Abstract
The separation of walnut kernels and shells has long been regarded as a bottleneck, limiting processing efficiency, product quality, and industry advancement. In response to the challenges of improving separation accuracy and the inadequacy of existing equipment for meeting industry demands, this paper proposes an innovative walnut shell–kernel separation device based on machine vision technology. An experimental system was constructed, and key parameters were optimized to enhance its performance. The device comprises five main modules: material conveyance, image acquisition, control module, sorting module, and frame. Differential separation technology is used to convert the walnut material group into a stable particle flow, addressing the issue of missed selections due to material blockages. An enhanced YOLOv8n algorithm improves small object detection and interference resistance, enabling accurate identification of walnut kernels. The Box–Behnken Design and Artificial Neural Network prediction model was used to determine the optimal operating parameters for the device. Experimental results showed that effective differential separation was achieved when the dual-stage conveyor system operated at speeds of 0.2 m/s and 1 m/s. The improved I-YOLOv8n algorithm reached an accuracy of 98.8%. Using the neural network model, the optimal operational parameters were determined: an air pressure of 0.72 MPa, a jetting component angle of 10.16°, and a sorting height of 105.12 cm. Under these conditions, the device achieved an actual cleaning rate of 93.56%, demonstrating outstanding separation performance. Compared to traditional separation methods, this device offers significant advantages in terms of efficiency, quality, and ease of operation, providing new technological pathways and support for the automation and intelligent transformation of the walnut processing industry. In the future, the device is expected to undergo further improvements to meet broader market demand and serve as a reference for the separation of other agricultural products.
1. Introduction
Walnuts from Xinjiang are renowned both domestically and internationally for their superior quality [1]. The separation of walnut shells and kernels is a critical step in their advanced processing and has been a key area of research due to its high value [2]. Traditional air selection equipment for walnut shell and kernel separation is widely used in the industry due to its low damage, ease of operation, and high adaptability [3,4]. However, due to the complex composition of walnut shell and kernel materials and issues such as the overlapping suspension speeds of some materials, it is difficult to achieve complete separation through air separation, making it challenging to improve the cleaning rate and reduce impurity content and loss rates [5]. Thus, there is an urgent need to explore precise and efficient shell–kernel separation techniques and develop new processing equipment to enhance the separation rate.
The development of machine vision technology in recent years has offered new solutions for food sorting, with clear advantages in target detection and recognition, even in complex scenarios. Many researchers have designed various sorting devices for the inspection and classification of different agricultural products. Zhou et al. [6] designed an automatic sorting device for agricultural products, using pixel statistics to sort tomatoes and oranges, achieving a grasp success rate of nearly 95%. Kumar et al. [7] applied an SVM classifier to grade and classify tomatoes. Sung et al. [8] developed an automatic flounder grading machine capable of sorting 30 fish per minute. Sitti et al. [9] created a passion fruit ripeness classification machine based on K-Means Clustering feature extraction and a Multi-class Support Vector Machine (MSVM). M et al. [10] proposed a real-time apple sorting and quality detection system, with an average sorting accuracy ranging from 73% to 96%. However, due to limitations related to algorithm speed and mechanism complexity, these systems cannot balance the accuracy and efficiency of separation and are not directly applicable to the complex task of separating walnut shell–kernel mixtures.
With the rapid development of artificial intelligence, deep learning-based object detection algorithms have shown immense potential and promising applications. Wang et al. [11] established a walnut appearance defect detection model based on semantic segmentation algorithms and designed an automatic walnut sorting prototype. Rong et al. [12] applied convolutional neural network architectures to walnut images for the automated segmentation and detection of natural impurities of various sizes. Wang et al. [13] proposed an enhanced YOLOv4 deep learning object detection algorithm, WT-YOLOM, to detect intrinsic impurities such as oily kernels, black spot kernels, dry kernels, and broken shells in walnuts. Jin et al. [14] designed an intelligent black walnut kernel recognition system that achieved a high separation accuracy and fast processing speed, showing potential applications in walnut shell–kernel separation. Wang Tianyu et al. [15] designed a fuzzy clustering-based sorting system for hickory walnut kernels, identifying walnut kernels with an accuracy rate exceeding 83%. Zhang et al. [16] developed a rapid detection method for walnut kernels based on YOLOX, which was robust under varying lighting conditions and occlusions, suitable for the quick detection of various walnut types. The research from these scholars shows that machine vision-based object detection technology has achieved good results in detecting walnut shell and kernels, especially algorithms like YOLO, which are known for their high precision in the identification and classification of walnut shells and kernels. This has provided valuable insights into walnut shell–kernel separation technology, although reports on the design of automated equipment for walnut shell and kernel separation based on these algorithms are yet to be seen internationally.
This paper addresses the current challenges involved in improving walnut shell–kernel sorting accuracy and the mismatch between existing equipment and industry needs. It introduces a precise and efficient machine vision-based walnut shell–kernel sorting technology. A complete design plan for the device is developed, including the analysis and design of key components, as well as improvements to and optimizations of the target recognition algorithm. A prototype walnut shell–kernel separation device was built as a testing platform for experimental design, and key equipment parameters were optimized using a neural network prediction model to enhance separation efficiency. This provides new approaches and technical support for the automation and intelligent transformation of the walnut processing industry.
2. Materials and Methods
2.1. Device Design
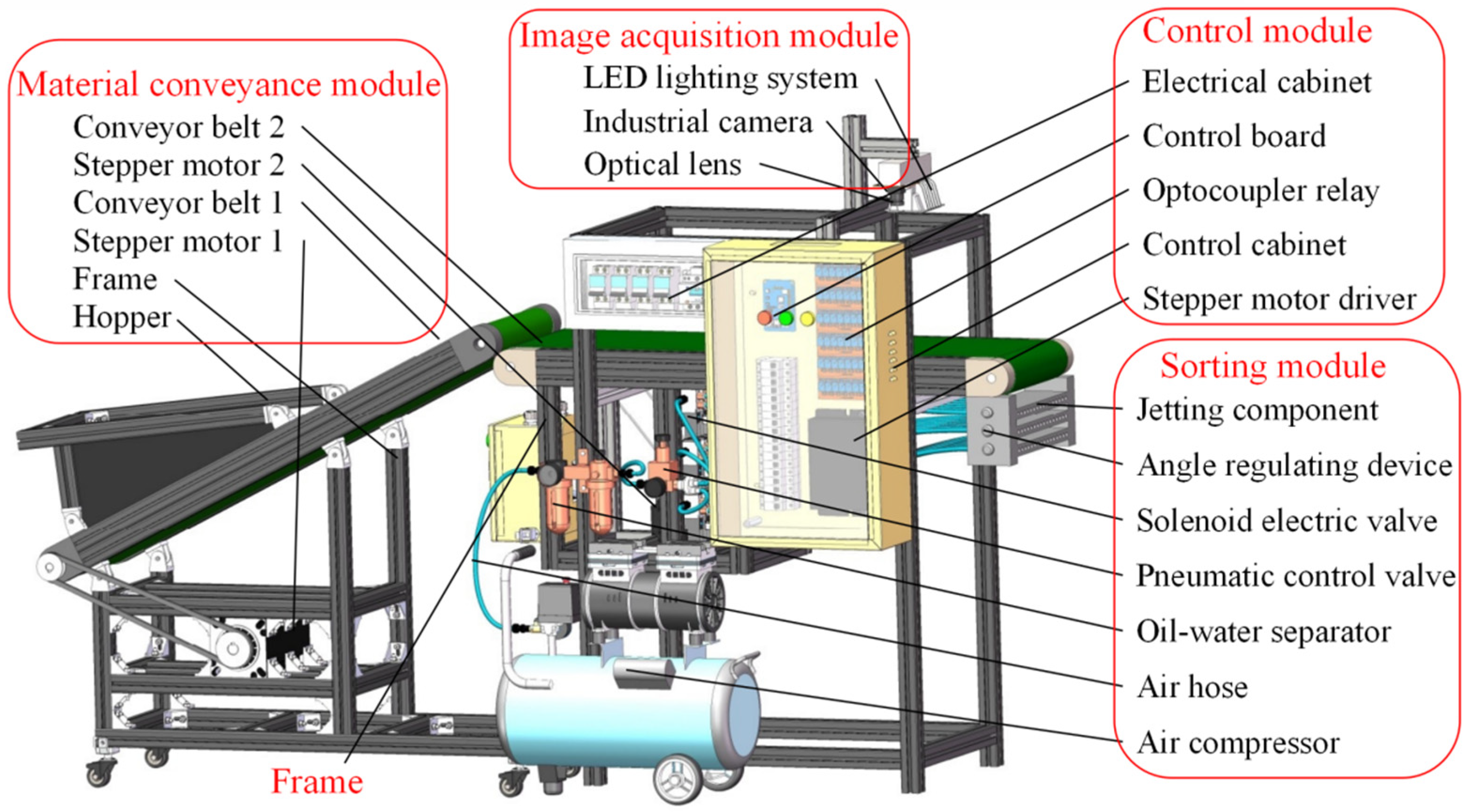
The machine vision-based walnut shell–kernel separation device developed in this study consisted of five main components: the material conveyance module, image acquisition module, control module, sorting module, and frame. The complete structure of the device is illustrated in Figure 1.
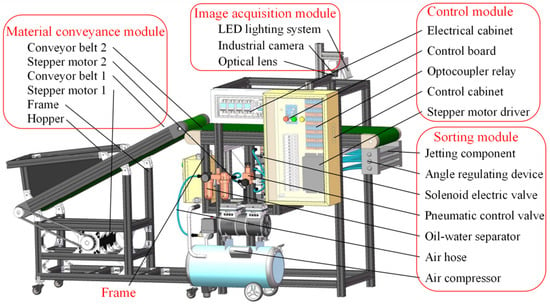
Figure 1.
A schematic diagram of the structure model of the walnut shell–kernel separation device.
The material conveyance module consisted of a frame, a hopper, and two vertical conveyor belts, each driven by a stepper motor (130BYG350D, PFDE, Wenzhou, China) located beneath them. The image acquisition module, positioned above the second conveyor belt, was composed of an industrial camera (LT-USB 5MP, LTCAM, Shenzhen, China), an optical lens (LT-CS055014-3MP, LTCAM, China), and an LED lighting system (12V, 24W, OPPLE, Zhongshan, China); the lower price provides a significant cost advantage. The control module, mounted on the side of the frame, consisted of a control cabinet, an electrical cabinet, a control board (Orange Pi 5, Shenzhen Xunlong Software Co., Ltd., Shenzhen, China), an optocoupler relay (5V, YourCee, Shenzhen, China), and a stepper motor driver (HB3722S2, PFDE, China). The sorting module was positioned on the second conveyor belt and uses air separation, which responded quickly and, due to its non-contact nature, did not cause physical damage to the walnut kernels; it also included an air compressor (TS1290W-40L, SEPAT, Taizhou, China), a solenoid electric valve (4V210-08, JNC, Dongguan, China), a pneumatic control valve (IR2010, HIGHEND, Ningbo, China), an oil–water separator (SFC200, CZEVACH, Shanghai, China), air hoses, and a jetting component. It is worth noting that the image acquisition module in this device operated in a dark box with controlled illumination, ensuring constant lighting conditions to eliminate any impact on the sorting process.
