
Wear Characteristics Caused by Ti3AlC2 Particles under Impact-Sliding Conditions in Marine Engine

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
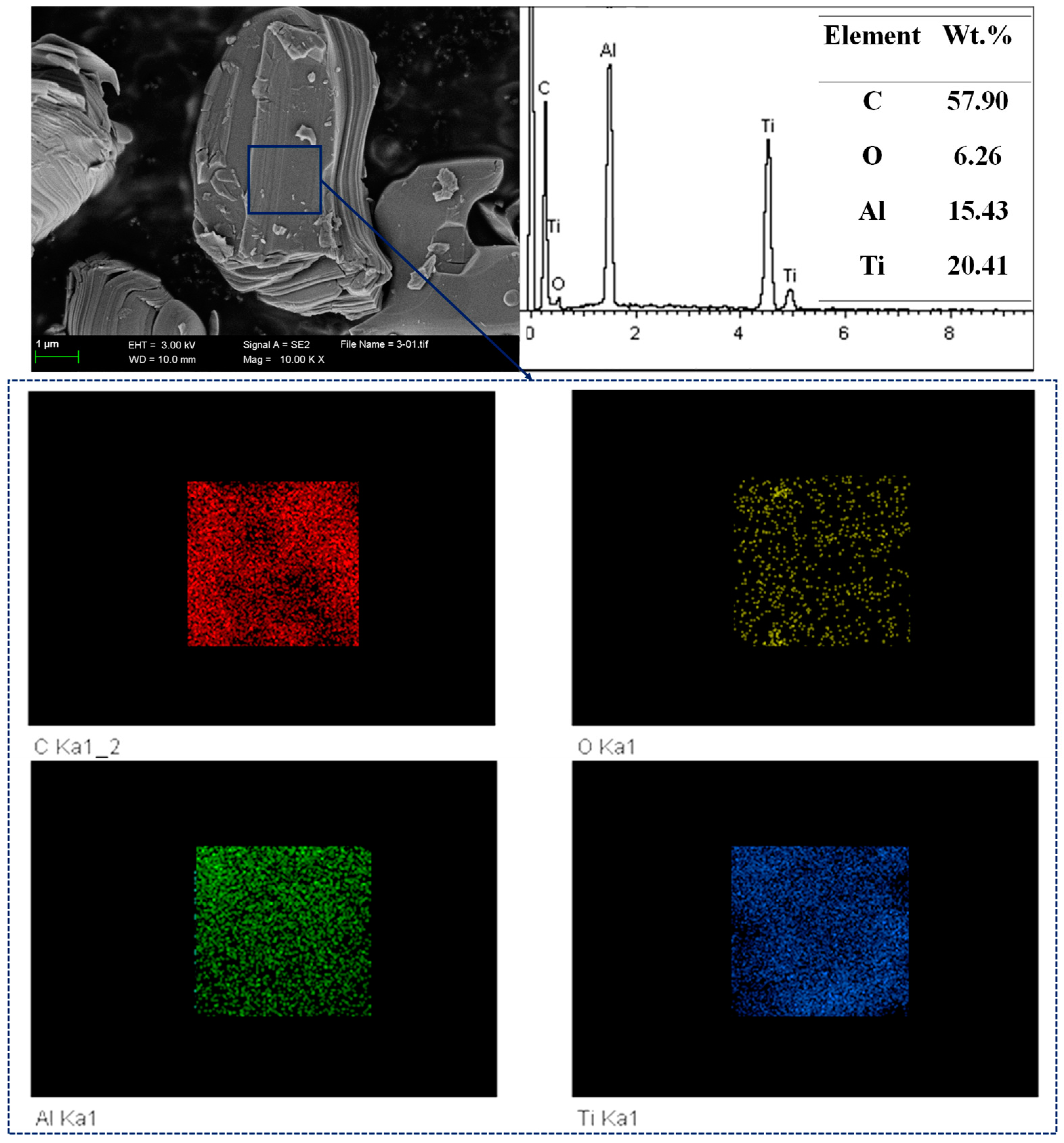
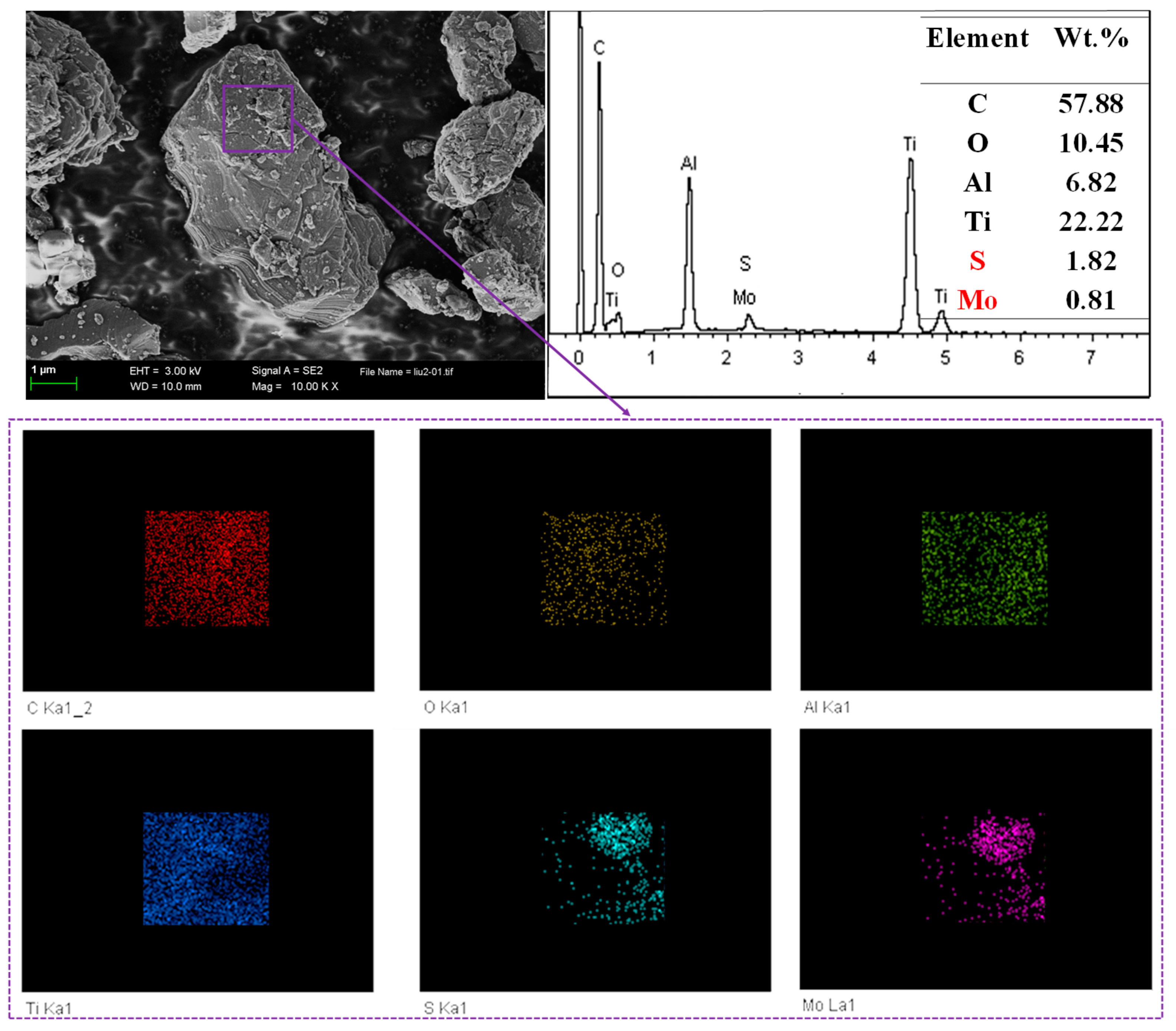
2.1. Experimental Materials
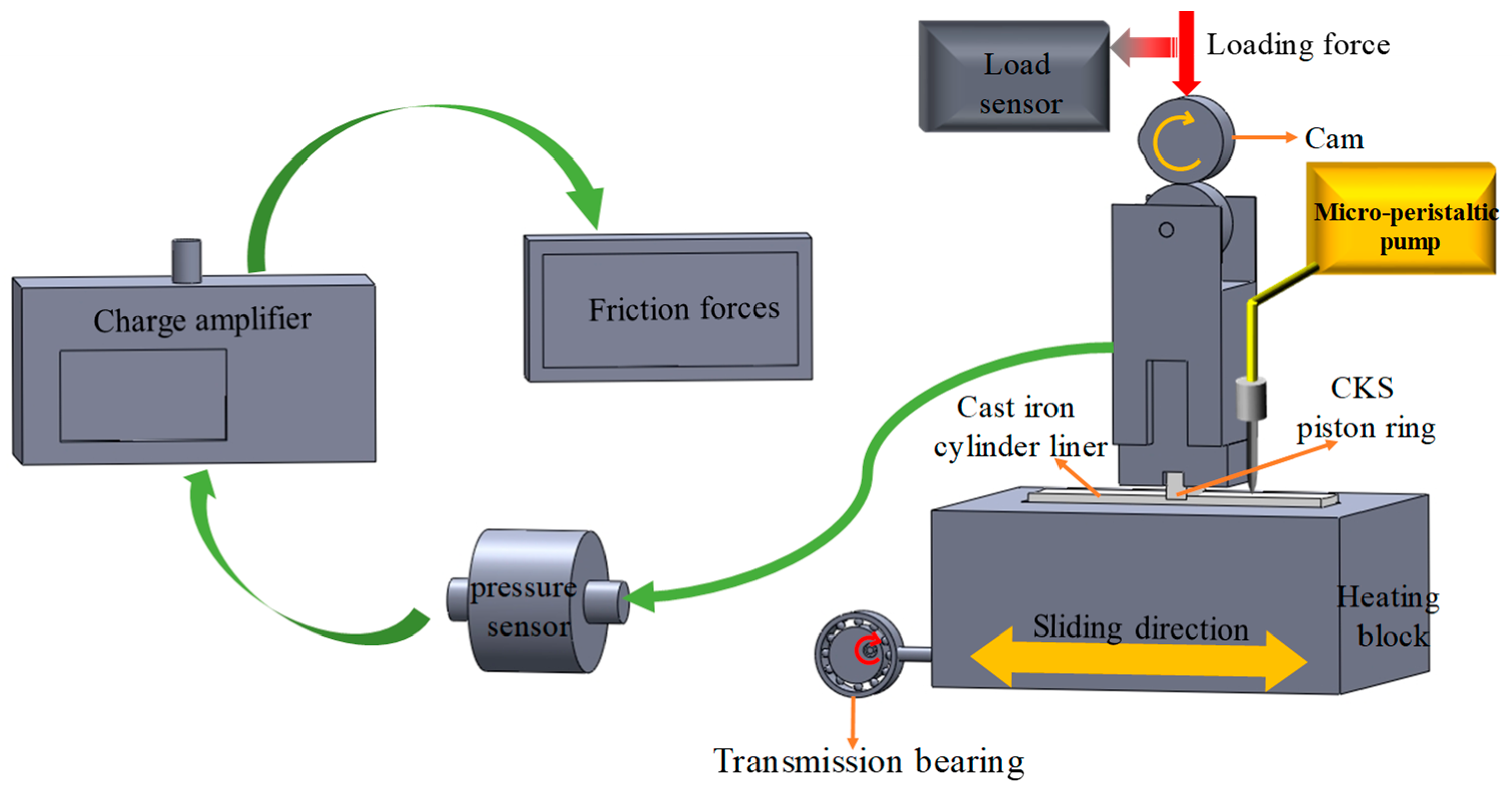
2.2. Friction and Wear Tests
3. Results
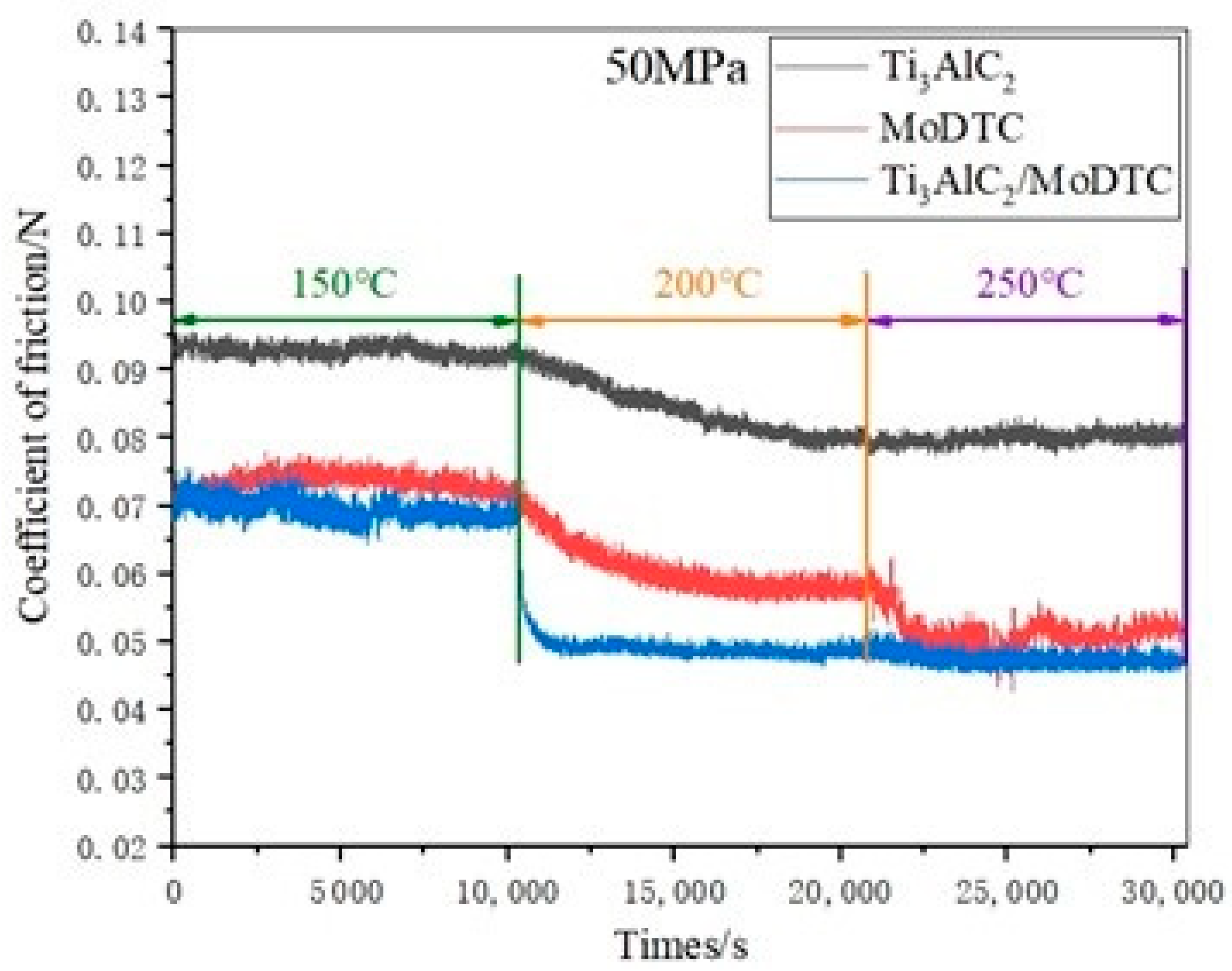
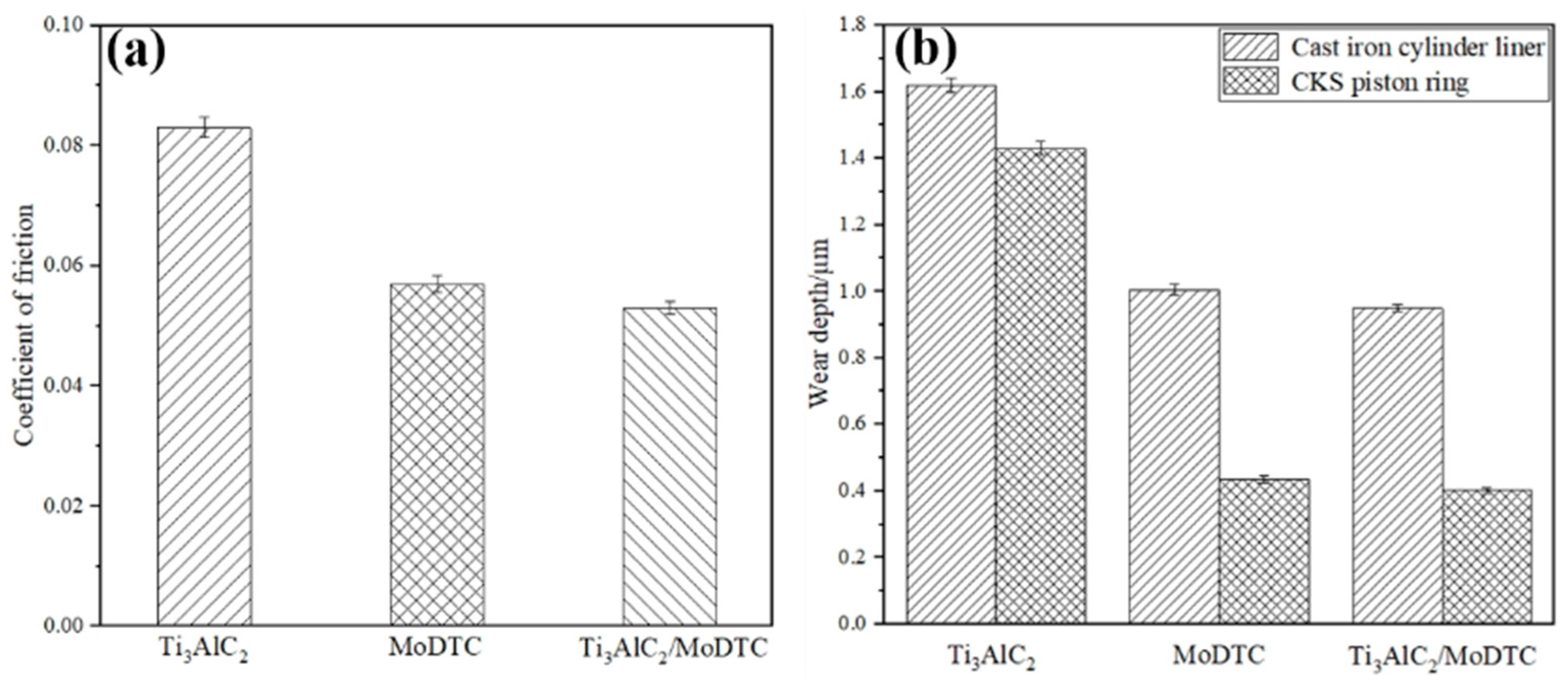
3.1. Friction and Wear Performance of Ti3AlC2, MoDTC and Ti3AlC2/MoDTC Composite Additives
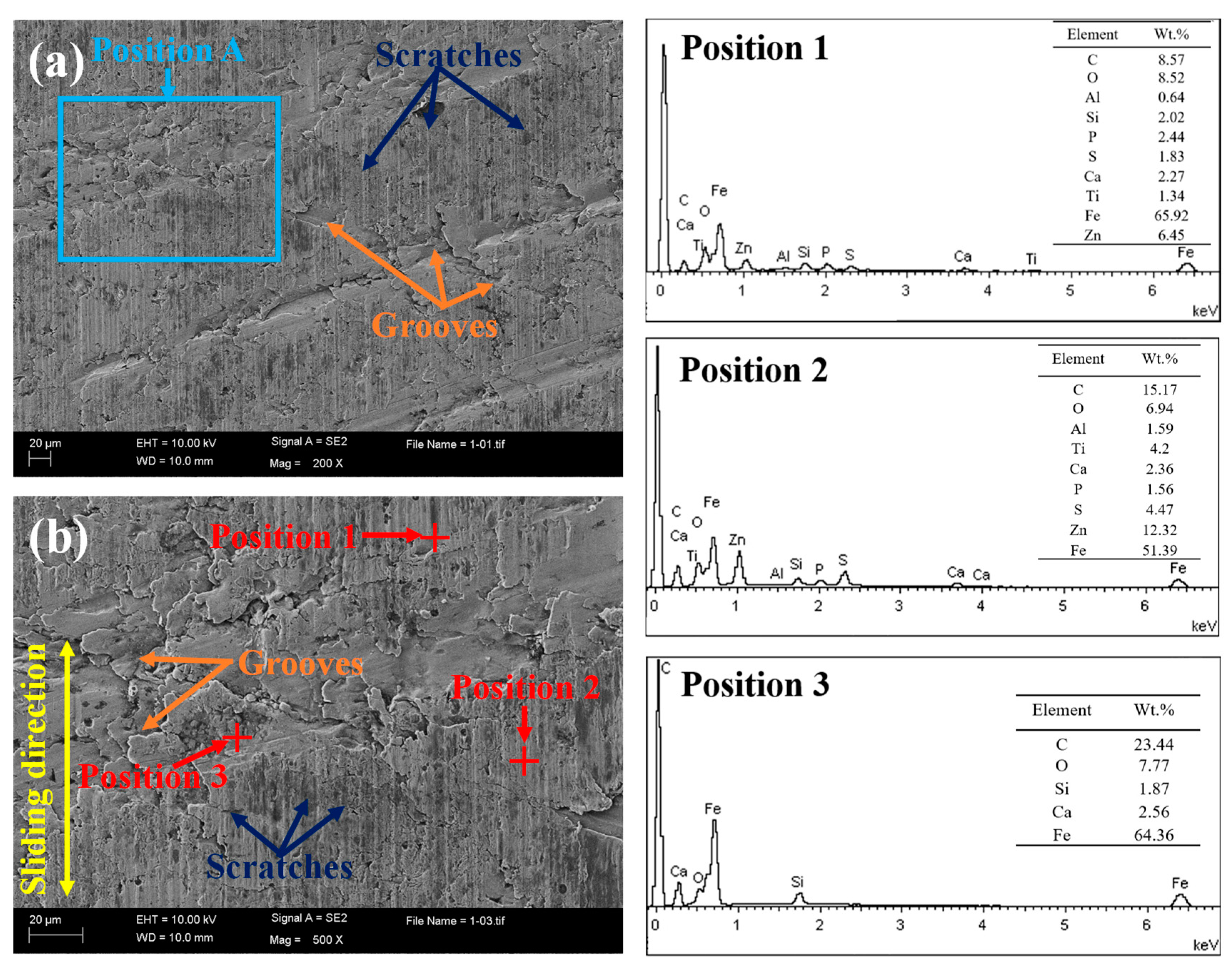
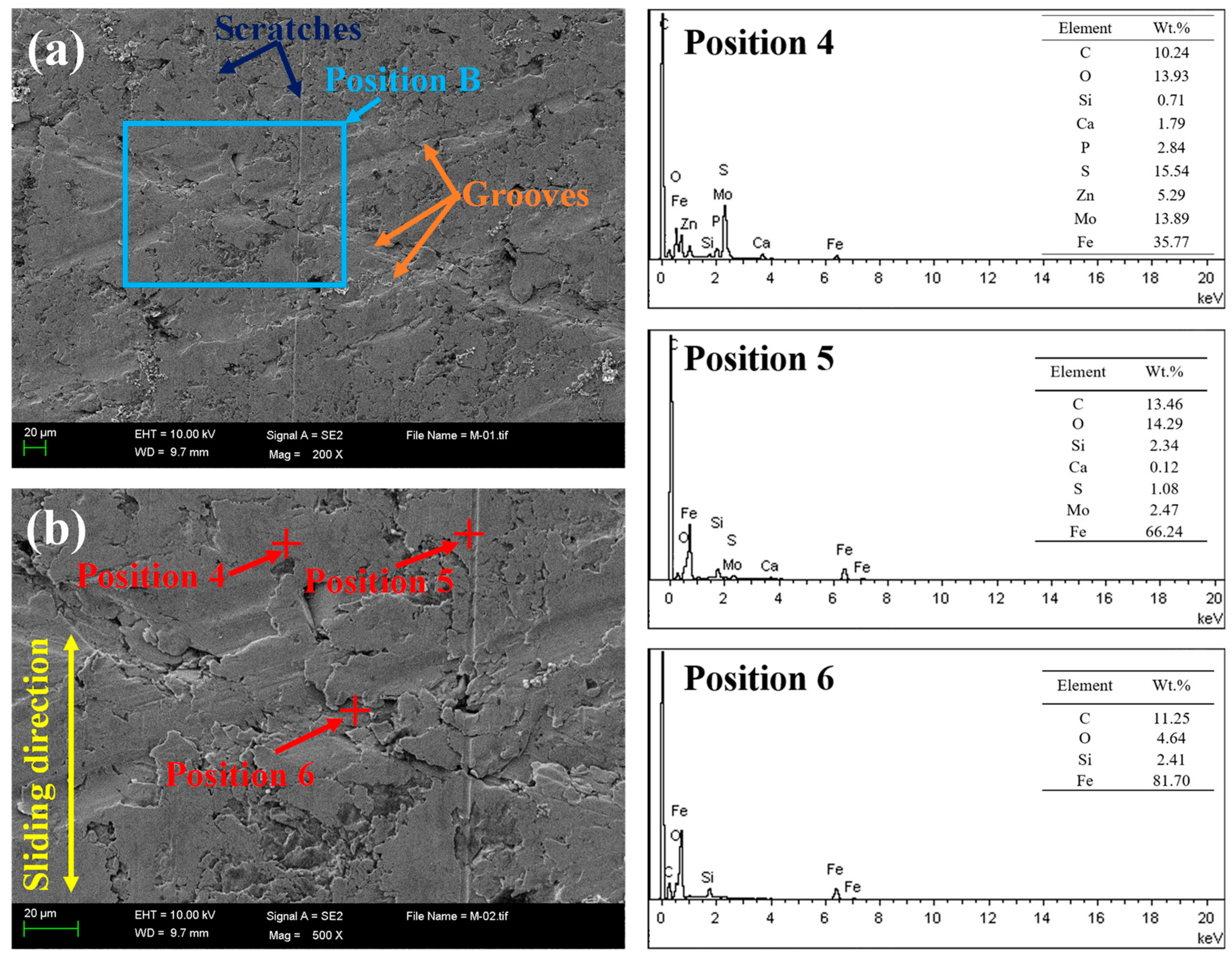
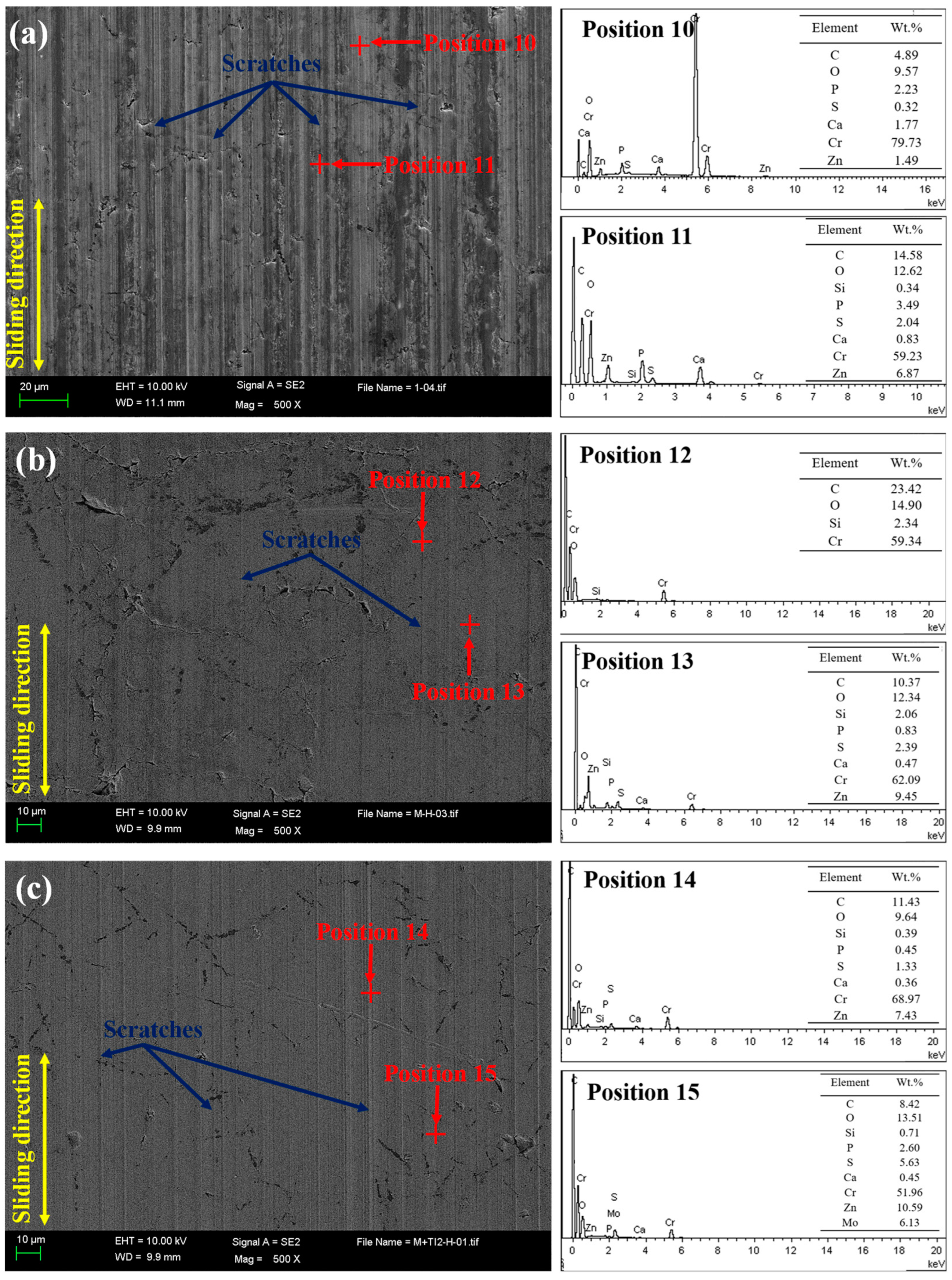
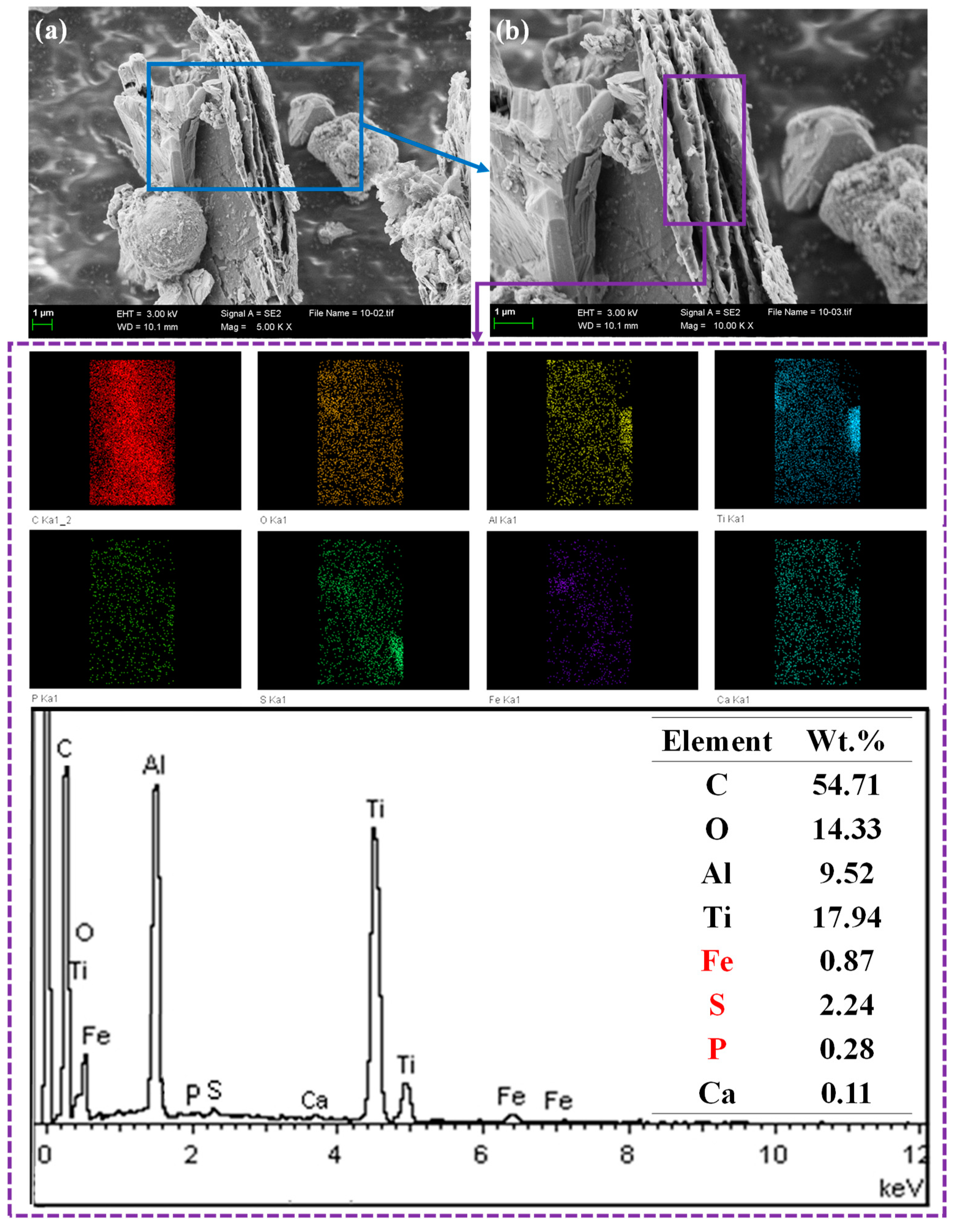
3.2. Worn Surfaces Analysis
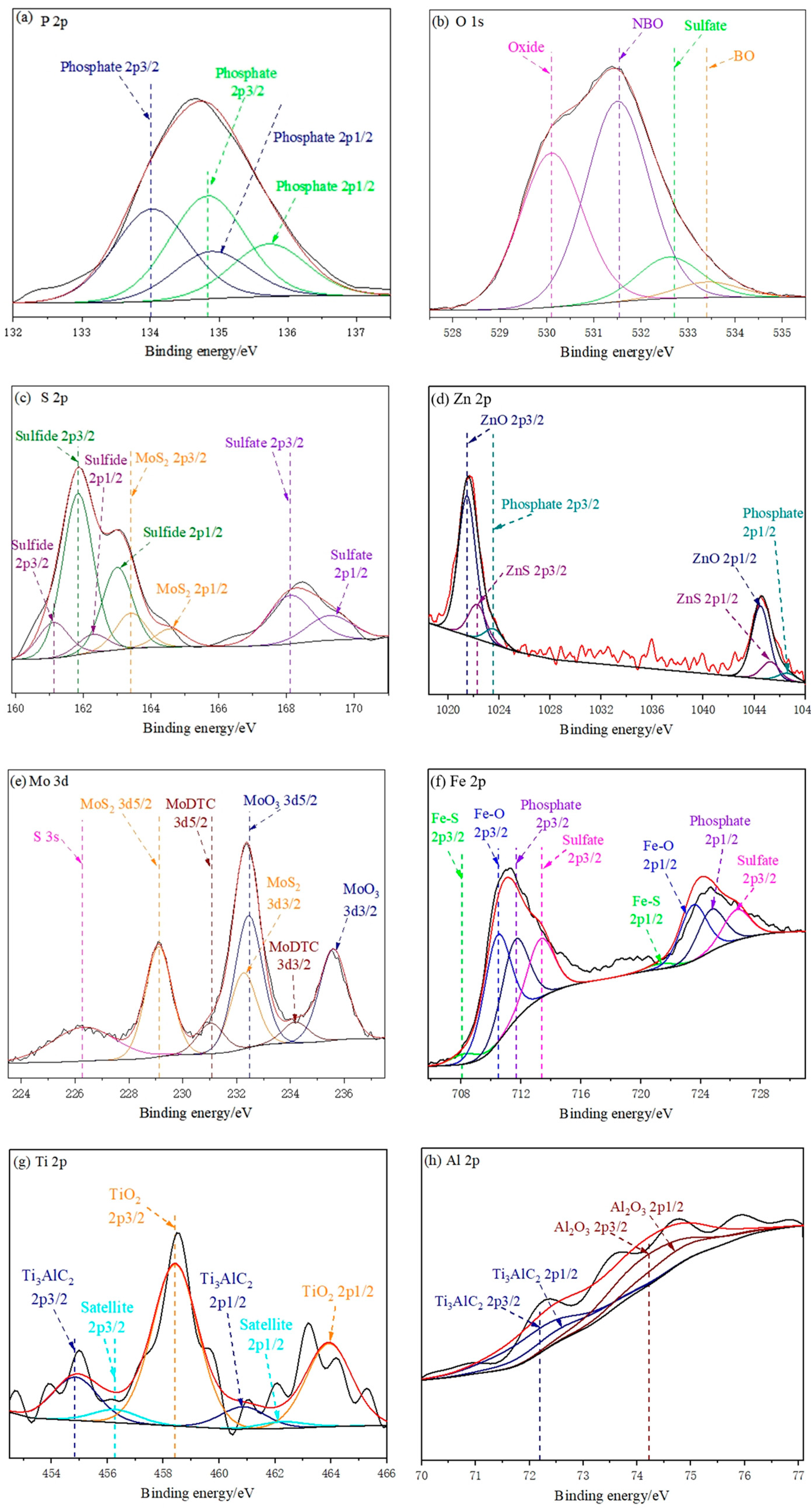
3.3. XPS Study of the Tribofilm on the Surface of the Worn Cast Iron Cylinder Liner Using the Ti3AlC2/MoDTC Composite Additive
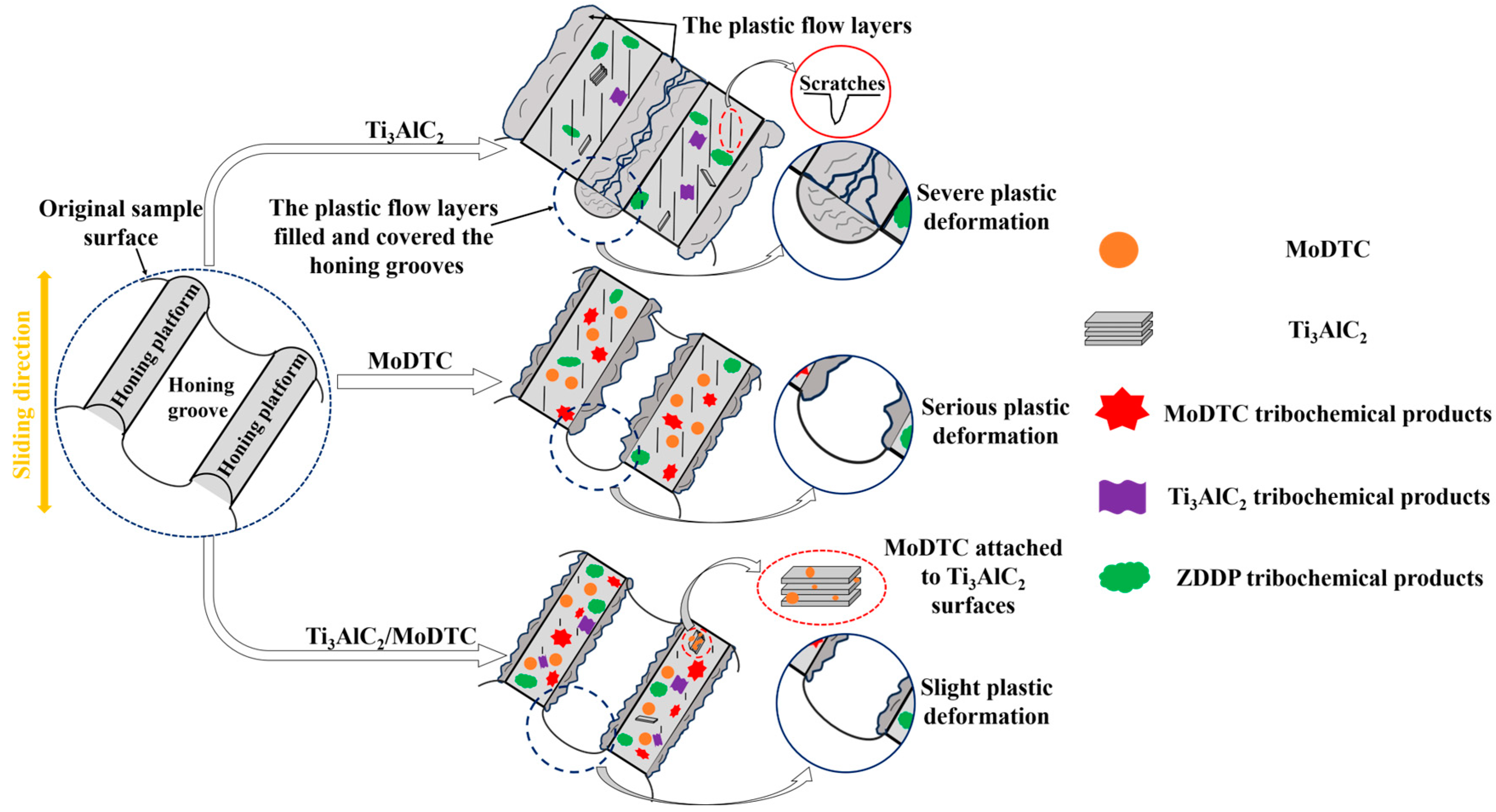
3.4. Failure Mechanism Analysis for Ti3AlC2, MoDTC and Ti3AlC2/MoDTC Composite Additives
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gupta, S.; Filimonov, D.; Palanisamy, T.; El-Raghy, T.; Barsoum, M.W. Ta2AlC and Cr2AlCAg-based composites-New solid lubricant materials for use over a wide temperature range against Ni-based superalloys and alumina. Wear 2007, 262, 1479–1489. [Google Scholar] [CrossRef]
- Ching, W.Y.; Mo, Y.X.; Aryal, S.; Rulis, P. Intrinsic Mechanical Properties of 20 MAX-Phase Compounds. J. Am. Ceram. Soc. 2013, 96, 2292–2297. [Google Scholar] [CrossRef]
- Zhang, Z.; Duan, X.M.; Jia, D.C.; Zhou, Y.; van der Zwaag, S. On the formation mechanisms and properties of MAX phases: A review. J. Eur. Ceram. Soc. 2021, 41, 3851–3878. [Google Scholar] [CrossRef]
