
Design and Experiment of Plate Taking Control System of Edible Sunflower (Edulis helianthus catino L.) Harvester


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
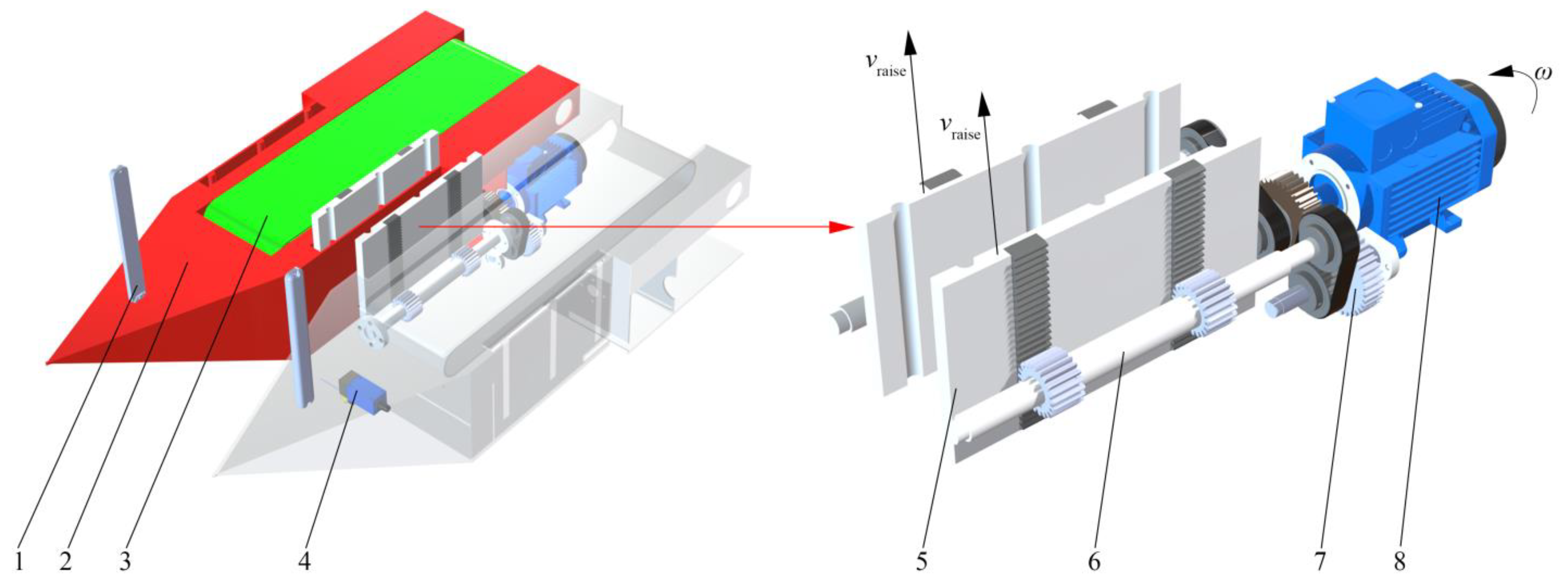
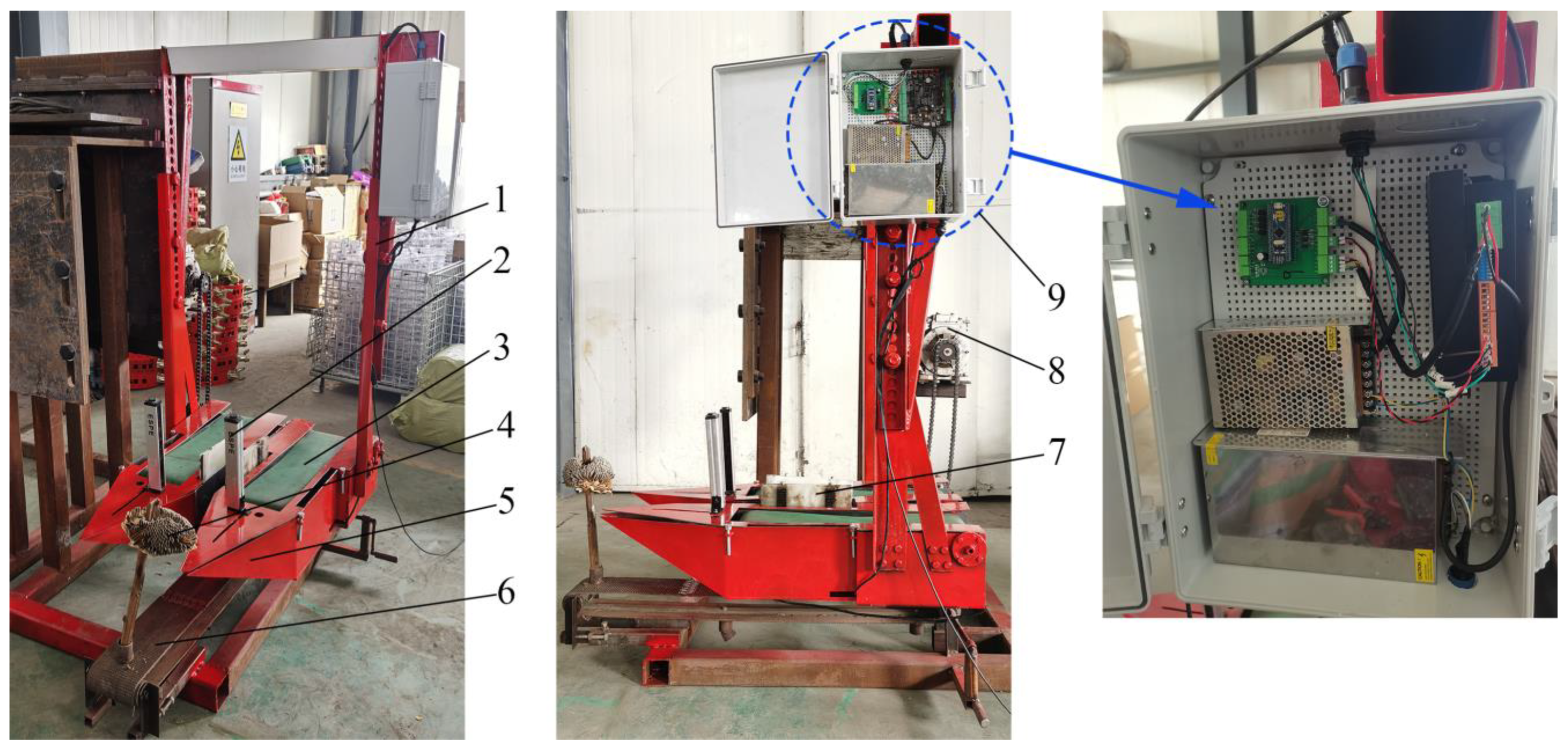
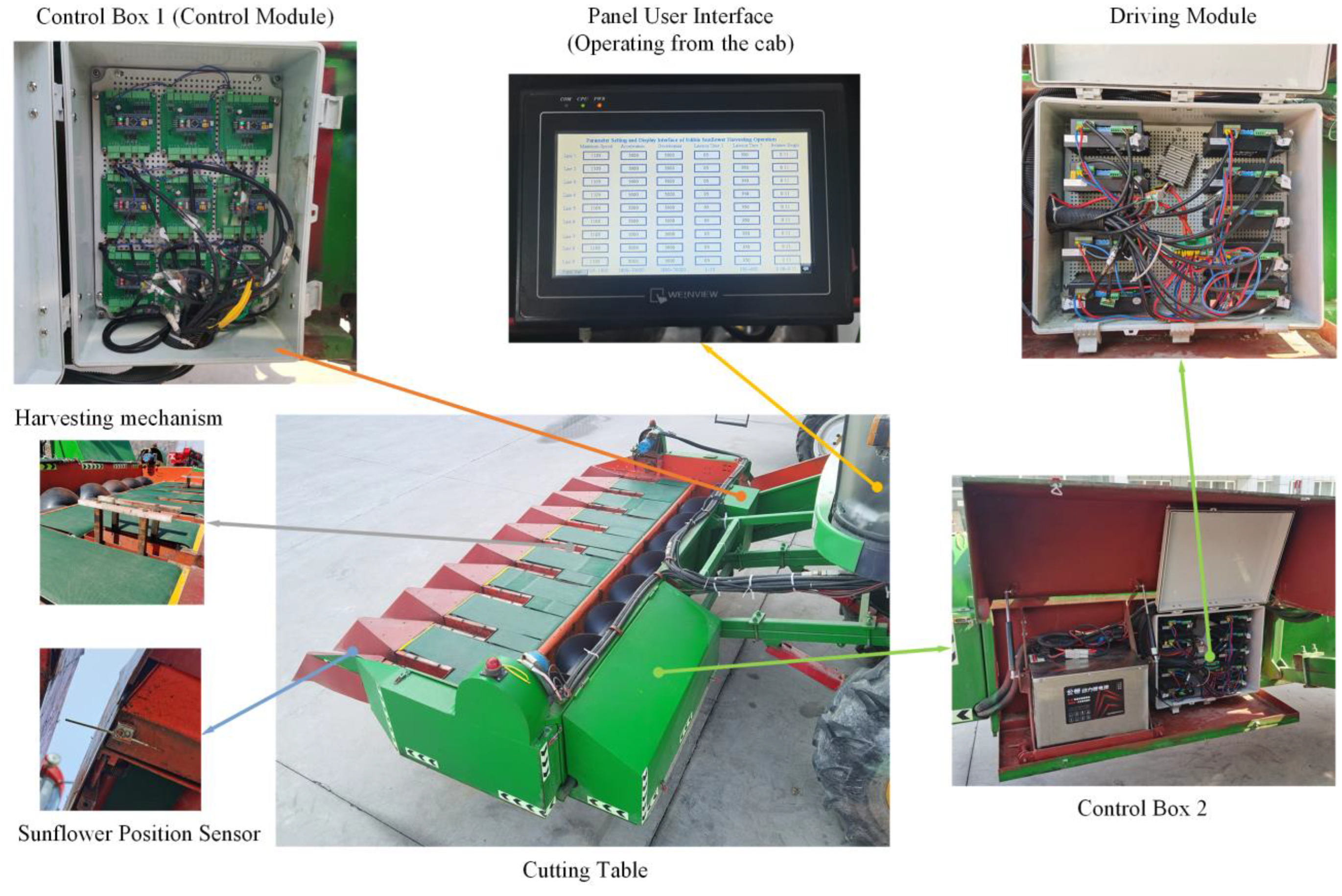
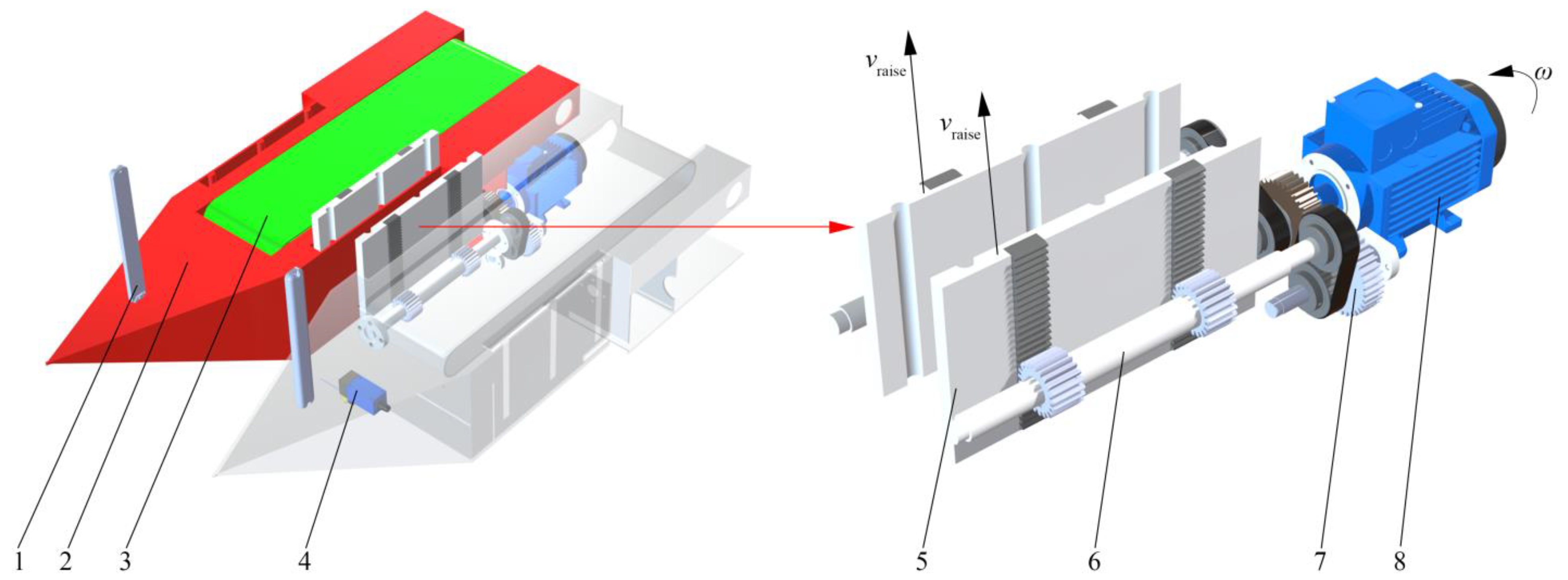