2.2. Key Components
2.2.1. Material Conveyance Module Design
The material conveyance device was the first operational component in the walnut shell and kernel separation process, tasked with transforming the mixed material into a spaced arrangement of particles. Its role was crucial for sorting efficiency, making it an essential part of walnut shell and kernel separation equipment. To prevent relative sliding between the material and the device surface during conveyance, which could cause the walnut kernels’ skins to peel off and oxidize, the device used belt conveyance made of PU material. Additionally, to address the accumulation and obstruction of walnut shell and kernel materials during conveyance, this study incorporated differential speed separation technology into the design of the material conveyance module. This technology effectively dispersed the material during transport, creating favorable conditions for subsequent image recognition and precise sorting. The formulas for differential speed separation are shown in Equations (1) and (2) [17]. In the formula, Δt represents the time for differential speed separation, s; l is the feed spacing of the walnut shell and kernel material, m; V1 is the feed speed of the conveyor belt 1, m/s; V2 is the linear speed of the conveyor belt 2, m/s; and Δl is the spacing for differential speed separation, m.
Δt =
l/V1
Δl =
(V2 − V1)/Δt
2.2.2. Acquisition of Simulation Material Parameters
The Discrete Element Method (DEM) is an advanced numerical simulation technique that can model the behavior of materials in complex dynamic processes such as mixing and flowing [18]. It significantly reduces the cost and time involved in equipment development and has been widely applied in the design of agricultural machinery. This study utilized DEM technology to simulate the differential speed separation process of walnut shell and kernel materials in the conveying system, providing a basis for the structural design of the material conveyance module of the device.
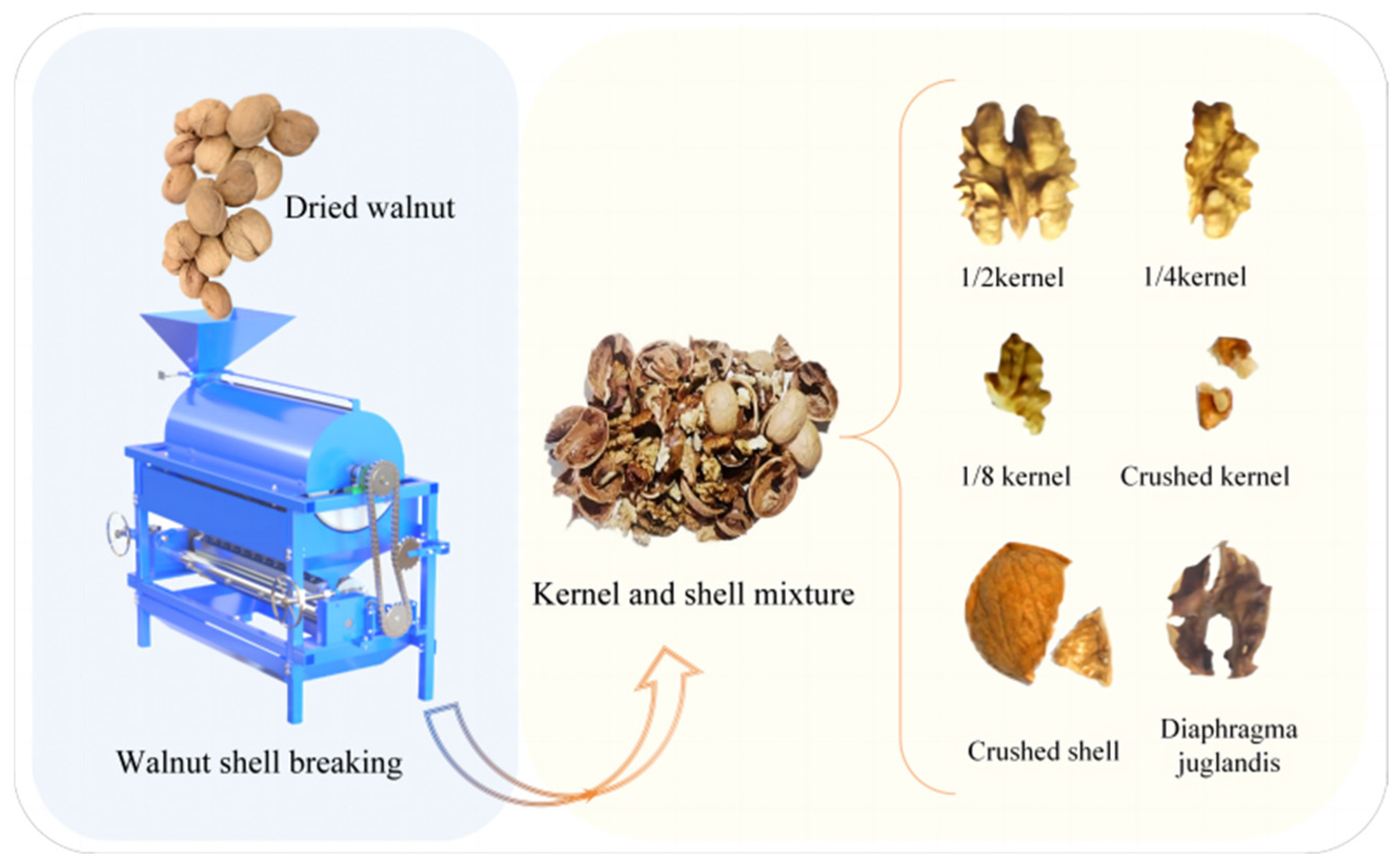
Initially, walnut shell and kernel materials were acquired and their parameters measured. Using a self-developed auto-grading extrusion-type walnut cracker, walnut cracking samples were prepared at the Modern Agricultural Engineering Key Laboratory at Universities of Education Department of Xinjiang Uygur Autonomous Region [19]. The samples consisted of “Wen 185” thin-skinned walnuts, primarily produced in the Xinjiang region, as shown in Figure 2. The cracked mixture included walnut shells, kernels, Diaphragma juglandis, and debris [20]. Among them, the quality of 1/2, 1/4, and 1/8 walnut shells accounted for 5.14%, 13.57%, and 22.06%, while the quality of 1/2, 1/4, and 1/8 walnut kernels accounted for 16.83%, 25.45%, and 16.95%.
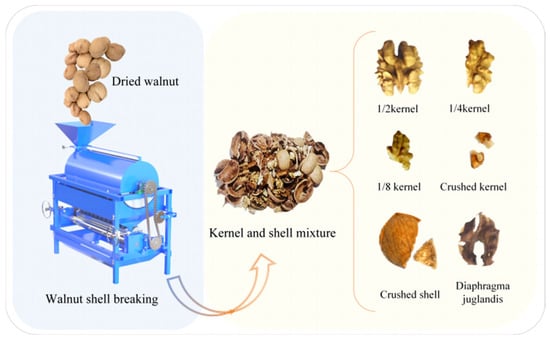
Figure 2.
The acquisition process for walnut shell and kernel mixture materials.
Given the significant differences in suspension speeds between walnut shell–kernel materials and Diaphragma juglandis, airflow sorting technology can be used to separate them completely before the shell–kernel separation process. Thus, this study focused only on the sorting of walnut shells and kernels. Some of the prepared walnut shell–kernel materials were used to obtain parameters such as physical characteristics and contact coefficients needed for simulation tests, while the rest were used for creating image datasets and conducting experimental studies on equipment performance [21].
2.2.3. Simulation Experiment
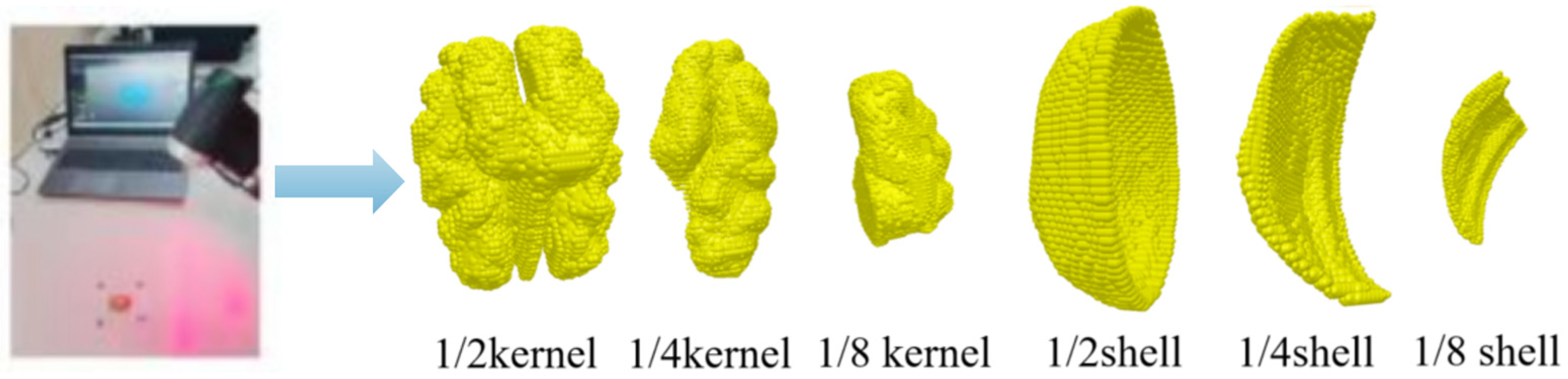
Accurately depicting the shape and mass of models is crucial for simulation accuracy. To ensure this, selected walnut shell and kernel materials (including 1/2 shells, 1/4 shells, 1/8 shells, 1/2 kernels, 1/4 kernels, 1/8 kernels) were scanned using a handheld laser 3D scanner (HSCAN300, Sikan Technology Co., Ltd., Hangzhou, China). The three-dimensional models obtained were then imported into the simulation software EDEM 2022 (EDEM Solutions Ltd., Edinburgh, UK) for particle filling of the shell–kernel mixture, as shown in Figure 3. Given that walnuts are irregular spheres of varying sizes, to more closely match actual dimensions, the model sizes were set to fluctuate between 0.7 and 1.2 times their real size [22].
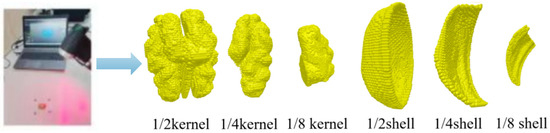
Figure 3.
A simulation model for walnut shell and kernel materials.