- Wutthigrai, S.; Ittipon, F.; Sukit, L.; Kanoknan, P. A first principles investigation on the structural, elastic, and mechanical properties of MAX phase M3AlC2 (M = Ta, Ti, V) as a function of pressure. Comput. Condens. Matter 2022, 30, e00638. [Google Scholar] [CrossRef]
- Chen, H.F.; Hu, B.; Wang, J.W.; Wang, J.Q.; Gao, Y.F. Tribological properties of self-healing NiCrAlY/Cr3C2-Ti3AlC2 coating at high temperatures. Surf. Coat. Technol. 2023, 465, 129610. [Google Scholar] [CrossRef]
- Wang, S.; Cheng, J.; Zhu, S.Y.; Qiao, Z.H.; Yang, J.; Liu, W.M. Frictional properties of Ti3AlC2 ceramic against different counterparts in deionized water and artificial seawater. Ceram. Int. 2016, 42, 4578–4585. [Google Scholar] [CrossRef]
- Zhou, J.L.; Cheng, Y.H.; Yang, J.Y.; Wang, Q.Q.; Liang, X.B. Effects of WS2 and Ti3AlC2 additions on the high temperature wear properties of laser cladding YW1/NiCoCrAlY tool coating. Ceram. Int. 2021, 47, 35124–35133. [Google Scholar] [CrossRef]
- Fang, Y.; Feng, Y.X.; Liu, X.H.; Li, C.; Zhu, J.F.; Liu, Y. Influence of Mo doping on the tribological behavior of Ti3AlC2 ceramic at different temperatures. Ceram. Int. 2021, 47, 25520–25530. [Google Scholar] [CrossRef]
- Chen, H.F.; Du, Y.X.; Wang, D.J.; Zhang, C.; Yang, G.; Liu, B.; Gao, Y.F.; Shi, S.L. TiC/Ti3AlC2-Co plasma-sprayed coatings with excellent high-temperature tribological properties. Ceram. Int. 2018, 44, 22520–22528. [Google Scholar] [CrossRef]
- Li, S.C.; Xiao, G.J.; Chen, B.Q.; Zhuo, X.Q.; Zhao, Z.Y.; Huang, Y. Influence mechanism of abrasive belt wear on fatigue resistance of TC17 grinding surface. Eng. Fail. Anal. 2022, 141, 106644. [Google Scholar] [CrossRef]