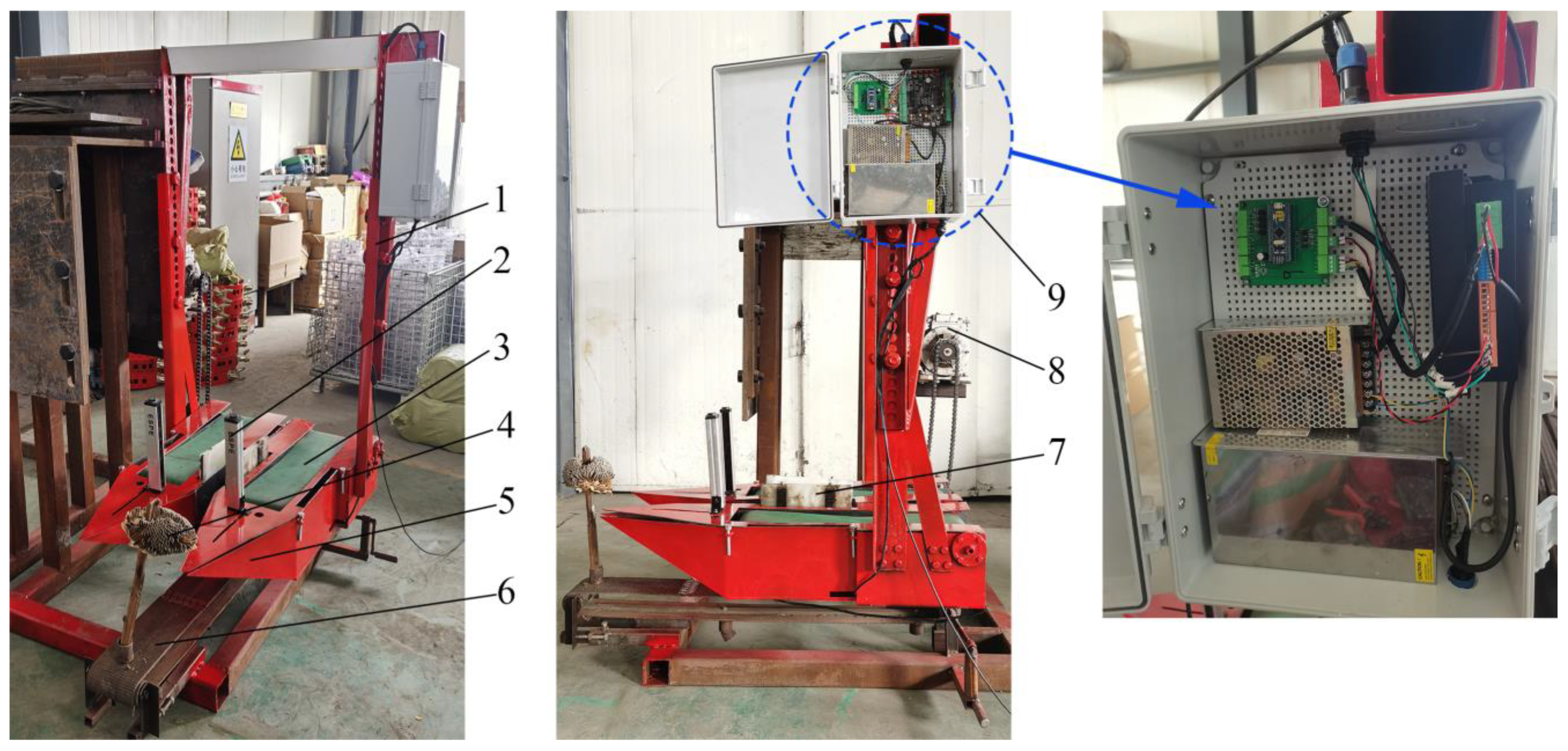
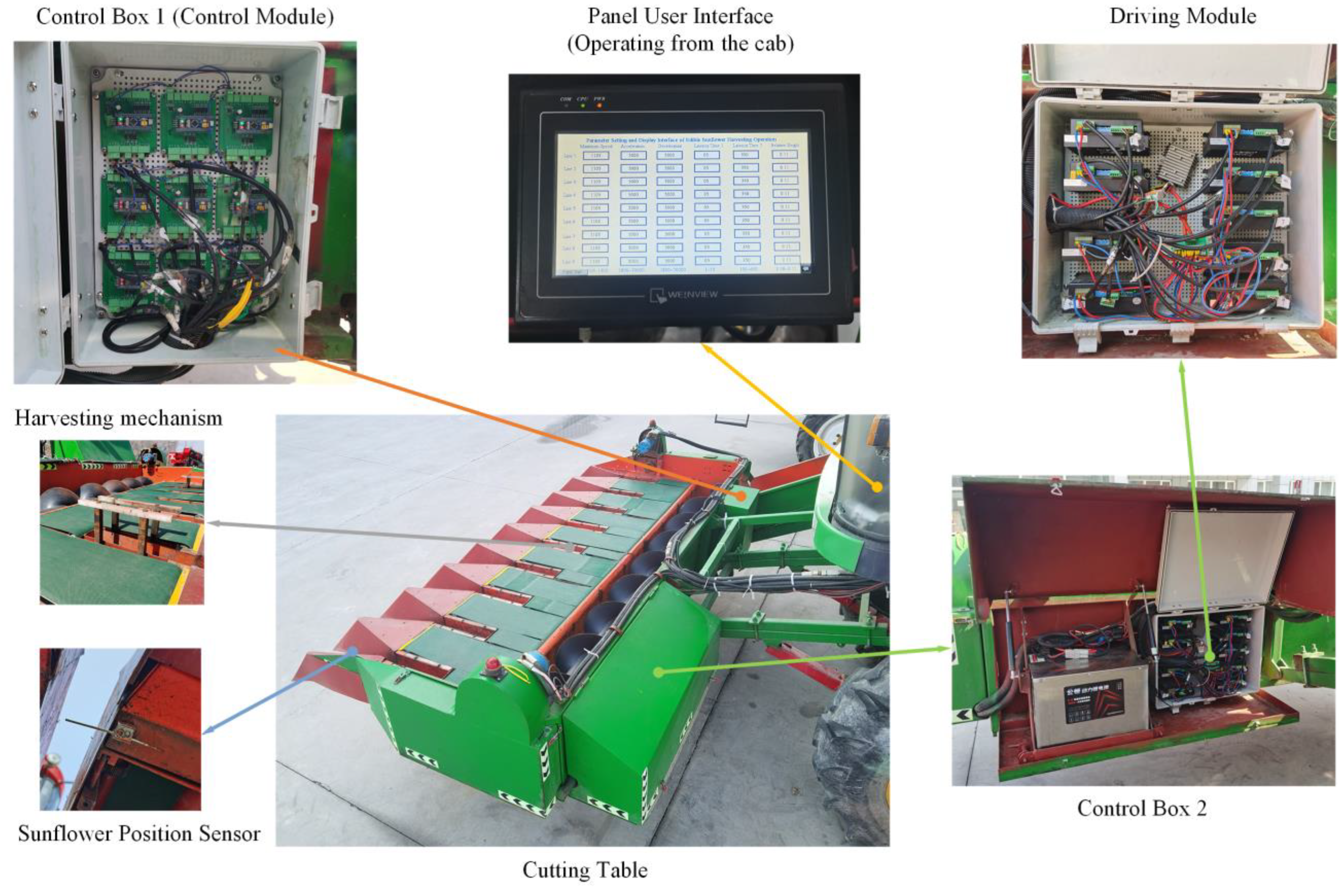
2.1. Overall Structure of Sunflower Harvesting Platform
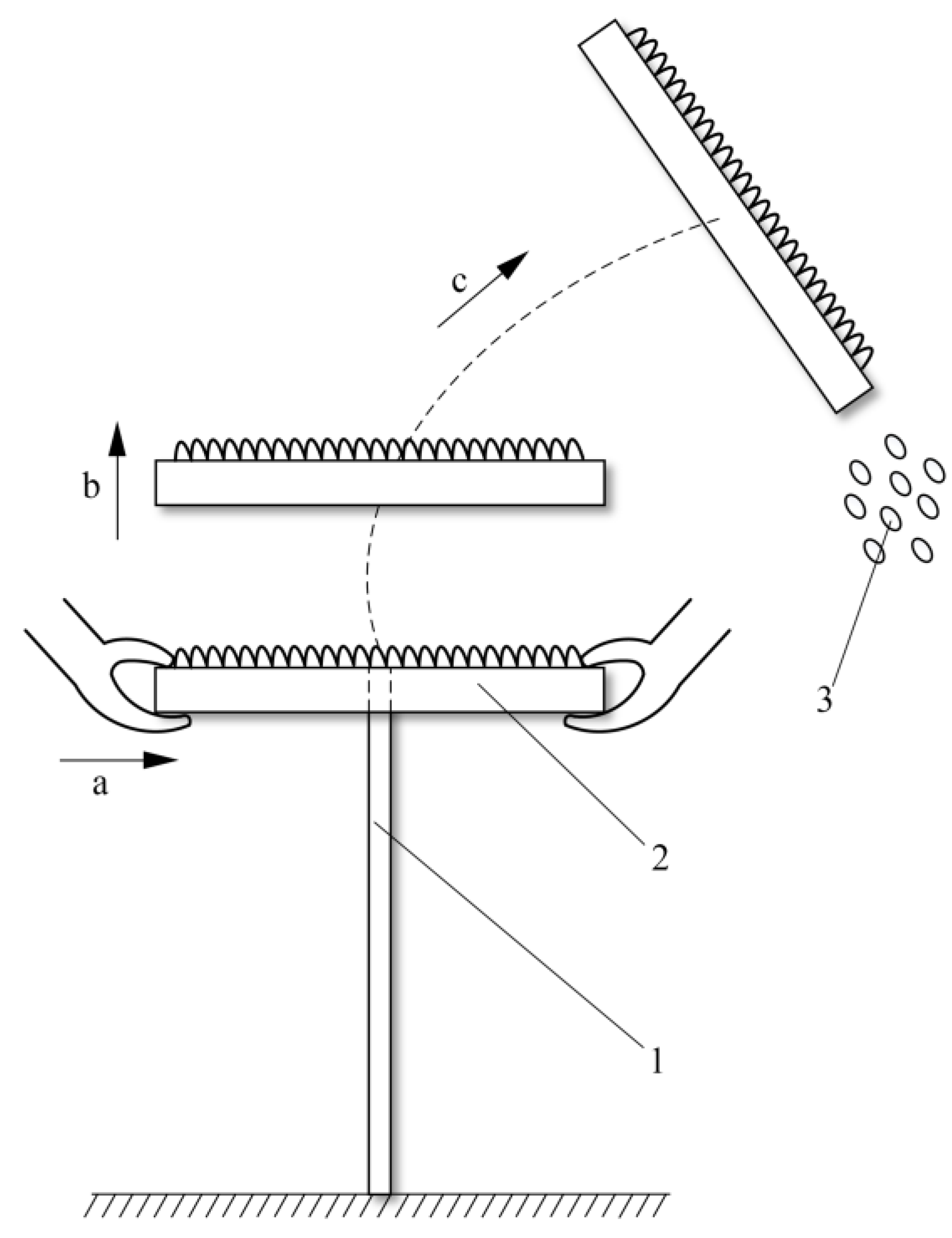
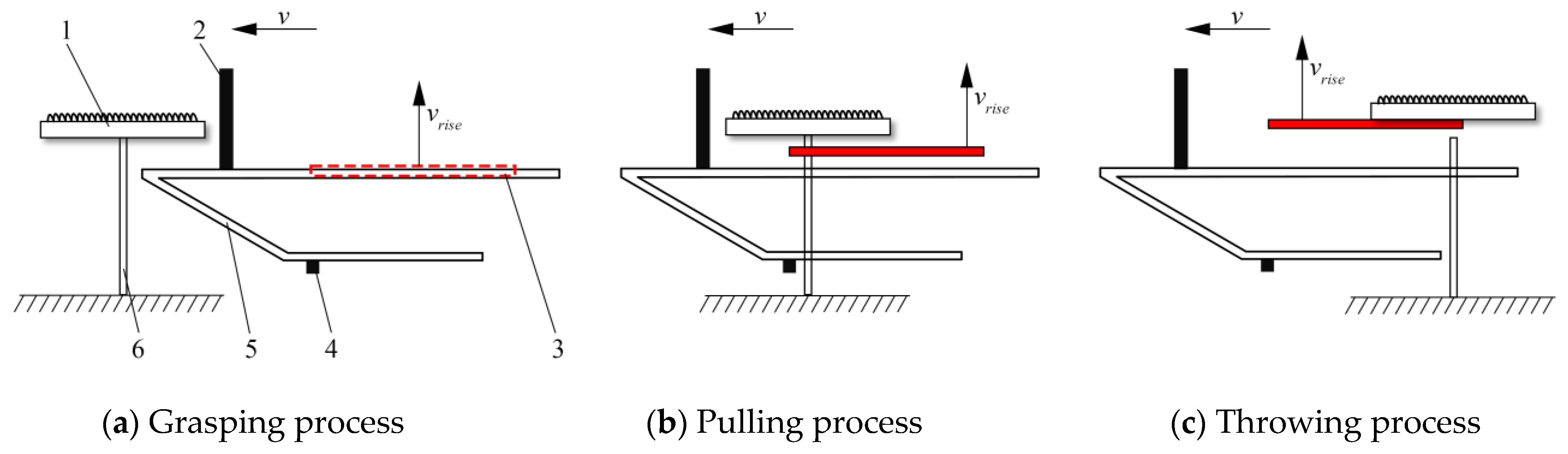
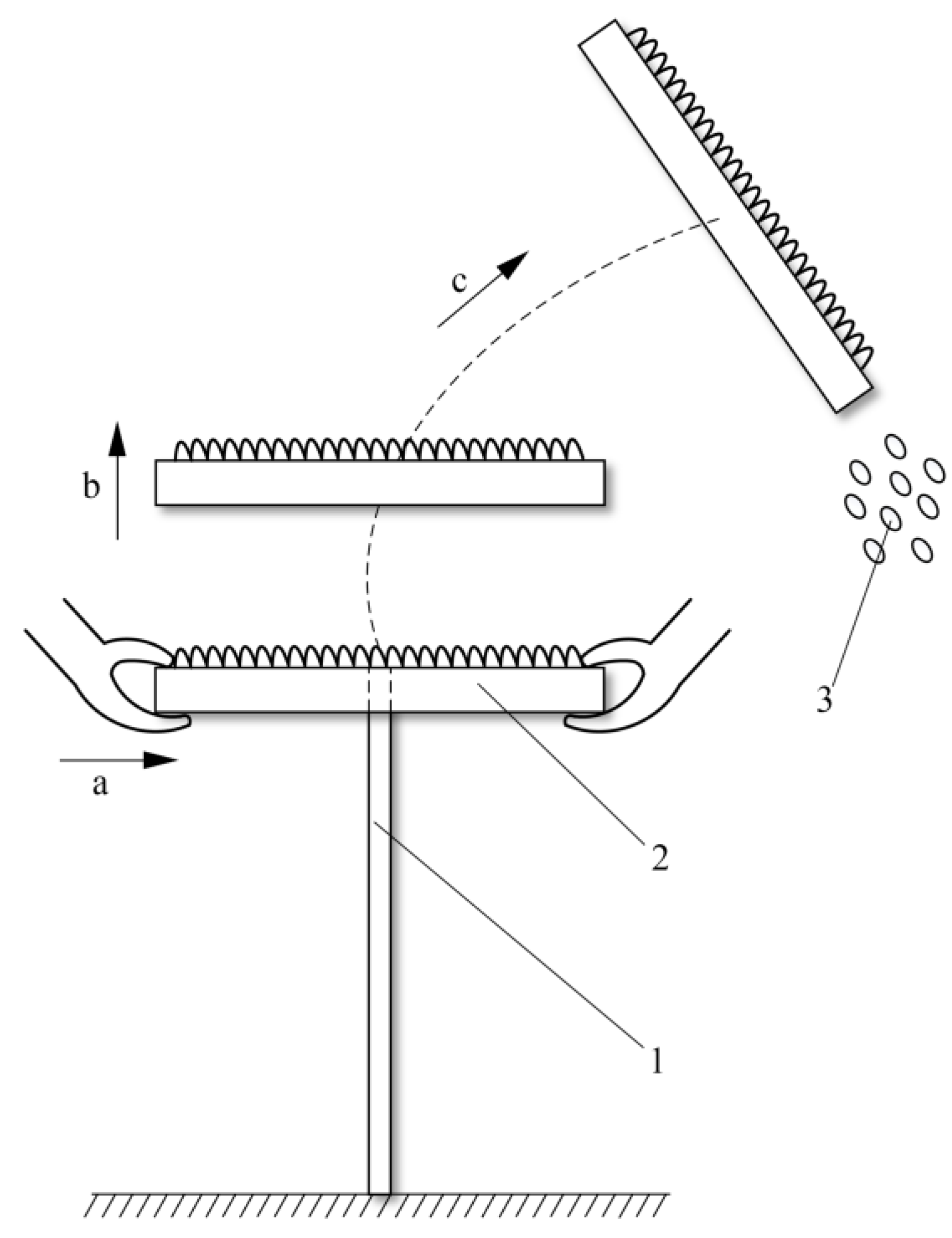
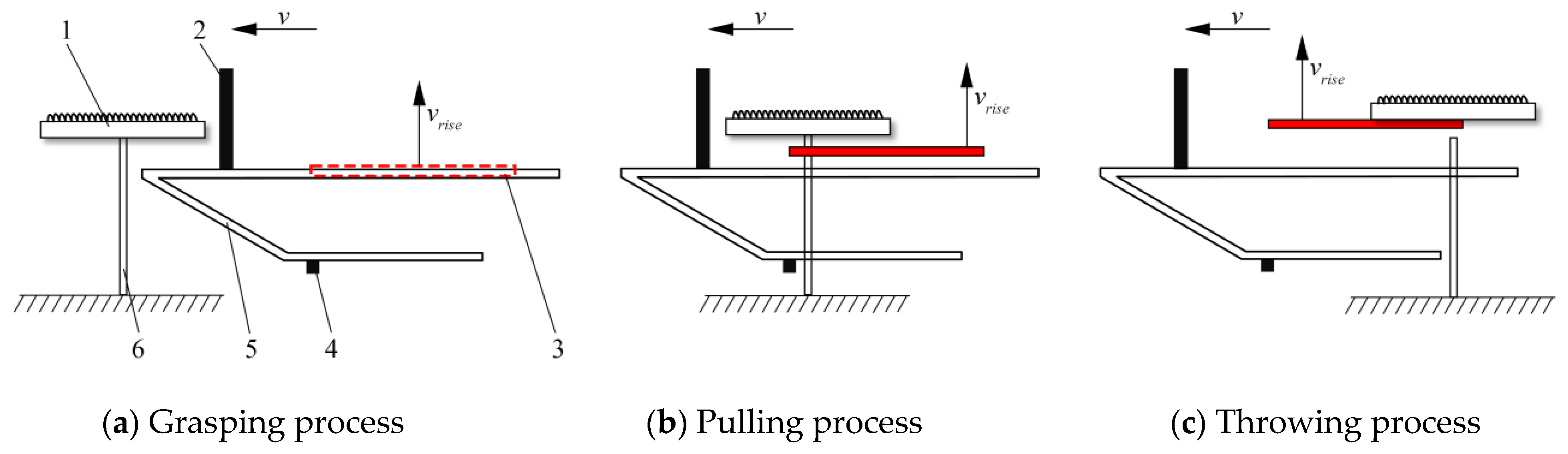
2.2. The Working Principle of Sunflower Harvesting Platform