Since the objective of this simulation experiment was to investigate the differential separation process of walnut shells and kernels, only the interaction between the conveying device and the material was considered. Non-contact components could be simplified to reduce computational load, making the simulation more efficient. The material conveyance module was simplified and modeled using SolidWorks 2023 software (Dassault Systemes, Velizy-Villacoublay, France). Both conveyors were sized at 1200 mm × 300 mm. We imported the material conveyance device model into EDEM software and added motion parameters for discrete element simulation.
2.3. Object Detection Algorithm
2.3.1. Image Acquisition and Dataset Creation
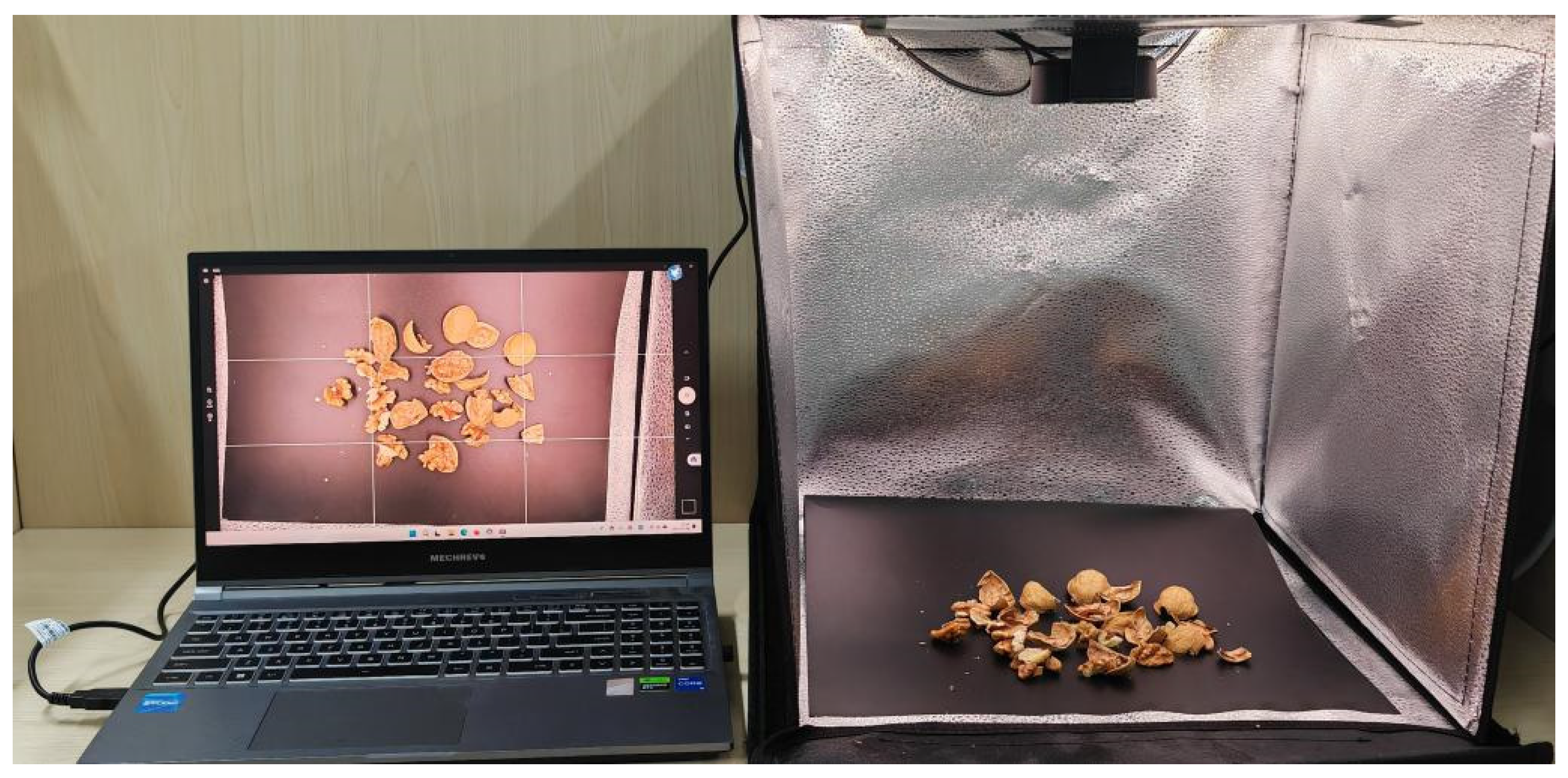
To implement walnut shell and kernel sorting using image recognition technology, it was necessary to collect image data for both types of materials and construct an image dataset. This dataset would provide data support for selecting and improving the target recognition algorithm for walnut shells and kernels. This study used an industrial camera (LT-USB 5MP, LTCAM, China) to set up an image acquisition system for walnut shell and kernel imaging, as shown in Figure 4. Data augmentation techniques such as scaling, translating, flipping, and adding noise were applied to increase the diversity of the training data, resulting in a dataset of 2753 images [23].

Figure 4.
Material image acquisition.
To facilitate machine learning with the walnut shell and kernel dataset, images were manually annotated using the Labelme (Labelme 5.1.1, USA) annotation tool after data augmentation. We used the smallest possible bounding box to annotate the targets, ensuring it tightly enclosed the object to minimize irrelevant pixels within the rectangle. Occluded targets and small objects were also annotated, ensuring no duplication or omission of labels [24]. The annotated dataset was randomly split into a training set and a test set in an 8:2 ratio. The training set was used to obtain algorithm parameters, while the test set was used to evaluate algorithm performance.
2.3.2. Algorithm Selection
In walnut shell–kernel separation devices based on machine vision, the accurate identification of walnut shell–kernel materials and rapid acquisition of their spatial coordinates are essential to ensure timely control of the sorting module [25]. Therefore, using faster and more precise object recognition algorithms is key to enhancing both the accuracy and efficiency of walnut shell–kernel separation equipment [26]. Object detection algorithms are generally divided into two categories: single-stage algorithms, such as YOLO and SSD, and two-stage algorithms, like Faster R-CNN. Due to its large number of parameters and slower processing speed, the Faster R-CNN model is not suitable for deployment on real-time embedded systems. Zhang et al. found that the accuracy of the SSD algorithm for walnut shell–kernel identification is lower than that of YOLO, and this was confirmed through validation. Thus, SSD was not used in this study [16].
You Only Look Once (YOLO) became one of the preferred algorithms for many practical target detection applications due to its high efficiency and accuracy and strong generalization ability. YOLOv8, building on previous versions of the YOLO algorithms, updates the backbone network and decouples the head while innovatively adopting an Anchor-Free method [27]. This reduces computational demands while enhancing efficiency, enabling high-precision and high-speed object detection, which is highly suitable for this research [28]. YOLOv8 includes five different algorithm frameworks of varying sizes: YOLOv8n, YOLOv8s, YOLOv8m, YOLOv8l, and YOLOv8x. While these share a broadly similar network structure, slight variations in network depth and channel numbers result in differences in model layer complexity and parameter count [29]. Consequently, there are slight differences in performance, training times, and prediction accuracy between these versions [30]. Considering the hardware conditions and computational capacity of the sorting device, increasing the complexity of the algorithm could significantly slow down processing speeds, affecting sorting efficiency and ultimately reducing the accuracy of shell–kernel separation. Therefore, the smallest algorithm in the YOLOv8 series, YOLOv8n, was chosen for walnut shell and kernel separation research.
2.3.3. Algorithm Improvement
Given the potential impacts of varying lighting conditions, occlusions, and debris on the conveyor, which could lead to missed detections or poor detection performance of small targets, improvements were made to the YOLOv8n model. The enhanced network model, I-YOLOv8n, is depicted in Figure 5, and the following considerations were made:
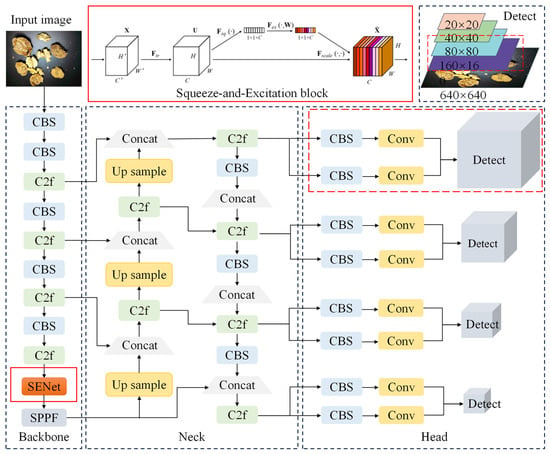
Figure 5.
A diagram of the improved network model structure.
- To enhance the model’s ability to detect multi-scale targets and improve its generalization capabilities, a P2 detection head was introduced as the fourth output layer. The corresponding feature map size was 160 × 160, used for detecting small targets larger than 4 × 4, as shown by the red dashed box.
- The Squeeze-and-Excitation Network (SENet) attention mechanism was incorporated to optimize the convolutional neural network [31]. Through automated training, different channel weight coefficients were generated, allowing channels with more critical information to receive greater weights, thereby amplifying the impact of key information. The core structure of the SE module is depicted by the red solid box.
2.3.4. Evaluation Indicator
To validate the applicability and detection performance of the algorithm, this study employed a computing environment built on NVIDIA GeForce RTX 4090 24GB GPU, designed for large-scale, data-intensive computing. Training was conducted on the walnut kernel dataset using YOLOv8 series algorithms, Faster R-CNN, and the enhanced I-YOLOv8n algorithm. The training parameters were as follows: epochs = 300; patience = 50; batch = 16; imgsz = 640; and worker = 16. Precision (P), recall (R), F1 score, and mean average precision (mAP) were selected as evaluation metrics for the algorithms [32,33].
Precision (P) and recall (R) were derived from the confusion matrix, as shown in Equations (3) and (4). Here, TP (True Positive) refers to the number of correct predictions of positive samples, FP (False Positive) refers to the number of incorrect predictions of positive samples, and FN (False Negative) refers to the number of incorrect predictions of negative samples [34].
P = TP/(TP + FP) × 100%
P = TP/(TP + FN) × 100%
The F1 score, a weighted harmonic mean of precision and recall, is a statistical measure used to assess the accuracy of binary classification models. It reflects the overall performance of precision and recall, as shown in Equation (5) [35].
mAP is the metric most commonly used to reflect overall performance in object detection, as described in Equation (6). mAP50 refers to the mean average precision at an IoU (Intersection over Union, the ratio between the intersection and the union of the predicted and reference bounding boxes) threshold of 0.5. mAP50–95 refers to the mean mAP at varying IoU thresholds ranging from 0.5 to 0.95, in increments of 0.05 [36].
