


Research on the Characteristics of Solid–Liquid Two-Phase Flow in the Lifting Pipeline of Seabed Mining


Abstract
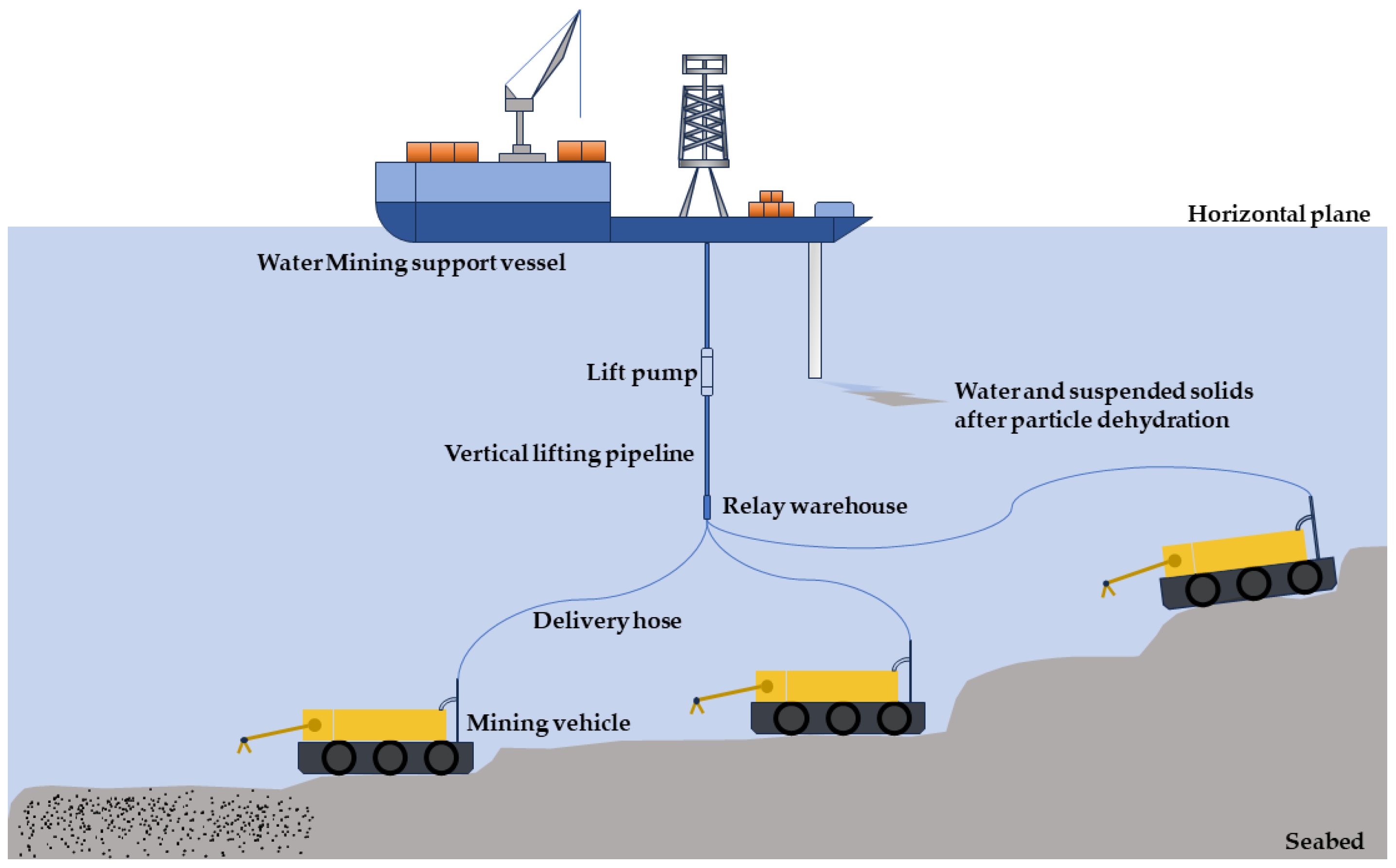
1. Introduction
2. Numerical Modeling Setup
2.1. Governing Equation
2.1.1. Fluid Control Equations
2.1.2. Particle Control Equations
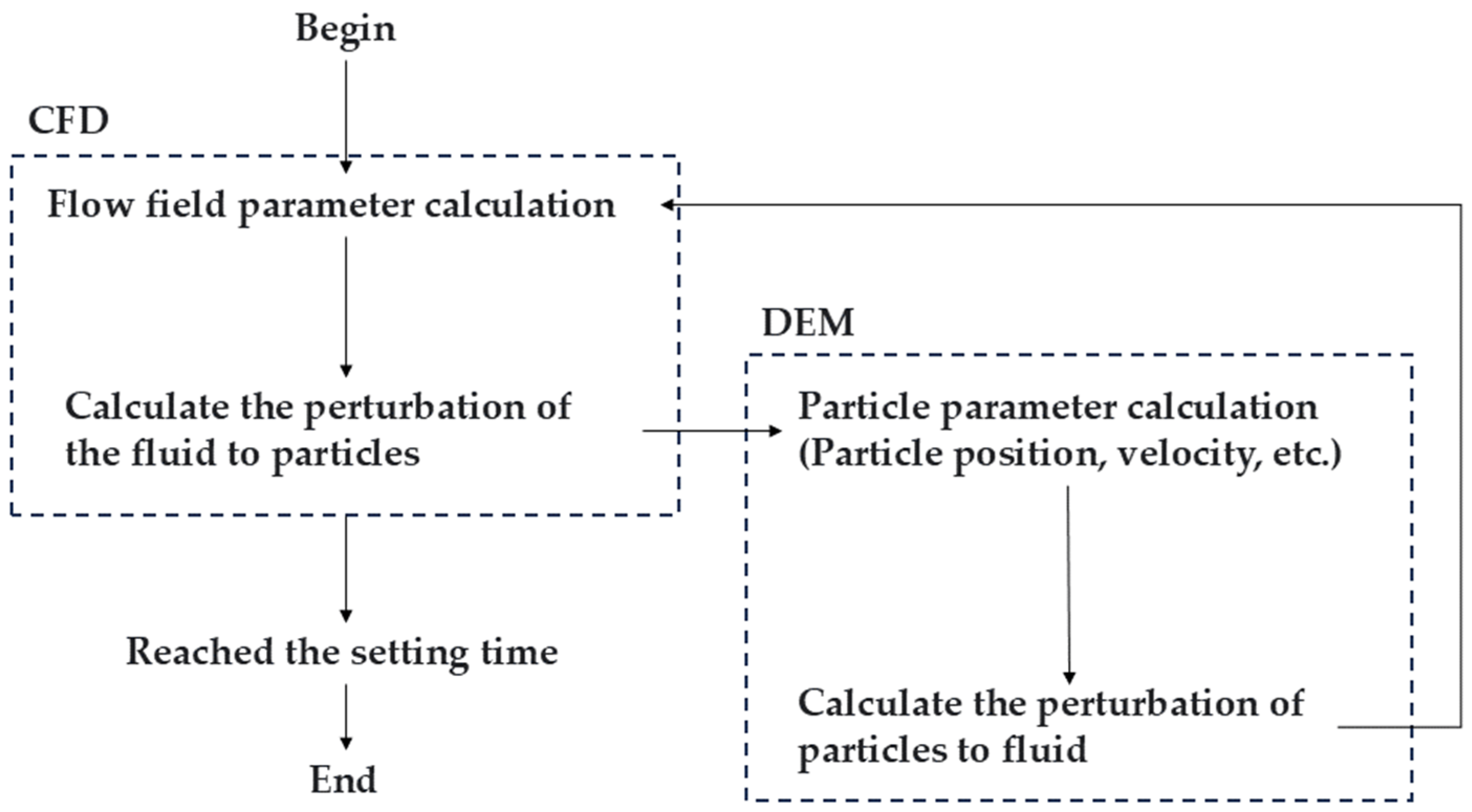
2.2. CFD-DEM Coupling
2.3. Basic Theory of Solid–Liquid Two-Phase Flow
2.3.1. The Forces Acting on Particles in Fluids
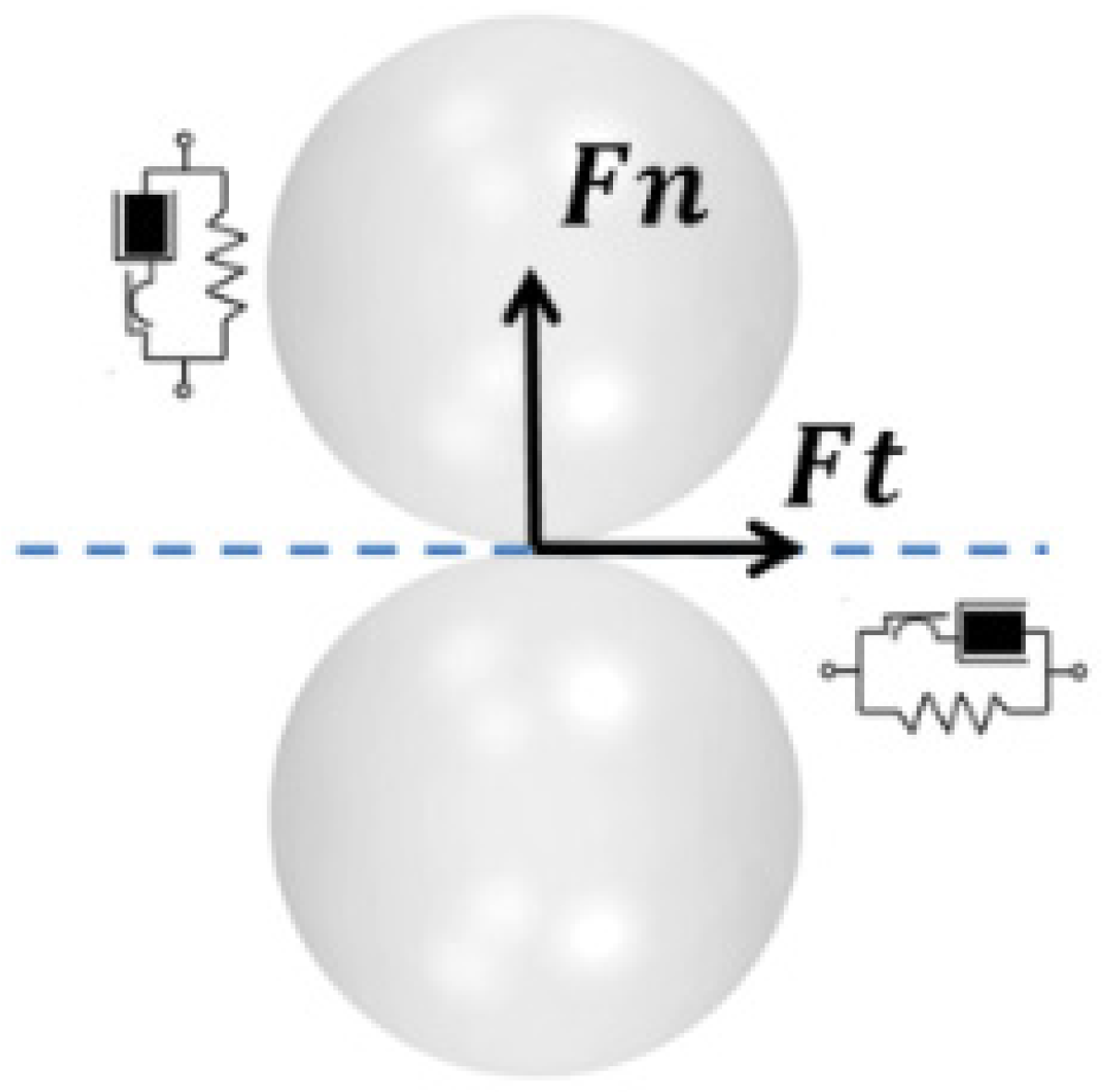