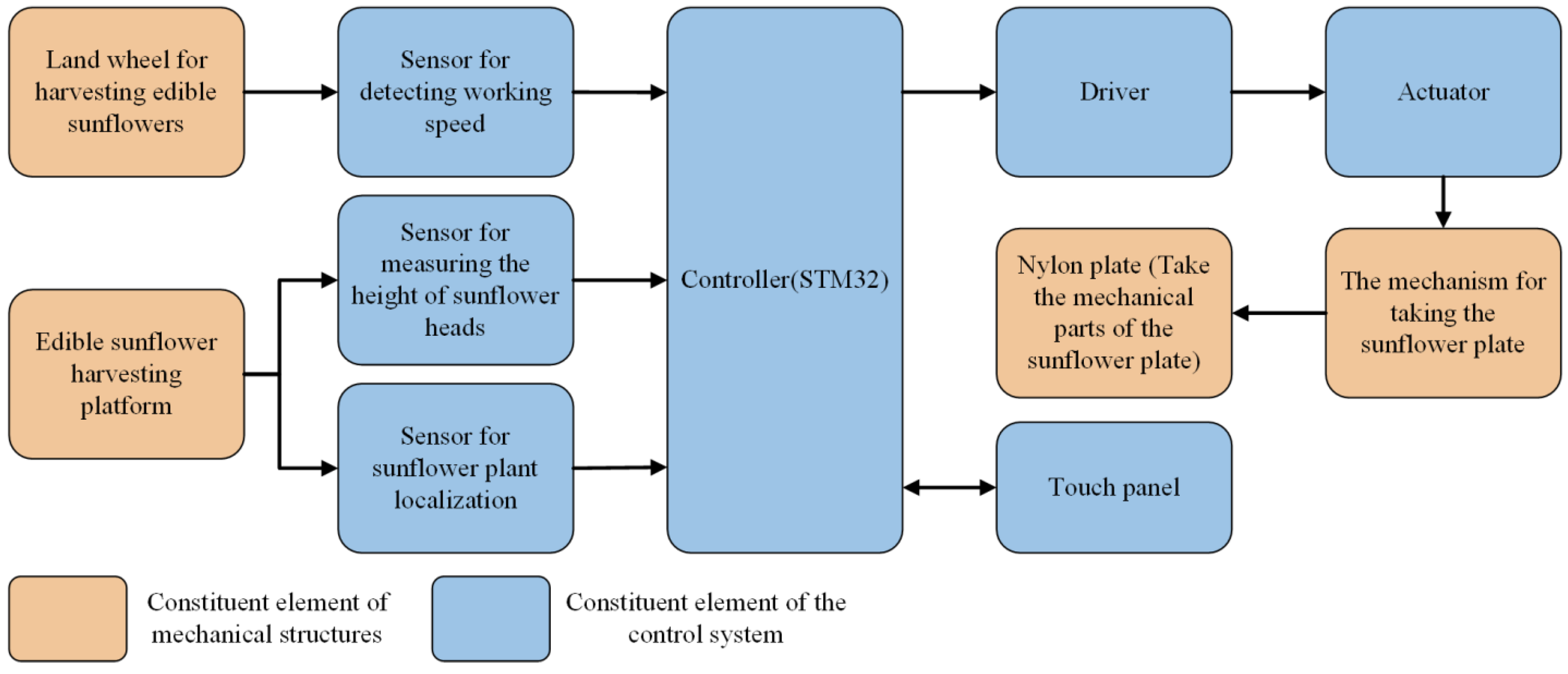
2.3. Design of Plate Taking Control System
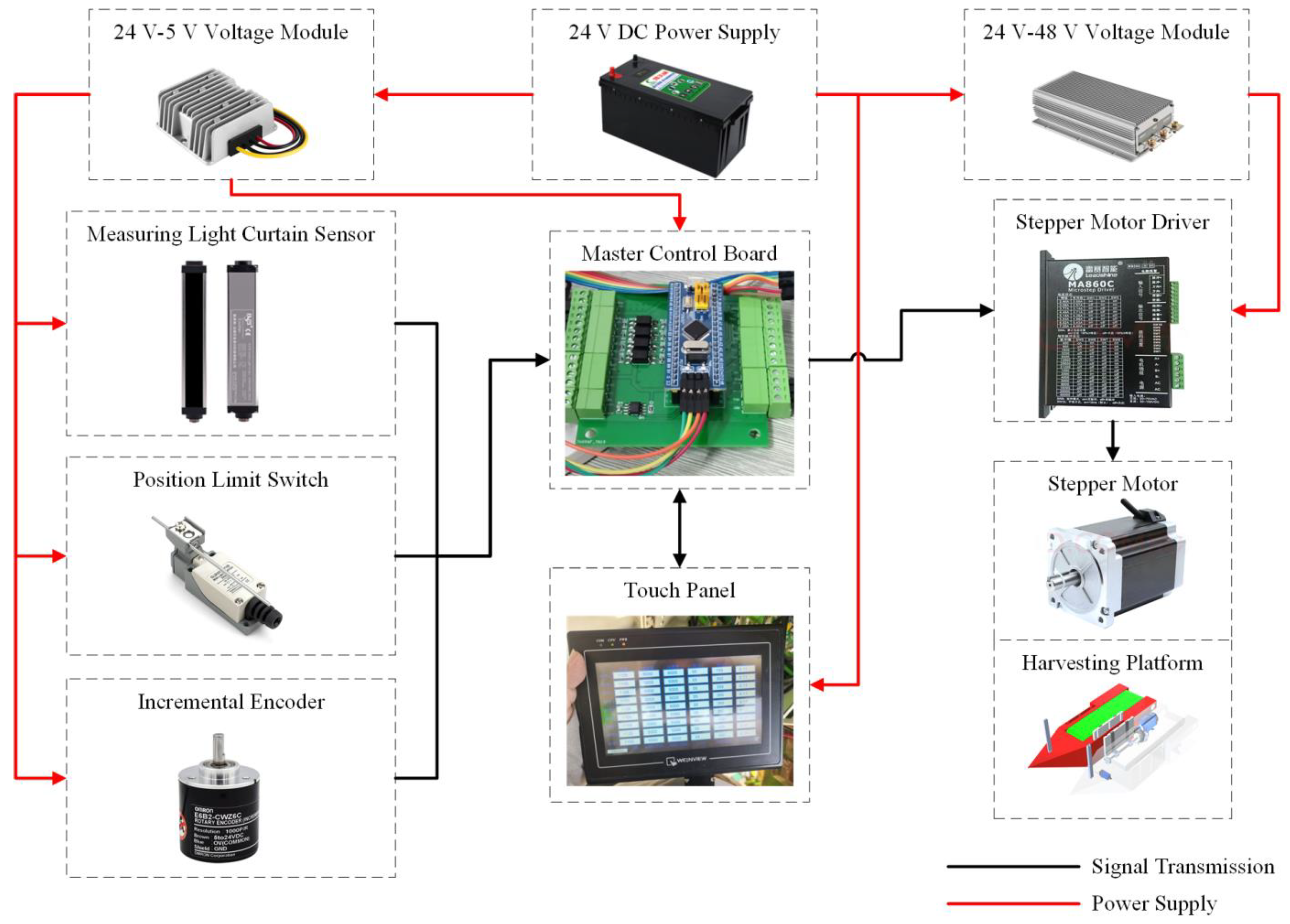
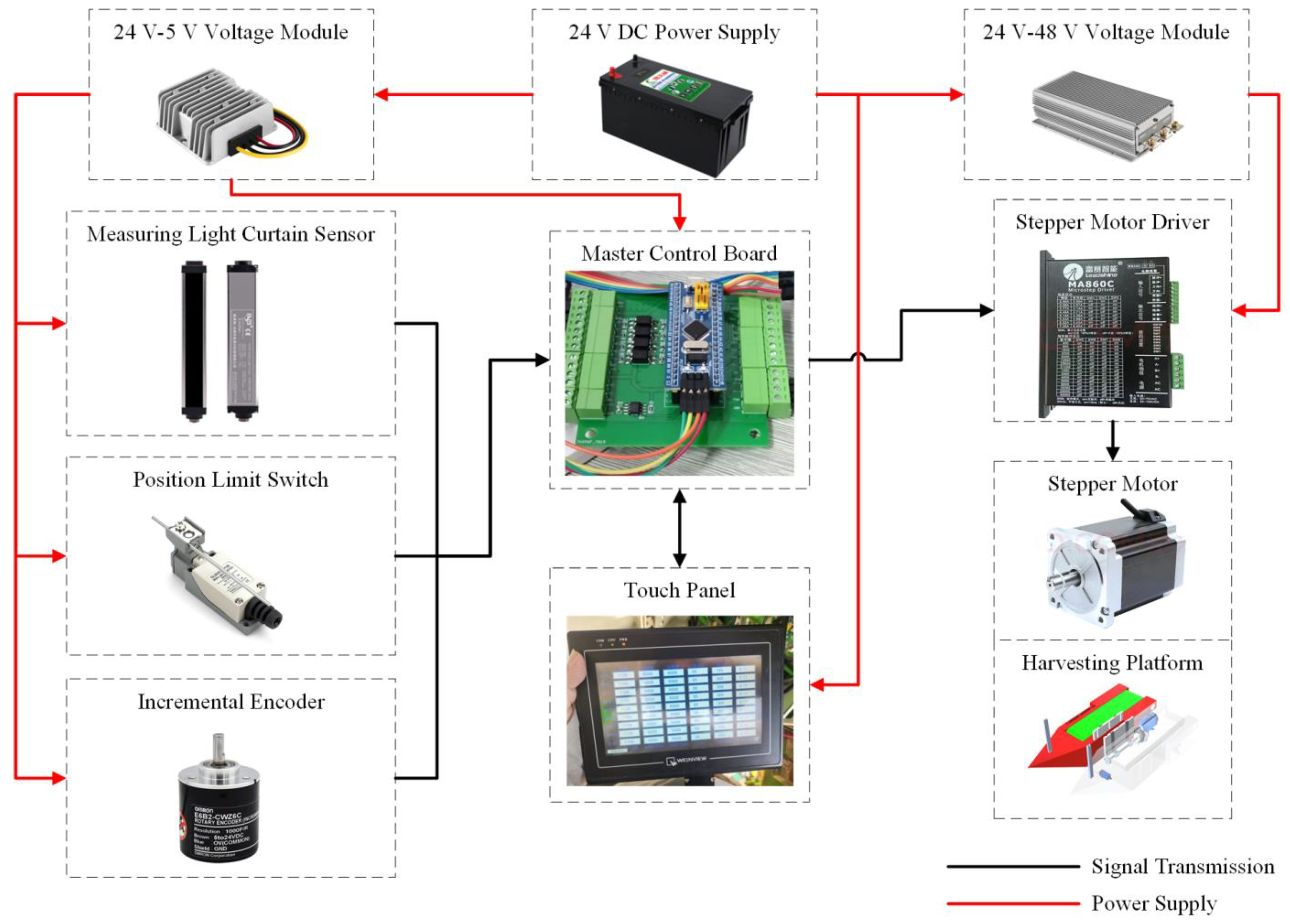
2.4. Hardware Design of Control System
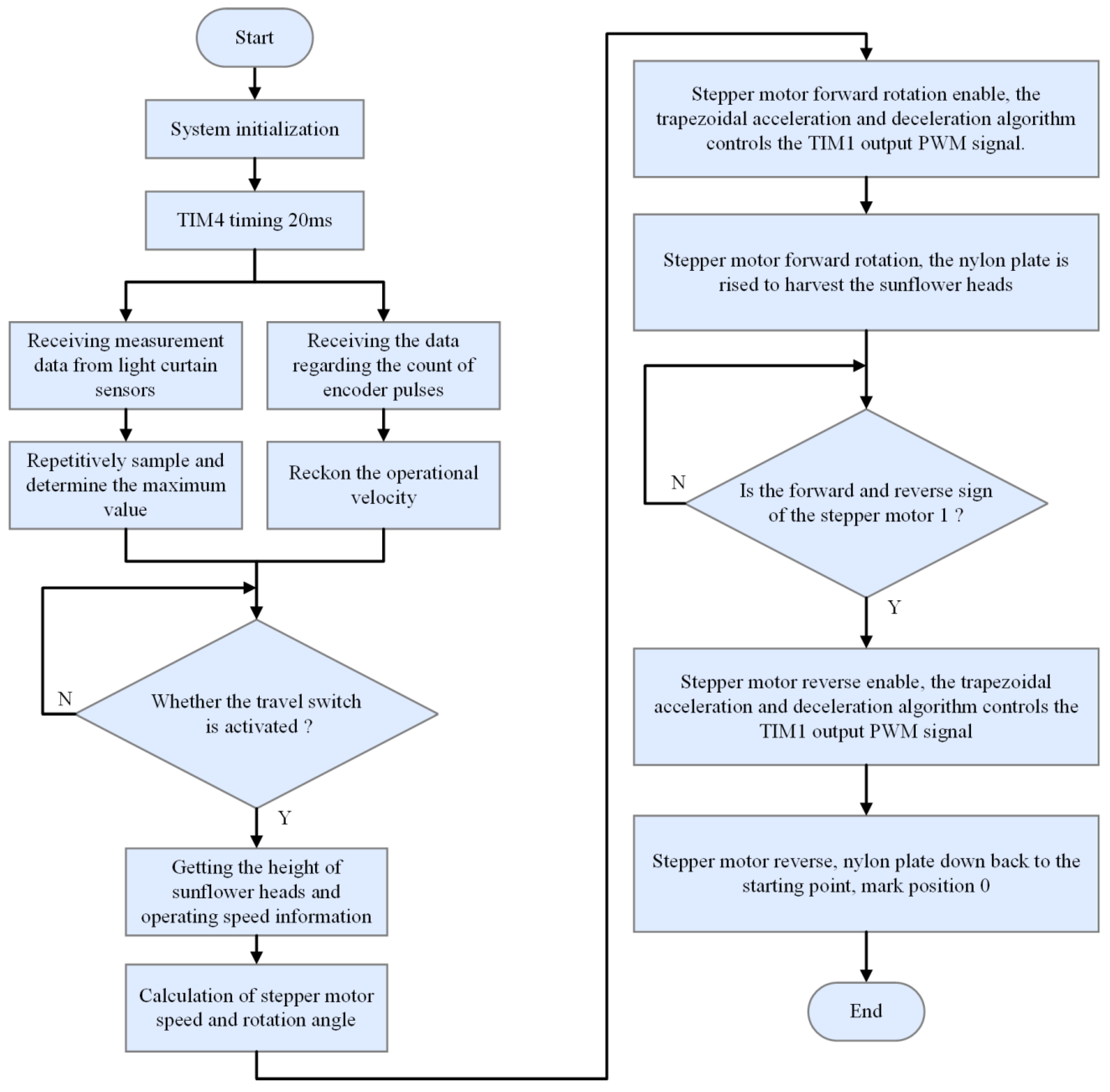
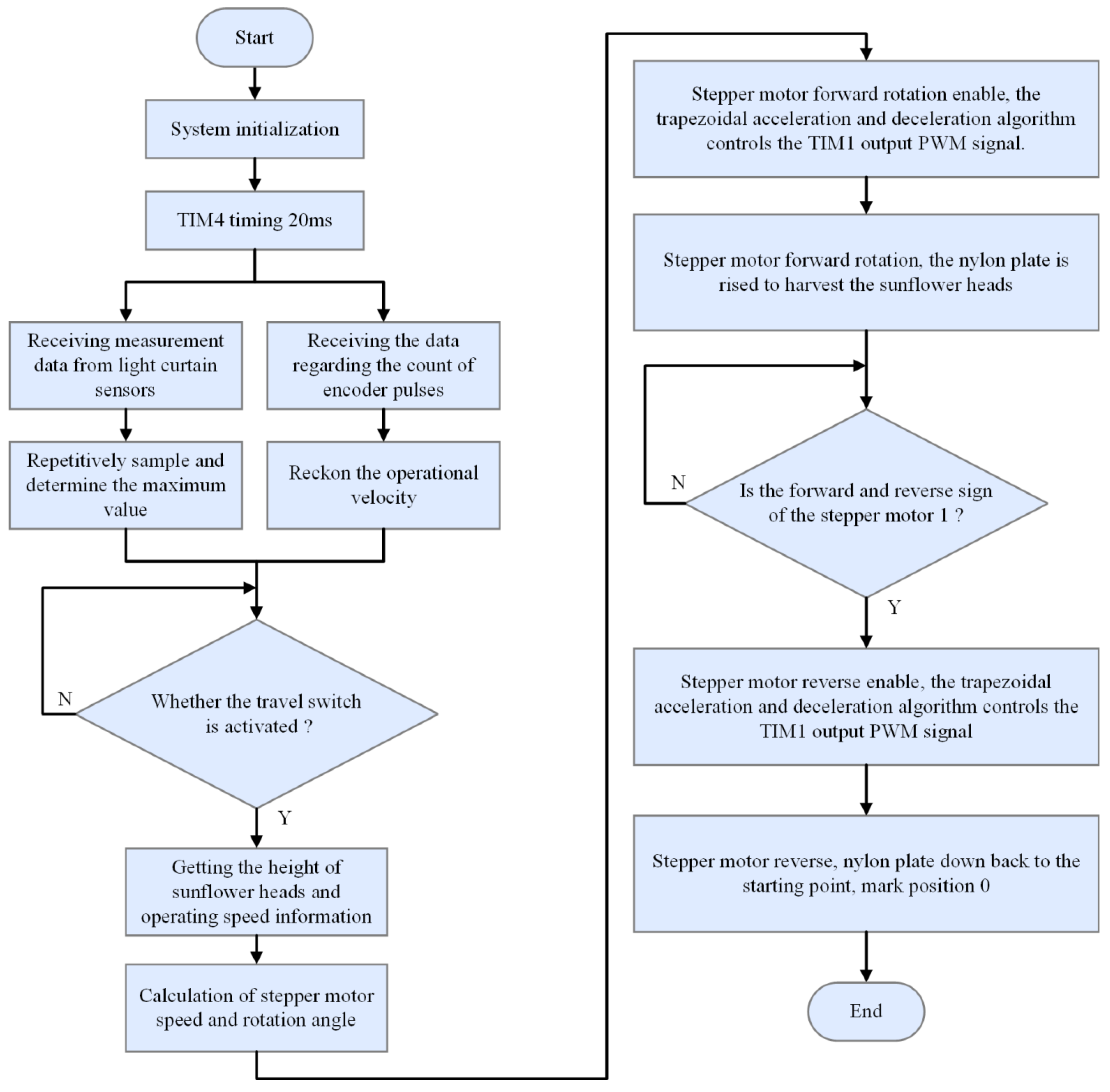
2.5. Control System Software Design