F1 = 2 × Precision × Recall/(Precision +
Recall)
2.4. Realisation of the Whole Machine
2.4.1. Prototype Building
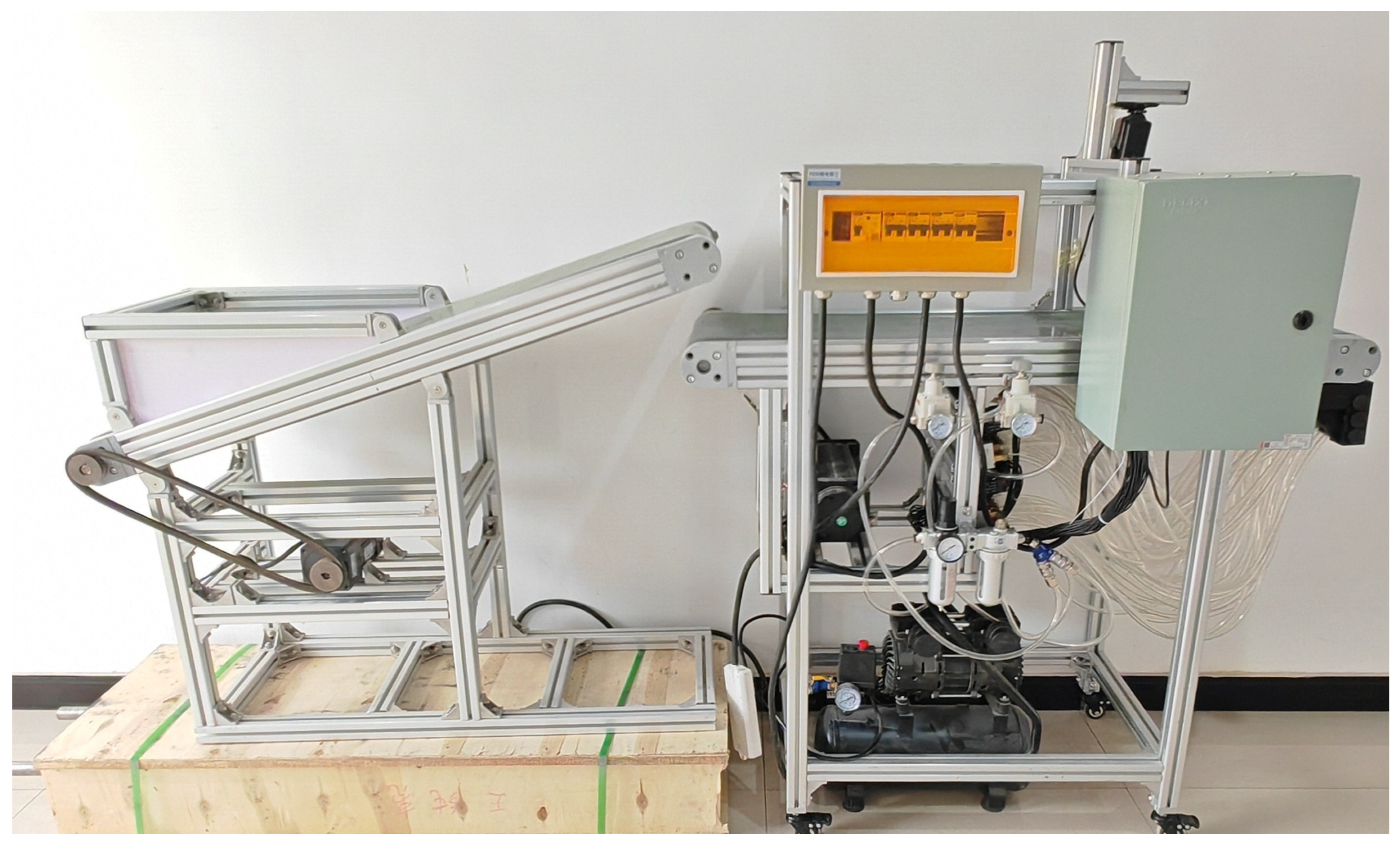
Based on the design of the overall structure and simulation tests of key components, the walnut shell–kernel separation device was constructed, as shown in Figure 6.
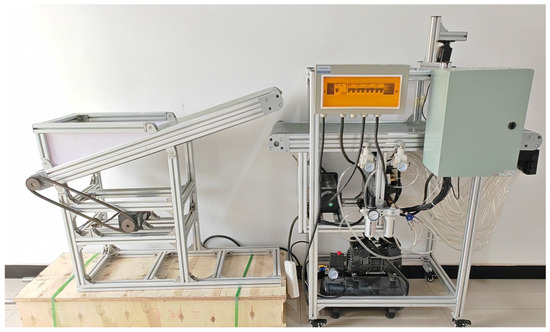
Figure 6.
A prototype of the walnut shell–kernel separation device.
2.4.2. Working Principle of Prototype
Initially, the material conveyance module forwarded the mixed walnut shell–kernel materials, transforming them into a spaced sequence of particles through differential speed separation technology. These particles were continuously transported via conveyor belts to beneath the image acquisition device.
Subsequently, an industrial camera captured images of the material below. Once the Orange Pi control board within the control device’s cabinet received this image data, it activated the walnut shell and kernel recognition algorithm to analyze the images. This determined the type and position of the detected material and calculated the time it took for the target material to reach the jet component. This information was then transmitted to the optocoupled relay via serial communication.
Lastly, the airflow produced by the sorting device’s air compressor was filtered through an oil–water separator and then pressure-regulated by a pneumatic control valve. Once the optocoupler relay within the control device received the recognition information, it sent a high or low signal to the solenoid electric valve. By controlling the opening and closing of the solenoid electric valve, the air flow after pressure regulation treatment was expelled, and the material was driven by the air flow, flew away from the action area of the jet component, and finally fell into the aggregate box to complete the material separation.
2.4.3. Shell–Kernel Separation Strategy
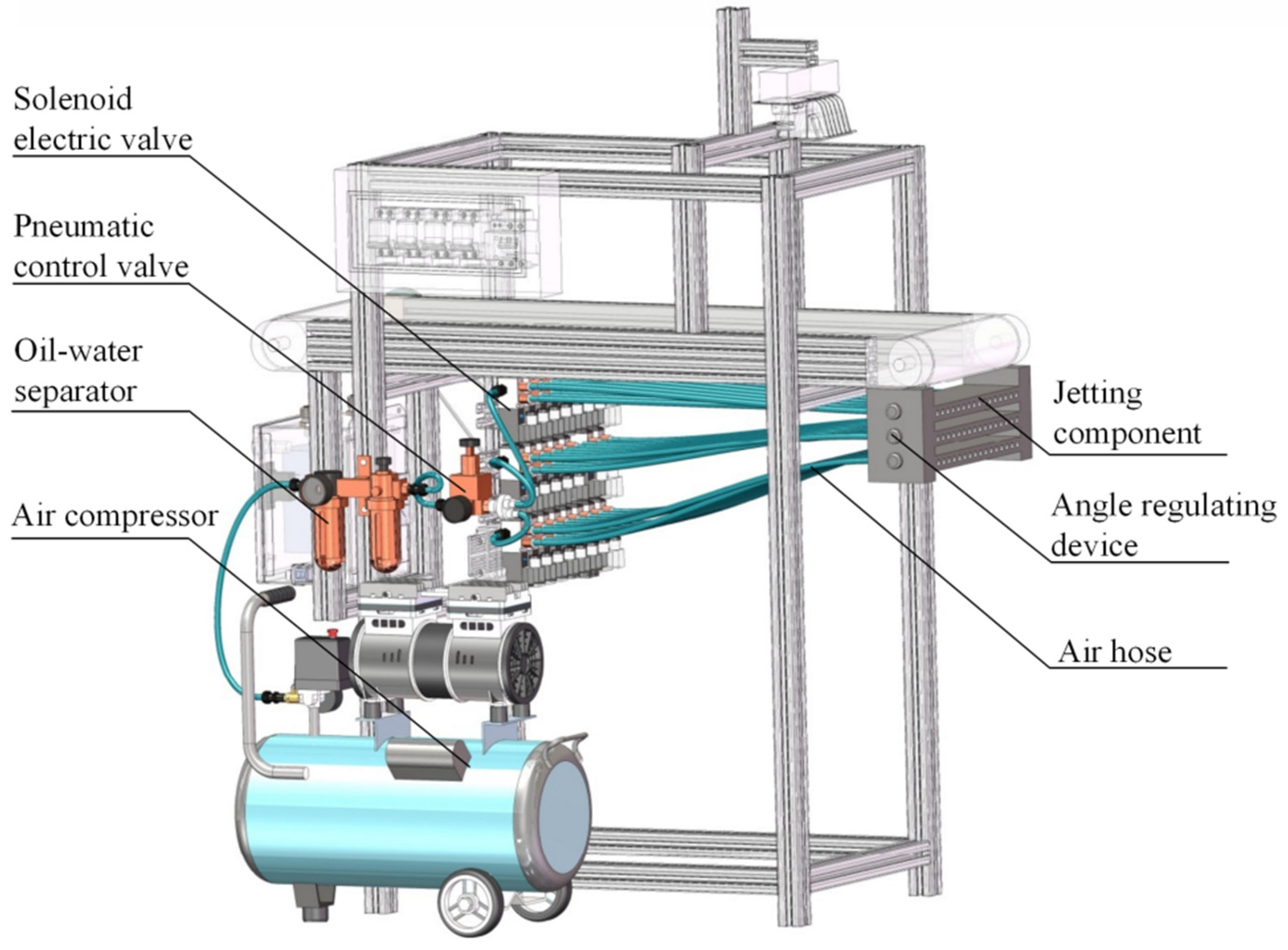
The sorting module was the operational component of the walnut shell–kernel separation device, as shown in Figure 7. The components included the following: an air compressor, an oil–water separator, a pneumatic control valve, a solenoid electric valve, a jetting component, an angle-regulating device, and air hoses.
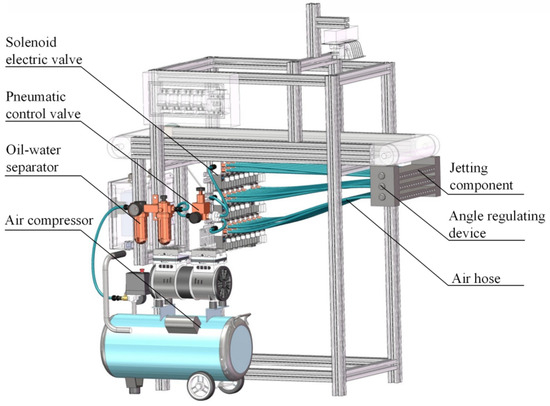
Figure 7.
Sorting module structure diagram.
The jetting component included three nozzle assemblies, each with 16 air–hose interfaces, totaling 48 nozzles that formed a high-pressure air matrix to avoid missing target materials during sorting. The jetting component was custom-designed to meet sorting requirements, with all parts fabricated using a 3D printer (X1-Carbon Combo, Shenzhen Bambu Technology Co., Ltd., Shenzhen, China). The printing material used was Bambu PLA Basic, which met the required structural strength.
