
Opportunity-Maintenance-Based Scheduling Optimization for Ship-Loading Operation Systems in Coal Export Terminals



Abstract
1. Introduction
2. Literature Review
2.1. Dry Bulk Terminal Operating System Scheduling
2.2. Port Infrastructure Operation and Maintenance
2.3. Opportunity Maintenance
3. Research Methods
3.1. Problem Description
3.1.1. Scheduling of Ship-Loading Operation System
3.1.2. Maintenance of Equipment in the Ship-Loading Operation System
- (1)
- Repairable equipment. When the handling equipment encounters failure, it is repaired rather than replaced.
- (2)
- Predictive maintenance of handling equipment. After the handling equipment of the ship-loading operation system is put into use for some time, its failure rate will increase. In this case, predictive maintenance (PdM, i.e., maintenance according to the status of the handling equipment) should be carried out to restore the failure rate of the handling equipment to a lower layer. The normal working duration between two PdMs is called the predictive maintenance interval (PdMI), and the time of each PdMI is recalculated from 0 and denoted as (0, Tij), where j is the number of PdMs. Tij is denoted as the predictive maintenance interval length (PdMIL).
- (3)
- Minimal repair of handling equipment. For the handling equipment faults occurring between two PdMs, the concept of minimal repair is introduced. The duration of minimal repair is shorter than that of PdM, and will not change the failure rate of the handling equipment, but only restore the handling equipment to the state before its failure.
3.2. Model Establishment
3.2.1. Basic Assumptions and Notations
- (1)
- The time of the ship arriving at the terminal and the arranged berth are known.
- (2)
- The ship’s time at the terminal counts from the ship arriving at the berth to the ship leaving the berth.
- (3)
- The pile to reclaim, amount of reclaiming, and operation duration of ship-loading task are known.
- (4)
- Before a ship-loading task is finished, the operation line occupied cannot be used for other tasks.
- (5)
- The parameters in the failure rate evolution function have been obtained by fitting historical data. The age and status of the handling operation equipment are known as well. The notations used in the model are shown in Table 1.
3.2.2. Objective Function
3.2.3. Constraints
- (1)
- Constraints connecting ships mooring and leaving the berths
- (2)
- Constraints connecting ship-loading tasks
- (3)
- Constraints connecting the handling equipment selection
- (4)
- Constraints connecting the PdM and minimal repair
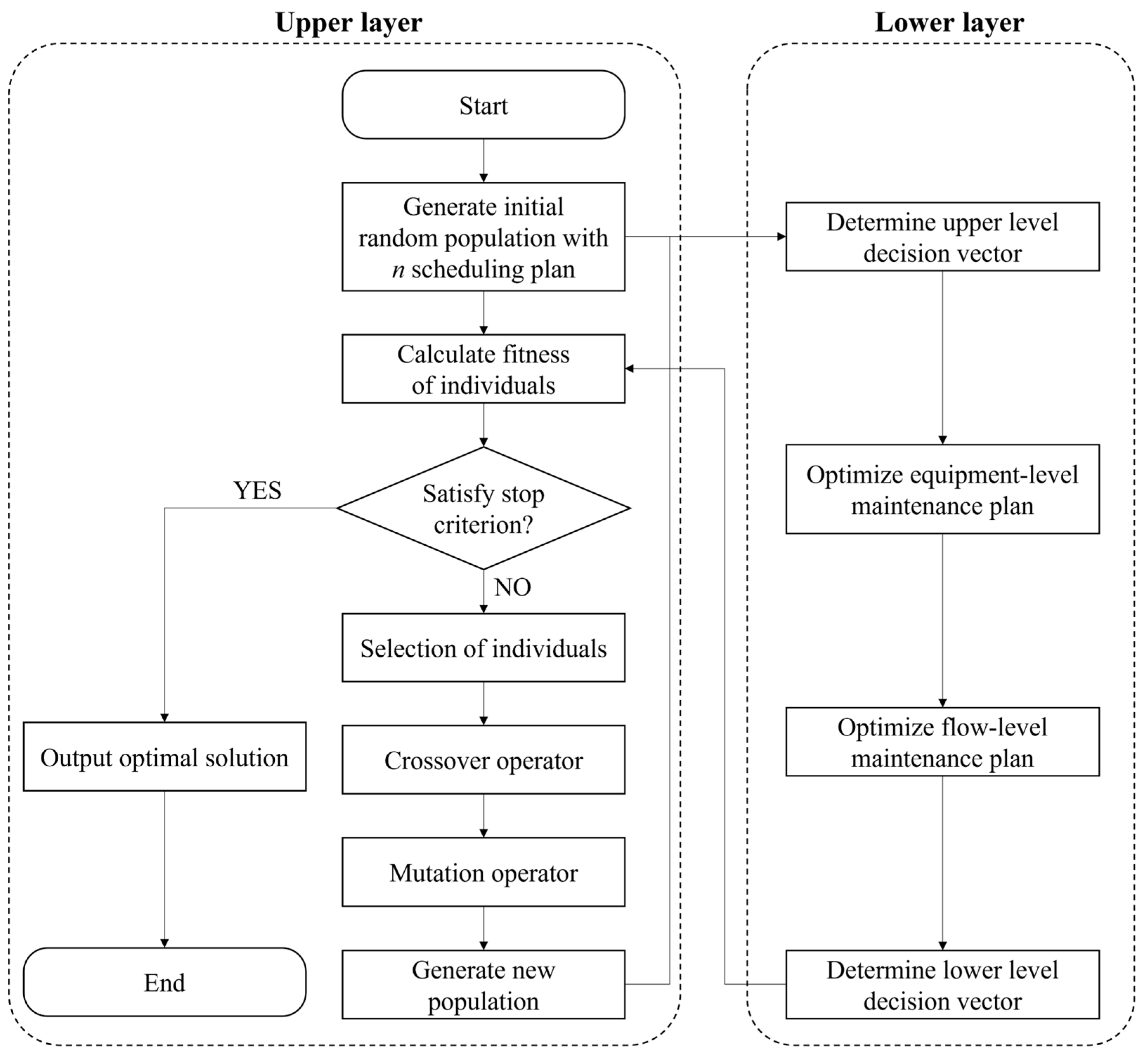
3.3. OM-Based Two-Layer Algorithm
3.3.1. Algorithm Framework
3.3.2. Upper Layer
- (1)
- Chromosome coding
- (2)
- Population initializationThe rules for generating the initial population are as follows.
- (a)
- The berthing priority of the ship’s sequence is randomly generated according to the ship’s assigned berth.
- (b)
- After the priority sequence of the ship-loading task is randomly generated, it is adjusted according to the berthing priority of the ship to which the task belongs. The higher the berthing priority, the higher the priority of the ship-loading task.
- (c)
- The sequence of reclaiming operation line and ship-loading operation line sequence is randomly selected when the accessibility requirements of berth and stack are met.
- (d)
- The horizontal operation line sequence is randomly selected to meet the accessibility requirements of the reclaiming operation line and ship-loading operation line.
- (3)
- Fitness function selectionis selected as the fitness function.
- (4)
- Genetic operator
- (a)
- Genetic operator selection: the roulette method is used first to select a certain number of chromosomes from the parents for crossover and mutation operations, to produce offspring individuals. After that, the optimal strategy is adopted to select the fitter individuals in the parents and offspring to carry out the next generation of genetic operation, to retain all the excellent individuals in the evolution process.
- (b)
- Crossover strategy: The overall single-point crossover is adopted as the crossover strategy, the five sequences are crossed at the same time, and the following three possible new chromosome situations that do not meet the constraint conditions are corrected:
- ①
- In the berthing priority-of-ships sequence, if the berthing priorities of two ships in the same berth are equal, one of the repeated priorities is randomly selected and replaced with the missing priority in the sequence.