2.3.2. Particle-to-Particle Contact Force
2.3.3. Contact Force between Particles and Pipe Walls
2.4. Computational Details
2.4.1. Numerical Scheme
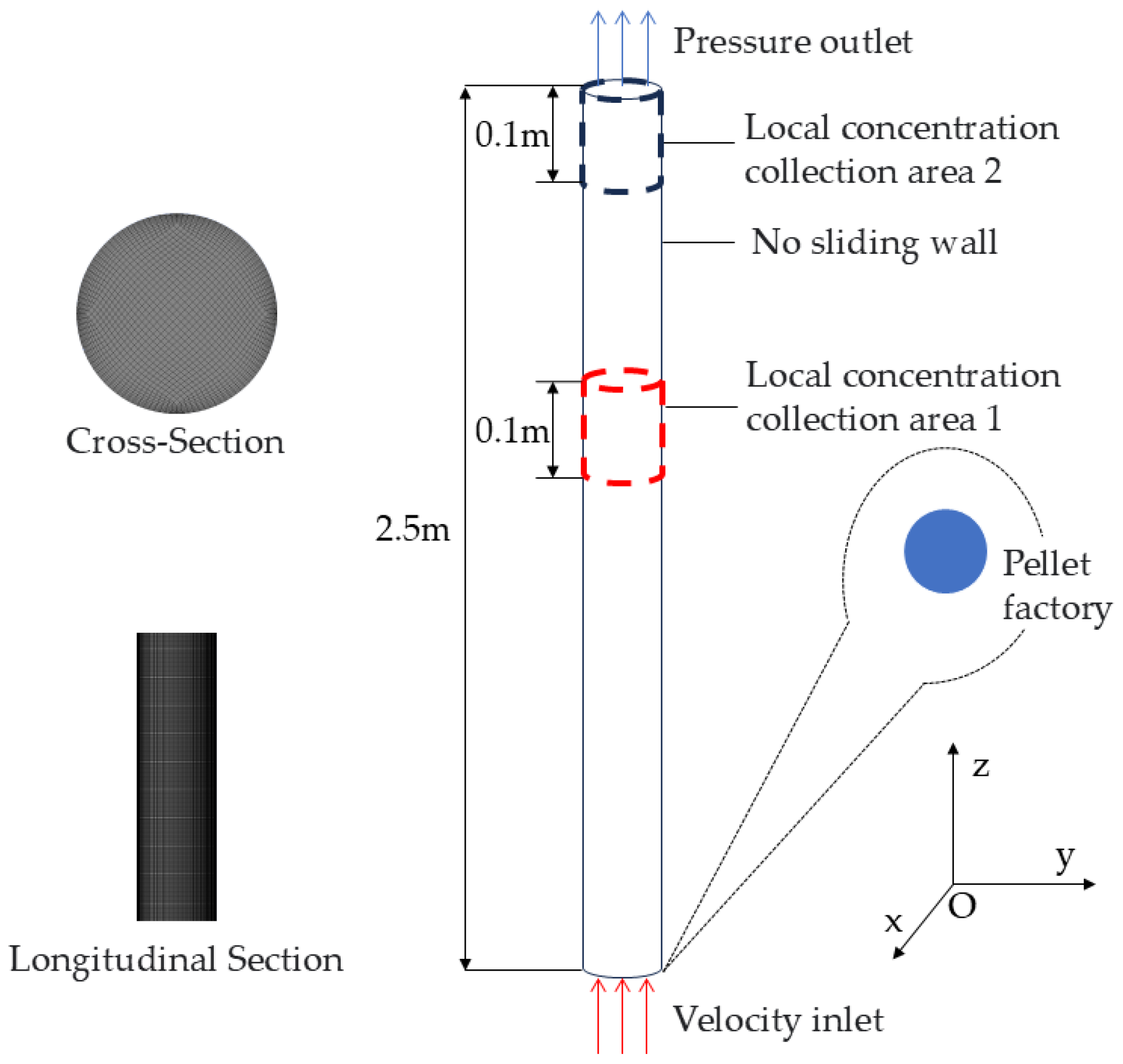
2.4.2. Simulation Grid and Conditions
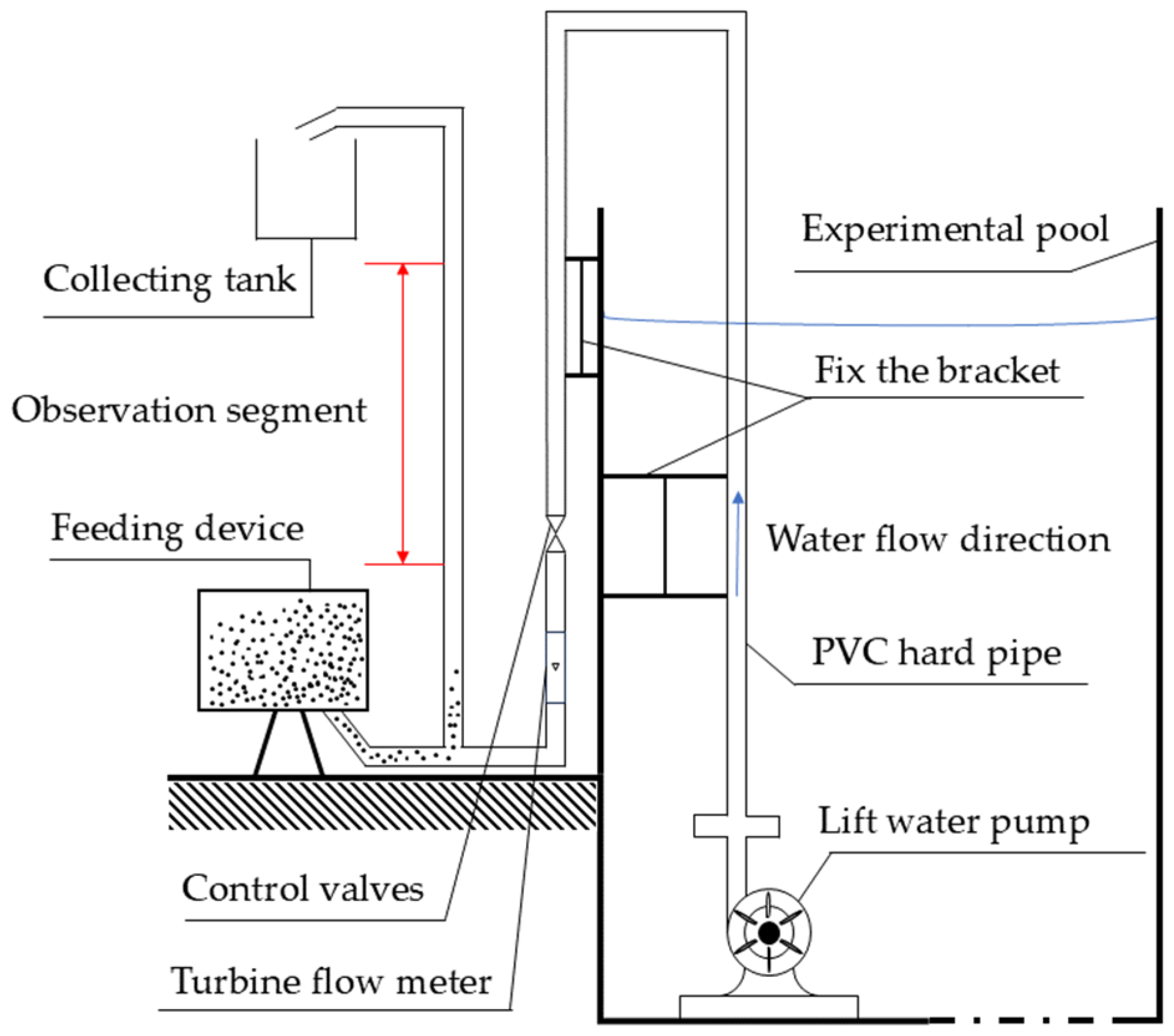
3. Deep-Sea Mining Lifting Pipeline Experimental Platform
4. Results and Discussion
4.1. Particle Lifting Performance Analysis
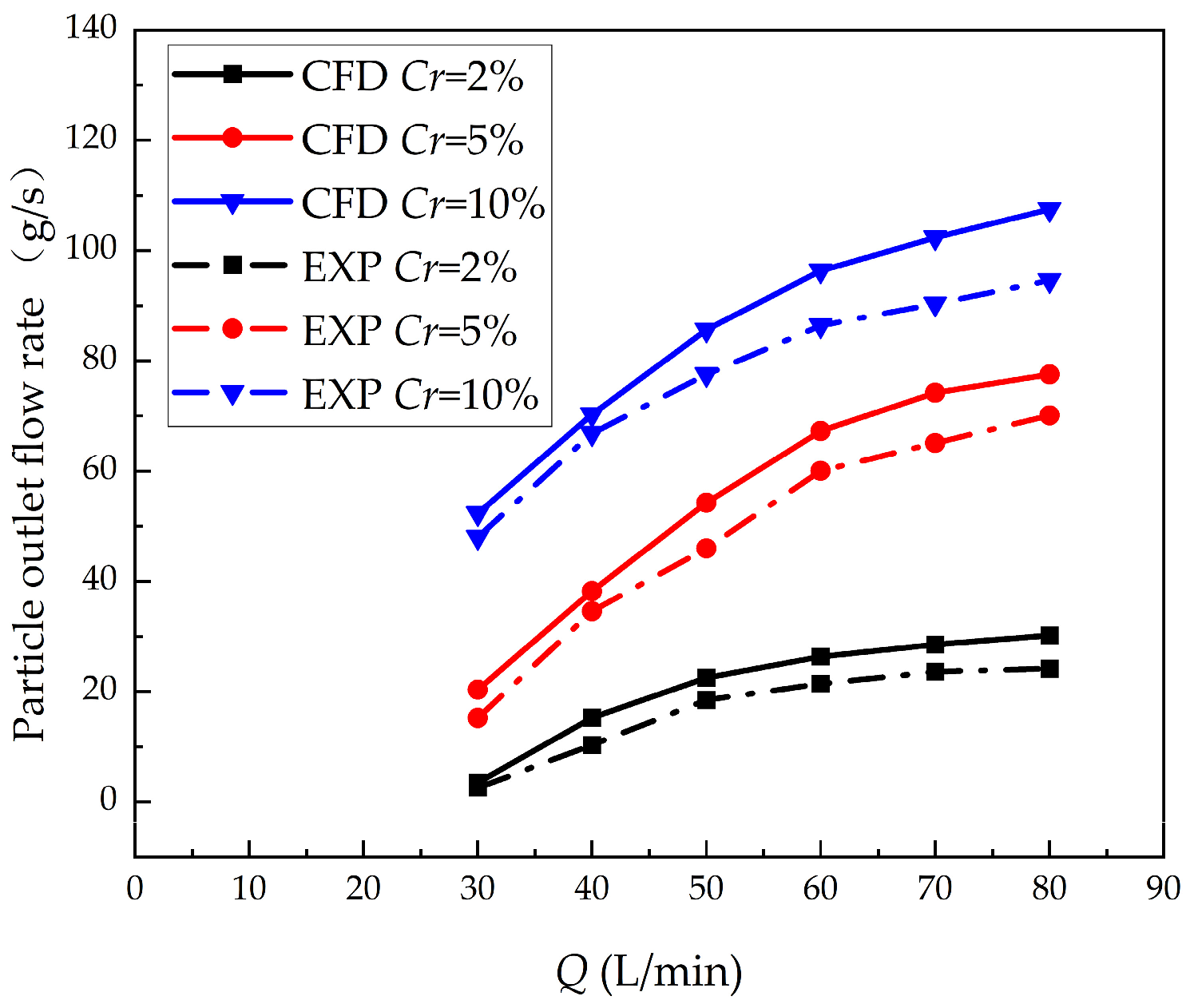
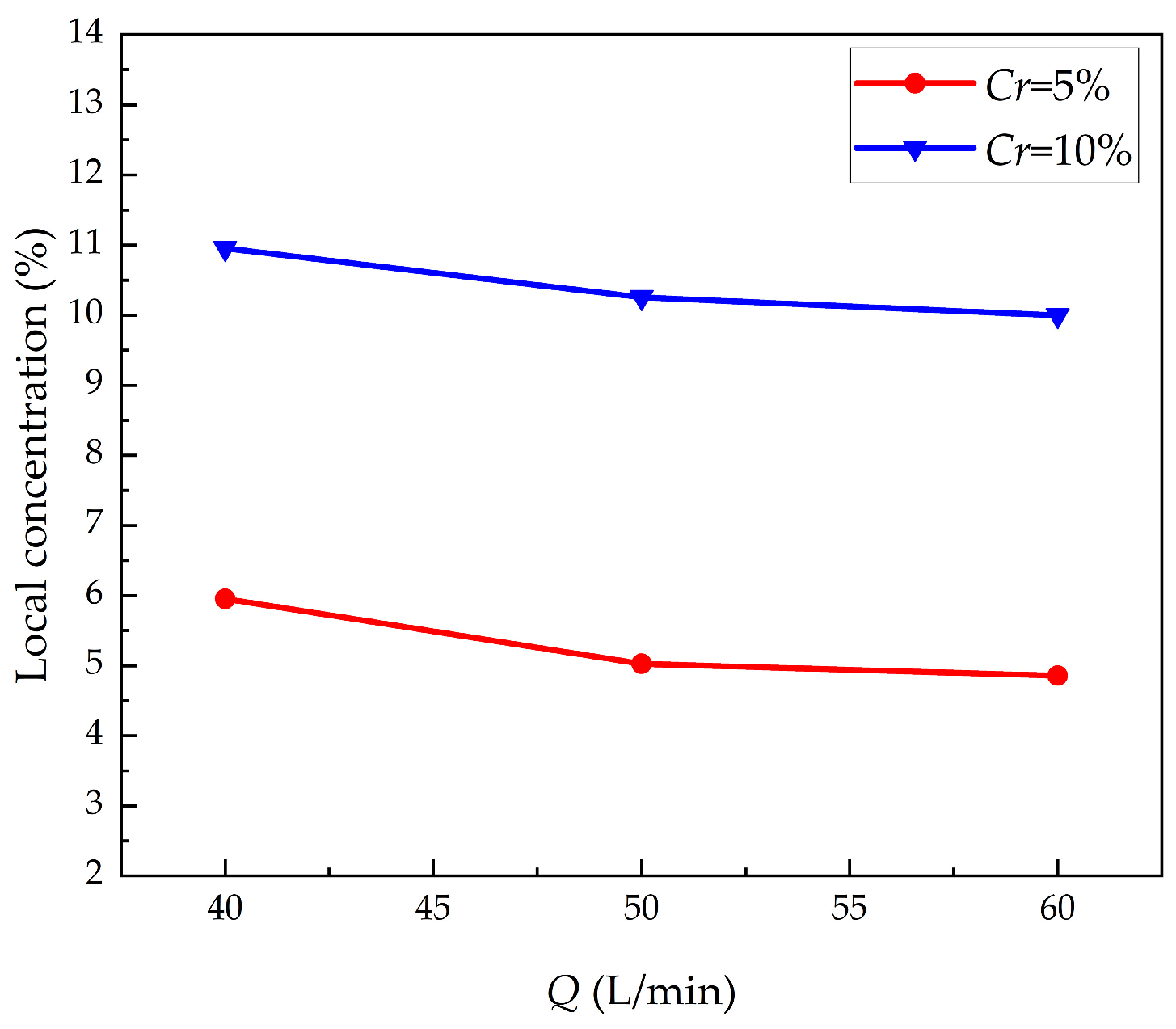
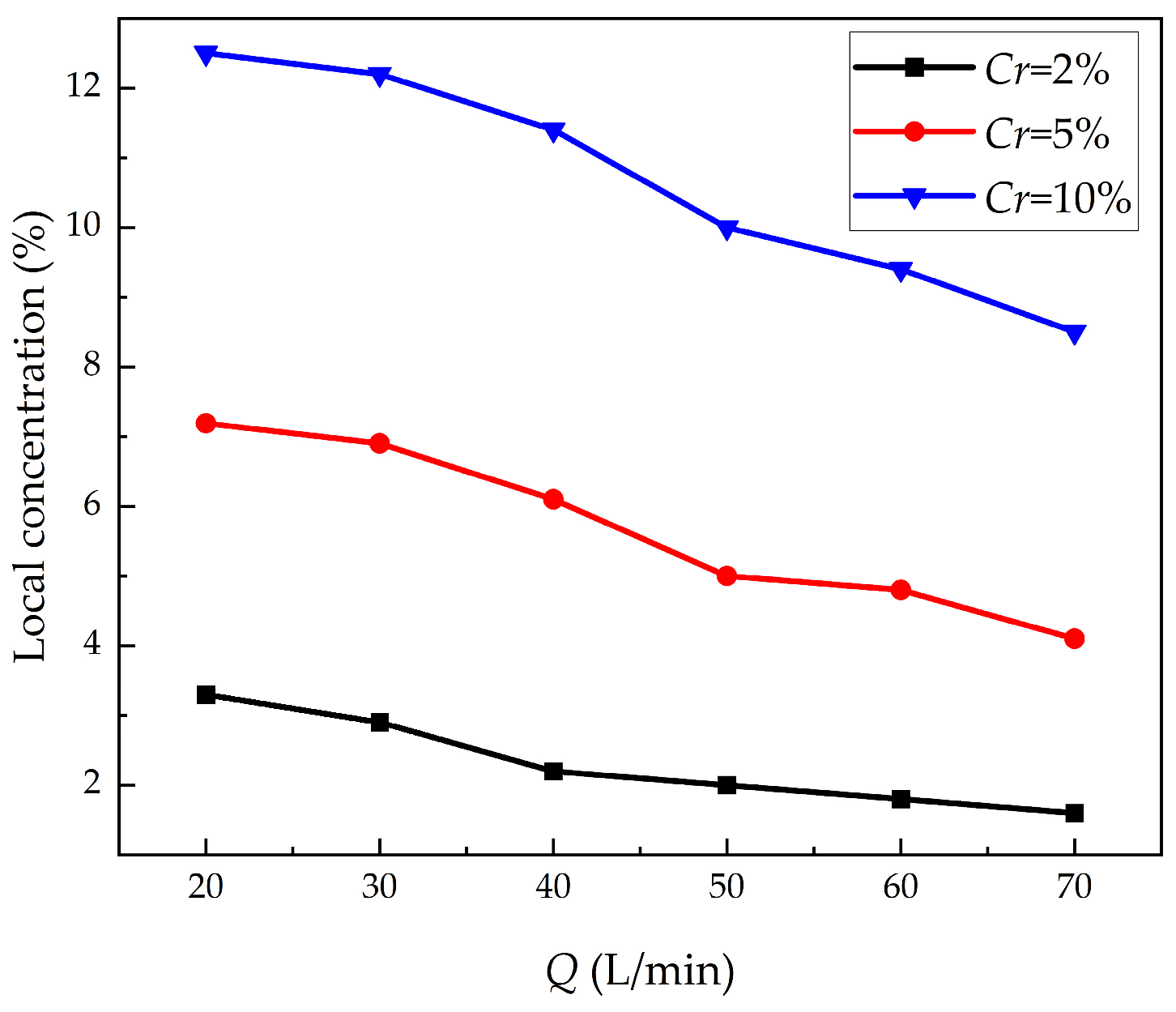