- Yan, L.L.; Yue, W.; Wang, C.B.; Wei, D.P.; Xu, B. Comparing tribological behaviors of sulfur- and phosphorus-free organomolybdenum additive with ZDDP and MoDTC. Tribol. Int. 2012, 53, 150–158. [Google Scholar] [CrossRef]
- Vaitkunaite, G.; Espejo, C.; Thiebaut, B.; Neville, A.; Morina, A. Low friction tribofilm formation and distribution on an engine cylinder tested with MoDTC-containing low viscosity engine lubricants. Tribol. Int. 2022, 171, 107551. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Yue, W.; She, D.S.; Fu, Z.Q.; Huang, H.P.; Liu, J.J. Effects of surface nanocrystallization on tribological properties of 316L stainless steel under MoDTC/ZDDP lubrications. Tribol. Int. 2014, 79, 42–51. [Google Scholar] [CrossRef]
- Kassim, K.A.M.; Tokoroyama, T.; Murashima, M.; Umehara, N. The wear classification of MoDTC-derived particles on silicon and hydrogenated diamond-like carbon at room temperature. Tribol. Int. 2020, 147, 106176. [Google Scholar] [CrossRef]
- Evans, R.D.; Doll, G.L.; Hager, C.H.; Howe, J.Y. Influence of steel type on the propensity for tribochemical wear in boundary lubrication with a wind turbine gear oil. Tribol. Lett. 2010, 38, 25–32. [Google Scholar] [CrossRef]
- Morina, A.; Neville, A.; Priest, M.; Green, J.H. ZDDP and MoDTC interactions and their effect on tribological performance-tribofilm characteristics and its evolution. Tribol. Lett. 2006, 24, 243–256. [Google Scholar] [CrossRef]
- Kosarieh, S.; Morina, A.; Laine, E.; Flemming, J.; Neville, A. The effect of MoDTC-type friction modifier on the wear performance of a hydrogenated DLC coating. Wear 2013, 302, 890–898. [Google Scholar] [CrossRef]