- ②
- In the priority of ship-loading task sequence, if the priority of two tasks is equal, the amendment principle is the same as ①.
- ③
- Between the priority of ship-loading task sequence and the berthing priority of ship sequence, if the priority of the task of the ship with low priority is higher than that of the ship with high priority at the same berth, it will be adjusted.
- (c)
- Mutation strategy: Three mutation strategies are adopted, and the adoption probabilities of the three mutation strategies are 0.4, 0.3, and 0.3, respectively.
- ①
- The gene locations of two ships berthing at the same berth are randomly selected and their berthing priorities are exchanged. If there is a contradiction between the priority of ship-loading task sequence and berthing priority-of-ship sequence, it will be adjusted according to the berthing priority of the corresponding ship-loading task. The higher the berthing priority, the higher the priority of the ship-loading task.
- ②
- In the ship-loading task priority sequence, two genes are randomly selected for exchange, whose correction principle is the same as ①.
- ③
- The gene location of the ship-loading operation line sequence is randomly selected and replaced by another ship-loading operation line occupied by the same task. If the accessibility constraint between the new ship-loading operation line and the original horizontal operation line is not satisfied, a new horizontal operation line is randomly selected to meet the accessibility constraint for correction.
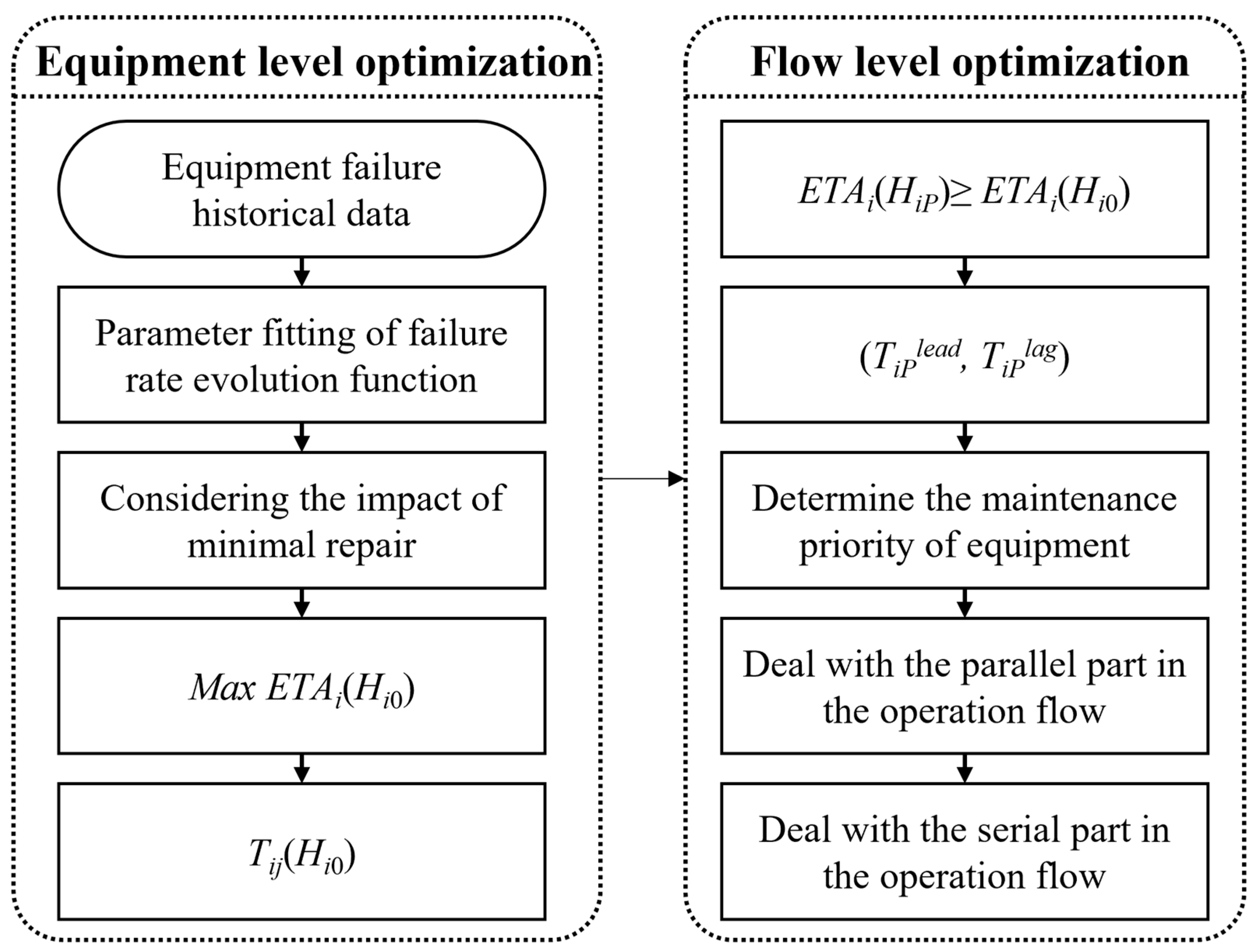
3.3.3. Lower Layer
- (1)
- Failure rate evolution function modeling
- (2)
- Failure rate evolution function parameter fitting
- (3)
- Impact of minimal repair
- (4)
- Maximizing availability of single equipment
- (5)
- PdMIL threshold of equipment
- (6)
- OM-based flow-level maintenance optimization
4. Case Study
4.1. Input Parameters
4.2. Results and Analysis
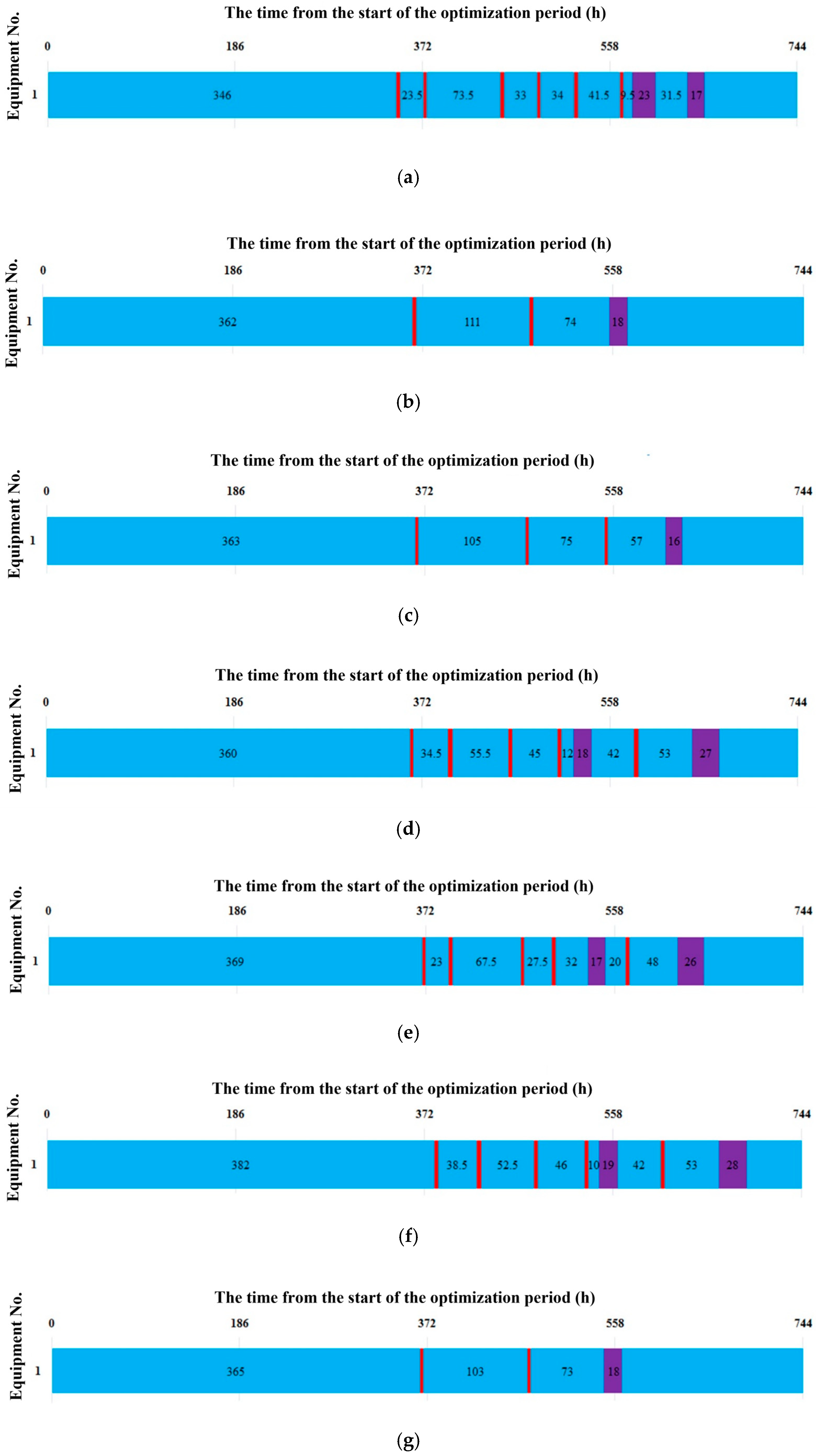
4.2.1. Initial Maintenance Optimization Scheme
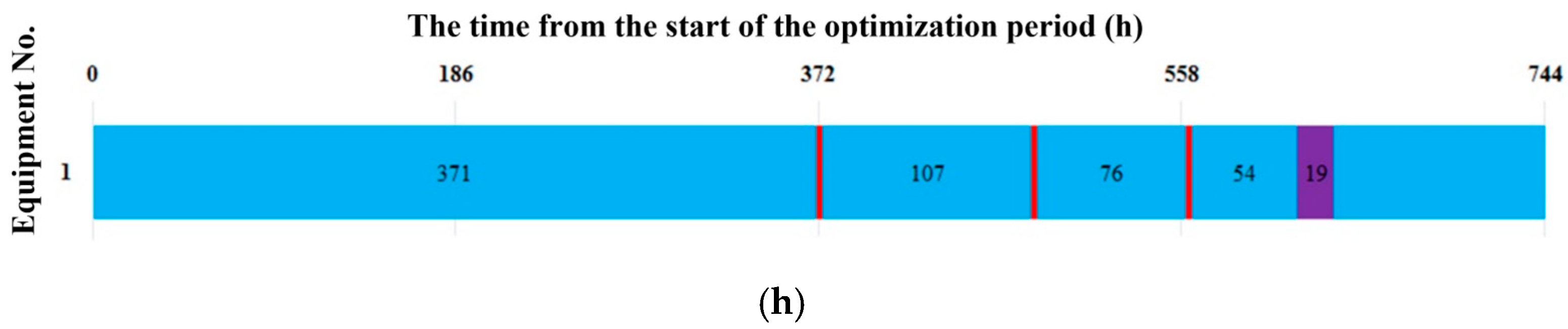
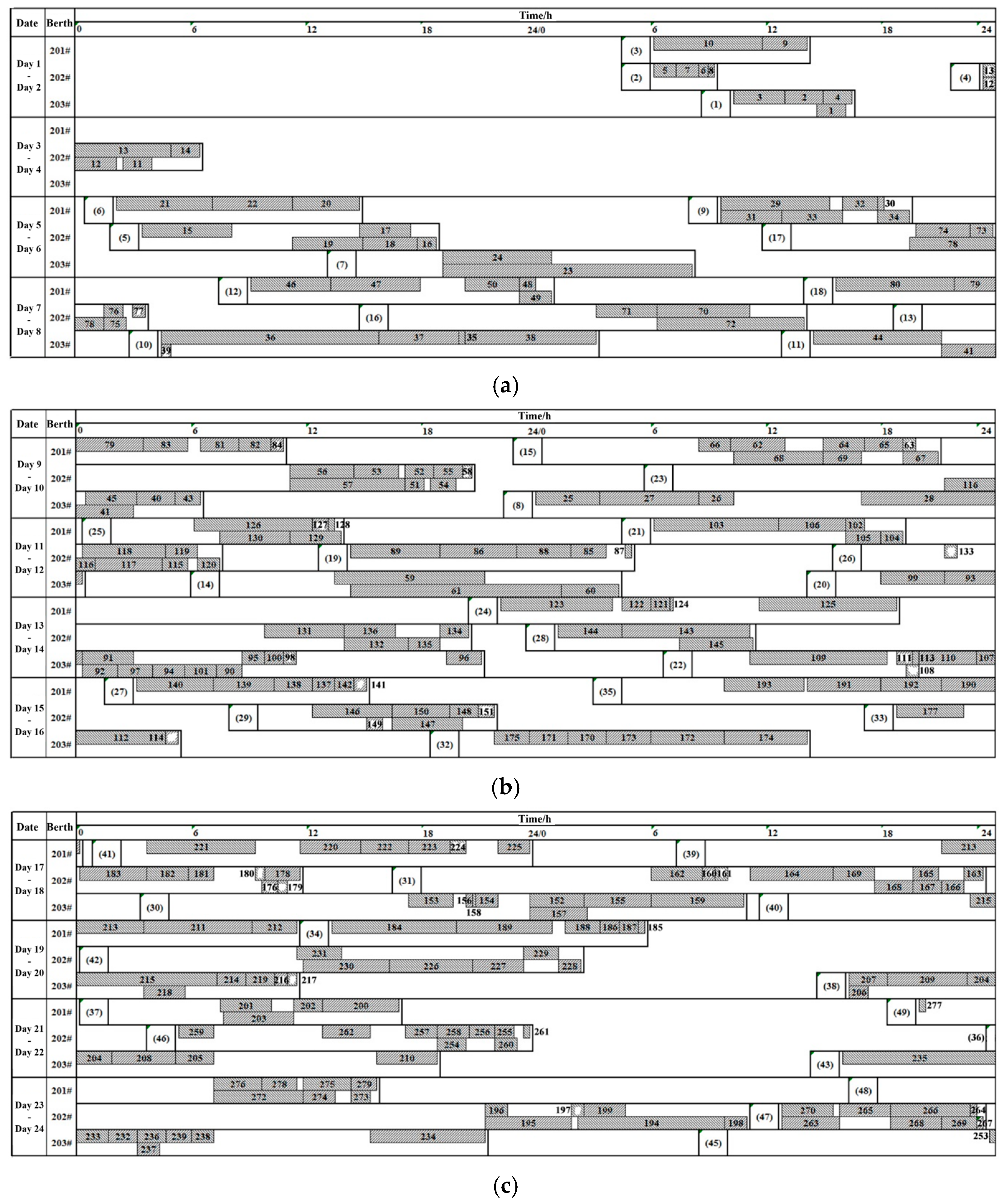
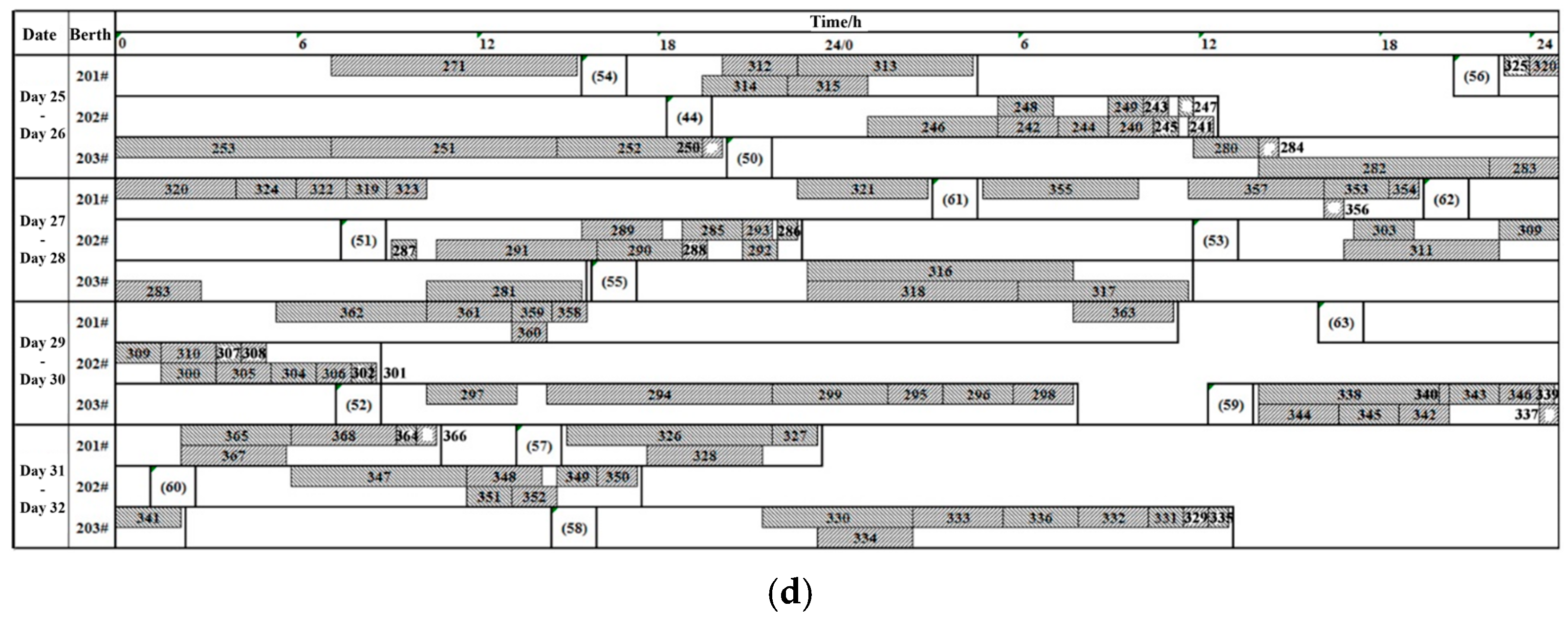
4.2.2. Scheduling Optimization Considering Maintenance
5. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ouhaman, A.A.; Benjelloun, K.; Kenné, J.P.; Najid, N. The storage space allocation problem in a dry bulk terminal: A heuristic solution. IFAC-PapersOnLine 2020, 53, 10822–10827. [Google Scholar] [CrossRef]
- Xin, J.; Negenborn, R.R.; van Vianen, T. A hybrid dynamical approach for allocating materials in a dry bulk terminal. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1326–1336. [Google Scholar] [CrossRef]
- Savelsbergh, M.; Smith, O. Cargo assembly planning. EURO J. Transp. Logist. 2015, 4, 321–354. [Google Scholar] [CrossRef]
- Burdett, R.L.; Corry, P.; Eustace, C. Stockpile scheduling with geometry constraints in dry bulk terminals. Comput. Oper. Res. 2021, 130, 105224. [Google Scholar] [CrossRef]
- Angelelli, E.; Kalinowski, T.; Kapoor, R.; Savelsbergh, M.W.P. A reclaimer scheduling problem arising in coal stockyard management. J. Sched. 2015, 19, 563–582. [Google Scholar] [CrossRef]
- Kalinowski, T.; Kapoor, R.; Savelsbergh, M.W.P. Scheduling reclaimers serving a stock pad at a coal terminal. J. Sched. 2017, 20, 85–101. [Google Scholar] [CrossRef]
- Belassiria, I.; Mazouzi, M.; Elfezazi, S.; Torbi, I. A heuristic methods for stacker and reclaimer scheduling problem in coal storage area. In Proceedings of the 2019 International Colloquium on Logistics and Supply Chain Management (LOGISTIQUA), Paris, France, 12–14 June 2019; IEEE: New York, NY, USA; pp. 1–7. [Google Scholar]
- van Vianen, T.; Ottjes, J.; Lodewijks, G. Simulation-based rescheduling of the stacker–reclaimer operation. J. Comput. Sci. 2015, 10, 149–154. [Google Scholar] [CrossRef]
- Hu, D.; Yao, Z. Stacker-reclaimer scheduling in a dry bulk terminal. Int. J. Comput. Integr. Manuf. 2012, 25, 1047–1058. [Google Scholar] [CrossRef]
