
Design and Testing of an Electric Side-Mounted Cabbage Harvester

 ,
,
Abstract
1. Introduction
2. Overall Structure and Working Principle
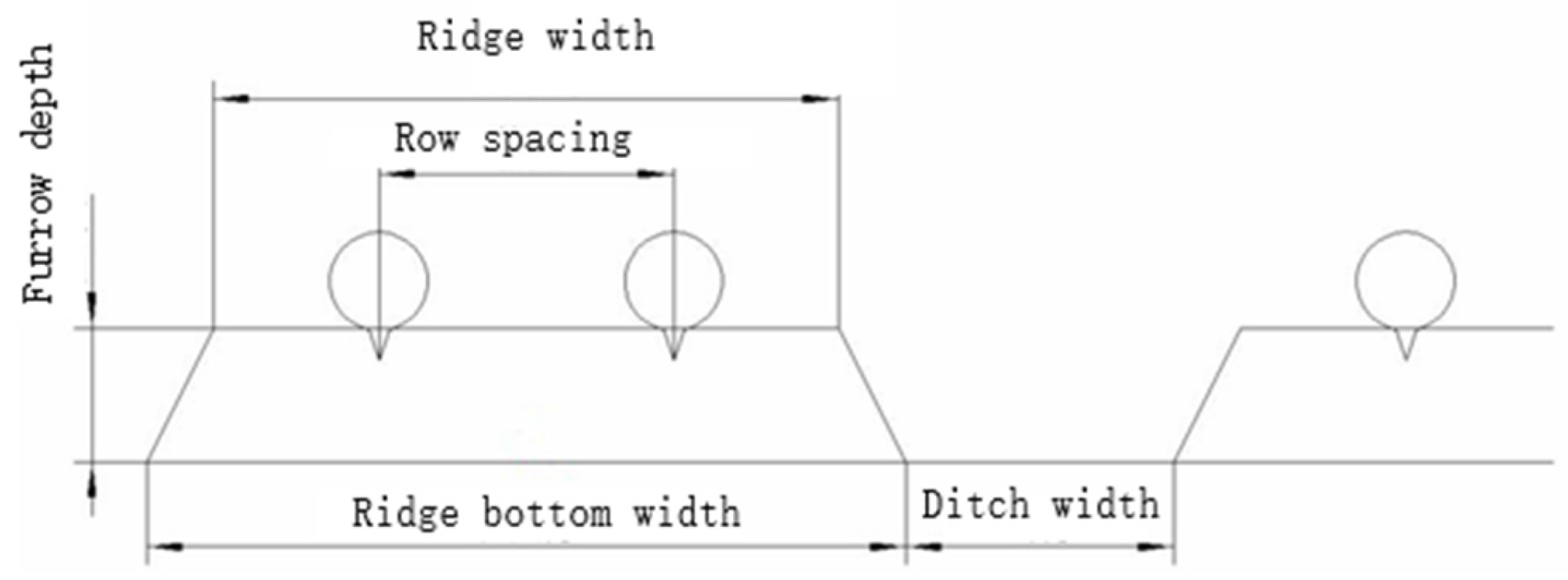
2.1. Main Cultivation Methods and Mechanization Requirements
2.2. Overall Structure
2.3. Working Principle and Technical Parameters
3. Key Component Structure Design and Motion Analysis
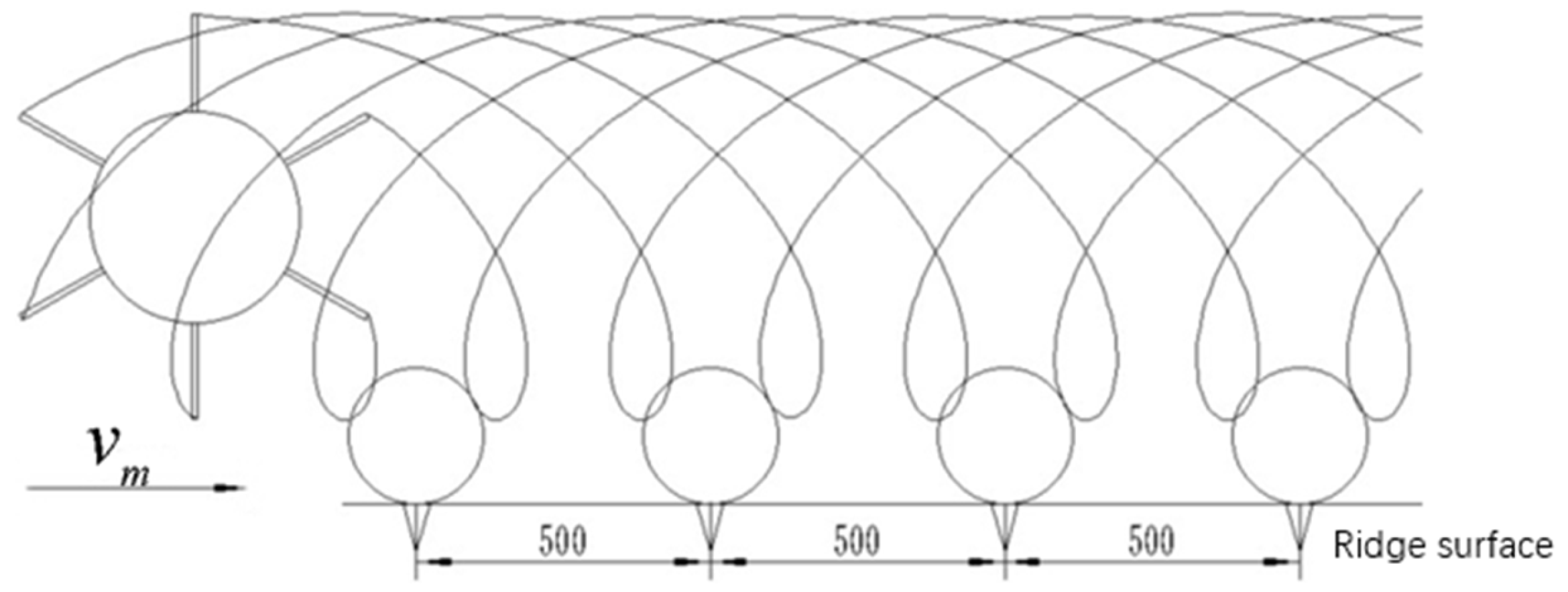