2.6. Design of Trapezoidal Acceleration and Deceleration Control Algorithm
2.7. Bench Experiment Materials and Conditions
2.8. Field Experiment Materials and Conditions
3. Result and Analysis
3.1. Bench Experiment
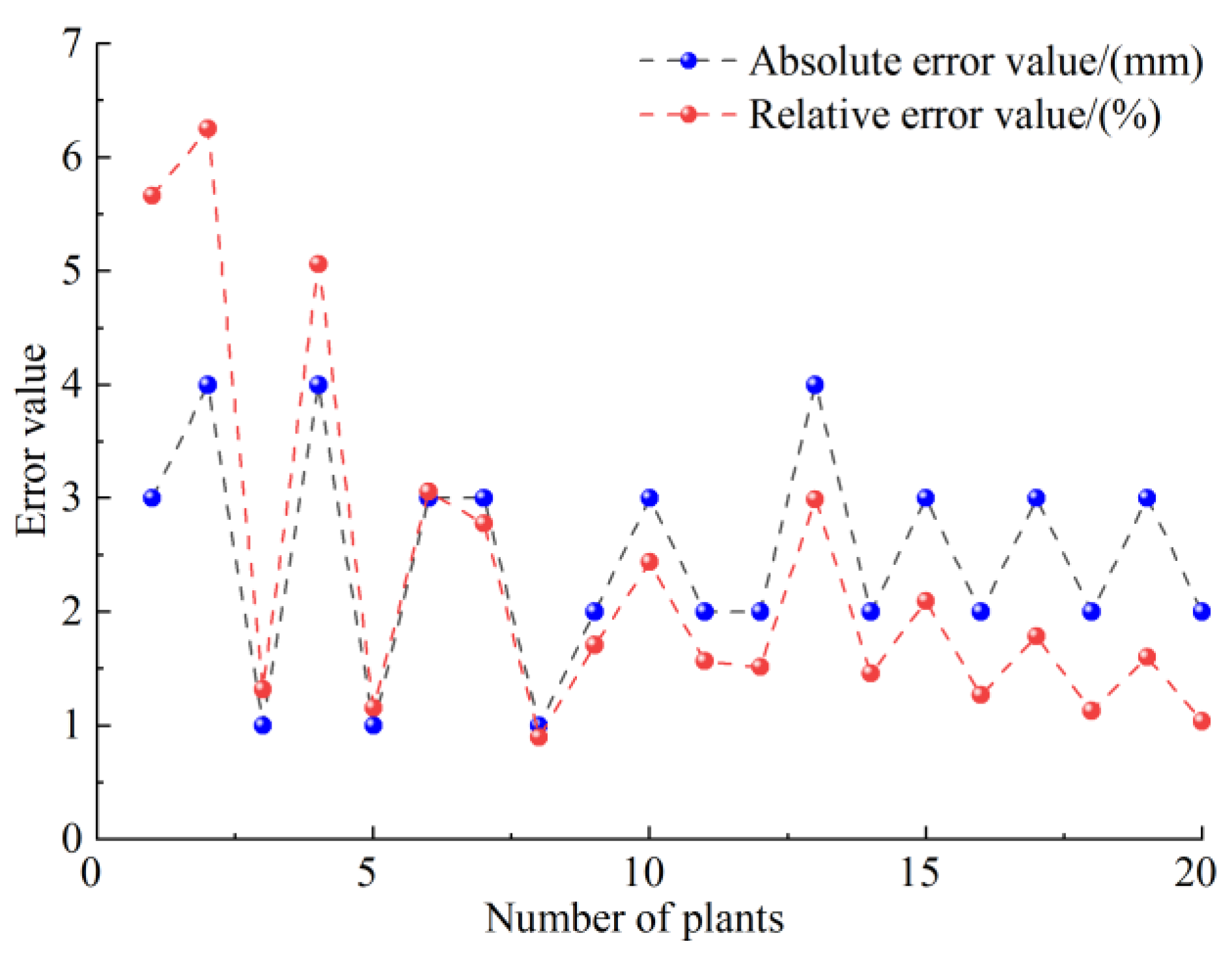
3.1.1. Height Recognition Experiment of Sunflower Plate Placed on Its Rod