- Graham, J.; Spikes, H.; Jensen, R. The friction reducing properties of molybdenum dialkyldithiocarbamate additives: Part II—Durability of friction reducing capability. Tribol. Trans. 2001, 44, 637–647. [Google Scholar] [CrossRef]
- Greenall, A.; Neville, A.; Morina, A.; Sutton, M. Investigation of the interactions between a novel, organic anti-wear additive, ZDDP and overbased calcium sulphonate. Tribol. Int. 2012, 46, 52–61. [Google Scholar] [CrossRef]
- Zhang, J.; Spikes, H. On the Mechanism of ZDDP Antiwear Film Formation. Tribol. Lett. 2016, 63, 24. [Google Scholar] [CrossRef]
- Zhang, J.; Ueda, M.; Campen, S.; Spikes, H. Boundary Friction of ZDDP Tribofilms. Tribol. Lett. 2021, 69, 8. [Google Scholar] [CrossRef]
- Costa, H.L.; Evangelista, K.S.; Cousseau, T.; Acero, J.S.R.; Kessler, F. Use of XANES and XPS to investigate the effects of ethanol contamination on anti-wear ZDDP tribofilms. Tribol. Int. 2021, 159, 106997. [Google Scholar] [CrossRef]
- Zhao, Z.K.; Shen, Y.; Liu, Y.; Xing, C.F.; Liu, J.; Fan, J.J.; Xu, J.J. Low and high temperature effects on friction and wear performance of Cr-plated cylinder liner. Wear 2024, 546–547, 205329. [Google Scholar] [CrossRef]
- Parsaeian, P.; Ghanbarzadeh, A.; Van Eijk, M.C.P.; Nedelcu, I.; Neville, A.; Morina, A. Show more A new insight into the interfacial mechanisms of the tribofilm formed by zinc dialkyl dithiophosphate. Appl. Surf. Sci. 2017, 403, 472–486. [Google Scholar] [CrossRef]
- Tse, J.S.; Song, Y.; Liu, Z.X. Effects of Temperature and Pressure on ZDDP. Tribol. Lett. 2007, 28, 45–49. [Google Scholar] [CrossRef]
- Aldana, P.U.; Vacher, B.; Le Mogne, T.; Belin, M.; Thiebaut, B.; Dassenoy, F. Action mechanism of WS2 nanoparticles with ZDDP additive in boundary lubrication regime. Tribol. Lett. 2014, 56, 249–258. [Google Scholar] [CrossRef]