3.1. Extraction Device
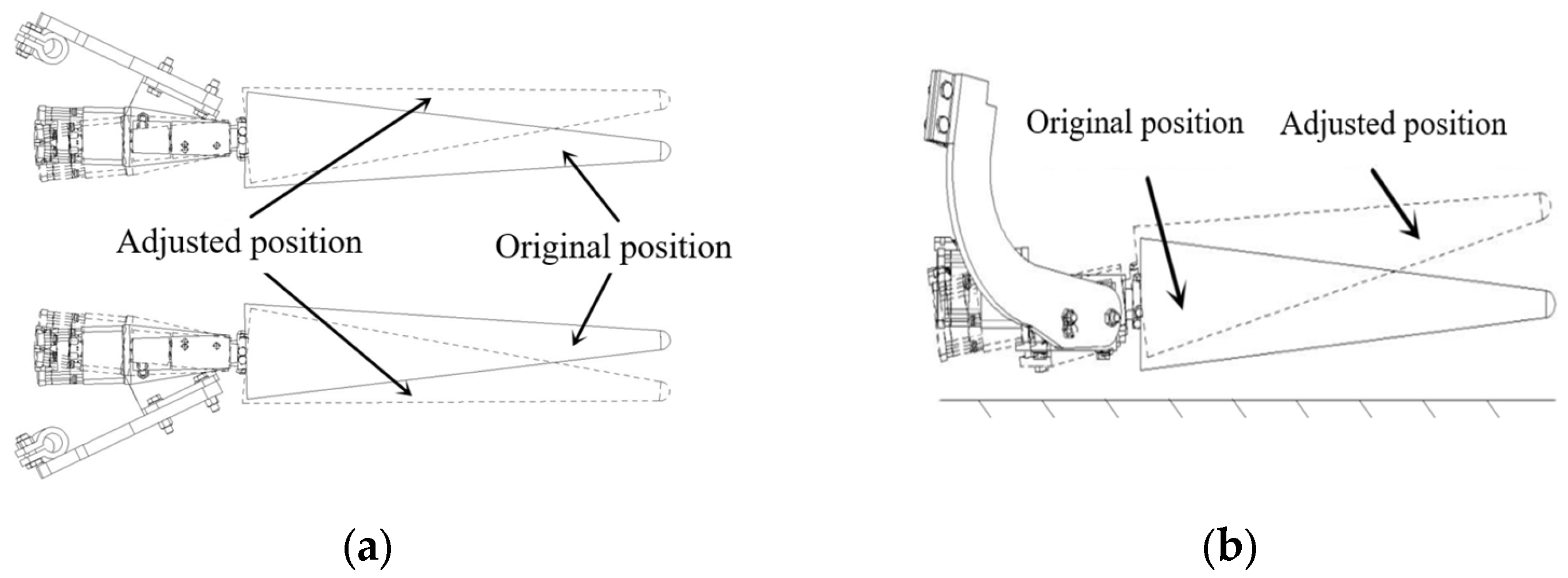
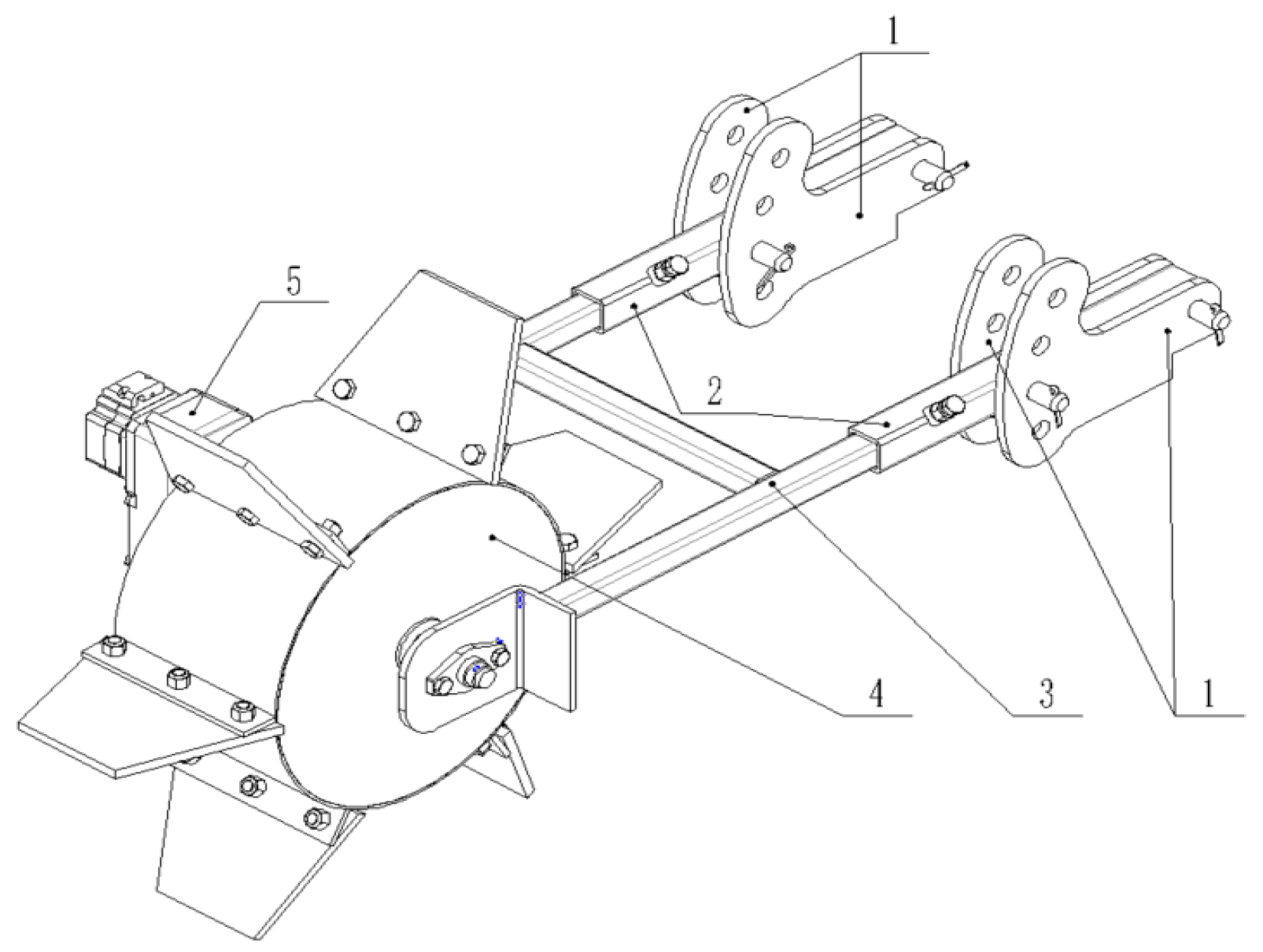
3.1.1. Extraction Device Structure Design
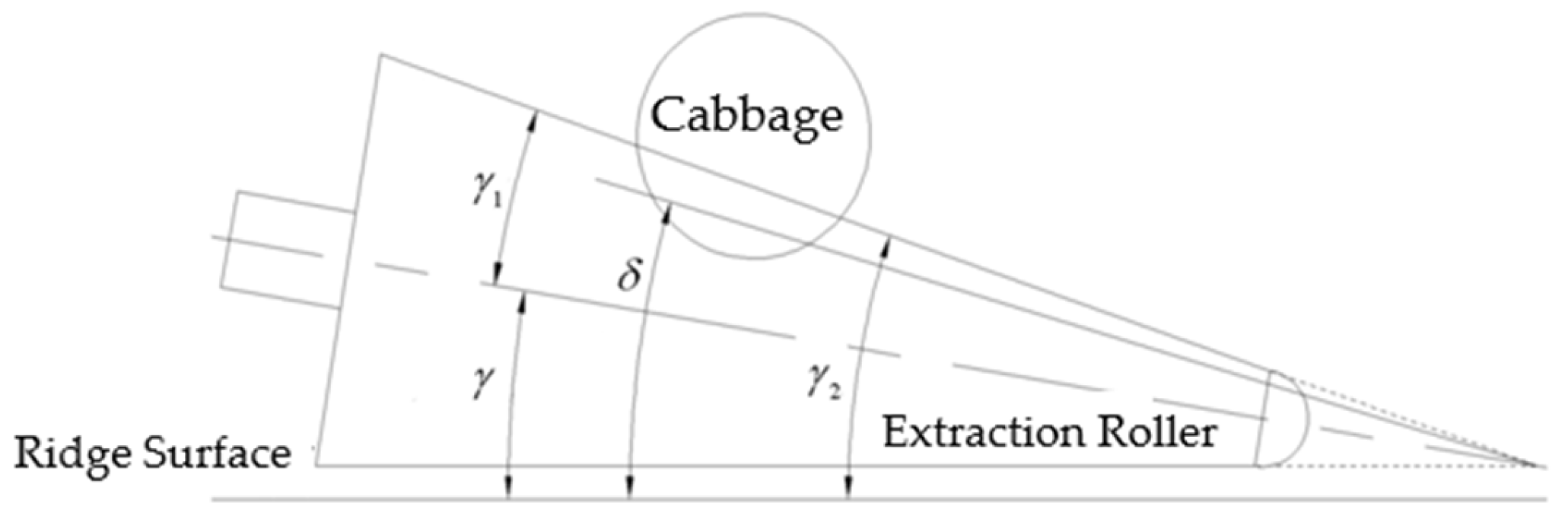
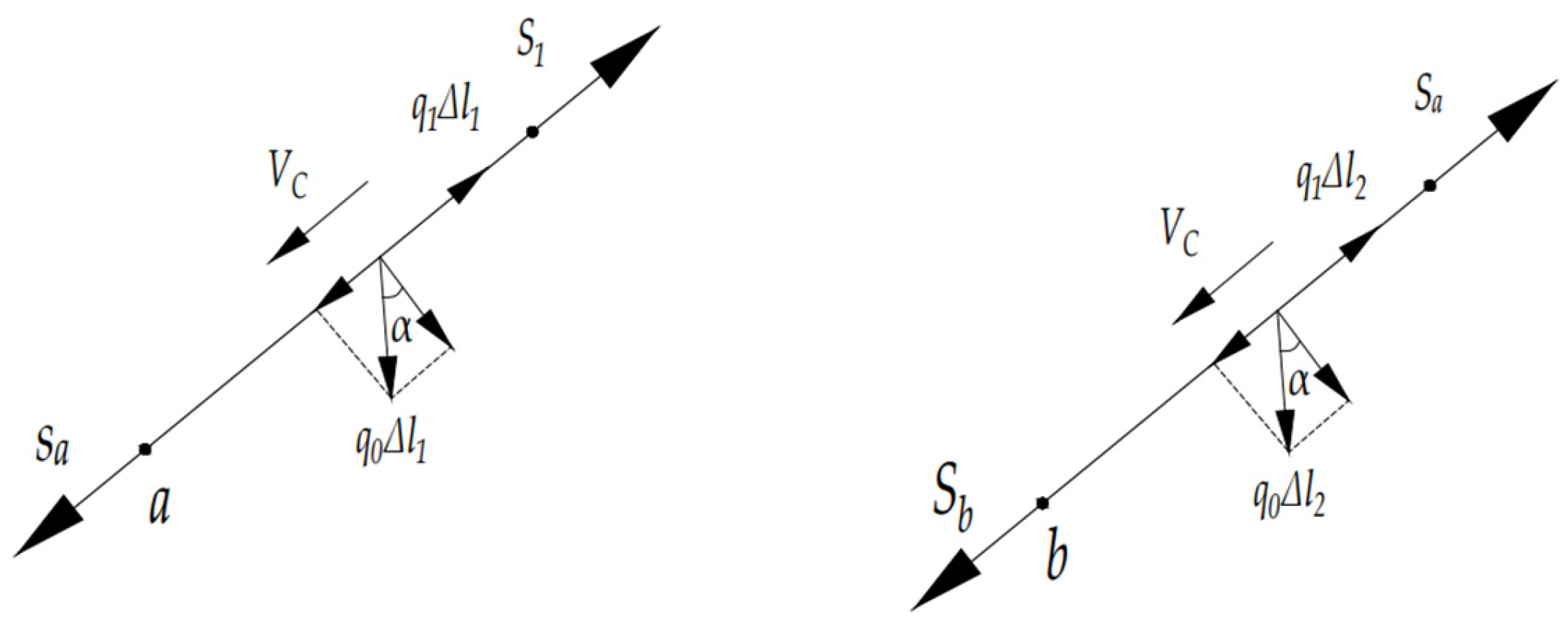
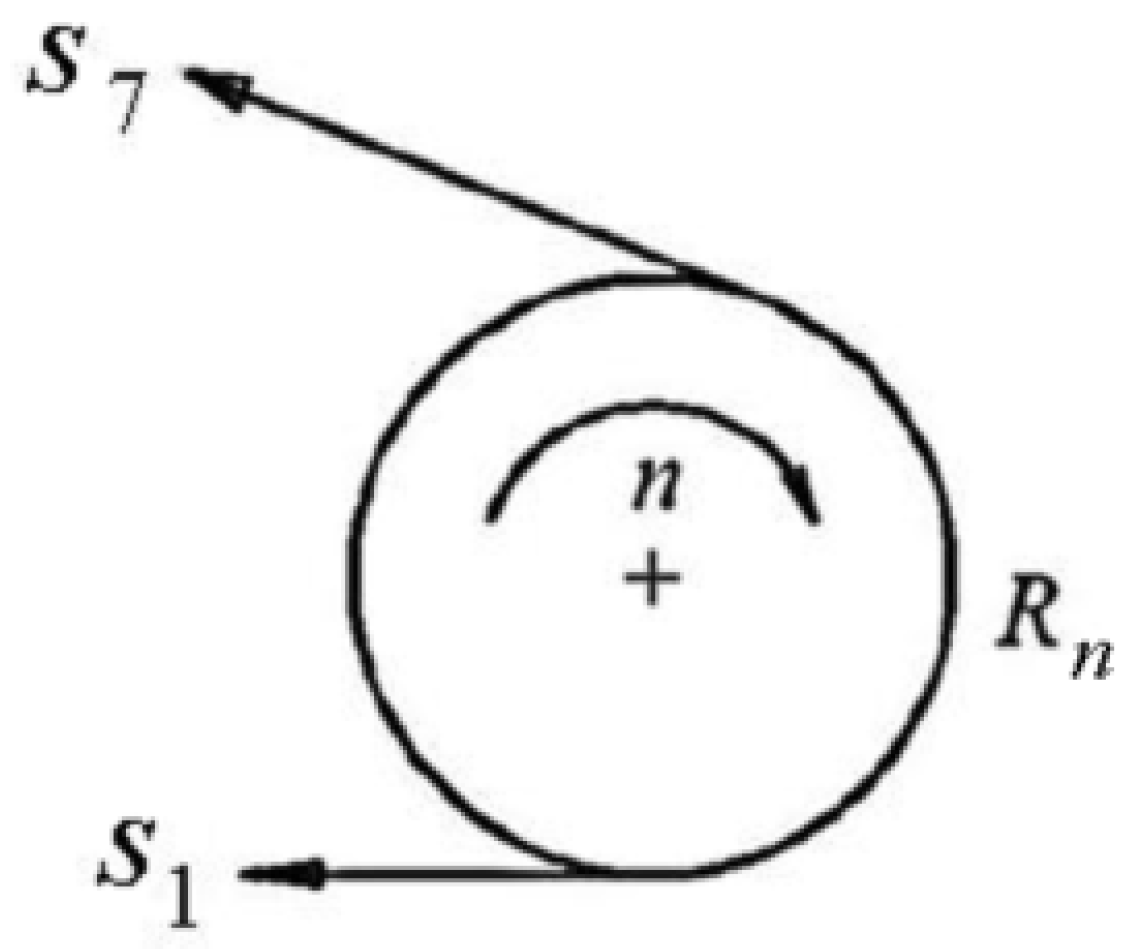
3.1.2. Extraction Device Motion Analysis
3.2. Leaf-Stripping Device
3.2.1. Leaf-Stripping Device Structure Design
3.2.2. Leaf-Stripping Device Motion Analysis
3.3. Clamping and Conveying Device
3.3.1. Clamping and Conveying Device Structure Design
3.3.2. Clamping and Conveying Device Motion Analysis
3.4. Root-Cutting Device
3.4.1. Root-Cutting Device Structure Design
3.4.2. Root-Cutting Device Motion Analysis
3.5. Selection and Design of the Control System
4. Field Experiment
4.1. Experimental Conditions
4.2. Experimental Methods and Results
- (1)
- Single-factor experiment on extraction roller speed: During the experiment, the conveyor belt speed was fixed at 60 RPM, and the cutter speed was fixed at 180 RPM. The extraction roller speed started at 80 RPM, increasing by 10 RPM in each subsequent test. A total of five groups of experiments were conducted, with the maximum extraction roller speed reaching 120 RPM.Single-factor experiment on conveyor belt speed: During the experiment, the extraction roller speed was fixed at 100 RPM, and the cutter speed was fixed at 180 RPM. The conveyor belt speed started at 40 RPM, increasing by 10 RPM in each subsequent test. A total of five groups of experiments were conducted, with the maximum conveyor belt speed reaching 80 RPM.