4.1.1. Effect of Conveying Parameters on Lifting Performance
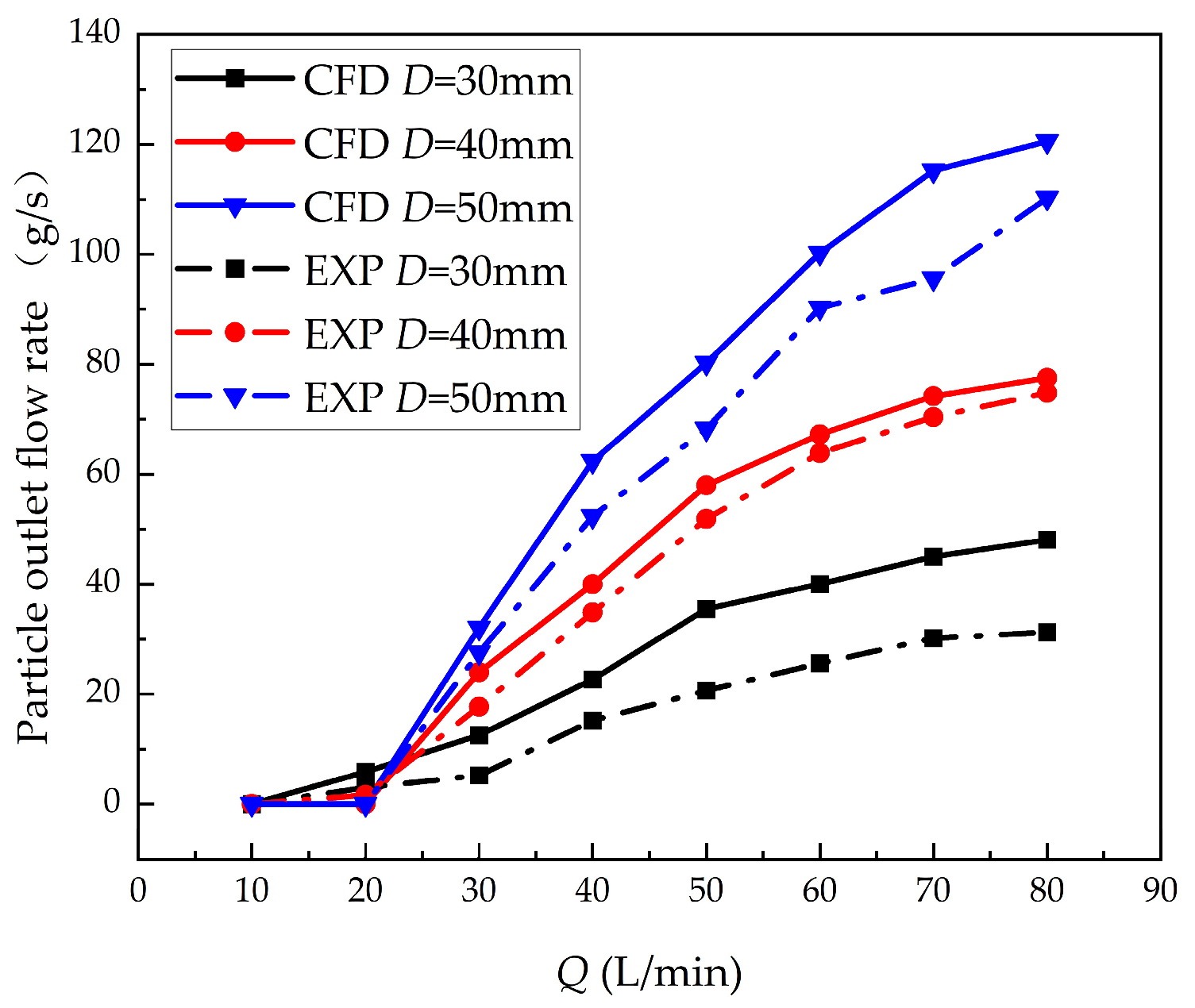
4.1.2. Effect of Structural Parameter on Lifting Performance
4.2. Analysis of Particle Distribution
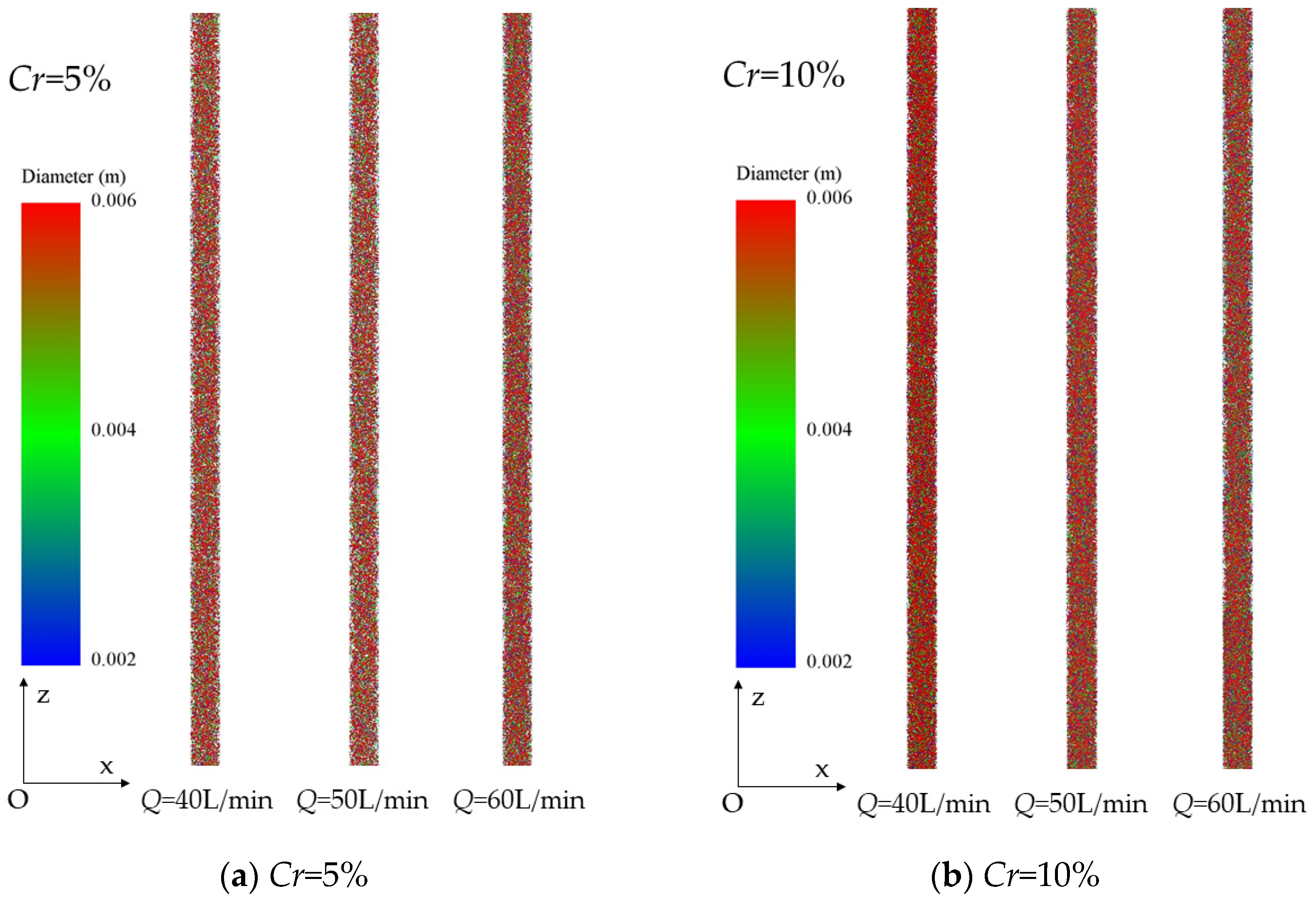
4.2.1. Overall Particle Distribution
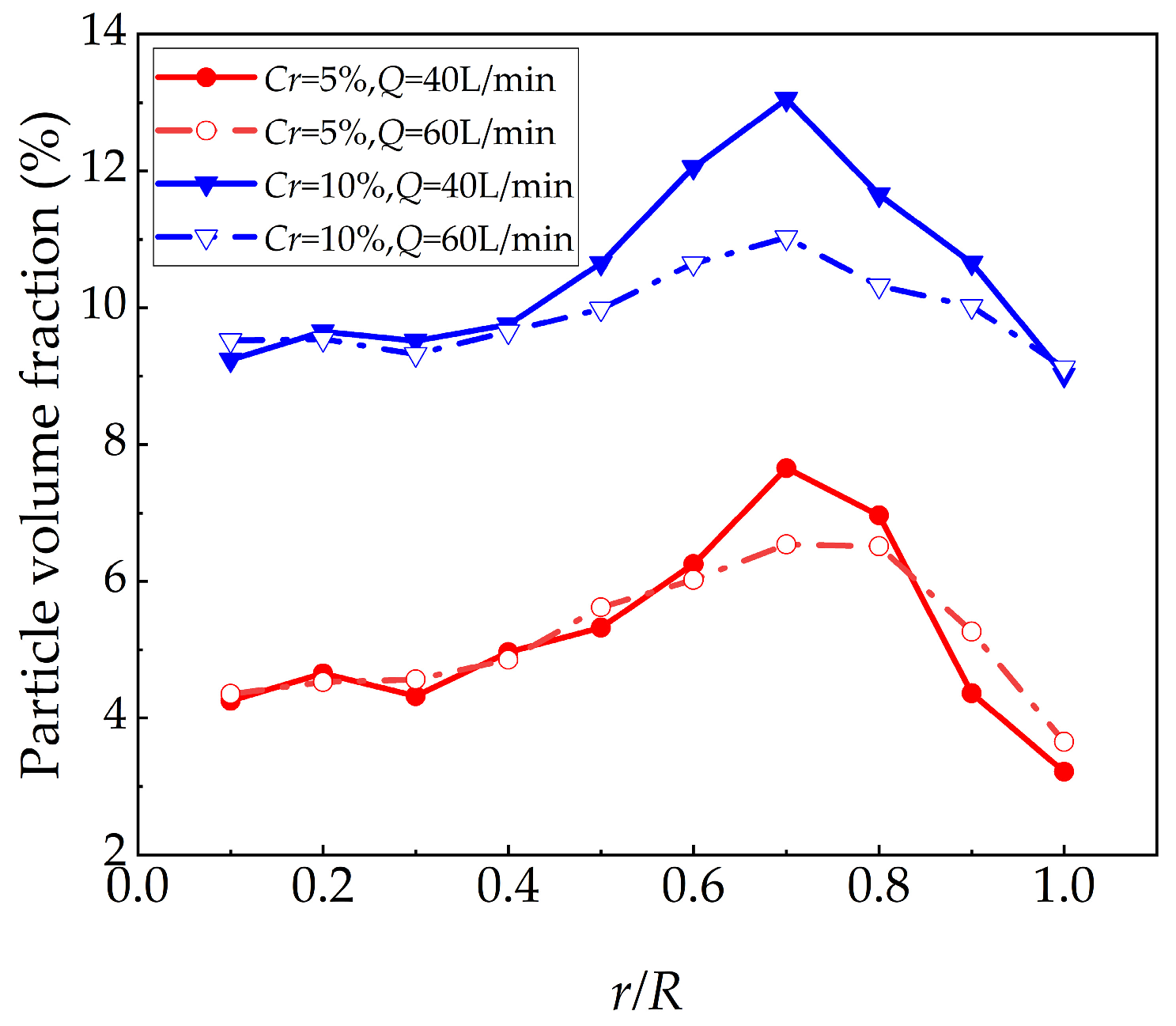
4.2.2. Particle Radial Distribution
4.3. Analysis of Velocity Characteristics in Mixed Flow Areas
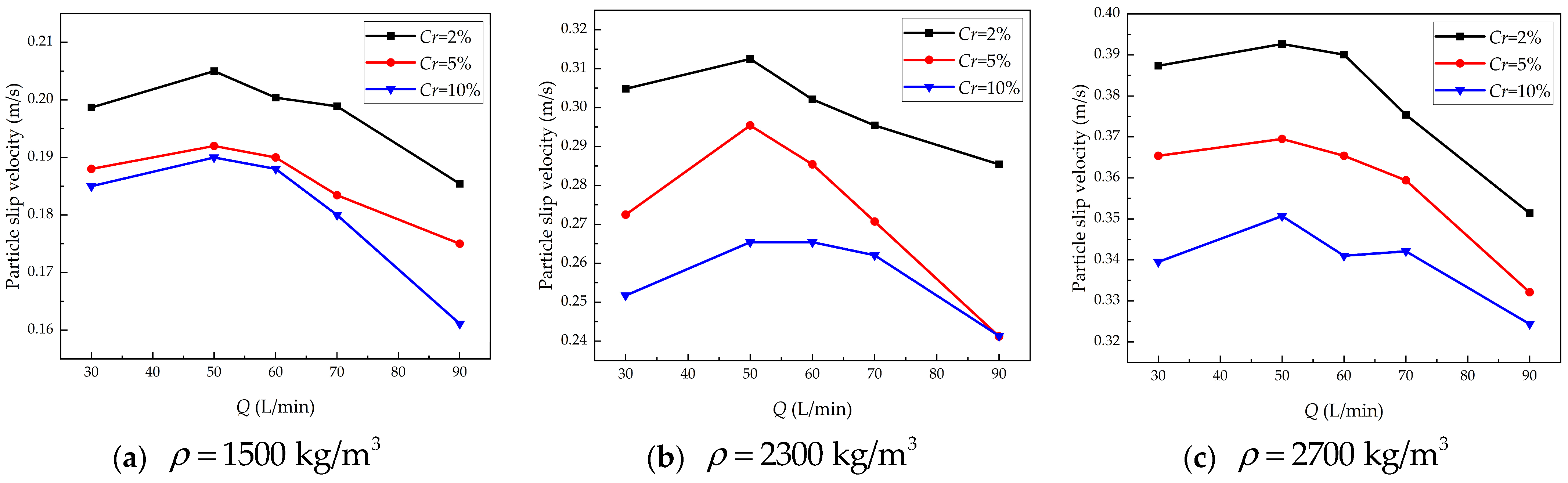
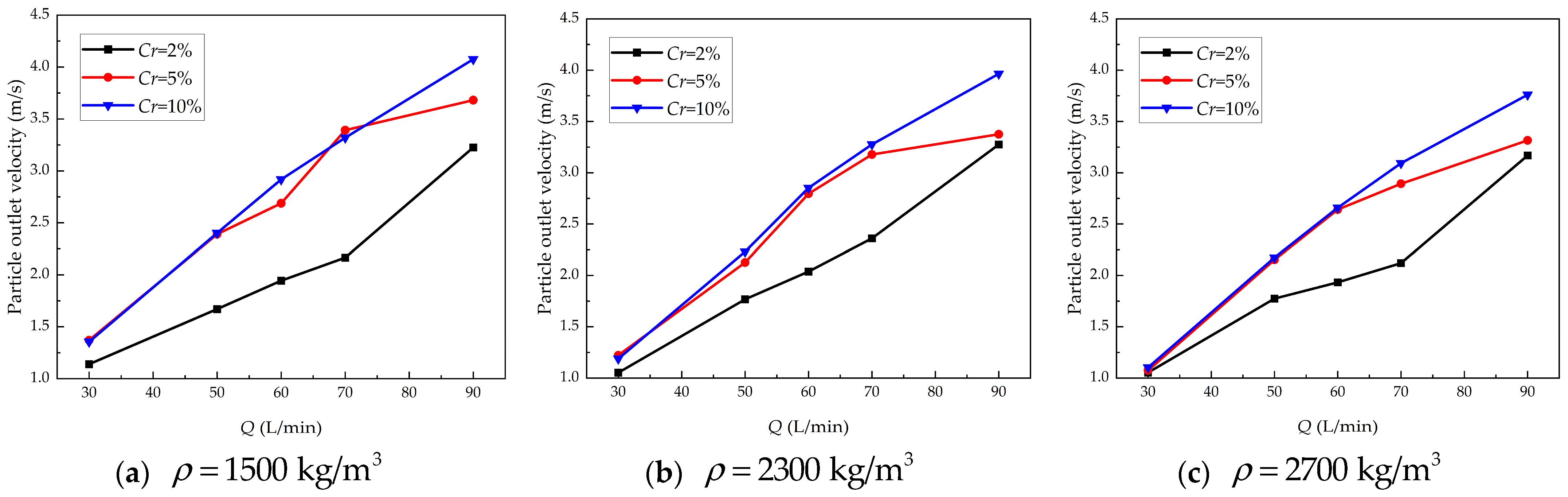