- Ünsal, O. Reclaimer scheduling in dry bulk terminals. IEEE Access 2020, 8, 96294–96303. [Google Scholar] [CrossRef]
- Ernst, A.T.; Oğuz, C.; Singh, G.; Taherkhani, G. Mathematical models for the berth allocation problem in dry bulk terminals. J. Sched. 2017, 20, 459–473. [Google Scholar] [CrossRef]
- Cheimanoff, N.; Fontane, F.; Kitri, M.N.; Tchernev, N. A reduced VNS based approach for the dynamic continuous berth allocation problem in bulk terminals with tidal constraints. Expert Syst. Appl. 2021, 168, 114215. [Google Scholar] [CrossRef]
- de León, A.D.; Lalla-Ruiz, E.; Melián-Batista, B.; Moreno-Vega, J.M. A Machine Learning-based system for berth scheduling at bulk terminals. Expert Syst. Appl. 2017, 87, 170–182. [Google Scholar] [CrossRef]
- Hu, X.N.; Yan, W.; He, J.L.; Bian, Z.C. Study on Bulk Terminal Berth Allocation Based on Heuristic Algorithm. In Proceedings of the 2012 International Conference of Modern Computer Science and Applications, Wuhan, China, 8 September 2012; Springer: Berlin/Heidelberg, Germany, 2013; pp. 413–419. [Google Scholar]
- Guo, Z.; Cao, Z.; Wang, W.; Jiang, Y.; Xu, X.; Feng, P. An integrated model for vessel traffic and deballasting scheduling in coal export terminals. Transp. Res. Part E Logist. Transp. Rev. 2021, 152, 102409. [Google Scholar] [CrossRef]
- Burdett, R.L.; Corry, P.; Eustace, C.; Smith, S. A flexible job shop scheduling approach with operators for coal export terminals—A mature approach. Comput. Oper. Res. 2020, 115, 104834. [Google Scholar] [CrossRef]
- Belov, G.; Boland, N.L.; Savelsbergh, M.W.P.; Stuckey, P.J. Logistics optimization for a coal supply chain. J. Heuristics 2020, 26, 269–300. [Google Scholar] [CrossRef]
- Burdett, R.L.; Corry, P.; Yarlagadda, P.K.; Eustace, C.; Smith, S. A flexible job shop scheduling approach with operators for coal export terminals. Comput. Oper. Res. 2019, 104, 15–36. [Google Scholar] [CrossRef]
- de Andrade, J.L.M.D.; Menezes, G.C. An Integrated Planning, Scheduling, Yard Allocation and Berth Allocation Problem in Bulk Ports: Model and Heuristics. In Proceedings of the International Conference on Computational Logistics, Enschede, The Netherlands, 27–29 September 2021; Springer: Cham, Switzerland, 2021; pp. 3–20. [Google Scholar]
- Unsal, O.; Oguz, C. An exact algorithm for integrated planning of operations in dry bulk terminals. Transp. Res. Part E Logist. Transp. Rev. 2019, 126, 103–121. [Google Scholar] [CrossRef]
- Menezes, G.C.; Mateus, G.R.; Ravetti, M.G. A hierarchical approach to solve a production planning and scheduling problem in bulk cargo terminal. Comput. Ind. Eng. 2016, 97, 1–14. [Google Scholar] [CrossRef]
- Jiang, X.; Zhong, M.; Shi, J.; Li, W. Optimization of integrated scheduling of restricted channels, berths, and yards in bulk cargo ports considering carbon emissions. Expert Syst. Appl. 2024, 255, 124604. [Google Scholar] [CrossRef]
- Balakrishnan, S.; Lim, T.; Zhang, Z. A methodology for evaluating the economic risks of hurricane-related disruptions to port operations. Transp. Res. Part A Policy Pract. 2022, 162, 58–79. [Google Scholar] [CrossRef]
- Lewandowski, M.; Scholz-Reiter, B. A framework for systematic design and operation of condition-based maintenance systems: Evidence from a case study of fleet management at sea ports. Int. J. Ind. Eng. Theory Appl. Pract. 2013, 20, 2–11. [Google Scholar]
- Widarto, H.; Handani, D.W. Maintenance scheduling for Diesel Generator support system of Container Crane using system dynamic modeling. In Proceedings of the 2015 International Conference on Advanced Mechatronics, Intelligent Manufacture, and Industrial Automation (ICAMIMIA), Surabaya, Indonesia, 15–16 October 2015; IEEE: New York, NY, USA; pp. 188–193. [Google Scholar]
- Mhalla, A.; Zhang, H.; Dutilleul, S.C.; Benrejeb, M. Age-dependent maintenance planning based on P-time Petri Nets for Seaport equipment. In Proceedings of the Engineering and Technology (PET), Hammamet, Tunisia, 22–25 March 2016; pp. 76–82. [Google Scholar]
- Szpytko, J.; Duarte, Y.S. Digital twins model for cranes operating in container terminal. IFAC-PapersOnLine 2019, 52, 25–30. [Google Scholar] [CrossRef]
