
Study on the Structural Characteristics of Mesh Filter Cake in Drip Irrigation: Based on the Growth Stage of Filter Cake
Abstract
:
1. Introduction
2. Materials and Methods
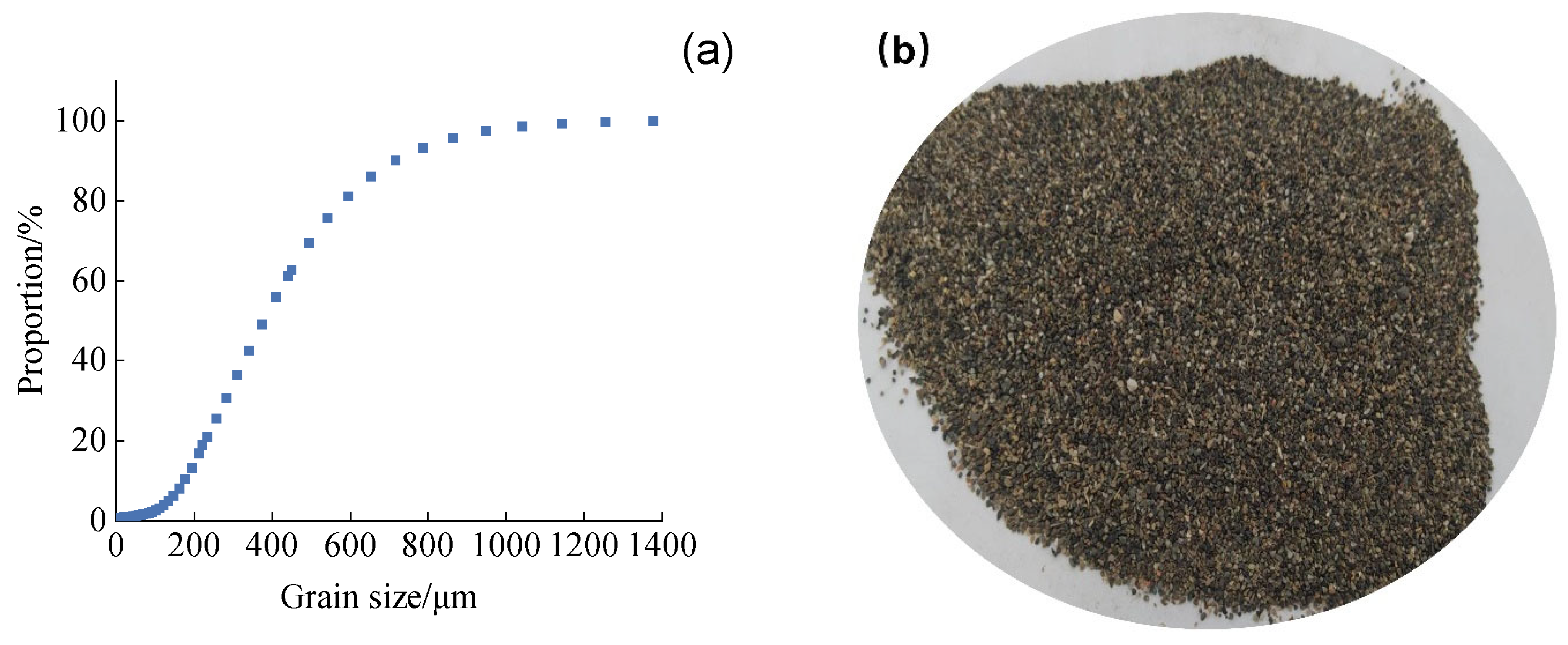
2.1. Experiment Device and Materials
2.2. Experiment Methods
2.2.1. Experimental Factors
2.2.2. One-Way Experiments
- (1)
- Completely clogging experiment
- (2)
- Stages of clogging experiment
2.2.3. One-Way Experiments
2.3. Test Index and Calculation
2.3.1. Filter Cake Particle Gradation