Due to the presence of tiny shell fragments and kernel pieces in the walnut material, which complicated detection and separation, unidentified walnut shells entering the kernel collection box would contaminate the kernels with impurities, unacceptable in the food processing industry. If airflow was used to remove walnut kernels, unidentified small shells and kernels would fall into the shell collection box, while only identified kernels were blown into the kernel collection box. The minor loss of small kernels into the shell box was tolerable in industrial production. Thus, this study opted to retain the shells and use airflow to blow the kernels into the kernel collection box, effectively sorting the walnut shell and kernels.
2.5. Experimental Method
2.5.1. Box–Behnken Design
The Box–Behnken Design (BBD) is a cost-effective experimental method used to assess the nonlinear relationships between indicators and factors, addressing multivariable problems and simplifying experiments. It provides acceptable results with fewer experimental runs and avoids extreme values caused by failed or unstable experiments [37]. Widely regarded as an effective method for fitting second-order response surfaces in a three-level design, BBD has been extensively applied in the engineering field [38].
In BBD, each experimental factor has only three levels, −1, 0, and 1, where −1 and 1 represent the lower and upper limits of the factor, respectively, and 0 represents the central level [39]. By clearly defining the experimental objectives, we studied the adjustable parameters of the experimental apparatus. The main factors affecting the sorting performance of walnut kernel sorting equipment were the air pressure of the jetting component, the angle, and the sorting height. Preliminary experiments using the walnut kernel sorting equipment were conducted to determine these upper and lower limits, which were summarized based on the level encoding of experimental factors, as shown in Table 1.

Table 1.
Experimental factor-level coding table.
The experimental process began by placing 100 g of walnut kernel mixture uniformly on the conveyance device. The walnut kernels were identified using a kernel recognition algorithm, and upon the completion of identification, the sorting device blew the kernels into a collection box. To accurately evaluate the sorting effectiveness of the walnut shell–kernel separation device, the cleaning rate was used as a metric. After the sorting process, the mass of kernels in the collection box was recorded to calculate the cleaning rate, as shown in Equation (7). In the formula, P is the cleaning rate, %; mk is the mass of kernels in the collection box, g; and mt is the total mass of kernels, g.
P = mk/mt × 100%
2.5.2. Artificial Neural Networks
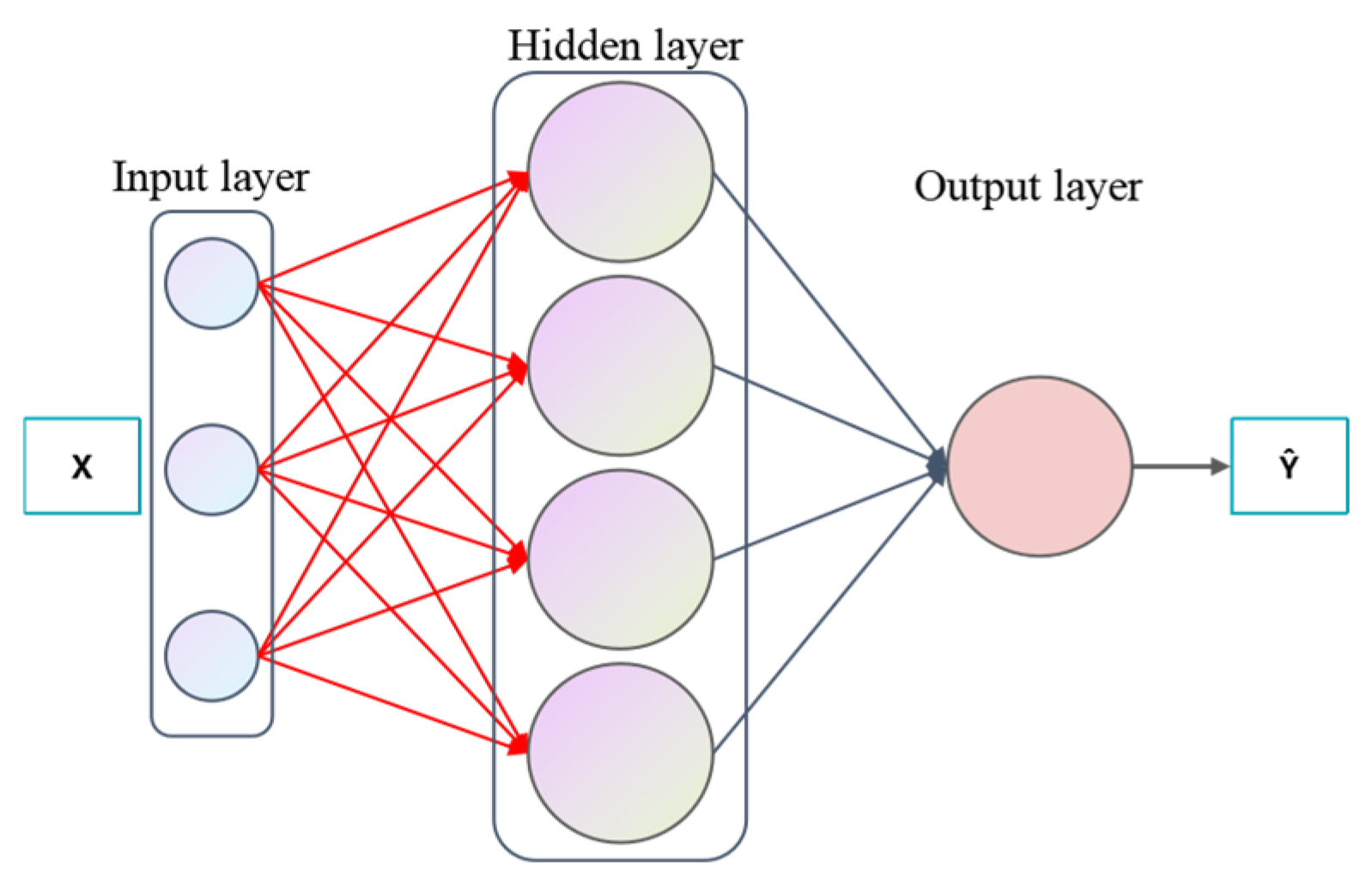
Artificial Neural Networks (ANN) are networks composed of a large number of neurons connected in a learning, self-organizing, and nonlinear manner. By simulating the nonlinear characteristics of the human brain, neural networks can automatically adjust their structure and parameters during data processing and optimization, reducing complexity. Through iterative processes, they find relatively stable solutions and are widely used in fields such as image recognition, speech recognition, and data prediction [40]. In this study, a three-layer backpropagation (BP) neural network with a 3 × 4 × 1 structure was utilized, as shown in Figure 8. It comprised three input neurons representing the air pressure, angle, and sorting height of the jetting component, respectively; four neurons in the hidden layer; and one output neuron that represented the cleaning rate (P).
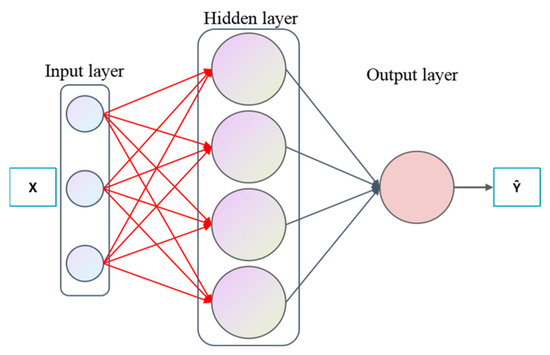
Figure 8.
Neural network structure.
The operation process involved the dataset entering the input layer and being transmitted to the hidden layer via the input nodes. The hidden layer nodes processed the dataset, and the processed data were transferred to the output layer through the activation function of the hidden layer nodes. If the output did not meet the expected value, the dataset was backpropagated to reduce the error signal until the output satisfied the desired criteria. In this study, the neural network platform of JMP 14 Pro software (SAS Institute Inc., Cary, NC, USA) was used to analyze experimental data and optimize parameters.
3. Results and Discussion
3.1. Key Components Design Experiment
3.1.1. Simulate Material Parameters
The differential separation process of walnut shells and kernels in the conveying device occurs in the form of a particle flow. During this process, significant contact and collisions occur between the walnut shells, the kernels, and the conveyor belt. Since the walnut shells and kernels used in this study have low moisture contents, the liquid bridge force and adhesive force between particles can be neglected. Therefore, the Hertz–Mindlin no-bond contact model is adopted in this paper.
The physical properties of walnut shells, walnut kernels, and polyurethane (PU) conveyor belts, such as Poisson’s ratio, shear modulus, and density parameters, have been experimentally measured and are presented in Table 2.
Table 2.
Material physical parameters.
The contact coefficients between walnut shells, walnut kernels, and PU conveyor belt materials, including the coefficient of restitution, static friction coefficient, and dynamic friction coefficient, have also been experimentally measured and are listed in Table 3.
Table 3.
Material contact coefficient.
3.1.2. Simulate Experiment
Differential speed separation is achieved when the separation distance Δl exceeds the longest longitudinal dimension of the largest 1/2 shell in the material. The largest 1/2 shell size in the walnut kernel material is found to be no more than 0.044 m, and based on preliminary experiments, the minimum feed interval l between consecutive walnut kernel materials is 0.011 m [41]. Using the differential speed separation formula, the speeds for the two-stage conveyor system are set as V1 = 0.2 m/s and V2 = 1 m/s. As shown in Figure 9, under the effect of the speed difference between the two-stage conveying equipment, the walnut shell–kernel mixture undergoes differential speed separation, transforming into a spaced arrangement of particle flow.

Figure 9.
Simulation for material conveyance module.
3.2. Experiment of Object Recognition Algorithm
3.2.1. Model Performance Evaluation
The precision, recall, and mean average precision of the selected algorithms, trained and tested on the walnut shell and kernel dataset, are summarized in Table 4. The performance differences among the five YOLOv8 series algorithms are minimal, with precision and mean average precision differences within 1% and recall differences under 2%. The enhanced I-YOLOv8n algorithm exhibits superior performance, with a precision of 98.8%, recall of 98.6%, and mAP50 of 99.1%, leading all five YOLOv8 algorithms and Faster R-CNN. Compared to other algorithms in the same series, the lightweight YOLOv8n model is more suitable for deployment on embedded devices. Therefore, the improved I-YOLOv8n algorithm is suitable for the machine vision-based walnut kernel sorting device designed in this study.
Table 4.
A comparison of the performance of several object detection algorithms.
3.2.2. Algorithm Recognition Effectiveness Analysis
Considering that mutual occlusion among materials might affect the recognition of walnut shell and kernels, this study divides the test set into two categories based on the presence of occlusion, selecting 200 images for each category. The model trained using the I-YOLOv8n algorithm is tested on these two sets under identical experimental conditions, with the results being presented in Table 5. It is evident that mutual occlusion among walnut shell and kernel materials does indeed affect the accuracy of the algorithm’s recognition. However, the I-YOLOv8n algorithm still achieved high mAP and recall values. Compared to samples without occlusion, the differences were minimal: 0.6% for mAP50, 0.9% for mAP50–95, and 1.6% for recall.
Table 5.