- Lin, D.; Jin, B.; Chang, D. A PSO approach for the integrated maintenance model. Reliab. Eng. Syst. Saf. 2020, 193, 106625. [Google Scholar] [CrossRef]
- Tchotang, T.; Meva’a, L.; Kenmeugne, B.; Jatta, P.V. Reliability analysis of a reach stacker in relation to repair maintenance cost and time: A case study of the Gambia sea port. Life Cycle Reliab. Saf. Eng. 2020, 9, 283–289. [Google Scholar] [CrossRef]
- Zheng, F.; Li, Y.; Chu, F.; Liu, M.; Xu, Y. Integrated berth allocation and quay crane assignment with maintenance activities. Int. J. Prod. Res. 2019, 57, 3478–3503. [Google Scholar] [CrossRef]
- Krimi, I.; Todosijević, R.; Benmansour, R.; Ratli, M.; El Cadi, A.A.; Aloullal, A. Modelling and solving the multi-quays berth allocation and crane assignment problem with availability constraints. J. Glob. Optim. 2020, 78, 349–373. [Google Scholar] [CrossRef]
- Sepehri, A.; Kirichek, A.; van der Werff, S.; Baart, F.; van den Heuvel, M.; van Koningsveld, M. Analyzing the interac-tion between maintenance dredging and seagoing vessels: A case study in the Port of Rotterdam. J. Soils Sediments 2024, 1–11. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, S.; Zhang, C.; Chen, R.; Dui, H.; Mu, R. Adaptive maintenance window-based opportunistic mainte-nance optimization considering operational reliability and cost. Reliab. Eng. Syst. Saf. 2024, 250, 110292. [Google Scholar] [CrossRef]
- Huang, M.; Qi, F.; Wang, L. Novel condition-based opportunistic maintenance policy for series systems with de-pendent competing failure processes. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2024. [Google Scholar] [CrossRef]
- Li, M.; Wu, B. Optimal condition-based opportunistic maintenance policy for two-component systems considering common cause failure. Reliab. Eng. Syst. Saf. 2024, 250, 110269. [Google Scholar] [CrossRef]
- Su, H.; Cao, Q.; Li, Y. Condition-based opportunistic maintenance strategy for multi-component wind turbines by using stochastic differential equations. Sci. Rep. 2024, 14, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Sun, C.; Pei, T.; Li, M.; Lei, H. Opportunistic maintenance strategies for PV power systems considering the structural correlation. Electr. Eng. 2024, 1–13. [Google Scholar] [CrossRef]
- Wang, J.; Xia, Y.; Qin, Y.; Zhang, X. Optimal external opportunistic maintenance for wind turbines considering wind speed. Int. J. Green Energy 2024, 21, 2022–2041. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, Z.; Zhou, D.; Xia, T.; Pan, E. Opportunistic maintenance optimization of continuous process manu-facturing systems considering imperfect maintenance with epistemic uncertainty. J. Manuf. Syst. 2023, 71, 406–420. [Google Scholar] [CrossRef]
- Dinh, D.-H.; Do, P.; Bang, T.Q.; Nguyen-Ho, S.-H. Degradation modeling and opportunistic maintenance for two-component systems with an intermittent operation component. Comput. Ind. Eng. 2023, 185, 109698. [Google Scholar] [CrossRef]
- Dinh, D.-H.; Do, P.; Iung, B.; Nguyen, P.-T. Reliability modeling and opportunistic maintenance optimization for a multicomponent system with structural dependence. Reliab. Eng. Syst. Saf. 2024, 241, 109708. [Google Scholar] [CrossRef]
- Li, X.; Ran, Y.; Chen, B.; Chen, F.; Cai, Y.; Zhang, G. Opportunistic maintenance strategy optimization considering imperfect maintenance under hybrid unit-level maintenance strategy. Comput. Ind. Eng. 2023, 185, 109624. [Google Scholar] [CrossRef]
- Wei, F.; Wang, J.; Ma, X.; Yang, L.; Qiu, Q. An Optimal Opportunistic Maintenance Planning Integrating Discrete- and Continuous-State Information. Mathematics 2023, 11, 3322. [Google Scholar] [CrossRef]
- Chen, W.; Li, M.; Pei, T.; Sun, C. Research on opportunity maintenance strategy for PV power generation systems considering random impact. Electr. Eng. 2024, 1–12. [Google Scholar] [CrossRef]
- Li, J.; Wang, H.; Xiong, L.; He, Y.; Yi, C. Strategy Optimization of Multi-component System Opportunity Maintenance for Electric Multiple Units from a Lean Maintenance Perspective. IEEE Access 2023, 11, 89478–89487. [Google Scholar] [CrossRef]