4.3.1. Analysis of Particle Phase Velocity Characteristics
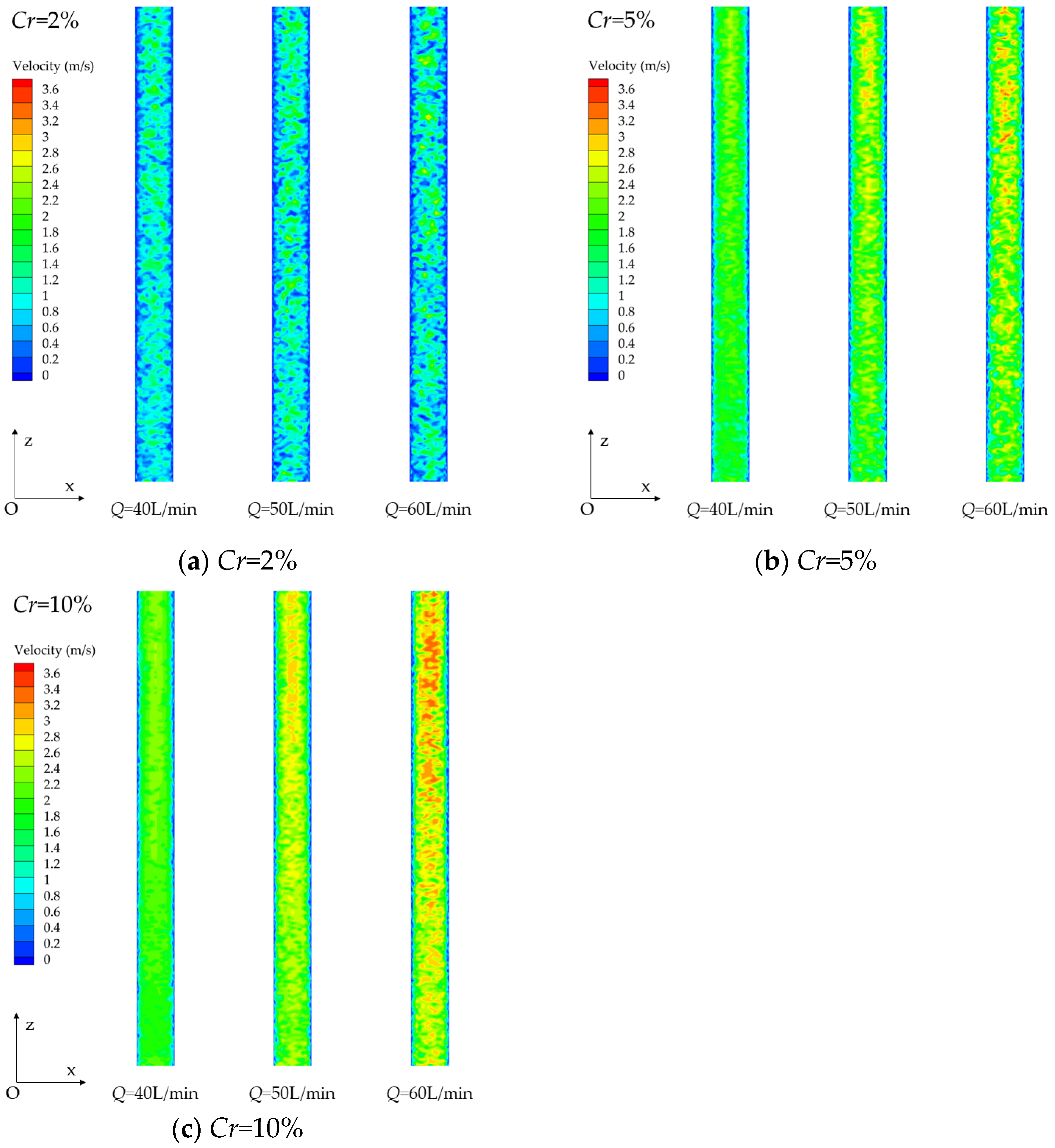
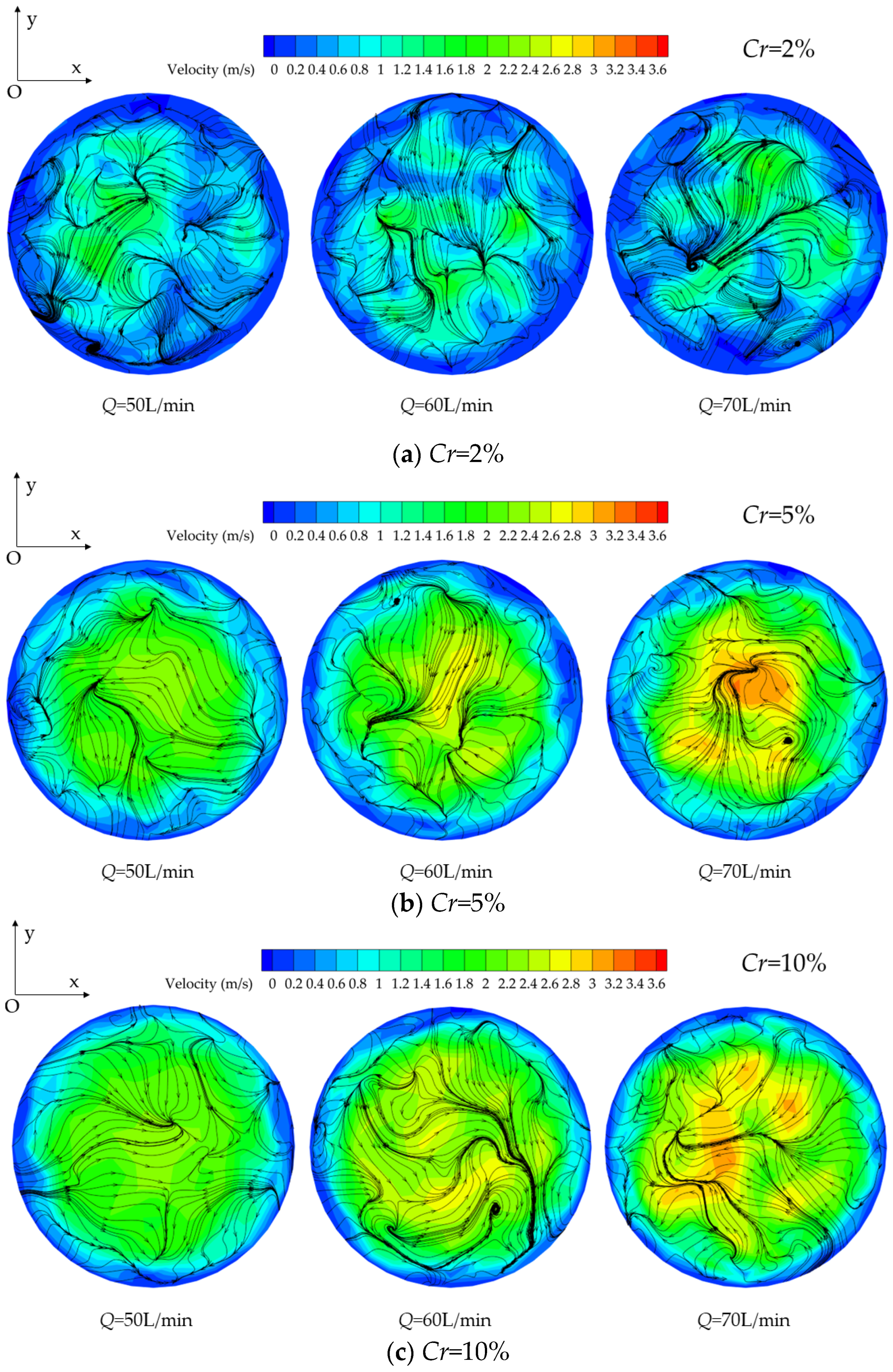
4.3.2. Analysis of Liquid Phase Velocity Characteristics
4.4. Analysis of Pressure Characteristics in Mixed Flow Areas
4.4.1. Dynamic Pressure of Two-Phase Flow on Pipe Walls
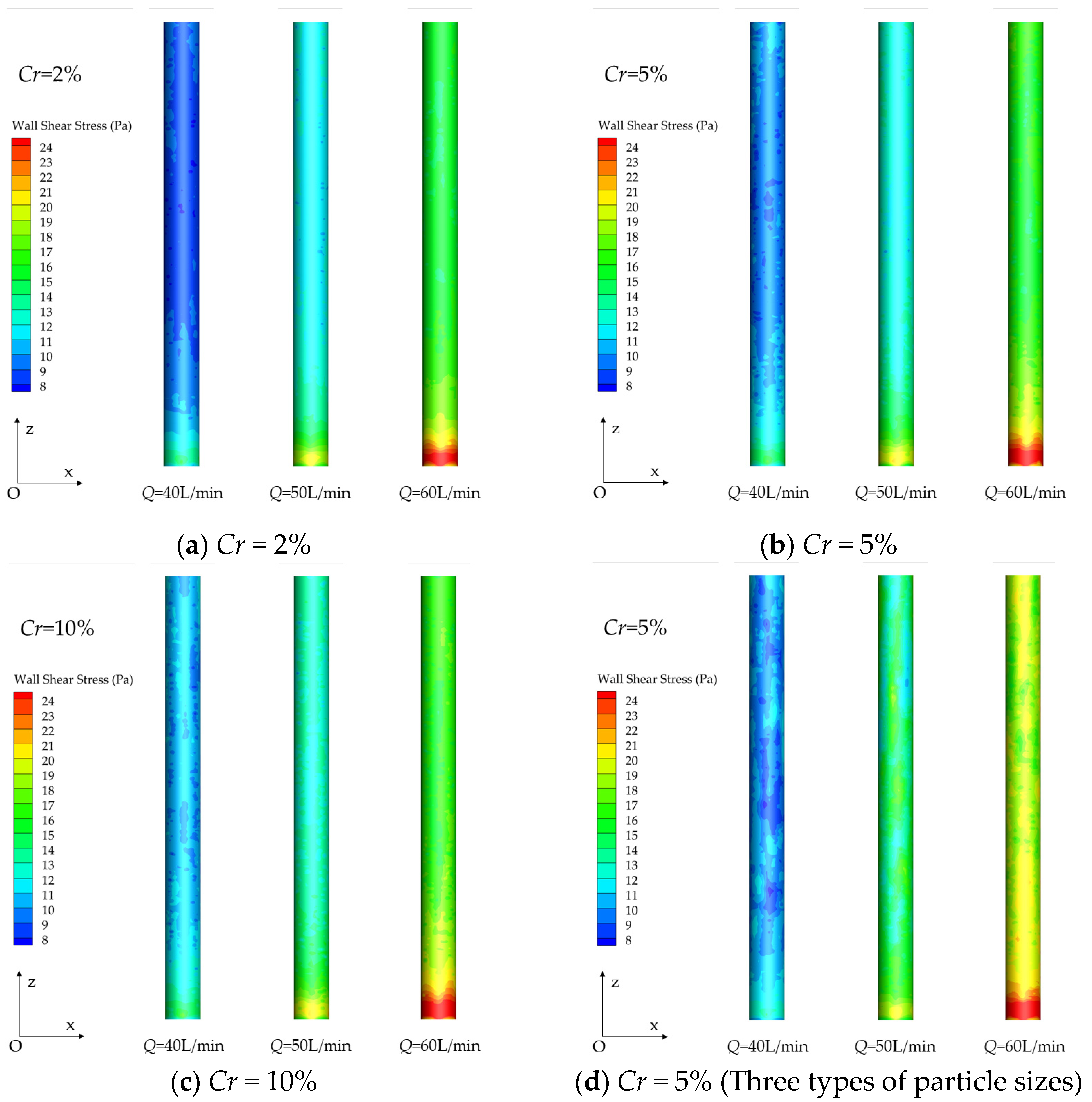
4.4.2. Shear Stress of Two-Phase Flow on Pipe Walls
5. Conclusions
- (1)
- The choice of conveying parameters and structural factors in the vertical pipeline during hydraulic lifting significantly affects the efficiency of the lifting process. More precisely, the efficiency of lifting initially improves (Q < 50 L/min) and subsequently declines (Q > 50 L/min). Additionally, the lifting efficiency varies significantly across various ranges of particle concentration. The elevation of particles with low concentrations is appropriate for lower rates of fluid flow. For medium-range particle concentrations, it is straightforward to pick a lifting flow rate of 45–65 L/min. For the lifting of high-concentration particles, a larger lifting flow rate should be chosen to overcome the interaction between particles. The size of the pipe diameter substantially impacts the lifting efficiency and the two-phase flow pattern. The greater the pipe diameter, the higher the initial lifting flow rate required. The smaller the pipe diameter, the lower the initial lifting flow rate can convey the particles to the target height, but the likelihood of obstruction is greatly increased.