Algorithm performance under different occlusion conditions.
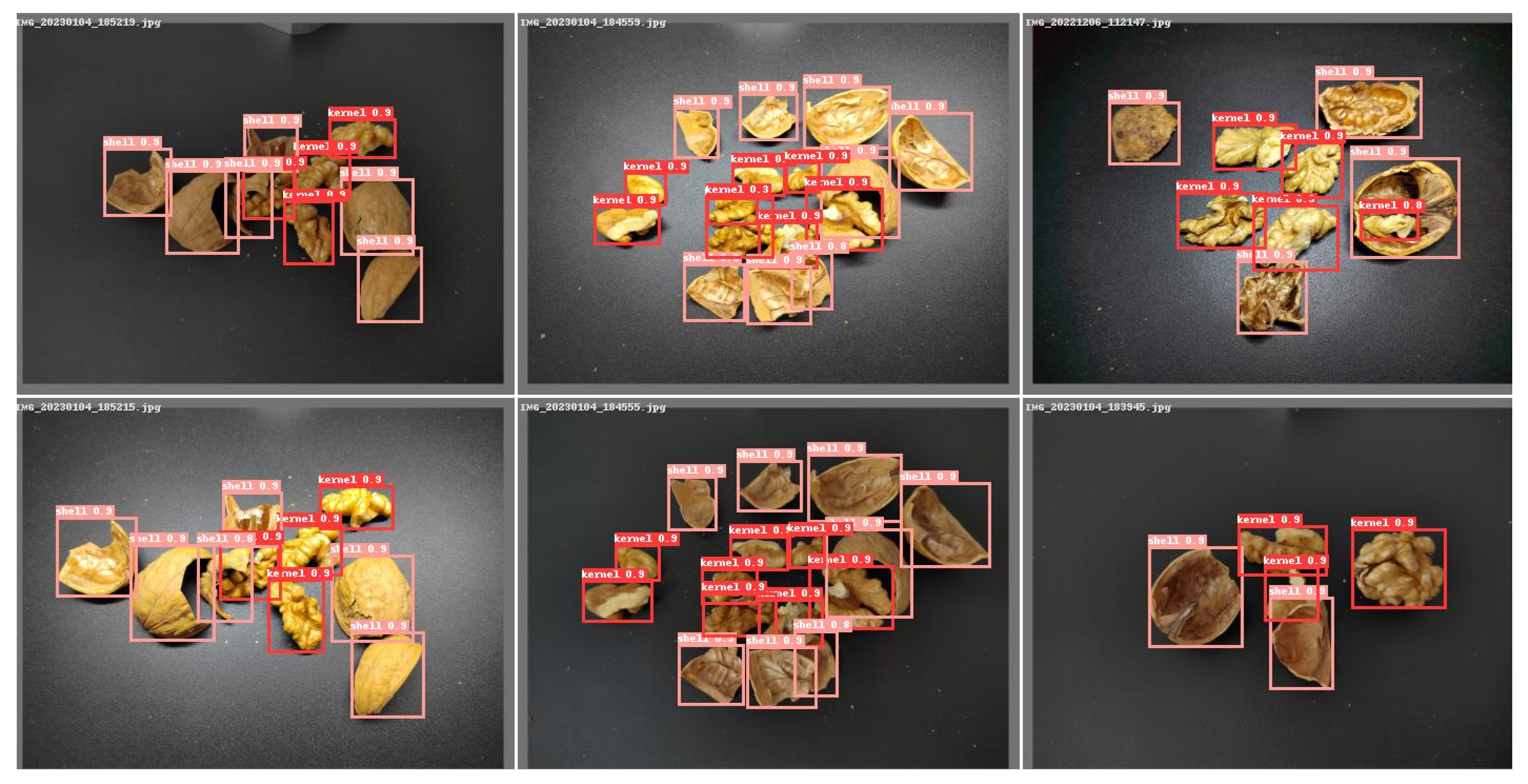
Additionally, beyond analyzing detection metrics, evaluating the detection outcomes is also an integral part of assessing algorithm performance. As illustrated in Figure 10, even with mutual occlusion among materials, the I-YOLOv8n algorithm still accurately identifies walnut shell and kernel materials with high confidence. Therefore, using the I-YOLOv8n algorithm as the recognition algorithm for the walnut shell–kernel separation device is reliable.
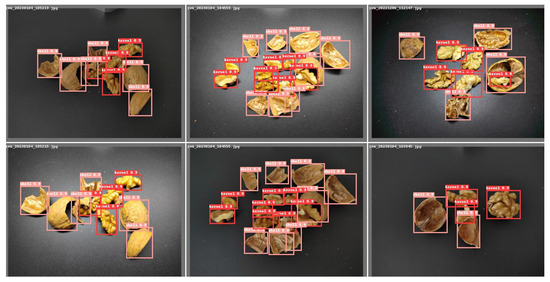
Figure 10.
Object detection performance under occlusion conditions.
3.3. Performance Testing of the Prototype
3.3.1. Establishment of the Predictive Model
Using the Box–Behnken Experimental Design method, experiments were conducted to analyze three factors: the air pressure of the jetting component, angle, and sorting height. The results of these experiments are presented in Table 6.
Table 6.
Experimental design and results.
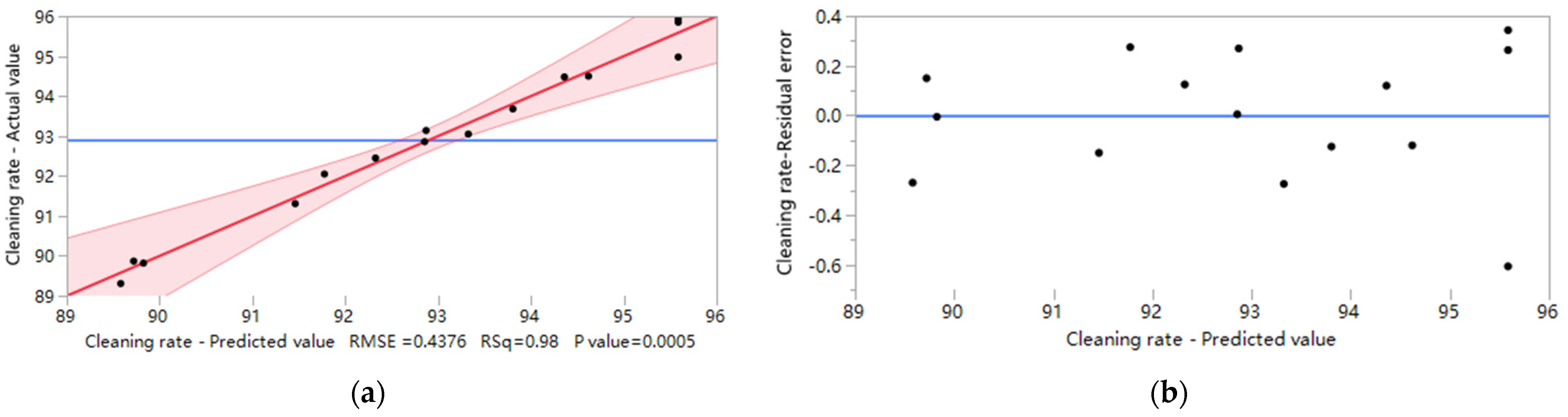
The experimental results were used as a training set in the neural network platform of JMP 14 Pro software (SAS Institute Inc., Cary, NC, USA) to build a predictive model using the least squares method. A 3 × 4 × 1 structure neural network was employed for training. A graph illustrating the relationship between the predicted and actual values of the cleaning rate based on the key parameters of the walnut shell–kernel separation device is shown in Figure 11. With p < 0.05, the model is statistically significant. The root mean square error of the cleaning rate predictions is 0.4376, with a coefficient of determination (R2) of 0.98. Most residuals of the predicted values are within ±0.04, indicating that the predictive model has good predictive accuracy.
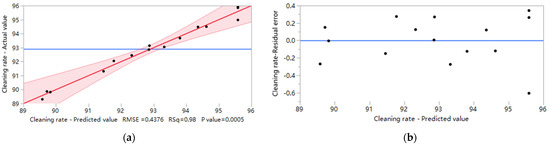
Figure 11.
The relationship between predicted and actual cleaning rates: (a) predicted value–actual value; (b) predicted value residual.
3.3.2. Optimization and Analysis of the Predictive Model
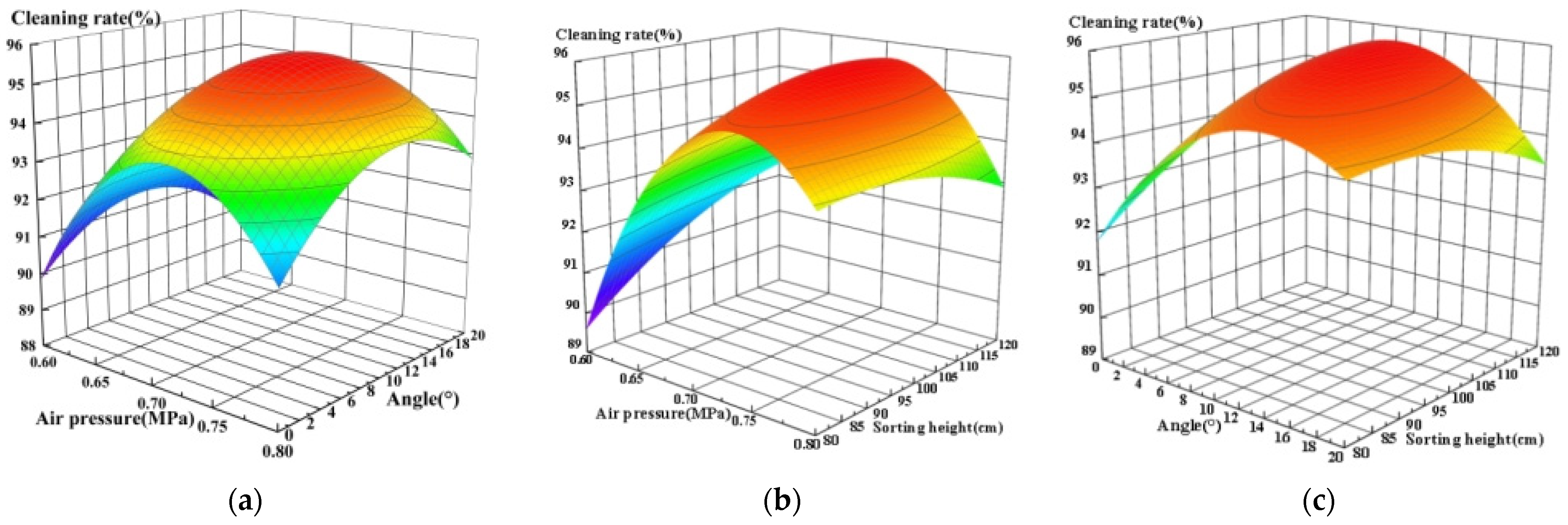
Response surface plots are generated using Origin 2022 software (Origin Lab Corporation, Northampton, MA, USA), as shown in the Figure 12. As shown in Figure 12a, with the sorting height fixed at 100 cm, the cleaning rate initially increases and then decreases as the air pressure of the jetting component increases. The optimal cleaning effect is achieved at a specific air pressure. At an air pressure of 0.6 MPa, the cleaning rate falls below 90%. As shown in Figure 12b, with the jetting component angle fixed at 10 degrees, there is no significant change in the cleaning rate as the sorting height increases. As shown in Figure 12c, with the jetting component air pressure fixed at 0.7 MPa, the cleaning rate initially increases and then decreases as the angle of the jetting component increases. The optimal cleaning effect is achieved at a specific angle.