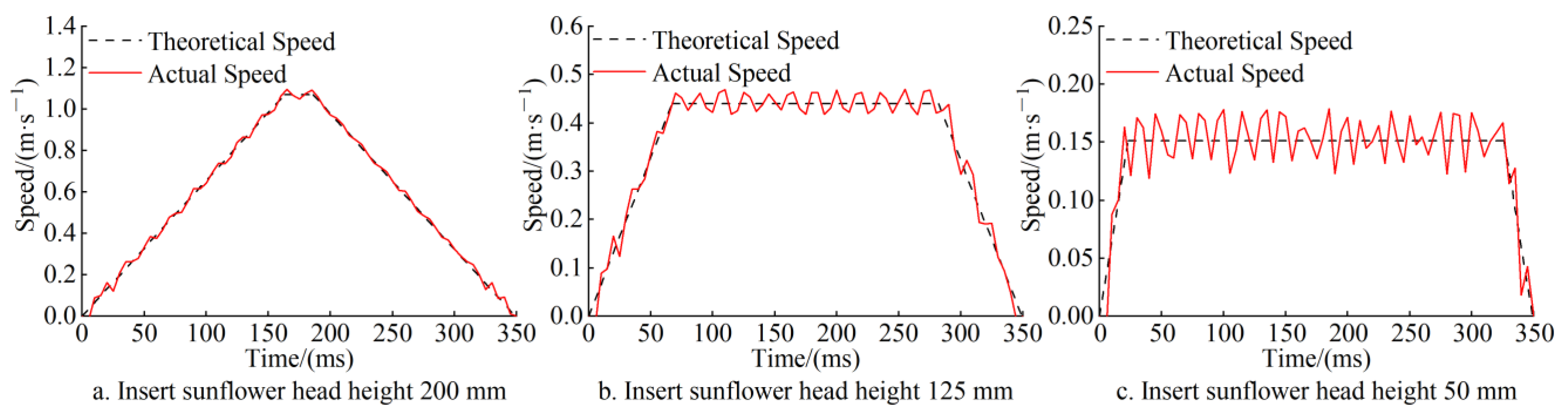
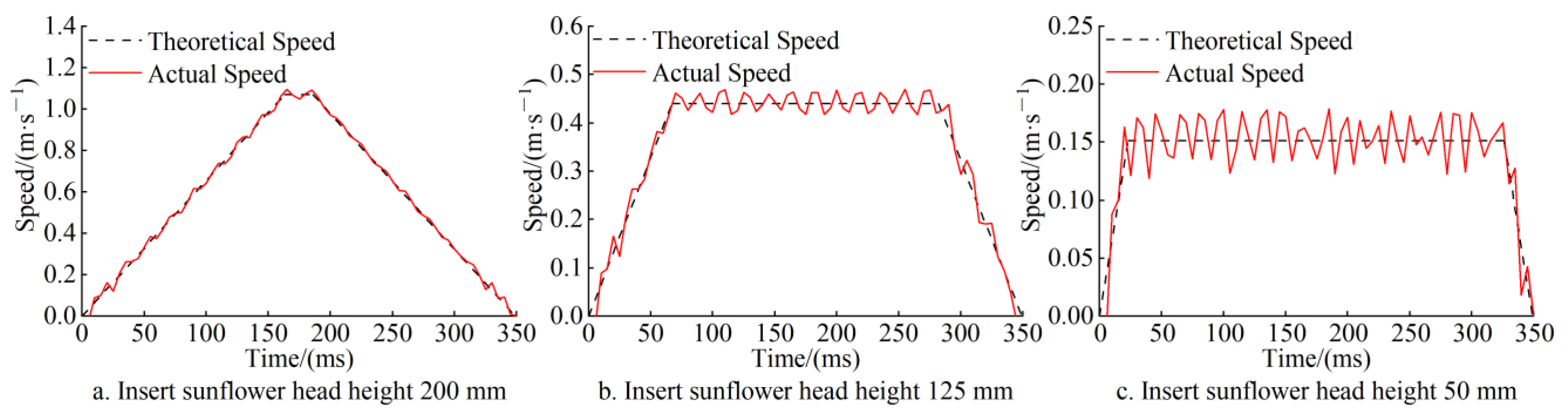
3.1.2. The Speed Control Experiment of Taking Sunflower Plate
3.1.3. Experiment of Picking Sunflower Plate
3.2. Field Experiment
4. Discussion and Perspectives
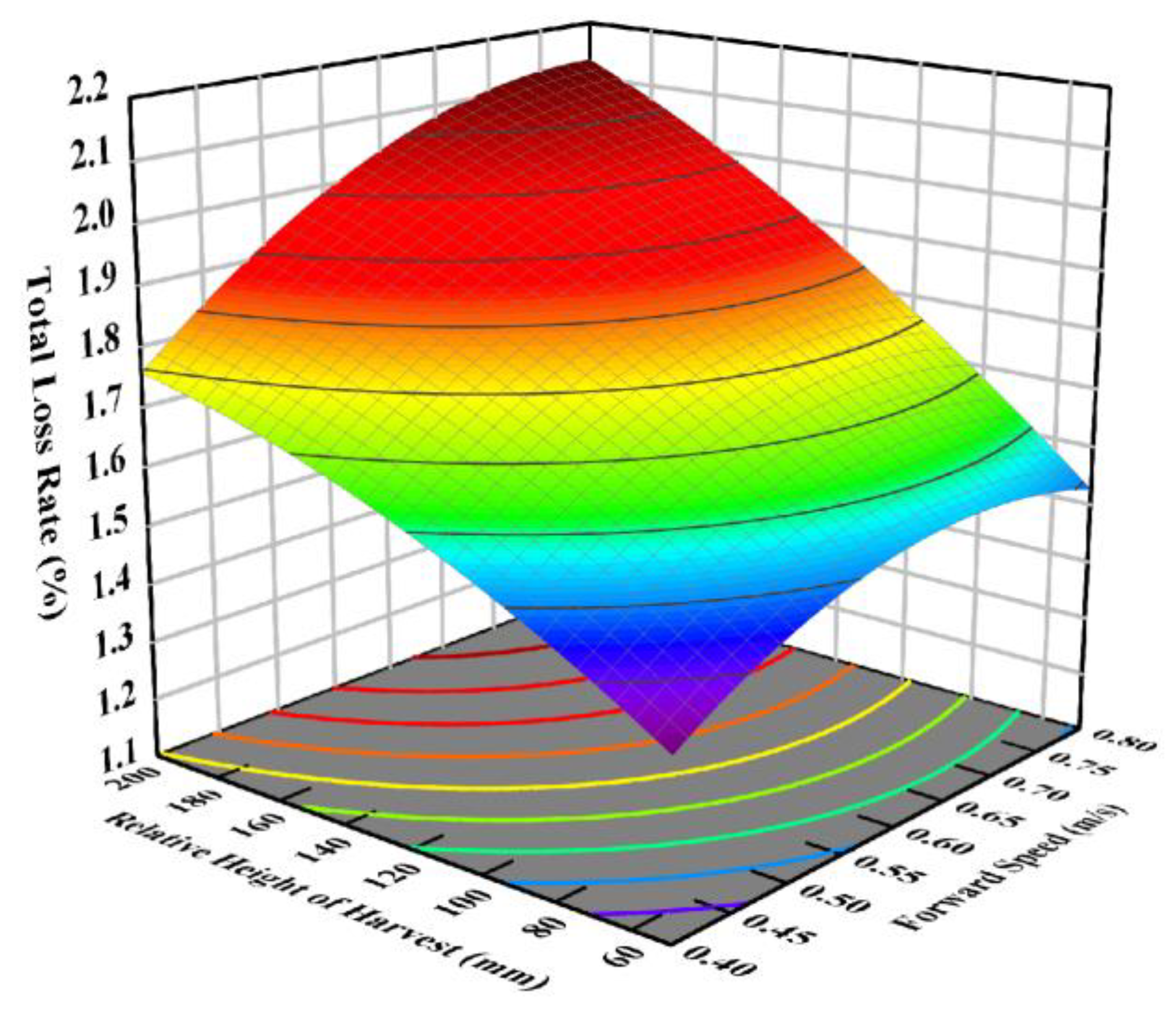
4.1. Discussion on Key Parameters of Harvester
4.2. Comparison with Related Research Results
4.3. Limitations of This Study
4.4. Future Project Implementation Plan
- (1)
- Future research can further explore other factors that may affect the results, in-depth study of the interaction between the various factors, more comprehensive study to improve the performance of the control system.