- (2)
- Single-factor experiment on cutter speed: During the experiment, the conveyor belt speed was fixed at 60 RPM, and the extraction roller speed was fixed at 100 RPM. The cutter speed started at 140 RPM, increasing by 20 RPM in each subsequent test. A total of five groups of experiments were conducted, with the maximum cutter speed reaching 220 RPM.
- (1)
- Success Rate of Extraction
- (2)
- Success Rate of Conveying
- (3)
- Root-Cutting Qualification Rate
- (4)
- Harvest Loss Rate
5. Discussion
6. Conclusions
- (1)
- A single-row electric side-mounted cabbage harvester was designed, utilizing a tractor-drawn operation method with a three-point hitch to connect to the tractor. The extraction device employs double helical rollers, and an adjustable clamping and conveying device was designed, where the clamping gap can be modified. The conveyor belt’s exterior is made of a 45D high-density sponge, which tightly wraps around the cabbage, preventing clamping damage and achieving a higher root-cutting qualification rate. The root-cutting device is adjustable within a range of 8 to 40 mm, allowing for flexible adjustments based on different cabbage varieties. The reliability of each component was verified through motion analysis.
- (2)
- Field tests demonstrated that this electric side-mounted cabbage harvester can complete the tasks of extraction, conveying, root cutting, and boxing in a single operation, proving the design scheme’s reliability. When the extraction roller speed is set between 100 and 110 RPM, the conveyor belt speed is at 60 RPM, and the cutter speed is between 160 and 220 RPM, the cabbage harvest loss rate is minimized. The single-factor tests yielded harvest loss rates of 11.3%, 13.3%, and 12%, respectively, meeting the design requirements of the cabbage harvester. Therefore, the design presented in this paper can serve as a reference for the design of cabbage harvesters, particularly those capable of harvesting different cabbage varieties.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Tong, W.Y.; Zhang, J.F.; Song, Z.Y. Research status and development trend of cabbage mechanical harvesting equipment and technology. J. Chin. Agric. Mech. 2024, 45, 322–329. (In Chinese) [Google Scholar]
- Zou, L.L.; Liu, X.M.; Yang, J.; Dong, X.H. Research progress in mechanized harvesting technology and equipment of leafy vegetables. J. Chin. Agric. Mech. 2022, 43, 15–23. (In Chinese) [Google Scholar]
- Fluck, R.C.; Hensel, D.R.; Halsey, L.H. Development of a Florida mechanical cabbage harvester. Fla. State Hortic. Soc. 1986, 81, 140–147. [Google Scholar]
- Emanuel, F. Cabbage Harvester. U.S. Patent 3194318, 13 August 1965. [Google Scholar]
- Samuel, L. Cabbage Harvester. U.S. Patent 3227222, 4 January 1966. [Google Scholar]
- Chagnon, R.; Eng, P.; Charles, M.T. Development of a Cabbage harvester. In Proceedings of the 2004 ASAE/CSAE Annual International Meeting, Ottawa, ON, Canada, 1–4 August 2004. [Google Scholar]
- Murakami, N.; Otsuka, K.; Inoue, K. Robotic cabbage harvester. JSAM 1994, 56, 67–74. [Google Scholar]
- Sugimoto, I.M. Development of Robotic Cabbage Harvester (part 1). Operational speed of the designed robot. Pip. Device Interact. Technol. 1999, 61, 85–92. [Google Scholar]
- Jing, G.; Gan, X.; Shan, B. Development of a Chinese Cabbage Harvester (Part 2). Tractor Attached Type Experimental Harvester. J. Agric. Mach. Soc. 1993, 55, 121–128. [Google Scholar]
- Du, D.D.; Fei, G.Q.; Wang, J. Development and experiment of self-propelled cabbage harvester. Trans. Chin. Soc. Agric. Eng. 2015, 31, 16–23. (In Chinese) [Google Scholar]
- Tong, W.Y.; Zhang, J.F.; Cao, G.Q. Design and test of hand-held cabbage harvester. J. Chin. Agric. Mech. 2023, 44, 30–36. (In Chinese) [Google Scholar]