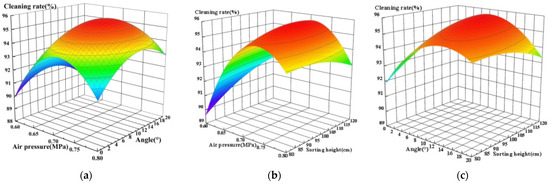
Figure 12.
Effects of air pressure, angle, and sorting height on cleaning rate: (a) air pressure and angle; (b) air pressure and sorting height; (c) angle and sorting height.
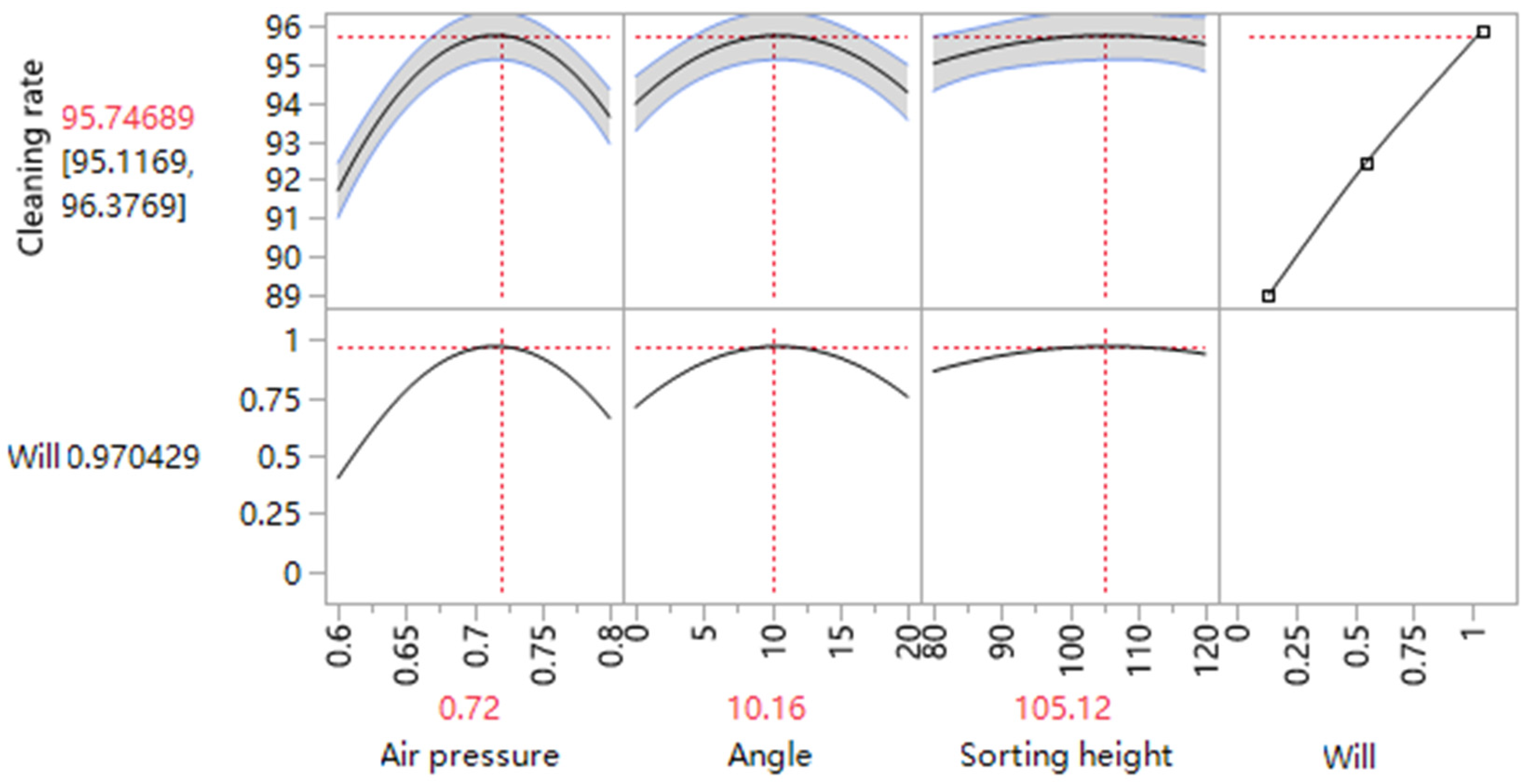
To achieve the best cleaning performance of the walnut shell–kernel separation device, the operating parameters were optimized using the prediction profiler in JMP Pro 14.0 software. As shown in Figure 13, the optimal settings reached at the peak of the prediction profiler are an air pressure of 0.72 MPa, a jetting component angle of 10.16 degrees, and a sorting height of 105.12 cm. For these settings, the cleaning rate of the device is as high as 95.75%.
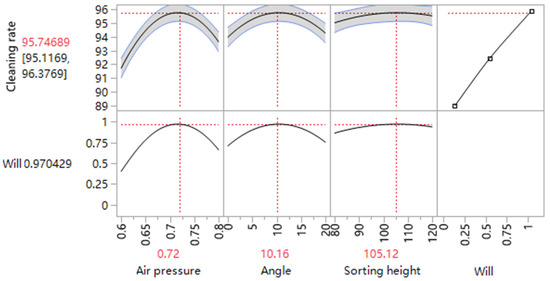
Figure 13.
Neural network prediction diagram.
3.3.3. Validation of the Predictive Model
To verify the accuracy and stability of the established predictive model, four new sets of factor-level combinations were selected. The experimental results were input into the predictive model as the input layer for outcome prediction. The predicted results were then compared with the experimental results using relative error as the quantification metric. As shown in Table 7, the relative error between the experimental results and predicted results remained within 3%, demonstrating that the predictive model was accurate and stable. This model could be used to predict the parameters of the walnut shell–kernel separation device.
Table 7.
Comparison of neural network model predictions with experimental values.
4. Discussion
The main aim of this paper is to achieve the precise separation of walnut shells and kernels using object detection and pneumatic separation. After improving and validating the core algorithm, it was deployed in a prototype, with experiments designed and neural networks used for parameter optimization.
The improved I-YOLOv8n algorithm performs exceptionally well, with an accuracy of 98.8%. However, despite optimization for small object detection, the results remain unstable, with some instances of unrecognized walnut kernel fragments and shell pieces. While adding a dataset of broken kernels and shell fragments can help optimize this issue, it cannot fully resolve the problem. Therefore, this study opted to retain the walnut shells and use airflow to blow the walnut kernels into a collection box. This approach prevents the increase in impurity rate caused by shell fragments not being separated in the alternative method of blowing away shells. The minimal loss of small kernel fragments in this process should be acceptable in industrial production.
The image acquisition module of this device uses a black-box lighting system to avoid interference from environmental factors such as light and dust during the image capture process. As shown in Figure 10, the I-YOLOv8n algorithm is reliable in handling the occlusion of materials. However, the sorting module cannot simultaneously handle densely packed shell and kernel materials. The adoption of differential-speed separation technology has, to some extent, addressed this issue.
Research has shown that this device performs exceptionally well, achieving a high cleaning rate while maintaining lower impurity and loss rates compared to machines currently in use. However, as the device has not yet reached industrial-scale production, factors such as efficiency, cost, and energy consumption have not been considered. Further field investigations are needed to assess its suitability and scalability for walnut processing enterprises.
5. Conclusions
To address the issue of the inaccurate sorting of walnut kernel materials and adapt to the existing equipment and industry characteristics, this paper presents a design for a walnut kernel separation device based on machine vision technology, and a prototype has been developed to serve as an experimental platform. Experiments were conducted to optimize key device parameters using a neural network prediction model. The main research findings can be summarized as follows:
- A comprehensive machine vision-based design for a walnut kernel separation device has been developed, consisting of material conveyance, image acquisition, control, sorting modules, and a structural frame.
- The designed material conveyance module utilizes differential-speed separation technology, validated through discrete element modeling (DEM) simulations. The results show that the speed difference in the two-stage conveying system effectively transforms the walnut shell–kernel mixture into a spaced particle flow, demonstrating the superiority of this mechanism in addressing material occlusion issues.
- The sorting module employs a matrix of jet components, effectively managing the variable fall times of materials of differing sizes and shapes.
- The improved I-YOLOv8n algorithm performed exceptionally well, achieving a precision of 98.8%, a recall of 98.6%, and an mAP50 of 99.1%, maintaining high confidence even in the presence of material occlusion.
- Box–Behnken Design (BBD) experiments were conducted along with neural network predictive modeling to optimize key parameters. The results indicate that the error between the model’s predictions and the experimental outcomes is less than 3%, demonstrating stability and reliability. Under optimal process parameters, the device achieves a cleaning rate of 93.56%, showing excellent separation performance.
This machine vision-based walnut shell–kernel separation device not only identifies walnut shells and kernels with high accuracy but also achieves efficient and precise separation. Compared to traditional methods, it significantly enhances separation efficiency, quality, and operational convenience, offering new technological insights and support for the automation and intelligent transformation of the walnut processing industry. It also serves as a reference for the separation of other agricultural products. Moving forward, the device’s performance will be further enhanced to meet broader market demands and contribute to the prosperity and sustainable development of the walnut industry.