- Yuan, Q.; Jin, Z.; Jia, S.; Liu, Q. An improved opportunity maintenance model of complex system. Adv. Mech. Eng. 2019, 11, 1687814019841517. [Google Scholar] [CrossRef]
- Gan, J.; Zhang, W.; Wang, S.; Zhang, X. Joint decision of condition-based opportunistic maintenance and scheduling for multi-component production systems. Int. J. Prod. Res. 2022, 60, 5155–5175. [Google Scholar] [CrossRef]
- Abdollahzadeh-Sangroudi, H.; Moazzam-Jazi, E.; Tavakkoli-Moghaddam, R.; Ranjbar-Bourani, M. Dynamic oppor-tunistic maintenance grouping in a lot streaming based job-shop scheduling problem. Comput. Ind. Eng. 2023, 183, 109424. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notation | Description |
|---|---|
| Sets and indices | |
| S | Set of ships arriving at the terminal, |
| U | Set of reclaiming operation line, |
| V | Set of horizontal operation line, |
| W | Set of ship-loading operation line, |
| M | Set of ship-loading task, |
| Set of handling equipment used by task m, | |
| Set of PdM for equipment i during task m, | |
| K | Set of berth, |
| T | Set of time, |
| P | Set of pile, |
| Parameters | |
| Total cost of maintenance and scheduling for ship-loading operation system in coal export terminal | |
| Dwell time cost of ships at the terminal | |
| Energy consumption cost of operation lines | |
| Handling equipment maintenance cost | |
| Time of ship arriving at the terminal | |
| Time of ship leaving the terminal | |
| Dwell time cost of ship s at port per unit time | |
| Energy cost of transporting unit coal for reclaiming operation line u | |
| Energy cost of transporting unit coal for horizontal operation line v | |
| Energy cost of transporting unit coal for ship-loading operation line w | |
| Coal required by task m | |
| Start-up energy cost each time for reclaiming operation line u | |
| Start-up energy cost each time for horizontal operation line v | |
| Start-up energy cost each time for ship-loading operation line w | |
| Number of start-ups for reclaiming operation line u to finish task m | |
| Number of start-ups for horizontal operation line v to finish task m | |
| Number of start-ups for ship-loading operation line w to finish task m | |
| Maintenance cost of each PdM for equipment i | |
| Number of minimal repairs for equipment i in its jth PdMI during ship-loading task m | |
| Maintenance cost of each minimal repair for equipment i in its jth PdMI during ship-loading task m | |
| Large positive constant | |
| Start time of task m | |
| Operation duration of task m | |
| Maintenance duration of task m | |
| Unmoor duration of ship s | |
| Auxiliary operation duration of ship s | |
| Operation time interval between task m and m’ | |
| Duration of the ship-loader moving from berth k to berth k’ | |
| Operation time interval of two tasks that belong to the same berth and occupy two ship-loaders next to the berth respectively | |
| Variables | |
| Decision variables | |
| 1 if reclaiming operation line u is occupied by task m, 0 otherwise | |
| 1 if horizontal operation line v is occupied by task m, 0 otherwise | |
| 1 if ship-loading operation line w is occupied by task m, 0 otherwise | |
| 1 if priority of ship s is higher than that of ship s’, 0 otherwise | |
| 1 if priority of task m is higher than that of task m’, 0 otherwise | |
| PdMIL for equipment i in its jth PdMI during task m | |
| Auxiliary variables | |
| 1 if ship s is arranged to berth k, 0 otherwise | |
| 1 if task m belongs to ship s, 0 otherwise | |
| 1 if pile p is selected to unload coal by task m, 0 otherwise | |
| 1 if task m and m’ belong to the ship berthing at the same berth and occupy two ship-loaders next to the berth respectively, 0 otherwise | |
| 1 if task m belongs to the ship berthing at berth k, 0 otherwise | |
| 1 if task m is in process at time t, 0 otherwise |
| Sequence | Length | Berth 1 | Berth 2 | … | Berth m |
|---|---|---|---|---|---|