- Mittal, P.; Rai, H.; Gosvami, N.N. Microscopic tribology of ADC12 alloy under lubricant containing ZDDP and MoDTC using in situ AFM. Tribol. Lett. 2013, 69, 35. [Google Scholar] [CrossRef]
- Zhang, C.Y.; Dong, R.; Wang, X.G.; Liang, Y.J.; Zhang, M.; Yu, Q.L.; Tang, Z.P.; Lv, H.Y.; Wang, L.P.; Cai, M.R.; et al. Stable dispersibility of bentonite-type additive with gemini ionic liquid intercalation structure for oil-based drilling. Friction 2022, 11, 201–215. [Google Scholar] [CrossRef]
- Wang, W.W.; Li, C.D.; Yang, J.; Shen, Y.; Xu, J.J. Friction performance of MoDTP and ester-containing lubricants between CKS piston ring and cast iron cylinder liner. Lubr. Sci. 2018, 30, 33–43. [Google Scholar] [CrossRef]
- Li, W.H.; Yu, B.H.; Ye, B.; Shen, Y.; Huang, R.X.; Du, F.M. Effects of cast-iron surface texturing on the anti-scuffing performance under starved lubrication. Materials 2019, 12, 1586. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, L.; Wei, D.B.; Wu, P.F.; Cao, J.W.; Shijia, C.R.; Qu, X.H. Substance evolution and wear mechanism on friction contact area of brake disc for high-speed railway trains at high temperature. Eng. Fail. Anal. 2020, 111, 104472. [Google Scholar] [CrossRef]
- Wang, Y.J.; Jia, Z.; Ji, J.J.; Wei, B.L.; Heng, Y.B.; Liu, D.X. Determining the wear behavior of H13 steel die during the extrusion process of pure nickel. Eng. Fail. Anal. 2022, 134, 106053. [Google Scholar] [CrossRef]
- Natu, V.; Benchakar, M.; Canaff, C.; Habrioux, A.; Célérier, S.; Barsoum, M.W. A critical analysis of the X-ray photoelectron spectra of Ti3C2TZ MXenes. Matter 2021, 4, 1224–1251. [Google Scholar] [CrossRef]