Author Contributions
Conceptualization, P.N., S.H. and J.M.; methodology, P.N. and Y.Z.; software, W.Z.; validation, W.Z. and H.L.; formal analysis, S.H. and X.X.; investigation, Y.Z., H.L. and H.N.; resources, J.M.; data curation, P.N. and Y.L. (Yuheng Liu); writing—original draft preparation, P.N. and S.H.; writing—review and editing, P.N. and H.L.; visualization, Y.L. (Yang Liu); supervision, Y.L. (Yang Liu); project administration, J.M. and H.N.; funding acquisition, J.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Nanjing Agricultural University–Tarim University Joint Research Fund Project, grant number NNLH202302.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors thank Hong Zhang from Tarim University for providing thesis supervision. The authors are grateful to the anonymous reviewers for their comments.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Wang, J.; Wang, G.; Zhang, Y.; Zhang, R.; Zhang, Y. Novel Angiotensin-Converting Enzyme Inhibitory Peptides Identified from Walnut Glutelin-1 Hydrolysates: Molecular Interaction, Stability, and Antihypertensive Effects. Nutrients 2022, 14, 151. [Google Scholar] [CrossRef] [PubMed]
- Liu, M.; Li, C.; Cao, C.; Wang, L.; Li, X.; Che, J.; Yang, H.; Zhang, X.; Zhao, H.; He, G.; et al. Walnut Fruit Processing Equipment: Academic Insights and Perspectives. Food Eng. Rev. 2021, 13, 822–857. [Google Scholar] [CrossRef]
- Li, H.; Tang, Y.; Zhang, H.; Liu, Y.; Zhang, Y.; Niu, H. Technological parameter optimization for walnut shell-kernel winnowing device based on neural network. Front. Bioeng. Biotech. 2023, 11, 1107836. [Google Scholar] [CrossRef] [PubMed]
- Liu, M.; Li, C.; Zhang, Y.; Wang, L. Advances and Recent Patents about Cracking Walnut and Fetching Kernel Device. Recent Pat. Mech. Eng. 2015, 8, 44–58. [Google Scholar]
- Zhu, Z.; Kang, M.; Liu, K.; Ma, W.; Shen, X. Theoretical Calculation and Experimental Study on Suspension Velocity of Walnut and Its Main Components after Mechanical Shell Cracking. J. Sichuan Agric. Univ. 2022, 40, 610–618. [Google Scholar]
- Zhou, K.; Meng, Z.; He, M.; Hou, J.; Li, T. Design and Test of a Sorting Device Based on Machine Vision. IEEE Access. 2020, 8, 27178–27187. [Google Scholar] [CrossRef]
- Kumar, D.S.; Esakkirajan, S.; Bama, S.; Keerthiveena, B. A microcontroller based machine vision approach for tomato grading and sorting using SVM classifier. Microprocess. Microsyst. 2020, 76, 103090. [Google Scholar] [CrossRef]
- Sung, H.-J.; Park, M.-K.; Choi, J.W. Automatic Grader for Flatfishes Using Machine Vision. Int. J. Control Autom. Syst. 2020, 18, 3073–3082. [Google Scholar] [CrossRef]
- Sidehabi, S.W.; Suyuti, A.; Areni, I.S.; Nurtanio, I. The Development of Machine Vision System for Sorting Passion Fruit using MultiClass Support Vector Machine. J. Eng. Sci. Tech. Rev. 2018, 11, 178–184. [Google Scholar] [CrossRef]
- Sofu, M.M.; Er, O.; Kayacan, M.C.; Cetişli, B.B. Design of an automatic apple sorting system using machine vision. Comput. Electron. Agric. 2016, 127, 395–405. [Google Scholar] [CrossRef]
- Wang, J.; Bai, X.; Xu, D.; Li, W.; Tong, S.; Zhang, J. Online sorting of surface defective walnuts based on deep learning. J. Food Eng. 2024, 379, 112133. [Google Scholar] [CrossRef]
- Rong, D.; Xie, L.; Ying, Y. Computer vision detection of foreign objects in walnuts using deep learning. Comput. Electron. Agric. 2019, 162, 1001–1010. [Google Scholar] [CrossRef]
- Wang, D.; Dai, D.; Zheng, J.; Li, L.; Kang, H.; Zheng, X. WT-YOLOM: An Improved Target Detection Model Based on YOLOv4 for Endogenous Impurity in Walnuts. Agronomy 2023, 13, 1462. [Google Scholar] [CrossRef]
- Jin, F.; Qin, L.; Jiang, L.; Zhu, B.; Tao, Y. Novel separation method of black walnut meat from shell using invariant features and a supervised self-organizing map. J. Food Eng. 2008, 88, 75–85. [Google Scholar] [CrossRef]
- Wang, T.; Cao, C.; Xie, C.; Li, Z. Design of hickory nut’ shell and kernel sorting system based on fuzzy clustering algorithm. Food Mach. 2018, 34, 110–114+157. [Google Scholar]
- Zhang, Y.; Wang, X.; Liu, Y.; Li, Z.; Lan, H.; Zhang, Z.; Ma, J. Machine Vision-Based Chinese Walnut Shell-Kernel Recognition and Separation. Appl. Sci. 2023, 13, 10685. [Google Scholar] [CrossRef]
- Lin, X.; Li, Y.; Zhu, Y.; Zhou, Z.; Chen, X. Design of grading and sorting mechanical system for Pleurotus eryngii based on differential separation principle. Food Mach. 2023, 39, 57–62. [Google Scholar]
- Han, Y.; Jia, F.; Zeng, Y.; Jiang, L.; Zhang, Y.; Cao, B. Effects of rotation speed and outlet opening on particle flow in a vertical rice mill. Powder Technol. 2016, 297, 153–164. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, H.; Zeng, Y.; Tang, Y.; Zhang, Z.; Che, J. Design and Performance Evaluation of a Multi-Point Extrusion Walnut Cracking Device. Agriculture 2022, 12, 1494. [Google Scholar] [CrossRef]
- Li, H.; Niu, H.; Zhang, H.; Zhang, M. Performance evaluation and parameter optimization of a walnut shell-kernel winnowing device. J. Food Process Eng. 2024, 47, e14498. [Google Scholar] [CrossRef]
- Ma, J.; Niu, H.; Zhang, H.; Liu, Y.; Lan, H.; Wang, F.; Zhang, Y. Aerodynamic characteristics measurement of walnut shell kernel mixture after breaking shell. J. Tarim. Univ. 2021, 33, 90–95. [Google Scholar]
- Chen, X.; Hu, G.; Zhao, T.; Li, Z.; Zhou, J. Simulation Study on Negative Pressure Winnowing of Walnut Kernel Mixture Based on CFD-DEM Coupling. J. Shandong Agric. Univ. 2021, 52, 1017–1027. [Google Scholar]
- Su, D.; Kong, H.; Qiao, Y.; Sukkarieh, S. Data augmentation for deep learning based semantic segmentation and crop-weed classification in agricultural robotics. Comput. Electron. Agric. 2021, 190, 106418. [Google Scholar] [CrossRef]
- Fan, Y.; Zhang, L.; Zheng, C.; Zu, Y.; Wang, X.; Zhu, J. Real-time and accurate meal detection for meal-assisting robots. J. Food Eng. 2024, 371, 111996. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, H.; Zhang, Y.; Deng, J.; Liu, C.; Tan, J. Integrated Scale-Adaptive Adjustment Factor-Enhanced BlendMask Method for Pineapple Processing System. Agriculture 2024, 14, 1569. [Google Scholar] [CrossRef]
- Naik, S.; Patel, B. Machine vision based fruit classification and grading—A review. Int. J. Comput. Appl. 2017, 170, 22–34. [Google Scholar] [CrossRef]
- Zhao, K.; Duan, Y.; Chen, J.; Li, Q.; Hong, X.; Zhang, R.; Wang, M. Detection of Respiratory Rate of Dairy Cows Based on Infrared Thermography and Deep Learning. Agriculture 2023, 13, 1939. [Google Scholar] [CrossRef]
- Chen, S.; Li, Y.; Zhang, Y.; Yang, Y.; Zhang, X. Soft X-ray image recognition and classification of maize seed cracks based on image enhancement and optimized YOLOv8 model. Comput. Electron. Agric. 2024, 216, 108475. [Google Scholar] [CrossRef]
- Solimani, F.; Cardellicchio, A.; Dimauro, G.; Petrozza, A.; Summerer, S.; Cellini, F.; Renò, V. Optimizing tomato plant phenotyping detection: Boosting YOLOv8 architecture to tackle data complexity. Comput. Electron. Agric. 2024, 218, 108728. [Google Scholar] [CrossRef]
- Casas, E.; Ramos, L.; Romero, C.; Rivas-Echeverría, F. A comparative study of YOLOv5 and YOLOv8 for corrosion segmentation tasks in metal surfaces. Array 2024, 22, 100351. [Google Scholar] [CrossRef]
- Hu, J.; Shen, L.; Albanie, S.; Sun, G.; Wu, E. Squeeze-and-Excitation Networks. IEEE Trans. Pattern Anal. 2017, 42, 2011–2023. [Google Scholar] [CrossRef] [PubMed]
- Ji, W.; Gao, X.; Xu, B.; Pan, Y.; Zhang, Z.; Zhao, D. Apple target recognition method in complex environment based on improved YOLOv4. J. Food Process Eng. 2021, 44, e13866. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, Z.; Huang, M.; Zhu, Q.; Zhao, X. Automatic detection of multi-type defects on potatoes using multispectral imaging combined with a deep learning model. J. Food Eng. 2023, 336, 111213. [Google Scholar] [CrossRef]
- Lu, D.; Yi, J.; Wang, J. Enhanced YOLOv7 for Improved Underwater Target Detection. J. Mar. Sci. Eng. 2024, 12, 1127. [Google Scholar] [CrossRef]
- Pang, Q.; Huang, W.; Fan, S.; Zhou, Q.; Wang, Z.; Tian, X. Detection of early bruises on apples using hyperspectral imaging combining with YOLOv3 deep learning algorithm. J. Food Process Eng. 2021, 45, e13952. [Google Scholar] [CrossRef]
- Qin, Z.; Li, X.; Yan, L.; Cheng, P.; Huang, Y. Real-time detection of Angelica dahurica tablet using YOLOX_am. J. Food Process Eng. 2023, 46, e14480. [Google Scholar] [CrossRef]
- Asian, N.; Cebeci, Y. Application of Box-Behnken design and response surface methodology for modeling of some Turkish coals. Fuel 2007, 86, 90–97. [Google Scholar]
- Kim, K.-W.; Park, Y. Systematic design of tape spring hinges for solar array by optimization method considering deployment performances. Aerosp. Sci. Technol. 2015, 46, 124–136. [Google Scholar] [CrossRef]
- González-de-Peredo, A.V.; Vázquez-Espinosa, M.; Espada-Bellido, E.; Ferreiro-González, M.; Carrera, C.; Barbero, G.F.; Palma, M. Development of Optimized Ultrasound-Assisted Extraction Methods for the Recovery of Total Phenolic Compounds and Anthocyanins from Onion Bulbs. Antioxidants 2021, 10, 1755. [Google Scholar] [CrossRef]
- Zhang, J.; Li, C.; Rahaman, M.M.; Yao, Y.; Ma, P.; Zhang, J.; Zhao, X.; Jiang, T.; Grzegorzek, M. A Comprehensive Survey with Quantitative Comparison of Image Analysis Methods for Microorganism Biovolume Measurements. Arch. Comput. Methods Eng. 2023, 30, 639–673. [Google Scholar] [CrossRef]
- Man, X.; Li, L.; Zhang, H.; Lan, H.; Fan, X.; Tang, Y.; Zhang, Y. Study on the Relationship between Crack Initiation and Crack Bifurcation in Walnut Shells Based on Energy. Agriculture 2023, 14, 69. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).