2.3.2. Median Particle Size and Pore-to-Particle Ratio
2.3.3. Porosity
3. Results
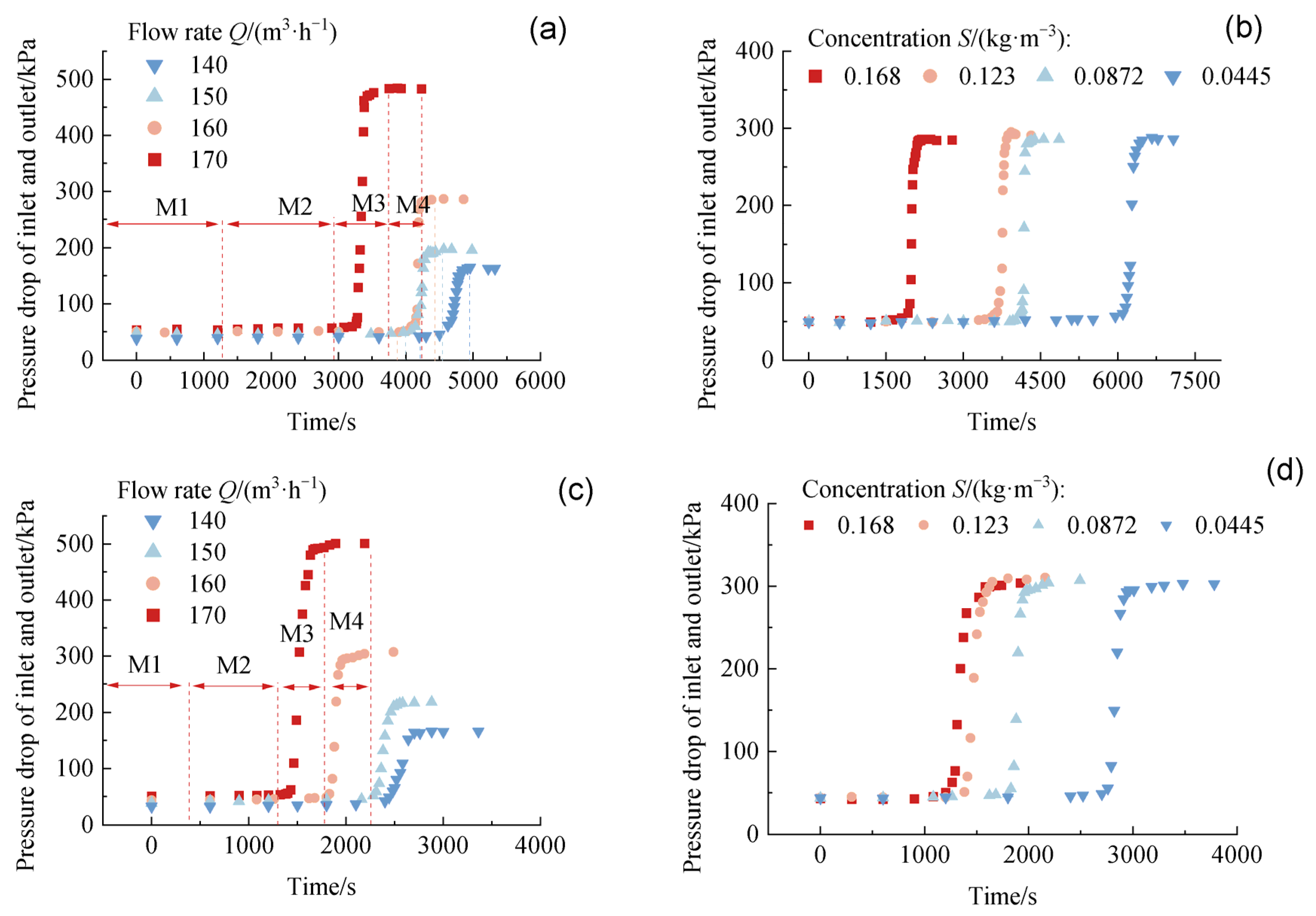
3.1. Growth Stage Division
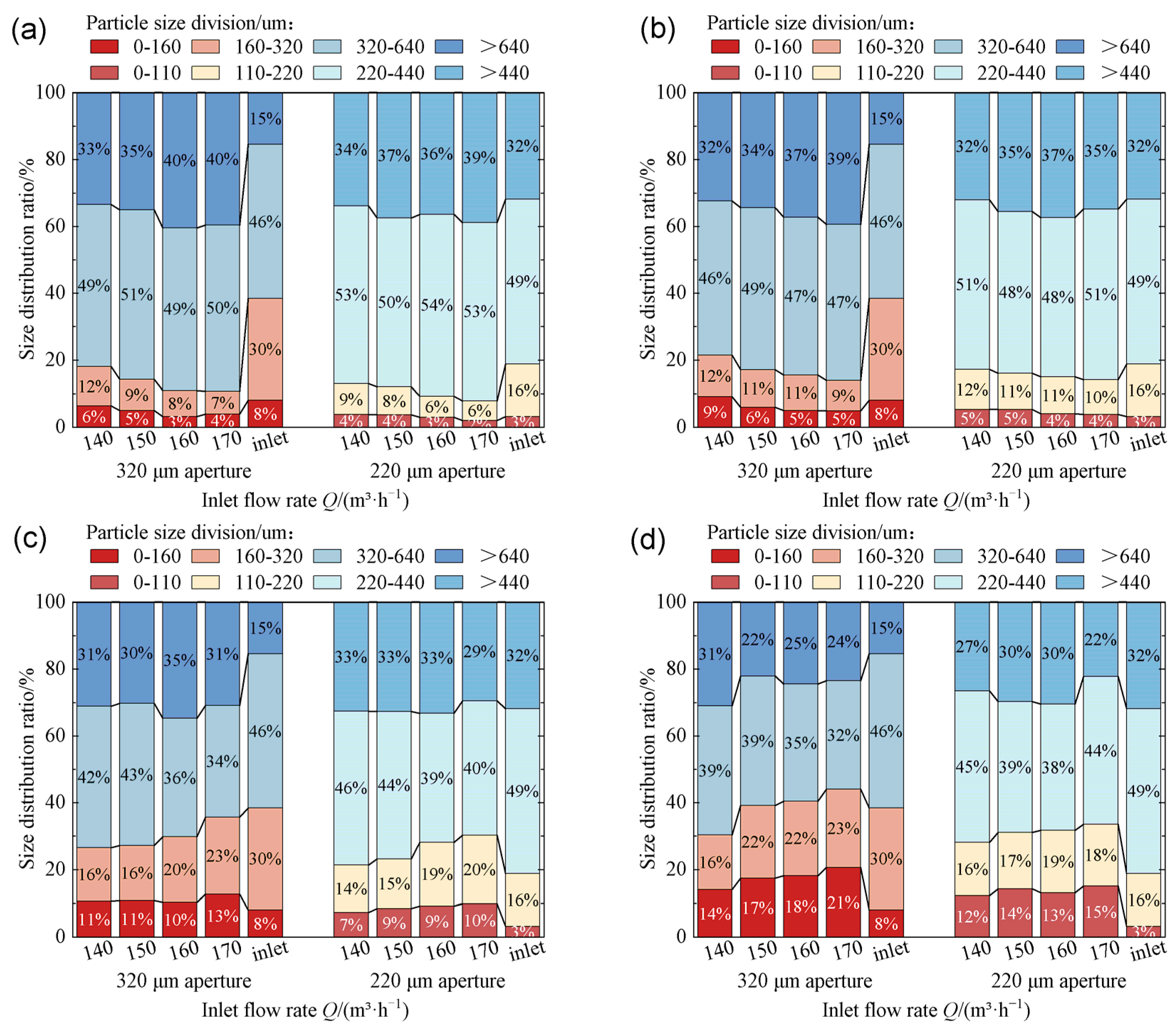
3.2. Characteristics of Particle Size Distribution of Filter Cake at Each Growth Stage under Different Working Conditions
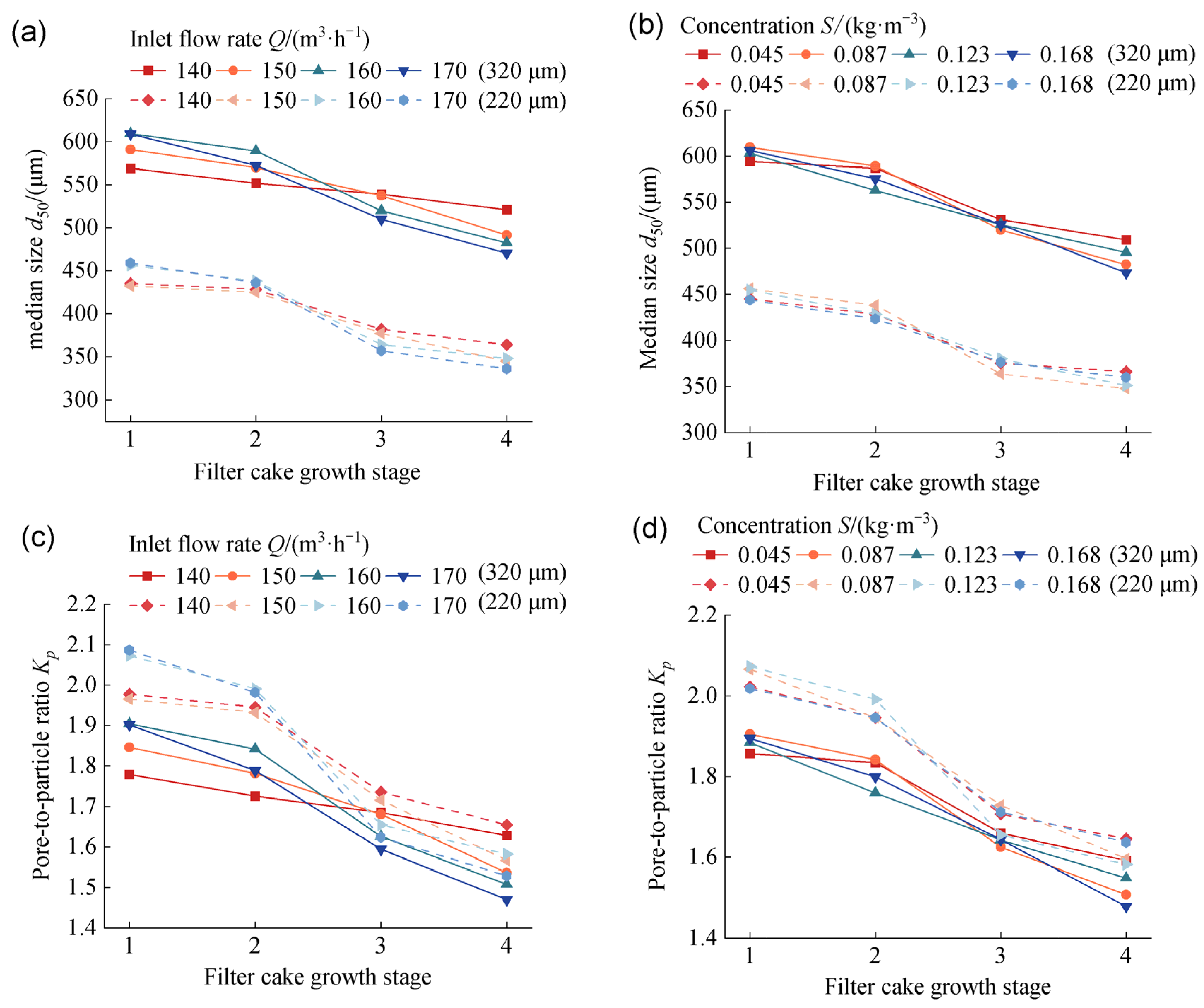
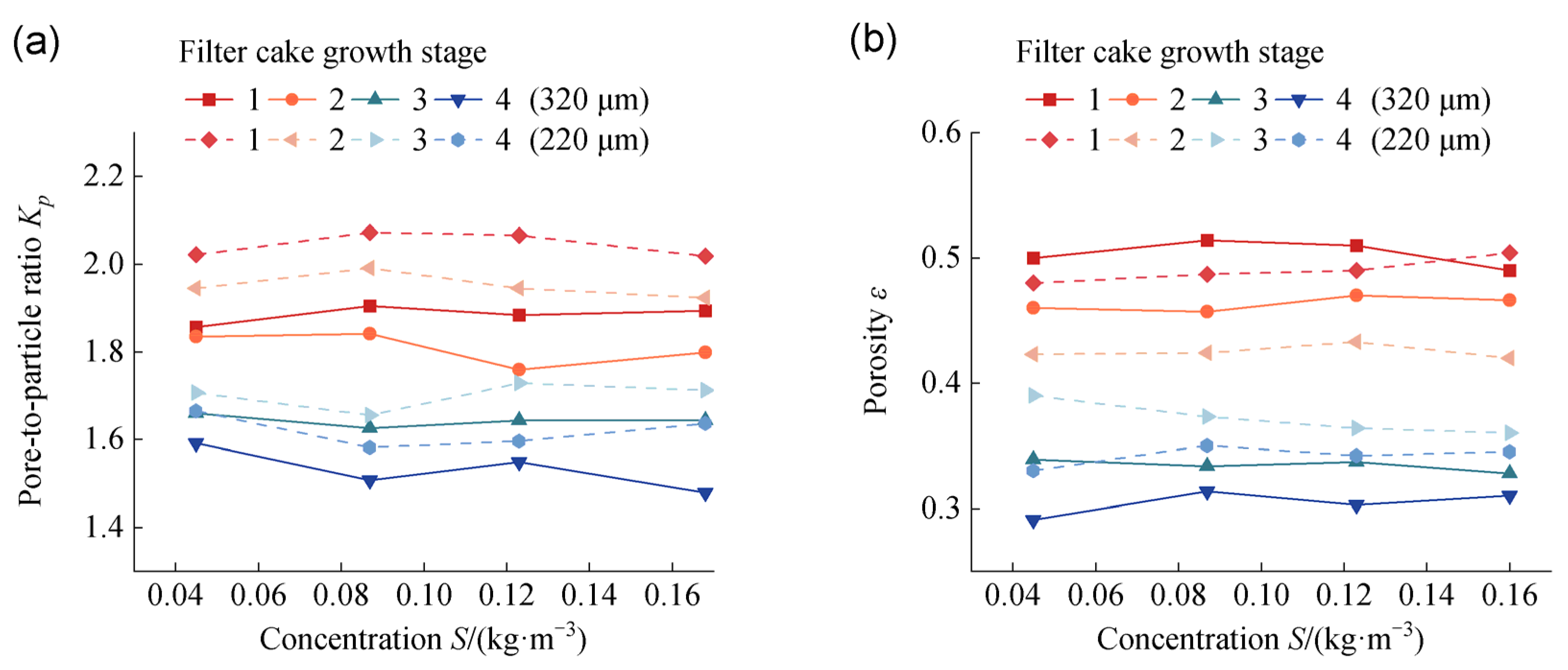
3.3. Aperture Characteristics of Growing Filter Cake under Different Working Conditions
3.4. Porosity Regression Equation Establishment
4. Discussion
