Transport in a Random Packed Bed with Metallic Foam Pellets—An Investigation Using CFD. Materials 2022, 15, 3754. [Google Scholar] [CrossRef]
- Partopour, B.; Dixon, A.G. An integrated workflow for resolved-particle packed bed models with complex particle shapes. Powder Technol. 2017, 322, 258–272. [Google Scholar] [CrossRef]
- Dixon, A.G.; Nijemeisland, M.; Stitt, E.H. Systematic mesh development for 3D CFD simulation of fixed beds: Contact points study. Comput. Chem. Eng. 2013, 48, 135–153. [Google Scholar] [CrossRef]
- Dixon, A.G.; Taskin, M.E.; Stitt, E.H.; Nijemeisland, M. 3D CFD simulations of steam reforming with resolved intraparticle reaction and gradients. Chem. Eng. Sci. 2007, 62, 4963–4966. [Google Scholar] [CrossRef]
- Bai, H.; Theuerkauf, J.; Gillis, P.A.; Witt, P.M. A coupled DEM and CFD simulation of flow field and pressure drop in fixed bed reactor with randomly packed catalyst particles. Ind. Eng. Chem. Res. 2009, 48, 4060–4074. [Google Scholar] [CrossRef]
- Liu, W.; Chen, G.; Zheng, D.; Ge, M.; Liu, C. Numerical and experimental investigation of flow and heat transfer in a fixed bed of non-spherical grains using the DEM-CFD method. J. Food Process Eng. 2023, e14362. [Google Scholar] [CrossRef]
- Ostanek, J.; Ileleji, K. Conjugate heat and mass transfer model for predicting thin-layer drying uniformity in a compact, crossflow dehydrator. Dry. Technol. 2020, 38, 775–792. [Google Scholar] [CrossRef]
- Du Plessis, J.P.; Woudberg, S. Pore-scale derivation of the Ergun equation to enhance its adaptability and generalization. Chem. Eng. Sci. 2008, 63, 2576–2586. [Google Scholar] [CrossRef]
- Wongkham, J.; Wen, T.; Lu, B.; Cui, L.; Xu, J.; Liu, X. Particle-resolved simulation of randomly packed pebble beds with a novel fluid-solid coupling method. Fusion Eng. Des. 2020, 161, 111953. [Google Scholar] [CrossRef]
- Choi, D.; Park, S.; Han, J.; Ahn, M.Y.; Lee, Y.; Park, Y.H.; Sohn, D. A DEM-CFD study of the effects of size distributions and packing fractions of pebbles on purge gas flow through pebble beds. Fusion Eng. Des. 2019, 143, 24–34. [Google Scholar] [CrossRef]
- De Klerk, A. Voidage variation in packed beds at small column to particle diameter ratio. AIChE J. 2003, 49, 2022–2029. [Google Scholar] [CrossRef]
- Sobieski, W.; Zhang, Q.; Liu, C.Y. Predicting tortuosity for airflow through porous beds consisting of randomly packed spherical particles. Transp. Porous Media 2012, 93, 431–451. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Dong, H.; Geng, Z. Computational study of flow and heat transfer in fixed beds with cylindrical particles for low tube to particle diameter ratios. Chem. Eng. Res. Des. 2018, 132, 149–161. [Google Scholar] [CrossRef]
- Liu, W.; Chen, G.; Liu, C.; Zheng, D.; Ge, M. Experimental and Numerical Study of Pressure Drop Characteristics of Soybean Grain under Vertical Pressure. Appl. Sci. 2022, 12, 6830. [Google Scholar] [CrossRef]
- Liang, X.; Liu, X.J.; Xia, D. Numerical investigation of the gas–solid heat transfer characteristics of packed multi-size particles. Int. J. Heat Mass Transf. 2020, 149, 119237. [Google Scholar] [CrossRef]
- Duan, Z.; Zhang, Z.; Wang, J.; Cao, X.; Zhang, J. Thermal performance of structured packed bed with encapsulated phase change materials. Int. J. Heat Mass Transf. 2020, 158, 120066. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Symbol |
|---|---|---|
| Geometry size | 100 × 100 | D × L, mm |
| Particle density | 1058.7 | ρs, kg/m3 |
| Gravity acceleration | 9.81 | m/s2 |
| Integration time step | 0.1 | s |
| Surface friction coefficient of particles | 0.4 | - |
| Surface bounciness of particles | 7.6 × 108 | - |
| Surface friction coefficient of walls | 0.2 | - |
| Surface bounciness of walls | 0.02 | - |
| Material | Parameters | Symbol | Value |
|---|---|---|---|
| Corn | Density | ρs, kg/m3 | |
| Specific heat capacity | cs, J/(kg∙K) | ||
| Thermal conductivity | ks, W/(m∙K) | ||
| Mass diffusivity | Ds, m2/s | ||
| Air | Density | ρf, kg/m3 | |
| dynamic viscosity | μf, kg/(m∙s) | ||
| Specific heat | cf, J/(kg∙K) | ||
| Thermal conductivity | kf, W/(m∙K) | ||
| Mass diffusivity | Df, m2/s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Chen, G.; Zheng, D.; Ge, M.; Liu, C. Effects of the Broken Kernel on Heat and Moisture Transfer in Fixed-Bed Corn Drying Using Particle-Resolved CFD Model. Agriculture 2023, 13, 1470. https://doi.org/10.3390/agriculture13081470
Liu W, Chen G, Zheng D, Ge M, Liu C. Effects of the Broken Kernel on Heat and Moisture Transfer in Fixed-Bed Corn Drying Using Particle-Resolved CFD Model. Agriculture. 2023; 13(8):1470. https://doi.org/10.3390/agriculture13081470
Chicago/Turabian StyleLiu, Wenlei, Guixiang Chen, Deqian Zheng, Mengmeng Ge, and Chaosai Liu. 2023. "Effects of the Broken Kernel on Heat and Moisture Transfer in Fixed-Bed Corn Drying Using Particle-Resolved CFD Model" Agriculture 13, no. 8: 1470. https://doi.org/10.3390/agriculture13081470