| Berthing priority of ship | m | … | |||
| Priority of ship-loading task | n | … | |||
| Reclaiming operation line | n | … | |||
| Horizontal operation line | n | … | |||
| Ship-loading operation line | n | … |
| Step 1. Calculate each PdMIL threshold for equipment i in the flow, , where is the total number of pieces of equipment in the flow and is the total number of PdMIs in life cycle of equipment i. |
| Step 2. Judge whether equipment i is in parallel with other handling equipment. If so, go to Step 4; otherwise, rank the priority of equipment in parallel part according to the duration of PdM . The larger the , the higher the priority (the smaller the priority number). Step 3. When , where is the total number of pieces of equipment in parallel part, repeat the step as follows, otherwise go to Step 4. |
| Step 3.1. Determine equipment i’s shutdown interval caused by PdM and minimal repair , to determine its actual shutdown interval . |
| Step 3.2. Determine the initial shutdown interval of equipment caused by PdM and minimal repair , to determine its actual shutdown interval . |
| Step 3.3. When no matter how adjusted , cannot be an empty set, treat equipment and m as equipment with actual shutdown interval = , set priority of equipment as lowest, and consider its effect on availability of the ship-loading operation flow. Otherwise, treat equipment and m as equipment which is always working, and it is unnecessary to consider the series-parallel relationship with other handling equipment. |
| Step 3.4. Consider the maintenance opportunities provided by equipment i and equipment m, and determine the next equipment. |
| Step 4. Rank the priority of equipment in serial part according to the duration of PdM . The larger the , the higher the priority (the smaller the priority number). Step 5. When , where is the total number of pieces of equipment in serial parts, repeat the step as follows, otherwise go to Step 6. Step 5.1. Determine equipment i’s shutdown interval caused by PdM and minimal repair , to determine its actual shutdown interval . Step 5.2. Determine the initial shutdown interval of equipment caused by PdM and minimal repair , to determine its actual shutdown interval . Step 5.3. Maximize by adjusting according to . Step 5.4. Consider the maintenance opportunities provided by equipment i and equipment m, and determine the next equipment. |
| Step 6. Consider the effect of parallel parts, and calculate the availability of the whole ship-loading operation flow by Equations (52) and (53). |
| Operation Line | No. | Equipment 1 | Equipment 2 | Pile |
|---|---|---|---|---|
| Reclaiming operation line u | 1 | BQ3 | R5 | P01–P08 |
| 2 | BQ4 | R6(R7) | P09–P24 | |
| 3 | BQ5 | R8(R9) | P25–P40 | |
| Horizontal operation line v | 1 | BC3 | - | |
| 2 | BC4 | - | ||
| Ship-loading operation line w | 1 | BM4 | SL4 | |
| 2 | BM5 | SL5 | ||
| 3 | BM6 | SL6 |
| Berth | Reclaiming Operation Line u | Horizontal Operation Line v | Ship-Loading Operation Line w |
|---|---|---|---|
| 201# | 1 | - | 1 |
| 2 | 1 | 1 | |
| 3 | 1 | 1 | |
| 202# | 2 | 1 | 2 |
| 3 | 1 | 2 | |
| 2 | 2 | 2 | |
| 3 | 2 | 2 | |
| 203# | 1 | - | 3 |
| 2 | 2 | 3 | |
| 3 | 2 | 3 |
| Ship’s No. | Arrival Date | Arrival Time | Berth | Task No. | Unit Dwell Time Cost of Ship (CNY/h) |
|---|---|---|---|---|---|
| 1 | 2 January 2017 | 9:49 | 203# | 1–4 | 1416 |
| 2 | 2 January 2017 | 5:40 | 202# | 5–8 | 1416 |
| 3 | 2 January 2017 | 5:38 | 201# | 9–10 | 1416 |
| 4 | 2 January 2017 | 22:50 | 202# | 11–14 | 1416 |
| 5 | 5 January 2017 | 2:56 | 202# | 15–19 | 1416 |
| 6 | 5 January 2017 | 1:44 | 201# | 20–22 | 1416 |
| 7 | 5 January 2017 | 14:23 | 203# | 23–24 | 1416 |
| 8 | 9 January 2017 | 23:33 | 203# | 25–28 | 1416 |
| 9 | 6 January 2017 | 9:07 | 201# | 29–34 | 1416 |
| 10 | 7 January 2017 | 3:56 | 203# | 35–39 | 1416 |
| 11 | 8 January 2017 | 14:02 | 203# | 40–45 | 1416 |
| 12 | 7 January 2017 | 8:43 | 201# | 46–50 | 1416 |
| 13 | 8 January 2017 | 19:46 | 202# | 51–58 | 1416 |
| 14 | 11 January 2017 | 7:10 | 203# | 59–61 | 1416 |