- Heuberger, R.; Rossi, A.; Spencer, N.D. XPS study of the influence of temperature on ZnDTP tribofilm composition. Tribol. Lett. 2006, 25, 185–196. [Google Scholar] [CrossRef]
- Crobu, M.; Rossi, A.; Mangolini, F.; Spencer, N.D. Tribochemistry of bulk zinc metaphosphate glasses. Tribol. Lett. 2010, 39, 121–134. [Google Scholar] [CrossRef]
- Rumble, J.R.; Bickham, D.M.; Powell, C.J. The NIST X-ray photoelectron spectroscopy database. Surf. Interface Anal. 2004, 19, 241–246. [Google Scholar] [CrossRef]
- Wu, X.H.; Gong, K.L.; Zhao, G.Q.; Lou, W.J.; Wang, X.B.; Liu, W.M. Surface modification of MoS2 nanosheets as effective lubricant additives for reducing friction and wear in poly-alpha-olefin. Ind. Eng. Chem. Res. 2018, 57, 8105–8114. [Google Scholar] [CrossRef]
- Massoud, T.; Matos, R.P.D.; Mogne, T.L.; Belin, M.; Cobian, M.; Thiébaut, B.; Loehlé, S.; Dahlem, F.; Minfray, C. Effect of ZDDP on lubrication mechanisms of linear fatty amines under boundary lubrication conditions. Tribol. Int. 2020, 141, 105954. [Google Scholar] [CrossRef]
- Minfray, C.; Martin, J.M.; Esnouf, C.; Le Mogne, T.; Kersting, R.; Hagenhoff, B. A multi-technique approach of tribofilm char-acterisation. Thin Solid Films 2004, 447, 272–277. [Google Scholar] [CrossRef]
- Nedelcu, I.; Piras, E.; Rossi, A.; Pasaribu, H.R. XPS analysis on the influence of water on the evolution of zinc dialkyldithi ophosphate–derived reaction layer in lubricated rolling contacts. Surf. Interface Anal. 2012, 44, 1219–1224. [Google Scholar] [CrossRef]