- Zhang, J.; Cao, G.; Jin, Y.; Tong, W.; Zhao, Y.; Song, Z. Parameter Optimization and Testing of a Self-Propelled Combine Cabbage Harvester. Agriculture 2022, 12, 1610. [Google Scholar] [CrossRef]
- Zhang, J.F.; Xiao, H.R.; Cao, G.Q. Cabbage harvester header design and test. J. Chin. Agric. Mech. 2020, 41, 39–44. (In Chinese) [Google Scholar] [CrossRef]
- Zhou, C.; Chen, H.T.; Li, L.X. Analysis of Research Status of Cabbage Harvesting Machinery. Mod. Agric. 2012, 6, 58–59. (In Chinese) [Google Scholar]
- Li, D.Y. Investigation on mechanized harvesting technology and equipment of cabbage in Jiangsu. Agric. Mach. Sci. Technol. Pop. 2024, 4, 55–56. (In Chinese) [Google Scholar]
- Gao, J.M.; Qu, G.Y. Theoretical study on spiral sugarcane lifting mechanism of sugarcane harvester and virtual prototype simulation. Trans. CSAE 2004, 20, 1–5. (In Chinese) [Google Scholar]
- Song, C.H.; Qu, Y.G.; Liu, Q.Y. Effect of friction between screw mechanism and sugarcane on lifting effect of sugarcane. J. Hunan Agric. Univ. (Nat. Sci. Ed.) 2012, 38, 330–332. (In Chinese) [Google Scholar]
- Zeng, Q.F.; Xu, Y.T.; Lin, N.M. Corrosion wear behavior of 304 stainless steel in artificial seawater environment was studied. Surfacing 2020, 49, 194–202. (In Chinese) [Google Scholar]
- He, S.Z. Study on Mechanical Properties of Rapeseed Pods at Mature Stage and Its Effect on Harvest Loss. Master’s Thesis, Hunan Agricultural University, Changsha, China, 2017. [Google Scholar]
- Yang, Y.; Li, Y.M.; Qing, Y.R. Insertion Trajectory Analysis and Experiment of Rape Combine Harvester Reel. J. Agric. Mech. Res. 2020, 42, 189–194. (In Chinese) [Google Scholar]
- Chen, C.Y.; Wang, X.Z.; He, Z.F. Design of rapeseed harvesting header for grain combine harvester. Trans. Chin. Soc. Agric. Mach. 2003, 5, 54–56. (In Chinese) [Google Scholar]
- Geng, R.Y.; Zhang, D.L.; Wang, X.Y. New Agricultural Mechanics; National Defense Industry Press: Beijing, China, 2011; pp. 54–76. [Google Scholar]
- Jia, W.; Tai, K.; Wang, X.; Dong, X.; Ou, M. Design and Simulation of Intra-Row Obstacle Avoidance Shovel-Type Weeding Machine in Orchard. Agriculture 2024, 14, 1124. [Google Scholar] [CrossRef]
- Li, Z.H.; Qu, G.Y. Power model of arc-track-type flexible holding and conveying device of sugarcane harvester. Trans. CSAE 2009, 25, 111–116. (In Chinese) [Google Scholar]
- Li, X.Q. 4YB-I Improved Design of Cabbage Harvester. Master’s Thesis, Gansu Agricultural University, Gansu, China, 2013. [Google Scholar]
- Yuan, L.; Tang, Z.; Liu, S.; Wang, T.; Ding, Z. Design for Copying Grouser and Bionic Convex Hull Patterns on Track Surfaces of Crawler Combine Harvesters. Agriculture 2024, 14, 1079. [Google Scholar] [CrossRef]
- Cao, Y.; Yu, Y.; Tang, Z.; Zhao, Y.; Gu, X.; Liu, S.; Chen, S. Multi-Tooth Cutting Method and Bionic Cutter Design for Broccoli Xylem (Brassica oleracea L. var. Italica Plenck). Agriculture 2023, 13, 1267. [Google Scholar] [CrossRef]
- Yue, R.; Yao, M.; Zhang, T.; Shi, J.; Zhou, J.; Hu, J. Design and Experiment of Dual-Row Seedling Pick-Up Device for High-Speed Automatic Transplanting Machine. Agriculture 2024, 14, 942. [Google Scholar] [CrossRef]
- Su, X.; Wang, D.W.; He, X.N. Development and analysis of double disc cutter cutting device for peanut plant. J. Agric. Mech. Res. 2020, 42, 104–108. (In Chinese) [Google Scholar]
- Zhang, Q.; Fang, H.; Xu, G.; Niu, M.; Li, J. Experimental and Numerical Analysis of Straw Motion under the Action of an Anti-Blocking Mechanism for a No-Till Maize Planter. Agriculture 2024, 14, 1001. [Google Scholar] [CrossRef]
- Guo, X.; Wang, S.; Chen, S.; Li, B.; Tang, Z.; Hu, Y. Impact of Structural Parameters on the Collision Characteristics and Coefficient of Restitution of Soybean Particles on Harvester’s Cleaning Screens. Agriculture 2024, 14, 1201. [Google Scholar] [CrossRef]
- GB/Z 26582-2011; Production Technical Practice for Cabbage. China National GB Standard Research: Shenzhen, China, 2011.