4.1. Influence of Different Mesh Aperture Sizes on the Structural Characteristics of Filter Cake
4.2. Effect of Flow on Filter Cake Structure
4.3. Porosity Regression Model Analysis
5. Conclusions
- The growth of the filter cake is a process that begins with the filling of the mesh with easily intercepted particles and proceeds to the subsequent filling of the aperture spaces of the large particle skeleton with filtered particles, with the proportion of easily intercepted particles gradually decreasing and the proportion of filtered particles increasing step by step. When the aperture size of the filter mesh is smaller, the intercepted particles’ proportion are larger, and the proportion of filtered particles in the formed filter cake is smaller. For clogged filter cake, the larger the flow rate was, the larger the proportion of filtered particles in the cake was.
- As the growth stage of the filter cake increases, the median particle size, pore-to-particle ratio, and porosity decrease. These are affected by the sand carrying capacity of the flow. In the M1 and M2 stages, the higher the flow rate, the larger the porosity was; however, in the M3 and M4 stages, the higher the flow rate, the smaller the porosity was; concentration does not correlate well with filter cake porosity. According to the acceptable porosity level for the self-cleaning ability of the filter during operation, the appropriate filtration flow rate and the beginning of the cleaning time should be selected to avoid the situation wherein the cake porosity is too small and the filter mesh is not cleaned.