- (2)
- Lifting flow may greatly increase particle dispersion and improve particle followability; a notably high lift flow can effectively alleviate the issue of the poor followability of big particles. The increase in lift flow may make the particles more equally scattered in the radial location, which is favorable to the velocity and pressure distribution. The increase in particle concentration will greatly increase the velocity gradient. A stronger lift flow is needed to overcome the contact between particles, resulting in a considerable local clustering effect of particles. Simultaneously, the disturbance induced by particle collision and mixing caused by variations in particle concentration has a bigger influence on dynamic pressure fluctuations and the shear stress distribution. There is an optimum lift flow corresponding to varied particle concentrations, which may improve particle dispersion.
- (3)
- Compared with the lifting of particles of the same size, the lifting efficiency of particles of three different sizes under the same operating circumstances is enhanced, and its followability is improved with the reduction in particle size. Furthermore, the dynamic pressure pulsation of solid–liquid two-phase flow on the pipe wall exhibits a transient spike in the initial stage. Overall, the dynamic pressure fluctuation on the wall is weakened, but the peak value is raised, and the distribution of shear stress becomes more unequal.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, X.; Yang, S.; Pang, Y. Analytical and Experimental Investigation into the Resistance of Vertical Plug Flow with Coarse Particles. Ocean Eng. 2024, 308, 118253. [Google Scholar] [CrossRef]
- Hein, J.R.; Mizell, K. Deep-Ocean Polymetallic Nodules and Cobalt-Rich Ferromanganese Crusts in the Global Ocean. In The United Nations Convention on the Law of the Sea, Part XI Regime and the International Seabed Authority: A Twenty-Five Year Journey; Brill|Nijhoff: Leiden, The Netherlands, 2022; pp. 177–197. [Google Scholar]
- Hein, J.R.; Koschinsky, A.; Kuhn, T. Deep-Ocean Polymetallic Nodules as a Resource for Critical Materials. Nat. Rev. Earth Environ. 2020, 1, 158–169. [Google Scholar] [CrossRef]
- Sharma, R. Deep-Sea Mining: Current Status and Future Considerations. In Deep-Sea Mining; Springer International Publishing: Cham, Switzerland, 2017; pp. 3–21. [Google Scholar]
- Hu, Q.; Li, Z.; Zhai, X.; Zheng, H. Development of Hydraulic Lifting System of Deep-Sea Mineral Resources. Minerals 2022, 12, 1319. [Google Scholar] [CrossRef]
- Abulnaga, B. Slurry Systems Handbook, 2nd ed.; McGraw-Hill: New York, NY, USA, 2021; ISBN 978-1-260-45279-2. [Google Scholar]
- Ren, W.L.; Zhang, X.H.; Zhang, Y.; Lu, X.B. Investigation of Motion Characteristics of Coarse Particles in Hydraulic Collection. Phys. Fluids 2023, 35, 043322. [Google Scholar] [CrossRef]
- Liu, S. Status and Progress on Researches and Developments of Deep Ocean Mining Equipments. J. Mech. Eng. 2014, 50, 8. [Google Scholar] [CrossRef]
- Li, Y.; Cao, J.; Xie, C. Research on the Wear Characteristics of a Bend Pipe with a Bump Based on the Coupled CFD-DEM. J. Mar. Sci. Eng. 2021, 9, 672. [Google Scholar] [CrossRef]
- Hosokawa, S.; Tomiyama, A. Turbulence Modification in Gas–Liquid and Solid–Liquid Dispersed Two-Phase Pipe Flows. Int. J. Heat Fluid Flow 2004, 25, 489–498. [Google Scholar] [CrossRef]
- Uzi, A.; Levy, A. Flow Characteristics of Coarse Particles in Horizontal Hydraulic Conveying. Powder Technol. 2018, 326, 302–321. [Google Scholar] [CrossRef]
- Zhou, M.; Kuang, S.; Xiao, F.; Luo, K.; Yu, A. CFD-DEM Analysis of Hydraulic Conveying Bends: Interaction between Pipe Orientation and Flow Regime. Powder Technol. 2021, 392, 619–631. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, L. Numerical Investigation on the Pressure Loss of Coarse Particles Hydraulic Lifting in the Riser with the Lateral Vibration. Powder Technol. 2020, 367, 105–114. [Google Scholar] [CrossRef]
- Arolla, S.K.; Desjardins, O. Transport Modeling of Sedimenting Particles in a Turbulent Pipe Flow Using Euler–Lagrange Large Eddy Simulation. Int. J. Multiph. Flow 2015, 75, 1–11. [Google Scholar] [CrossRef]
- Chen, Q.; Xiong, T.; Zhang, X.; Jiang, P. Study of the Hydraulic Transport of Non-Spherical Particles in a Pipeline Based on the CFD-DEM. Eng. Appl. Comput. Fluid Mech. 2020, 14, 53–69. [Google Scholar] [CrossRef]
- Yang, H.; Liu, S. Measuring Method of Solid-Liquid Two-Phase Flow in Slurry Pipeline for Deep-Sea Mining. Thalass Int. J. Mar. Sci. 2018, 34, 459–469. [Google Scholar] [CrossRef]
- Zhou, M.; Wang, S.; Kuang, S.; Luo, K.; Fan, J.; Yu, A. CFD-DEM Modelling of Hydraulic Conveying of Solid Particles in a Vertical Pipe. Powder Technol. 2019, 354, 893–905. [Google Scholar] [CrossRef]
- Teng, S.; Kang, C.; Ding, K.; Li, C.; Zhang, S. CFD-DEM Simulation of the Transport of Manganese Nodules in a Vertical Pipe. Appl. Sci. 2022, 12, 4383. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, X.-B.; Zhang, X.-H. Numerical Simulation on Transportation Behavior of Dense Coarse Particles in Vertical Pipe with an Optimized Eulerian–Lagrangian Method. Phys. Fluids 2022, 34, 033305. [Google Scholar] [CrossRef]
- Wan, C.; Xiao, S.; Zhou, D.; Zhu, H.; Bao, Y.; Li, T.; Tu, J.; Kyazze, M.S.; Han, Z. Numerical Analysis of Coarse Particle Two-Phase Flow in Deep-Sea Mining Vertical Pipe Transport with Forced Vibration. Ocean Eng. 2024, 301, 117550. [Google Scholar] [CrossRef]
- van Wijk, J.M.; Talmon, A.M.; van Rhee, C. Stability of Vertical Hydraulic Transport Processes for Deep Ocean Mining: An Experimental Study. Ocean Eng. 2016, 125, 203–213. [Google Scholar] [CrossRef]
- Zhao, G.; Xiao, L.; Peng, T.; Zhang, M. Experimental Research on Hydraulic Collecting Spherical Particles in Deep Sea Mining. Energies 2018, 11, 1938. [Google Scholar] [CrossRef]
- Lian, Z.; Tieli, W.; Wenqiang, H. Study on Velocity Distribution of Large Particle in Vertical Slurry Pipeline. Meas. Control 2019, 52, 1282–1288. [Google Scholar] [CrossRef]
- Dai, Y.; Zhang, Y.; Li, X. Numerical and Experimental Investigations on Pipeline Internal Solid-Liquid Mixed Fluid for Deep Ocean Mining. Ocean Eng. 2021, 220, 108411. [Google Scholar] [CrossRef]
- Sun, D.; Liu, H. A Probability Model for Predicting the Slip Velocity of Large Particles in Vertical Pipes. Powder Technol. 2022, 397, 117102. [Google Scholar] [CrossRef]
- Amudha, K.; Bhattacharya, S.K.; Sharma, R.; Gopkumar, K.; Kumar, D.; Ramadass, G.A. Influence of Flow Area Zone and Vertical Lift Motion of Polymetallic Nodules in Hydraulic Collecting. Ocean Eng. 2024, 294, 116745. [Google Scholar] [CrossRef]
- Liu, L.; Liu, J.; Li, X.; Xu, L.; Zhang, X. Experimental Investigation on Vertical Hydraulic Transport of Ores in Deepsea Mining. China Ocean Eng. 2024, 38, 42–53. [Google Scholar] [CrossRef]