- Huai, W.; Chen, X.; Lu, F.; Zhang, C.; Ma, L.; Wen, S. Tribological properties of sulfur- and phosphorus-free organic molybdenum compound as additive in oil. Tribol. Int. 2020, 141, 105944. [Google Scholar] [CrossRef]
- Wu, H.X.; Johnson, B.; Wang, L.P.; Dong, G.N.; Yang, S.C.; Zhang, J.F. High-efficiency preparation of oil-dispersible MoS2 nanosheets with superior anti-wear property in ultralow concentration. Nanopart. Res. 2017, 19, 339. [Google Scholar] [CrossRef]
- De Feo, M.; Minfray, C.; Bouchet, M.I.D.; Thiebaut, B.; Le Mogne, T.; Vacher, B.; Martin, J.M. Aging impact on tribological properties of MoDTC-containing base oil. Tribol. Int. 2015, 92, 126–135. [Google Scholar] [CrossRef]
- Ueda, M.; Kadiric, A.; Spikes, H. Wear of hydrogenated DLC in MoDTC-containing oils. Wear 2021, 474–475, 203869. [Google Scholar] [CrossRef]
- Arévalo-López, E.P.; Romero-Moreno, P.; Rosas-Huerta, J.L.; Huerta, L.; Minaud, C.; Marquina, M.L.; Escamilla, R.; Romero, M. Effect of Fe on Bi2Te3: Structure, magnetic properties, and XPS valence band. J. Alloys Compd. 2022, 899, 163297. [Google Scholar] [CrossRef]
- Iatsunskyi, I.; Gottardi, G.; Micheli, V. Atomic layer deposition of palladium coated TiO2/Si nanopillars: ToF-SIMS, AES and XPS characterization study. Appl. Surf. Sci. 2021, 542, 148603. [Google Scholar] [CrossRef]
- Wilhelmsson, O.; Palmquist, J.P.; Lewin, E.; Emmerlich, J.; Eklund, P.; Persson, P.O.A.; Högberg, H.; Li, S.; Ahuja, R.; Eriksson, O.; et al. Deposition and characterization of ternary thin films within the Ti-Al-C system by DC magnetron sputtering. Cryst. Growth 2006, 291, 290–300. [Google Scholar] [CrossRef]
- Naslund, L.A.; Persson, P.O.A.; Rosen, J. X-ray photoelectron spectroscopy of Ti3AlC2, Ti3C2Tz, and TiC provides evidence for the electrostatic interaction between laminated layers in MAX-Phase materials. Phys. Chem. C 2020, 124, 27732–27742. [Google Scholar] [CrossRef]