- The regression model of filter cake porosity based on flow rate, concentration, and growth stage under 320 μm aperture and 220 μm aperture conditions was established according to the results of orthogonal experiments, and the model coefficients of determination, R2, were 90.33% and 80.73%, respectively, with a good fitting effect. The model can provide a reference for constructing other models of filter cake parameters or pressure drop models under different working conditions of mesh filters.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ibor, C.S.; Juárez, J.M.; Mollá, M.G. Towards a new efficiency paradigm for drip irrigation? Changes in water allocation and management in irrigation and wetland systems. Agric. Syst. 2024, 216, 103910. [Google Scholar] [CrossRef]
- Feng, J.; Jiao, Y.; Yang, L.; Han, M.; Liu, H. Filter drip irrigation system and its performance testing research progress. J. Chin. Agric. Mech. 2020, 41, 74–82. [Google Scholar]
- Kolesova, N.G.; Kudryavtseva, L.V.; Afanasyev, V.S. Technical Solutions for Drip Irrigation Systems. Power Technol. Eng. 2023, 56, 639–642. [Google Scholar] [CrossRef]
- Yang, H.; Liu, Z.; Lei, C.; Lu, C. Pump before and after pump combination screen filter filtration performance study. J. Drain. Irrig. Mach. Eng. 2024, 1–7. [Google Scholar]
- Yu, L.; Li, J.; Li, N.; Chen, Z. Effects of different mesh and cylinder models on the performance of Y-mesh filter. Trans. Chin. Soc. Agric. Eng. 2023, 39, 97–105. [Google Scholar]
- Xi, W.; Jin, Z.; Li, Q.; Tao, H. Effect of flow rate and sediment content on hydraulic performance and filtration performance of floating mesh rotary filter. Water Sav. Irrig. 2024, 5, 46–51. [Google Scholar]
- Yuan, J.; Zhu, D.; Sun, S. Drip irrigation system laminated filter structure parameter optimization. Trans. Chin. Soc. Agric. Eng. 2024, 40, 133–141. [Google Scholar]
- Wen, Q. Study on Filtration Mechanism Analysis and Control System of Automatic Self-Cleaning Filter. Master’s Thesis, Zhejiang University, Hangzhou, China, 2004. [Google Scholar]
- Zong, Q.; Yang, H.; Liu, Z.; Ge, Y. Clogging reason analysis and pressure drop calculation of screen filter. Trans. Chin. Soc. Agric. Mach. 2017, 48, 215–222. [Google Scholar]
- Zeier, K.R.; Hills, D.J. Trickle irrigation screen filter performance as affected by sand size and concentration. Trans. ASAE 1987, 30, 735–0739. [Google Scholar] [CrossRef]
- Fei, Z.; Dong, X.; Fan, Y.; Ma, X. Study on micro-pore structure of filter cake based on micro-CT technique. Min. Res. Dev. 2021, 41, 131–135. [Google Scholar]
- Chen, R.; Fan, Y.; Feng, Z.; Li, J. Study on Effect of Concentration and particle size on filter cake structure of fine coal. China Min. Ind. 2017, 26, 133–138. [Google Scholar]
- Li, D.D.; Cui, X.; Huang, J.Q.; Han, Y.B. An Experimental on Filtration and Clogging of Geotextile Filters around Drain Pipes in Fine Tailings. KSCE J. Civ. Eng. 2024, 28, 1767–1776. [Google Scholar] [CrossRef]
- Vanessa, P.; Kilian, S.; Sergiy, A. A Coupled CFD-DEM Model for Resolved Simulation of Filter Cake Formation during Solid-Liquid Separation. Processes 2021, 9, 826. [Google Scholar] [CrossRef]
- Song, Y.; Wang, H.; Li, A.; Wang, X. Shield tail synchronous grouting aqueous silty sand layer cake growth rate research. J. Railw. Sci. Eng. 2023, 20, 2974–2986. [Google Scholar]
- TATSUMI, T.; TAMURA, S.; NISHINO, Y. Density measurement by water-phase over-drain method. GPI J. 2016, 2, 130–134. [Google Scholar]