- Liu, L.; Yang, J.; Lu, H.; Tian, X.; Lu, W. Numerical Simulations on the Motion of a Heavy Sphere in Upward Poiseuille Flow. Ocean Eng. 2019, 172, 245–256. [Google Scholar] [CrossRef]
- Crowe, C.T.; Schwarzkopf, J.D.; Sommerfeld, M.; Tsuji, Y. Multiphase Flows with Droplets and Particles; CRC Press: Boca Raton, FL, USA, 2011; ISBN 9780429106392. [Google Scholar]
- Sippola, P.; Kolehmainen, J.; Ozel, A.; Liu, X.; Saarenrinne, P.; Sundaresan, S. Experimental and Numerical Study of Wall Layer Development in a Tribocharged Fluidized Bed. J. Fluid Mech. 2018, 849, 860–884. [Google Scholar] [CrossRef]
- Sun, R.; Xiao, H. SediFoam: A General-Purpose, Open-Source CFD–DEM Solver for Particle-Laden Flow with Emphasis on Sediment Transport. Comput. Geosci. 2016, 89, 207–219. [Google Scholar] [CrossRef]
- Chen, G.; Schott, D.L.; Lodewijks, G. Sensitivity Analysis of DEM Prediction for Sliding Wear by Single Iron Ore Particle. Eng. Comput. 2017, 34, 2031–2053. [Google Scholar] [CrossRef]
- Deng, L.; Hu, Q.; Chen, J.; Kang, Y.; Liu, S. Particle Distribution and Motion in Six-Stage Centrifugal Pump by Means of Slurry Experiment and CFD-DEM Simulation. J. Mar. Sci. Eng. 2021, 9, 716. [Google Scholar] [CrossRef]
- Zeng, J.; Tang, P.; Li, H.; Zhang, D. Simulating Particle Settling in Inclined Narrow Channels with the Unresolved CFD-DEM Method. Phys. Rev. Fluids 2021, 6, 034302. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, X.-B.; Zhang, X.-H. An Optimized Eulerian–Lagrangian Method for Two-Phase Flow with Coarse Particles: Implementation in Open-Source Field Operation and Manipulation, Verification, and Validation. Phys. Fluids 2021, 33, 113307. [Google Scholar] [CrossRef]
- Di Felice, R. The Voidage Function for Fluid-Particle Interaction Systems. Int. J. Multiph. Flow 1994, 20, 153–159. [Google Scholar] [CrossRef]
- Guo, P.; Kaiser, F.; Rival, D.E. Vortex-Wake Formation and Evolution on a Prolate Spheroid at Subcritical Reynolds Numbers. Exp. Fluids 2023, 64, 167. [Google Scholar] [CrossRef]
- Bureau, L.; Coupier, G.; Salez, T. Lift at Low Reynolds Number. Eur. Phys. J. E 2023, 46, 111. [Google Scholar] [CrossRef]
- Chen, X.; Sreenivasan, K.R. Reynolds Number Asymptotics of Wall-Turbulence Fluctuations. J. Fluid Mech. 2023, 976, A21. [Google Scholar] [CrossRef]
- Chen, J.; Wu, J. Numerical Investigation of Vortex-Induced Vibration of a Porous-Coated Cylinder at Subcritical Reynolds Number with a Combined k-ε Model for Porous Medium. Ocean Eng. 2024, 304, 117828. [Google Scholar] [CrossRef]
- Eboibi, O.; Eboibi, B.E.; Danao, L.A.M. Solidity Effects and Azimuth Angles on Flow Field Aerodynamics and Performance of Vertical Axis Wind Turbines at Low Reynolds Number. Sci. Afr. 2024, 24, e02215. [Google Scholar] [CrossRef]
- Engelmann, H.E. Vertical Hydraulic Lifting of Large-Size Particles—A Contribution To Marine Mining. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 8 April 1978. [Google Scholar]
- Di Renzo, A.; Di Maio, F.P. Comparison of Contact-Force Models for the Simulation of Collisions in DEM-Based Granular Flow Codes. Chem. Eng. Sci. 2004, 59, 525–541. [Google Scholar] [CrossRef]
- Alajbegović, A.; Assad, A.; Bonetto, F.; Lahey, R.T. Phase Distribution and Turbulence Structure for Solid/Fluid Upflow in a Pipe. Int. J. Multiph. Flow 1994, 20, 453–479. [Google Scholar] [CrossRef]
- Lusty, P.A.J.; Murton, B.J. Deep-Ocean Mineral Deposits: Metal Resources and Windows into Earth Processes. Elements 2018, 14, 301–306. [Google Scholar] [CrossRef]
- Rahmani, M.; Wachs, A. Free Falling and Rising of Spherical and Angular Particles. Phys. Fluids 2014, 26, 083301. [Google Scholar] [CrossRef]
- Yamazaki, T. Fundamental Geotechnical Considerations for Design of Deep-Sea Mining Systems. In Deep-Sea Mining; Springer International Publishing: Cham, Switzerland, 2017; pp. 259–304. [Google Scholar]
- Zhang, Y.; Dai, Y.; Zhu, X. Numerical Investigation of Recommended Operating Parameters Considering Movement of Polymetallic Nodule Particles during Hydraulic Lifting of Deep-Sea Mining Pipeline. Sustainability 2023, 15, 4248. [Google Scholar] [CrossRef]
- Kim, M.G.; Hyeong, K.; Yoo, C.M.; Lee, J.Y.; Seo, I. Characterization of Fines Produced by Degradation of Polymetallic Nodules from the Clarion–Clipperton Zone. Minerals 2021, 11, 205. [Google Scholar] [CrossRef]
- Hu, Q.; Zou, L.; Lv, T.; Guan, Y.; Sun, T. Experimental and Numerical Investigation on the Transport Characteristics of Particle-Fluid Mixture in Y-Shaped Elbow. J. Mar. Sci. Eng. 2020, 8, 675. [Google Scholar] [CrossRef]
- Miedema, S.A. A Head Loss Model for Homogeneous Slurry Transport for Medium Sized Particles. J. Hydrol. Hydromech. 2015, 63, 1–12. [Google Scholar] [CrossRef]
- Song, Y.; Zhu, X.; Sun, Z.; Tang, D. Experimental Investigation of Particle-Induced Pressure Loss in Solid–Liquid Lifting Pipe. J. Cent. South Univ. 2017, 24, 2114–2120. [Google Scholar] [CrossRef]
- Zhou, J.; Du, C.; Liu, S.; Liu, Y. Comparison of Three Types of Swirling Generators in Coarse Particle Pneumatic Conveying Using CFD-DEM Simulation. Powder Technol. 2016, 301, 1309–1320. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Recovery Factor | Static Friction Coefficient | Rolling Friction Coefficient |
|---|---|---|---|
| Particle–particle | 0.48 | 0.10 | 0.01 |
| Particle–wall surface | 0.45 | 0.28 | 0.01 |
| Experimental Equipment | Parameter | Value |
|---|---|---|
| Lift water pump | Motor model | QD3–50/3–1.5 |
| Power (kW) | 1.5 | |
| Maximum boost flow (m3/h) | 3 | |
| Maximum lift (m) | 50 | |
| Turbine flow meter | Measuring range (L/min) | 9–110 |
| Calculation accuracy | ±0.5% | |
| Work pressure (Bar) | ≤20 | |
| Pipeline parameters | Pipe diameter (mm) | 30, 40, 50 |
| Wall thickness (mm) | 5 | |
| Pipe length (m) | 2.5 | |
| Experimental pool | Pool parameters (m) | 5 × 3 × 2.5 |
| Depth of water (m) | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, T.; Chen, S.; Yuan, H. Research on the Characteristics of Solid–Liquid Two-Phase Flow in the Lifting Pipeline of Seabed Mining. J. Mar. Sci. Eng. 2024, 12, 1409. https://doi.org/10.3390/jmse12081409
Su T, Chen S, Yuan H. Research on the Characteristics of Solid–Liquid Two-Phase Flow in the Lifting Pipeline of Seabed Mining. Journal of Marine Science and Engineering. 2024; 12(8):1409. https://doi.org/10.3390/jmse12081409
Chicago/Turabian StyleSu, Tianyu, Shengtao Chen, and Hanhan Yuan. 2024. "Research on the Characteristics of Solid–Liquid Two-Phase Flow in the Lifting Pipeline of Seabed Mining" Journal of Marine Science and Engineering 12, no. 8: 1409. https://doi.org/10.3390/jmse12081409
APA StyleSu, T., Chen, S., & Yuan, H. (2024). Research on the Characteristics of Solid–Liquid Two-Phase Flow in the Lifting Pipeline of Seabed Mining. Journal of Marine Science and Engineering, 12(8), 1409. https://doi.org/10.3390/jmse12081409