- (2)
- We recommend conducting more extensive research on different target groups, including different varieties of edible sunflowers or harvests under different geographical conditions, to understand whether the conclusions of this study apply to a wider range of situations.
- (3)
- Long-term experiments could be carried out to evaluate the durability and stability of the system in actual operation.
- (4)
- It is recommended to establish cooperation with experts in related fields such as machine vision and crop phenotype and further improve the reliability of the control system by using advanced technical means such as multi-sensor fusion and jointly explore new development directions.
5. Conclusions
- (1)
- According to the analysis of the operating parameters of the sunflower plate and the working principle of the harvesting device, the overall scheme of the plate control system was determined. The system is composed of a working speed detection sensor, position detection sensor, height detection sensor, controller, driver and stepper motor. According to the relevant parameters, the relationships between the speed of the stepper motor, the rotation angle, the working speed and the height of the sunflower plate placed on the sunflower rod are established.
- (2)
- The sunflower harvest experiment bench was built to carry out the bench experiment of the control system. The results showed that the absolute error of the height measurement of each edible sunflower was less than 4 mm. The actual speed curve of the plate taking components basically conforms to the trapezoidal acceleration and deceleration motion law, and the speed error of the plate taking components does not exceed 0.028 m/s. Under the simulated field operating conditions, the maximum positioning error was 1.25 mm, the maximum relative error was 1.2%, the average relative error was 0.94%, and the overall grain loss rate was less than 2.26%. It shows that the algorithm of the system is reliable, the positioning accuracy is high, the grain loss rate is small and the picking operation can be completed well.
- (3)
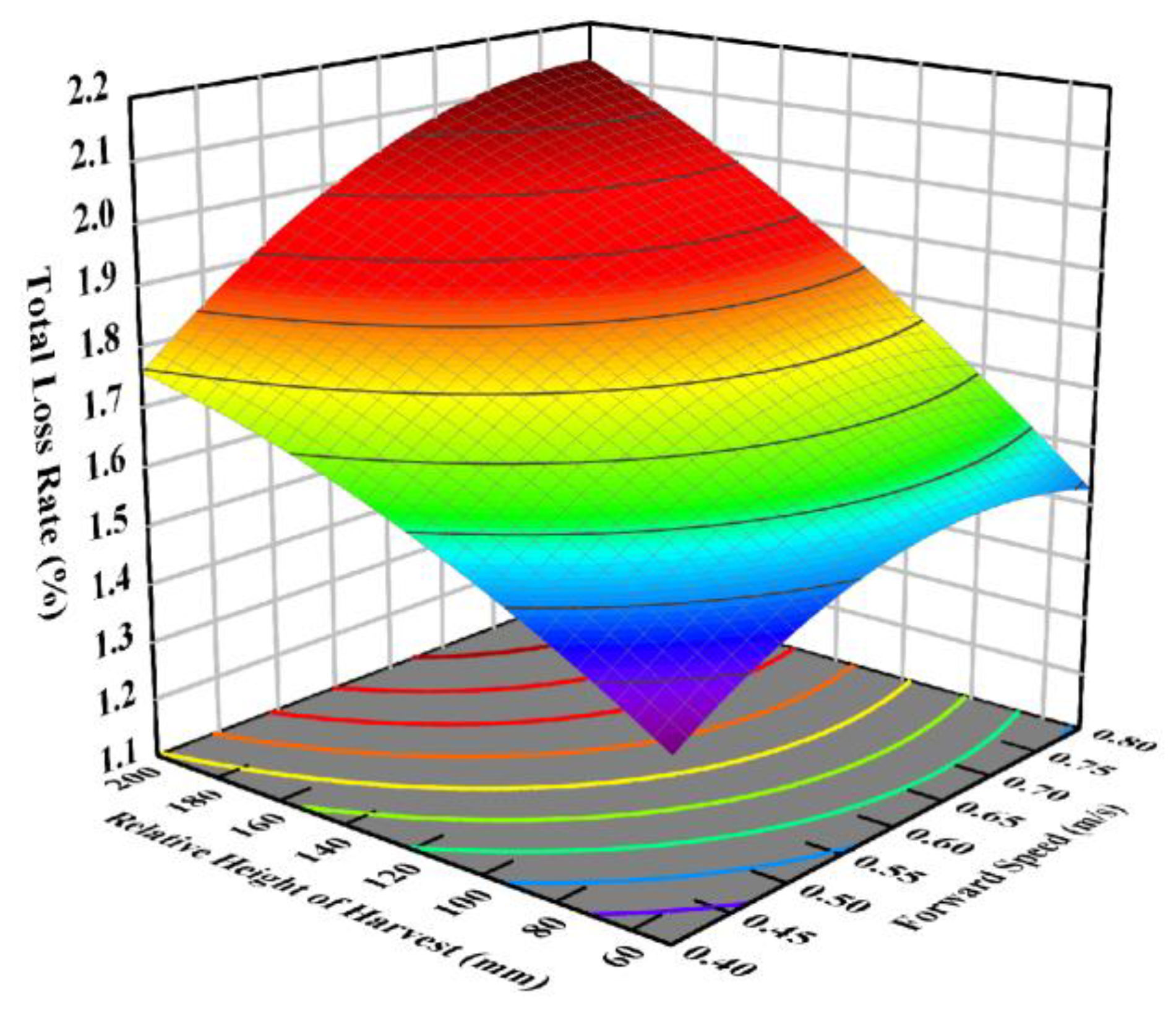
- The plate taking control system designed in this paper was installed on the sunflower harvester, and the field experiment was carried out. The results showed that the total loss rate was less than 5% when the forward speed of the harvester was 0.4~0.8 m/s. When the forward speed is 0.6 m/s, the minimum harvest loss rate of the unit is 2.32%. It shows that the control system meets the requirements of the harvesting operation of the edible sunflower in the segmented harvesting mode, which improves the harvesting efficiency of the edible sunflower and reduces the harvesting loss rate.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.Q. Technical solutions for mechanized harvest of anemone. In Mechanization of Rural and Pastoral Areas; FAO: Rome, Italy, 2019; pp. 17–18. (In Chinese) [Google Scholar]
- Vargas, M.; Albors, A.; Chiralt, A. Application of chitosan-sunflower oil edible films to pork meat hamburgers. Proc. Food Sci. 2011, 1, 39–43. [Google Scholar] [CrossRef]
- Zorzi, C.Z.; Garske, R.P.; Flôres, S.H.; Thys, R.C.S. Sunflower protein concentrate: A possible and beneficial ingredient for gluten-free bread. Innov. Food Sci. Emerg. 2020, 66, 102539. [Google Scholar] [CrossRef]
- Luan, S.B. Study on countermeasures of sunflower production and development in Heilongjiang Province. Agric. Technol. Serv. 2017, 34, 152. (In Chinese) [Google Scholar]
- Han, C.J.; Wang, C.C.; Zhu, X.L.; Zhang, J.; Zhang, X.J. Design of imitating manual harvesting device for edible sunflower. Trans. CSAE 2019, 35, 14–22. (In Chinese) [Google Scholar] [CrossRef]
- Han, C.J.; Diao, H.W.; Qiu, S.L.; Zhu, X.L.; Zhang, J.; Yuan, P.P. Design and Experiment of Edible Sunflower Plate Taking Device Based on Manual Plate Taking Principle. Trans. Chin. Soc. Agric. Mach. 2022, 53, 123–131. (In Chinese) [Google Scholar]
- Guo, Y.K.; Han, C.J.; Li, G.X.; Xu, Y.; Du, X.H. Design and test of flexible belt type sunflower tray harvester. J. Chin. Agric. Mech. 2022, 43, 33–38. (In Chinese) [Google Scholar] [CrossRef]
- Lian, G.D.; Zong, W.Y.; Feng, W.; Ma, L.; Cheng, Y.; Wei, X.X. Design and Experiment of Cutting Threshing Integrated Type Header for Harvesting of Edible Sunflower. Trans. Chin. Soc. Agric. Mach. 2023, 54, 22–131+154. (In Chinese) [Google Scholar] [CrossRef]
- Han, C.J.; Liu, Y.; Zhu, X.L.; Zhang, X.J. Design and Test of Edible Sunflower Plate Harvester Base on Reciprocating Lever. J. Agric. Mech. Res. 2018, 40, 125–128. (In Chinese) [Google Scholar] [CrossRef]
- Csanadi, T.; Hamphoff, B. A header for efficient sunflower harvesting—Deployment of special sunflower head. VDI Ber. Conf. Agric. Eng. 2007, 2001, 343–346. [Google Scholar]
- Dalmis, I.S.; Kayisoglu, B.; Bayhan, Y.; Toruk, F.; Durgut, F.T. Determination of the Effects of Rotation Speed and Forward Speed on Combine Harvester Driven Stalk Chopper Assembly Operating Performance. J. Agric. Sci. Tarim Bili 2013, 19, 54–62. [Google Scholar] [CrossRef]
- Latterini, F.; Stefanoni, W.; Sebastiano, S.; Baldi, G.M.; Pari, L. Evaluating the Suitability of a Combine Harvester Equipped with the Sunflower Header to Harvest Cardoon Seeds: A Case Study in Central Italy. Agronomy 2020, 10, 1981. [Google Scholar] [CrossRef]
- Startsev, A.S.; Makarov, S.A.; Nesterov, E.S.; Kazakov, Y.F.; Terentyev, A.G. Comparative evaluation of the operation of a combine harvester with an additional sieve with adjustable holes for sunflower harvesting. IOP Conf. Ser. Earth Environ. 2020, 433, 012007. [Google Scholar] [CrossRef]
- Startsev, A.S.; Demin, E.E.; Danilin, A.V.; Vasilyev, O.A.; Terentyev, A.G. Results of the production test of sunflower harvesting attachment with an auger reel. IOP Conf. Ser. Earth Environ. 2020, 433, 012006. [Google Scholar] [CrossRef]
- Stefanoni, W.; Latterini, F.; Malkogiannidis, V.; Salpiggidis, V.; Alexopoulou, E.; Pari, L. Mechanical Harvesting of Castor Bean (Ricinus communis L.) with a Combine Harvester Equipped with Two Different Headers: A Comparison of Working Performance. Energies 2022, 15, 2999. [Google Scholar] [CrossRef]
- Mavolo, L.; Rivero, D.; Botta, G. Evaluation of different construction materials in the shield sunflower harvester head (Helianthus annuus L.) for the reduction of capitulum shelling. Agriscientia 2022, 39, 5. [Google Scholar] [CrossRef]
- Liu, Y.; Luo, C.M.; Zong, W.Y.; Huang, X.M.; Ma, L.N.; Lian, G.D. Optimization of Clamping and Conveying Device for Sunflower Oil Combine Harvester Header. Agriculture 2021, 11, 859. [Google Scholar] [CrossRef]