| 15 | 10 January 2017 | 0:00 | 201# | 62–69 | 1416 |
| 16 | 7 January 2017 | 15:58 | 202# | 70–72 | 1416 |
| 17 | 6 January 2017 | 13:04 | 202# | 73–78 | 1416 |
| 18 | 8 January 2017 | 15:11 | 201# | 79–84 | 1416 |
| 19 | 11 January 2017 | 13:52 | 202# | 85–89 | 1416 |
| 20 | 12 January 2017 | 15:15 | 203# | 90–101 | 1592 |
| 21 | 12 January 2017 | 5:36 | 201# | 102–106 | 1416 |
| 22 | 14 January 2017 | 7:46 | 203# | 107–114 | 1416 |
| 23 | 10 January 2017 | 6:50 | 202# | 115–120 | 1416 |
| 24 | 13 January 2017 | 21:43 | 201# | 121–125 | 1416 |
| 25 | 11 January 2017 | 1:26 | 201# | 126–130 | 1416 |
| 26 | 12 January 2017 | 16:42 | 202# | 131–136 | 1416 |
| 27 | 15 January 2017 | 2:36 | 201# | 137–142 | 1416 |
| 28 | 14 January 2017 | 0:39 | 202# | 143–145 | 1416 |
| 29 | 15 January 2017 | 9:11 | 202# | 146–151 | 1416 |
| 30 | 17 January 2017 | 4:34 | 203# | 152–159 | 1416 |
| 31 | 17 January 2017 | 17:43 | 202# | 160–169 | 1592 |
| 32 | 15 January 2017 | 19:40 | 203# | 170–175 | 1416 |
| 33 | 16 January 2017 | 18:16 | 202# | 176–183 | 1592 |
| 34 | 19 January 2017 | 6:37 | 201# | 184–189 | 1416 |
| 35 | 16 January 2017 | 4:09 | 201# | 190–193 | 1416 |
| 36 | 23 January 2017 | 0:41 | 202# | 194–199 | 1416 |
| 37 | 21 January 2017 | 1:17 | 201# | 200–203 | 1416 |
| 38 | 20 January 2017 | 15:51 | 203# | 204–210 | 1416 |
| 39 | 18 January 2017 | 8:27 | 201# | 211–213 | 1416 |
| 40 | 18 January 2017 | 12:50 | 203# | 214–219 | 1416 |
| 41 | 17 January 2017 | 2:02 | 201# | 220–225 | 1416 |
| 42 | 19 January 2017 | 1:15 | 202# | 226–231 | 1416 |
| 43 | 22 January 2017 | 15:32 | 203# | 232–239 | 1416 |
| 44 | 25 January 2017 | 19:29 | 202# | 240–249 | 1592 |
| 45 | 24 January 2017 | 9:38 | 203# | 250–253 | 1416 |
| 46 | 21 January 2017 | 4:48 | 202# | 254–262 | 1592 |
| 47 | 24 January 2017 | 4:03 | 202# | 263–270 | 1416 |
| 48 | 24 January 2017 | 17:26 | 201# | 271–271 | 1416 |
| 49 | 22 January 2017 | 19:28 | 201# | 272–279 | 1416 |
| 50 | 25 January 2017 | 20:36 | 203# | 280–284 | 1416 |
| 51 | 27 January 2017 | 8:40 | 202# | 285–293 | 1592 |
| 52 | 29 January 2017 | 8:28 | 203# | 294–299 | 1416 |
| 53 | 28 January 2017 | 13:01 | 202# | 300–311 | 1592 |
| 54 | 25 January 2017 | 13:28 | 201# | 312–315 | 1416 |
| 55 | 27 January 2017 | 16:59 | 203# | 316–318 | 1416 |
| 56 | 26 January 2017 | 21:43 | 201# | 319–325 | 1416 |
| 57 | 31 January 2017 | 14:27 | 201# | 326–328 | 1416 |
| 58 | 31 January 2017 | 15:44 | 203# | 329–336 | 1416 |
| 59 | 30 January 2017 | 13:27 | 203# | 337–346 | 1416 |
| 60 | 31 January 2017 | 2:15 | 202# | 347–352 | 1416 |
| 61 | 28 January 2017 | 0:52 | 201# | 353–357 | 1416 |
| 62 | 28 January 2017 | 19:34 | 201# | 358–363 | 1416 |
| 63 | 30 January 2017 | 17:11 | 201# | 364–368 | 1592 |
| Operation Line | Unit Cost of PdM (Thousand CNY) | Unit Cost of Minimal Repair (Thousand CNY) | Transportation Cost per Ton (CNY) | Start-Up Cost Each Time (CNY) |
|---|---|---|---|---|
| u1 | 78 | 18 | 0.49 | 102 |
| u2 | 72 | 19 | 0.63 | 130 |
| u3 | 85 | 16 | 0.63 | 130 |
| v1 | 52 | 10 | 0.08 | 5.2 |
| v2 | 55 | 9 | 0.08 | 5.2 |
| w1 | 124 | 20 | 0.39 | 61 |
| w2 | 117 | 23 | 0.39 | 91 |
| w3 | 130 | 26 | 0.39 | 123 |
| Serial No. i | Equipment | (h) | (h) | ||
|---|---|---|---|---|---|
| 1 | BQ3 | 1.03 | 0.011 | 17 | 3 |
| 2 | BQ4 | 1.06 | 0.010 | 18 | 3.5 |
| 3 | BQ5 | 1.02 | 0.025 | 16 | 3 |
| 4 | R5 | 1.03 | 0.089 | 23 | 3.5 |
| 5 | R6 | 1.04 | 0.018 | 25 | 4 |
| 6 | R7 | 1.02 | 0.060 | 24 | 3.5 |
| 7 | R8 | 1.03 | 0.018 | 24 | 3.5 |
| 8 | R9 | 1.04 | 0.088 | 23 | 3 |
| 9 | BC3 | 1.04 | 0.126 | 18 | 3 |
| 10 | BC4 | 1.02 | 0.090 | 19 | 3 |
| 11 | BM4 | 1.06 | 0.019 | 18 | 3.5 |
| 12 | BM5 | 1.03 | 0.018 | 17 | 3 |
| 13 | BM6 | 1.04 | 0.020 | 19 | 3.5 |
| 14 | SL4 | 1.02 | 0.069 | 27 | 4 |
| 15 | SL5 | 1.03 | 0.070 | 26 | 3.5 |
| 16 | SL6 | 1.04 | 0.066 | 28 | 4 |
| i | Equipment | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | BQ3 | 0.87 | 26 | 626 | 609 | 592 | 575 | 559 | 544 | 529 | 514 | 500 | 486 | 473 | 460 |