- JB/T 6276-2007; Test Method for Sugar Beet Harvesting Machinery. Ministry of Machinery and Electronics Industry of the People’s Republic of China: Beijing, China, 2007.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cabbage Variety | Unit | Value |
|---|---|---|
| Overall dimensions (L × W × H) | mm | 3900 × 1680 × 1300 |
| Required power | kW | 3.24 |
| Number of harvesting rows | row | 1 |
| Suitable cabbage heads | mm | 80–280 |
| Extraction roller speed | RPM | 0–500 |
| Cutter speed | RPM | 0–400 |
| Cutter floating distance | mm | 0–32 |
| Conveyor belt speed | RPM | 0–57 |
| Operation loss rate | % | <15 |
| Extraction Roller Speed (RPM) | Number of Cabbages Tested | Number of Successfully Pulled Cabbages | Number of Successfully Conveying Cabbages | Number of Successfully Cut Cabbages | Number of Cabbages Lost during Harvest | Extraction Success Rate (%) | Conveying Success Rate (%) | Root-Cutting Qualification Rate (%) | Harvest Loss Rate (%) |
|---|---|---|---|---|---|---|---|---|---|
| 80 | 60 | 54 | 59 | 59 | 7 | 90 | 98.3 | 98.3 | 11.7 |
| 90 | 60 | 54 | 59 | 59 | 7 | 90 | 98.3 | 98.3 | 11.7 |
| 100 | 60 | 54 | 60 | 60 | 6 | 90 | 100 | 100 | 10 |
| 110 | 60 | 55 | 60 | 59 | 6 | 91.7 | 100 | 98.3 | 10 |
| 120 | 60 | 53 | 59 | 59 | 8 | 88.3 | 98.3 | 98.3 | 13.3 |
| Average Value | 90 | 99 | 98.6 | 11.3 | |||||
| Conveyor Speed (RPM) | Number of Cabbages Tested | Number of Successfully Pulled Cabbages | Number of Successfully Conveying Cabbages | Number of Successfully Cut Cabbages | Number of Cabbages Lost during Harvest | Extraction Success Rate (%) | Conveying Success Rate (%) | Root-Cutting Qualification Rate (%) | Harvest Loss Rate (%) |
|---|---|---|---|---|---|---|---|---|---|
| 40 | 60 | 52 | 59 | 59 | 9 | 86.7 | 98.3 | 98.3 | 15 |
| 50 | 60 | 54 | 59 | 59 | 7 | 90 | 98.3 | 98.3 | 11.7 |
| 60 | 60 | 56 | 60 | 59 | 6 | 93.3 | 100 | 98.3 | 10 |
| 70 | 60 | 54 | 60 | 60 | 8 | 90 | 100 | 100 | 13.3 |
| 80 | 60 | 53 | 60 | 59 | 10 | 88.3 | 100 | 98.3 | 16.7 |
| Average Value | 89.7 | 99.3 | 98.6 | 13.3 | |||||
| Cutter Speed (RPM) | Number of Cabbages Tested | Number of Successfully Pulled Cabbages | Number of Successfully Conveying Cabbages | Number of Successfully Cut Cabbages | Number of Cabbages Lost during Harvest | Extraction Success Rate (%) | Conveying Success Rate (%) | Root-Cutting Qualification Rate (%) | Harvest Loss Rate (%) |
|---|---|---|---|---|---|---|---|---|---|
| 140 | 60 | 54 | 59 | 58 | 8 | 90 | 98.3 | 96.7 | 13.3 |
| 160 | 60 | 53 | 59 | 60 | 7 | 88.3 | 98.3 | 98.3 | 11.7 |
| 180 | 60 | 54 | 60 | 59 | 7 | 90 | 100 | 100 | 11.7 |
| 200 | 60 | 55 | 60 | 60 | 7 | 91.7 | 100 | 98.3 | 11.7 |
| 220 | 60 | 54 | 60 | 59 | 7 | 90 | 100 | 98.3 | 11.7 |
| Average Value | 90 | 99.3 | 98.3 | 12 | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Wang, E.; Mao, H.; Zuo, Z.; Peng, H.; Zhao, M.; Yu, Y.; Li, Z. Design and Testing of an Electric Side-Mounted Cabbage Harvester. Agriculture 2024, 14, 1741. https://doi.org/10.3390/agriculture14101741
Liu Z, Wang E, Mao H, Zuo Z, Peng H, Zhao M, Yu Y, Li Z. Design and Testing of an Electric Side-Mounted Cabbage Harvester. Agriculture. 2024; 14(10):1741. https://doi.org/10.3390/agriculture14101741
Chicago/Turabian StyleLiu, Ze, Enguang Wang, Hanping Mao, Zhiyu Zuo, Haitao Peng, Mingxue Zhao, Yongsheng Yu, and Zhikang Li. 2024. "Design and Testing of an Electric Side-Mounted Cabbage Harvester" Agriculture 14, no. 10: 1741. https://doi.org/10.3390/agriculture14101741
APA StyleLiu, Z., Wang, E., Mao, H., Zuo, Z., Peng, H., Zhao, M., Yu, Y., & Li, Z. (2024). Design and Testing of an Electric Side-Mounted Cabbage Harvester. Agriculture, 14(10), 1741. https://doi.org/10.3390/agriculture14101741