- Zhang, S.X.; Zhang, Y.; He, Y.Z. Design and test of backpack harvester for sunflowers. J. Mach. Des. 2018, 35, 67–71. (In Chinese) [Google Scholar] [CrossRef]
- Jian, Z.Y.; Zhang, Y.; Li, S.P.; Zhou, J.; Zhang, X.M. The mechanical harvesting technology of edible sunflower by 4ZXRKS-4 harvester. J. Agric. Eng. Technol. 2018, 38, 48. (In Chinese) [Google Scholar] [CrossRef]
- Jian, Z.Y.; Zhang, Y.; Li, S.P.; Zhou, J.; Zhang, X.M. Structural performance analysis and parameter debugging of 4ZXRKS-4 type sunflower grain harvester. J. Agric. Eng. Technol. 2019, 39, 62. (In Chinese) [Google Scholar] [CrossRef]
- Wang, B.; Tang, W.; Dong, J.X.; Wang, F. Positioning-control Based on Trapezoidal Velocity Curve for High-precision Basis Weight Control Valve. Pap. Biomater. 2017, 2, 42–50. [Google Scholar] [CrossRef]
- Cai, N.; Qin, G.; Zhang, H.M.; Zhang, H.B. Research on speed control technology of stepper motor. Electron. Meas. Technol. 2021, 44, 84–88. (In Chinese) [Google Scholar] [CrossRef]
- Wang, B.J.; Liu, Q.X.; Zhou, L.; Bu, L.; Li, X.Q.; Zhang, J.Q. Modeling of stepper motor control system and optimization of acceleration and deceleration curve. Electr. Mach. Control 2018, 22, 37–42+52. (In Chinese) [Google Scholar] [CrossRef]
- Ren, L.; Wang, N.; Cao, W.N.; Li, J.Q.; Ye, X.C. Fuzzy PID control of manipulator positioning for taking the whole row seedlings of tomato plug seedlings. Trans. Chin. Soc. Agric. Eng. 2020, 36, 21–30. (In Chinese) [Google Scholar] [CrossRef]
- Li, X.Y.; Du, Y.F.; Liu, L.; Mao, E.R. Design and experiment of the automatic control system for low damage corn grain direct harvesters. Trans. Chin. Soc. Agric. Eng. 2023, 39, 34–42. (In Chinese) [Google Scholar] [CrossRef]
- DB 65/T 3541—2013; Technical Protocols of Production Mechanization in Sunflower. Xinjiang Uygur Autonomous Region Agricultural and Animal Husbandry Machinery Administration: Urumqi, China, 2013.
- Liu, G.W.; Ni, Y.L.; Yang, T.X.; Qi, Y.D.; Jin, C.Q. Design and experiment of header height automatic control system for soybean harvester. J. Chin. Agric. Mech. 2023, 44, 155–160+152. (In Chinese) [Google Scholar] [CrossRef]
- Yan, Y.M.; Wang, W.X.; Li, X.; Chen, F.X.; Shen, X.C. Design and test of cotton top height measurement system based on automatic control. J. GANSU Agric. Univ. 2018, 53, 176–184. (In Chinese) [Google Scholar] [CrossRef]
- Gong, Y.J.; Jin, Z.B.; Bai, X.P.; Wang, S.J.; Huang, W.Y. Design and Experiment of Servo Control System for Sugarcane Header. Trans. Chin. Soc. Agric. Mach. 2023, 54, 119–128+138. (In Chinese) [Google Scholar]
- Jin, Z.B. Design and Experiment of Servo Control System for Sugarcane Header. Master’s Thesis, Shenyang Agricultural University, Shenyang, China, 2023. [Google Scholar]
- GB/T 8097-2008; Equipment for Harvesting-Combine Harvesters-Test Procedure. Standardization Administration of China: Beijing, China, 2008.
- JB/T 6287-2008; Reliability Determination Test Methods for Grain Combine Harvesters. Standardization Administration of China: Beijing, China, 2008.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Actual Height Value (mm) | The Measured Value of the Light Curtain Sensor (mm) | Absolute Error (mm) | Relative Error (%) |
|---|---|---|---|---|
| 1 | 53 | 50 | 3 | 5.66 |
| 2 | 64 | 60 | 4 | 6.25 |
| 3 | 76 | 75 | 1 | 1.32 |
| 4 | 79 | 75 | 4 | 5.06 |
| 5 | 86 | 85 | 1 | 1.16 |
| 6 | 98 | 95 | 3 | 3.06 |
| 7 | 108 | 105 | 3 | 2.78 |
| 8 | 111 | 110 | 1 | 0.90 |
| 9 | 117 | 115 | 2 | 1.71 |
| 10 | 123 | 120 | 3 | 2.44 |
| 11 | 127 | 125 | 2 | 1.57 |
| 12 | 132 | 130 | 2 | 1.52 |
| 13 | 134 | 130 | 4 | 2.99 |
| 14 | 137 | 135 | 2 | 1.46 |
| 15 | 143 | 140 | 3 | 2.10 |
| 16 | 157 | 155 | 2 | 1.27 |
| 17 | 168 | 165 | 3 | 1.79 |
| 18 | 177 | 175 | 2 | 1.13 |
| 19 | 188 | 185 | 3 | 1.60 |
| 20 | 192 | 190 | 2 | 1.04 |
| Coded Value | Coding Factor | |
|---|---|---|
| Forward Speed (m·s−1) | Relative Height of Harvest (mm) | |
| 1 | 0.4 | 50 |
| 2 | 0.6 | 125 |
| 3 | 0.8 | 200 |
| Number | Operating Speed (m/s) | Theoretical Displacement (mm) | Actual Displacement (mm) | Absolute Error (mm) | Relative Error (%) | Total Loss Rate (%) |
|---|---|---|---|---|---|---|
| 1 | 0.4 | 50 | 50.60 | 0.60 | 1.20 | 1.31 |
| 2 | 0.4 | 125 | 124.20 | 0.80 | 0.64 | 1.62 |
| 3 | 0.4 | 200 | 198.80 | 1.20 | 0.60 | 1.98 |
| 4 | 0.6 | 50 | 50.80 | 0.80 | 1.60 | 1.43 |
| 5 | 0.6 | 125 | 126.40 | 1.40 | 0.87 | 1.74 |
| 6 | 0.6 | 200 | 201.25 | 1.25 | 1.12 | 2.11 |
| 7 | 0.8 | 50 | 50.40 | 0.40 | 0.80 | 1.55 |
| 8 | 0.8 | 125 | 126.20 | 1.20 | 0.96 | 1.83 |
| 9 | 0.8 | 200 | 201.40 | 1.40 | 0.70 | 2.26 |
| 10 | 0.6 | 125 | 125.40 | 0.40 | 0.32 | 1.85 |
| 11 | 0.6 | 125 | 126.20 | 1.20 | 0.96 | 1.87 |
| 12 | 0.6 | 125 | 124.40 | 0.60 | 0.48 | 1.91 |
| 13 | 0.6 | 125 | 126.20 | 1.20 | 0.96 | 1.82 |
| Source of Variance | Total Loss Rate | |||
|---|---|---|---|---|
| Sum of Squares | Degrees of Freedom | F | p | |
| Model | 0.52 | 5 | 68.77 | <0.0001 *** |
| A | 0.099 | 1 | 65.61 | <0.0001 *** |
| B | 0.36 | 1 | 235.89 | <0.0001 *** |
| AB | 0.014 | 1 | 9.56 | 0.0175 * |
| A2 | 0.025 | 1 | 16.67 | 0.0047 ** |
| B2 | 7.00 × 10−3 | 1 | 4.65 | 0.068 |
| Residual | 0.11 | 7 | ||
| Lack-of-fit | 5.86 × 10−3 | 3 | 1.67 | 0.3092 |
| Error | 4.68 × 10−3 | 4 | ||
| Sum | 0.53 | 12 | ||
| Speed of Advance (m/s) | Total Loss Rate (%) |
|---|---|
| 0.4 | 2.87 |
| 0.6 | 2.32 |
| 0.8 | 3.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, F.; Chen, J.; Zhang, H.; Han, L.; Dong, Y.; Li, B.; Ji, C. Design and Experiment of Plate Taking Control System of Edible Sunflower (Edulis helianthus catino L.) Harvester. Agriculture 2024, 14, 592. https://doi.org/10.3390/agriculture14040592
Pan F, Chen J, Zhang H, Han L, Dong Y, Li B, Ji C. Design and Experiment of Plate Taking Control System of Edible Sunflower (Edulis helianthus catino L.) Harvester. Agriculture. 2024; 14(4):592. https://doi.org/10.3390/agriculture14040592
Chicago/Turabian StylePan, Feng, Jincheng Chen, Hui Zhang, Lin Han, Yuncheng Dong, Bin Li, and Chao Ji. 2024. "Design and Experiment of Plate Taking Control System of Edible Sunflower (Edulis helianthus catino L.) Harvester" Agriculture 14, no. 4: 592. https://doi.org/10.3390/agriculture14040592
APA StylePan, F., Chen, J., Zhang, H., Han, L., Dong, Y., Li, B., & Ji, C. (2024). Design and Experiment of Plate Taking Control System of Edible Sunflower (Edulis helianthus catino L.) Harvester. Agriculture, 14(4), 592. https://doi.org/10.3390/agriculture14040592