| 2 | BQ4 | 0.72 | 16 | 547 | 523 | 499 | 477 | 455 | 435 | 415 | 396 | 378 | 361 | 344 | 328 |
| 3 | BQ5 | 0.86 | 24 | 600 | 579 | 559 | 540 | 523 | 506 | 490 | 474 | 460 | 446 | 432 | 419 |
| 4 | R5 | 0.86 | 11 | 570 | 515 | 470 | 432 | 399 | 371 | 346 | 324 | 305 | 287 | 271 | - |
| 5 | R6 | 0.86 | 19 | 542 | 522 | 502 | 482 | 464 | 446 | 429 | 413 | 397 | 382 | 368 | 354 |
| 6 | R7 | 0.85 | 16 | 588 | 549 | 515 | 486 | 459 | 436 | 415 | 395 | 377 | 361 | 346 | 332 |
| 7 | R8 | 0.86 | 23 | 576 | 556 | 538 | 520 | 503 | 486 | 470 | 455 | 440 | 426 | 412 | 399 |
| 8 | R9 | 0.95 | 10 | 585 | 525 | 476 | 434 | 399 | 368 | 341 | 317 | 295 | 276 | - | - |
| 9 | BC3 | 0.72 | 8 | 541 | 468 | 413 | 369 | 334 | 304 | 278 | 256 | - | - | - | - |
| 10 | BC4 | 0.85 | 12 | 608 | 552 | 506 | 468 | 436 | 408 | 383 | 362 | 342 | 325 | 309 | 295 |
| 11 | BM4 | 0.70 | 15 | 515 | 491 | 467 | 445 | 423 | 403 | 383 | 365 | 347 | 330 | 313 | 298 |
| 12 | BM5 | 0.70 | 23 | 526 | 509 | 492 | 477 | 461 | 447 | 432 | 418 | 405 | 392 | 380 | 368 |
| 13 | BM6 | 0.69 | 19 | 537 | 517 | 497 | 478 | 460 | 442 | 425 | 409 | 393 | 378 | 363 | 349 |
| 14 | SL4 | 0.85 | 13 | 627 | 579 | 537 | 500 | 467 | 438 | 412 | 389 | 367 | 348 | 330 | 314 |
| 15 | SL5 | 0.84 | 11 | 610 | 560 | 515 | 476 | 441 | 410 | 383 | 358 | 335 | 315 | 296 | - |
| 16 | SL6 | 0.85 | 10 | 650 | 597 | 548 | 505 | 467 | 432 | 401 | 372 | 347 | 324 | - | - |
| i | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 447 | 435 | 423 | 411 | 400 | 389 | 378 | 368 | 357 | 348 | 338 | 329 | 320 | 311 |
| 2 | 313 | 299 | 285 | 271 | - | - | - | - | - | - | - | - | - | - |
| 3 | 407 | 395 | 384 | 373 | 363 | 352 | 343 | 333 | 324 | 316 | 307 | 299 | - | - |
| 4 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 5 | 340 | 327 | 315 | 303 | 291 | 280 | 270 | - | - | - | - | - | - | - |
| 6 | 318 | 306 | 295 | 284 | - | - | - | - | - | - | - | - | - | - |
| 7 | 386 | 374 | 362 | 350 | 339 | 329 | 318 | 308 | 299 | 289 | 280 | - | - | - |
| 8 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 9 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 10 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 11 | 283 | 269 | 256 | - | - | - | - | - | - | - | - | - | - | - |
| 12 | 356 | 345 | 334 | 323 | 313 | 303 | 294 | 284 | 275 | 267 | 258 | - | - | - |
| 13 | 336 | 323 | 310 | 298 | 287 | 275 | 265 | - | - | - | - | - | - | - |
| 14 | 300 | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 15 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 16 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
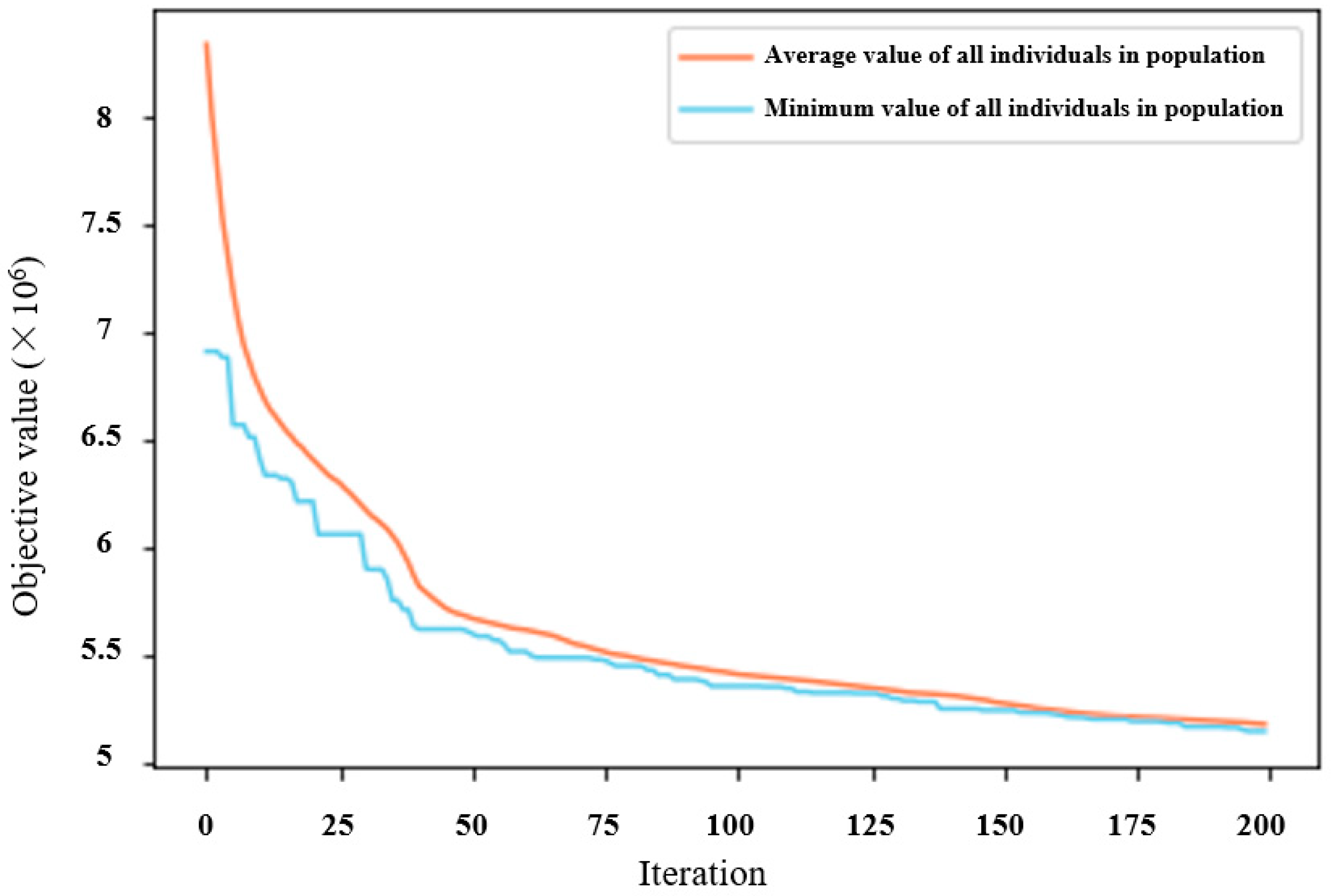
| Genetic Algebra | Population Number | Crossover Probability | Mutation Probability |
|---|---|---|---|
| 200 | 200 | 0.9 | 0.2 |
| Item | Actual Schedule of Terminal (CNY) | Optimal Solution (CNY) | Cost Saving (%) |
|---|---|---|---|
| 2,111,353 | 1,794,197 | 15.0 | |
| 3,353,103 | 3,342,973 | 0.3 | |
| 340,000 | 77,000 | 77.4 | |
| 5,804,456 | 5,204,170 | 10.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Q.; Peng, Y.; Xu, X.; Wang, W. Opportunity-Maintenance-Based Scheduling Optimization for Ship-Loading Operation Systems in Coal Export Terminals. J. Mar. Sci. Eng. 2024, 12, 1377. https://doi.org/10.3390/jmse12081377
Tian Q, Peng Y, Xu X, Wang W. Opportunity-Maintenance-Based Scheduling Optimization for Ship-Loading Operation Systems in Coal Export Terminals. Journal of Marine Science and Engineering. 2024; 12(8):1377. https://doi.org/10.3390/jmse12081377
Chicago/Turabian StyleTian, Qi, Yun Peng, Xinglu Xu, and Wenyuan Wang. 2024. "Opportunity-Maintenance-Based Scheduling Optimization for Ship-Loading Operation Systems in Coal Export Terminals" Journal of Marine Science and Engineering 12, no. 8: 1377. https://doi.org/10.3390/jmse12081377
APA StyleTian, Q., Peng, Y., Xu, X., & Wang, W. (2024). Opportunity-Maintenance-Based Scheduling Optimization for Ship-Loading Operation Systems in Coal Export Terminals. Journal of Marine Science and Engineering, 12(8), 1377. https://doi.org/10.3390/jmse12081377