- Zhang, K.; Yu, L.; Liu, K.; Cao, D.; Li, N.; Wu, F. Calculation of interception rate of mesh filter and analysis of its influencing factors. Trans. Chin. Soc. Agric. Eng. 2021, 37, 123–130. [Google Scholar]
- Zhong, J.; Xu, N.; Shi, J. Effect of particle size and membrane aperture on ceramic membrane microfiltration of micron particle suspension. J. Chem. Eng. Univ. 2000, 230–234. [Google Scholar] [CrossRef]
- Martin, H.; Ehsan, F.; Martina, G.; Thomas, B. Compression Mechanism in Multilayered Filter Cakes. Chem. Eng. Technol. 2021, 44, 1900–1907. [Google Scholar]
- Lu, J.; Guo, R.; Wang, C.; Lu, W.H. Clogging Mechanism Analysis of Microporous filter membrane based on Solid Particle Size Distribution. Chin. J. Mech. Eng. 2018, 54, 145–151. [Google Scholar] [CrossRef]
- Tao, M.; Zhou, M. Analysis of Fiber Mechanics index Measurement System based on Minitab software. High-Tech Fibers Appl. 2020, 45, 45–50. [Google Scholar]
- Tolgahan, E.; Fatih, T. Investigation of DOE model analyses for open atmosphere laser polishing of additively manufactured Ti-6Al-4V samples by using ANOVA. Opt. Laser Technol. 2024, 168, 109832. [Google Scholar] [CrossRef]
- Mc Donogh, R.M.; Welsch, K.; Fane, A.G.; Fell, C.J. Flux and rejection in the ultrafiltration of colloids. Desalination 1988, 70, 251–264. [Google Scholar] [CrossRef]
- Tanaka, T.; Yamagiwa, Y.; Nagano, T.; Taniguchi, M.; Nakanishi, K. Relationship between Cake Structure and Membrane Pore Size in Crossflow Filtration of Microbial Cell Suspension Containing Fine Particles. J. Chem. Eng. Jpn. 2001, 34, 1524–1531. [Google Scholar] [CrossRef]
- Hosseini, P.K.; Shariati, F.P.; Amrei, H.D.; Heydarinasab, A. The influence of various orifice diameters on cake resistance and pore blocking resistance of a hybrid membrane photobioreactor (HMPBR). Sep. Purif. Technol. 2020, 235, 116187. [Google Scholar] [CrossRef]
- Zhang, G. Discussion on screen size ratio and reasonable value of Two kinds of pressure drop for micro-irrigation filter. Sprink. Irrig. Technol. 1992, 31–35, (In Chinese with English Abstract). [Google Scholar]
- Yu, L.; Xu, Z.; Yang, J.; Li, N.; Liu, K. Numerical simulation of local clogging in screen filter based on coupled DEM-CFD. Trans. Chin. Soc. Agric. Eng. 2018, 34, 130–137. [Google Scholar]
- Cao, B.; Zou, Y.; Xia, J. Different size particles in unsteady pipe flow follow test. Adv. Water Sci. 2017, 28, 356–363. [Google Scholar]
- Wu, Y.; Zhou, Y.; Cao, B. Based on the technology of PIV experimental research on coarse particle in the pipe flow with sex. Water Dyn. Res. Prog. 2017, 32, 739–746. [Google Scholar]
- Liu, Z.; Shi, K.; Li, M.; Wen, X.; Xie, Y. Experimental study on head loss of vertical and horizontal self-cleaning mesh filters. J. Irrig. Drain. 2019, 12, 44–50. [Google Scholar]
- Xie, Y.; Liu, Z.; LI, J.; Zong, Q.; Jin, J.; Kai, S. Numerical simulation of filtration and sewage discharge process of horizontal self-cleaning mesh filter. J. Zhejiang Univ. (Agric. Life Sci.) 2022, 48, 117–124. [Google Scholar]
- Wu, Y.; Liu, Z.; Xie, Y.; Chini, S.F. Numerical Simulation and Structural Optimization of sewage system of Self-cleaning net filter. China Rural. Water Resour. Hydropower 2022, 128–133. [Google Scholar] [CrossRef]
- Sanzeni, A.; Colleselli, F.; Grazioli, D. Specific Surface and Hydraulic Conductivity of Fine-Grained Soils. J. Geotech. Geoenviron. Eng. 2013, 139, 1828–1832. [Google Scholar] [CrossRef]