- Xue, M.; Tang, H.; Li, C.S. Preparation and tribological behaviour of laminated Ti3AlC2 crystals as additive in base oil. Adv. Appl. Ceram. 2014, 113, 245–250. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Sample Parameters | ||||
|---|---|---|---|---|---|
| Long (mm) | Wide (mm) | High (mm) | Roughness (µm) | Hardness (HV0.1) | |
| CKS piston ring | 11 | 3 | 4 | 0.24 | 705 |
| Cast iron cylinder liner | 43 | 8.5 | 6 | 0.72 | 238 |
| Test Stage | Speed (rpm) | Frequency (Hz) | Stroke (mm) | Peak Impact Load (MPa) | Temperature (°C) | Time (min) | Lubricant Feed Rate (mL/min) |
|---|---|---|---|---|---|---|---|
| Low load | 200 | 3.33 | 30 | 10 | 150 | 10 | 0.1 |
| High load | 200 | 3.33 | 30 | 50 | 150/200/250 | 180 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Shen, Y.; Liu, Z.; Yu, B.; Qu, J.; Li, L.; Zhang, G. Wear Characteristics Caused by Ti3AlC2 Particles under Impact-Sliding Conditions in Marine Engine. J. Mar. Sci. Eng. 2024, 12, 1777. https://doi.org/10.3390/jmse12101777
Liu J, Shen Y, Liu Z, Yu B, Qu J, Li L, Zhang G. Wear Characteristics Caused by Ti3AlC2 Particles under Impact-Sliding Conditions in Marine Engine. Journal of Marine Science and Engineering. 2024; 12(10):1777. https://doi.org/10.3390/jmse12101777
Chicago/Turabian StyleLiu, Jie, Yan Shen, Zhixiang Liu, Baihong Yu, Jinghao Qu, Leize Li, and Guogang Zhang. 2024. "Wear Characteristics Caused by Ti3AlC2 Particles under Impact-Sliding Conditions in Marine Engine" Journal of Marine Science and Engineering 12, no. 10: 1777. https://doi.org/10.3390/jmse12101777