- Peijie, Y.; Huihui, S.; Hairui, M.; Wuchao, Y.; Zhi, H.; Xiaonan, Z. The modification of the Kozeny-Carman equation through the lattice Boltzmann simulation and experimental verification. J. Hydrol. 2022, 609, 127738. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lever | Flow Rate Q/m3/h | Concentration S/kg/m3 | Growth Stage M |
|---|---|---|---|
| 1 | 140 | 0.045 | 1 |
| 2 | 150 | 0.087 | 2 |
| 3 | 160 | 0.123 | 3 |
| 4 | 170 | 0.160 | 4 |
| Source | Degree of Freedom | Adj SS | Adj MS | F Value | p-Value |
|---|---|---|---|---|---|
| Regression | 7 | 0.109184 | 0.015598 | 23.56 | 0.000 |
| Flow rate Q | 1 | 0.000075 | 0.000075 | 0.11 | 0.745 |
| Concentration S | 1 | 0.000676 | 0.000676 | 1.02 | 0.342 |
| Stage M | 1 | 0.000344 | 0.000344 | 0.52 | 0.492 |
| Flow × concentration | 1 | 0.001210 | 0.001210 | 1.83 | 0.213 |
| Flow × stage | 1 | 0.000236 | 0.000236 | 0.36 | 0.567 |
| Concentration × stage | 1 | 0.000128 | 0.000128 | 0.19 | 0.672 |
| Flow × concentration × stage | 1 | 0.000311 | 0.000311 | 0.47 | 0.512 |
| Error | 8 | 0.005296 | 0.000662 | ||
| Total | 15 | 0.114480 |
| Experimental Group | Flow Rate Q/m3/h | Concentration S/kg/m3 | Growth Stage M | Porosity Factor |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 0.451 |
| 2 | 1 | 2 | 2 | 0.419 |
| 3 | 1 | 3 | 3 | 0.407 |
| 4 | 1 | 4 | 4 | 0.380 |
| 5 | 2 | 1 | 2 | 0.423 |
| 6 | 2 | 2 | 1 | 0.45 |
| 7 | 2 | 3 | 4 | 0.351 |
| 8 | 2 | 4 | 3 | 0.371 |
| 9 | 3 | 1 | 3 | 0.358 |
| 10 | 3 | 2 | 4 | 0.342 |
| 11 | 3 | 3 | 1 | 0.523 |
| 12 | 3 | 4 | 2 | 0.495 |
| 13 | 4 | 1 | 4 | 0.327 |
| 14 | 4 | 2 | 3 | 0.35 |
| 15 | 4 | 3 | 2 | 0.511 |
| 16 | 4 | 4 | 1 | 0.531 |
| Experimental Group | Flow Rate Q/m3/h | Concentration S/kg/m3 | Growth Stage M | Porosity Factor |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 0.485 |
| 2 | 1 | 2 | 2 | 0.46 |
| 3 | 1 | 3 | 3 | 0.374 |
| 4 | 1 | 4 | 4 | 0.36 |
| 5 | 2 | 1 | 2 | 0.461 |
| 6 | 2 | 2 | 1 | 0.49 |
| 7 | 2 | 3 | 4 | 0.333 |
| 8 | 2 | 4 | 3 | 0.357 |
| 9 | 3 | 1 | 3 | 0.33 |
| 10 | 3 | 2 | 4 | 0.303 |
| 11 | 3 | 3 | 1 | 0.514 |
| 12 | 3 | 4 | 2 | 0.46 |
| 13 | 4 | 1 | 4 | 0.27 |
| 14 | 4 | 2 | 3 | 0.31 |
| 15 | 4 | 3 | 2 | 0.48 |
| 16 | 4 | 4 | 1 | 0.55 |
| Source | Degree of Freedom | Adj SS | Adj MS | F Value | p-Value |
|---|---|---|---|---|---|
| Regression | 7 | 0.063685 | 0.009098 | 9.98 | 0.002 |
| Flow rate Q | 1 | 0.000017 | 0.000017 | 0.02 | 0.896 |
| Concentration S | 1 | 0.000016 | 0.000016 | 0.02 | 0.898 |
| Stage M | 1 | 0.000195 | 0.000195 | 0.21 | 0.656 |
| Flow × concentration | 1 | 0.000304 | 0.000304 | 0.33 | 0.580 |
| Flow × stage | 1 | 0.000107 | 0.000107 | 0.12 | 0.741 |
| Concentration × stage | 1 | 0.000015 | 0.000015 | 0.02 | 0.900 |
| Flow × concentration × stage | 1 | 0.000102 | 0.11 | 0.747 | |
| Error | 8 | 0.000912 | |||
| Total | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Long, Y.; Liu, Z.; Zong, Q.; Jing, H.; Lu, C. Study on the Structural Characteristics of Mesh Filter Cake in Drip Irrigation: Based on the Growth Stage of Filter Cake. Agriculture 2024, 14, 1296. https://doi.org/10.3390/agriculture14081296
Long Y, Liu Z, Zong Q, Jing H, Lu C. Study on the Structural Characteristics of Mesh Filter Cake in Drip Irrigation: Based on the Growth Stage of Filter Cake. Agriculture. 2024; 14(8):1296. https://doi.org/10.3390/agriculture14081296
Chicago/Turabian StyleLong, Yangjuan, Zhenji Liu, Quanli Zong, Heyi Jing, and Chen Lu. 2024. "Study on the Structural Characteristics of Mesh Filter Cake in Drip Irrigation: Based on the Growth Stage of Filter Cake" Agriculture 14, no. 8: 1296. https://doi.org/10.3390/agriculture14081296