
Room Temperature Deposition of Nanocrystalline SiC Thin Films by DCMS/HiPIMS Co-Sputtering Technique


 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Analytical Techniques
3. Results and Discussion
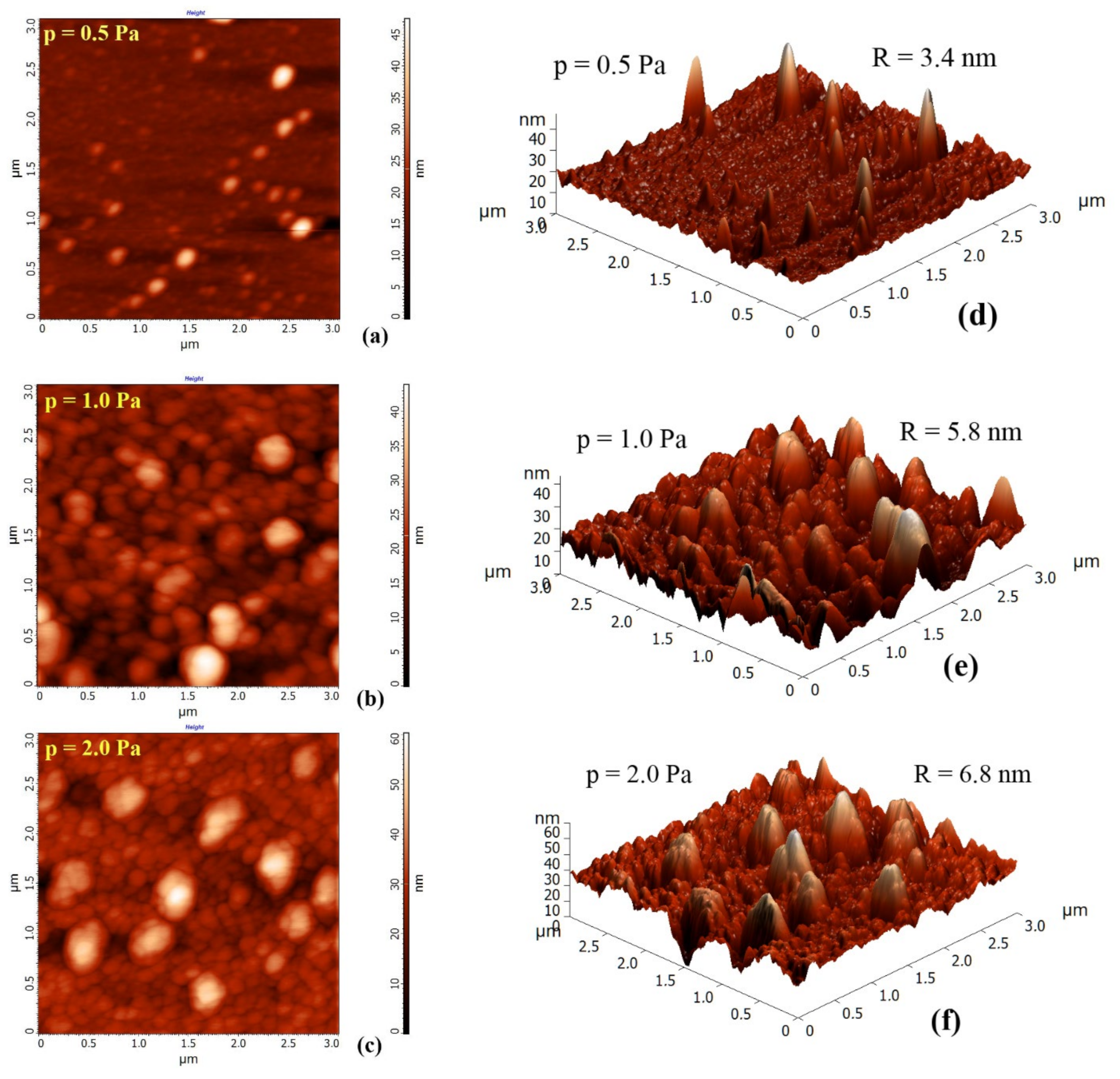
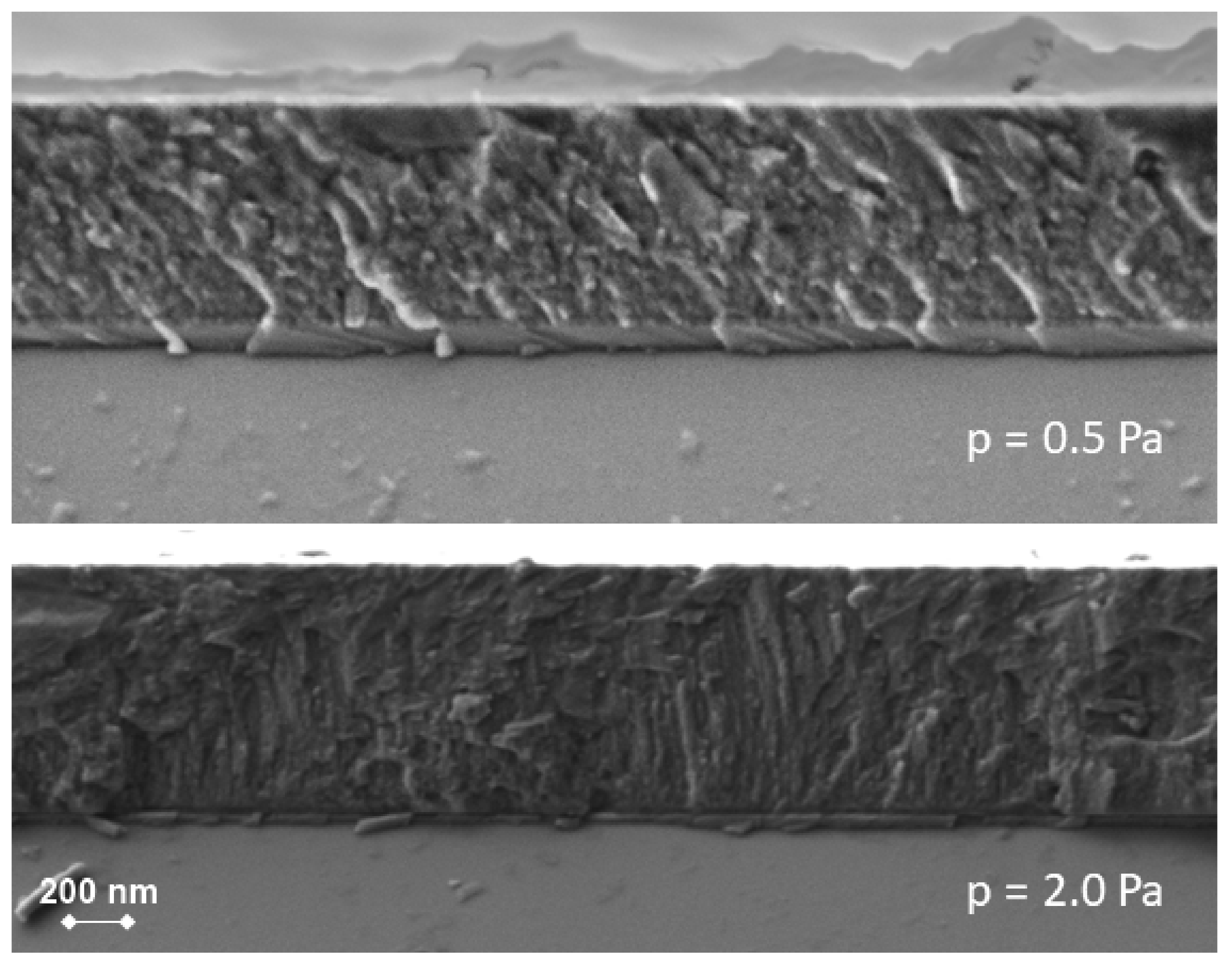
3.1. Surface Morphology
3.2. Chemical Composition
3.3. Structural Properties
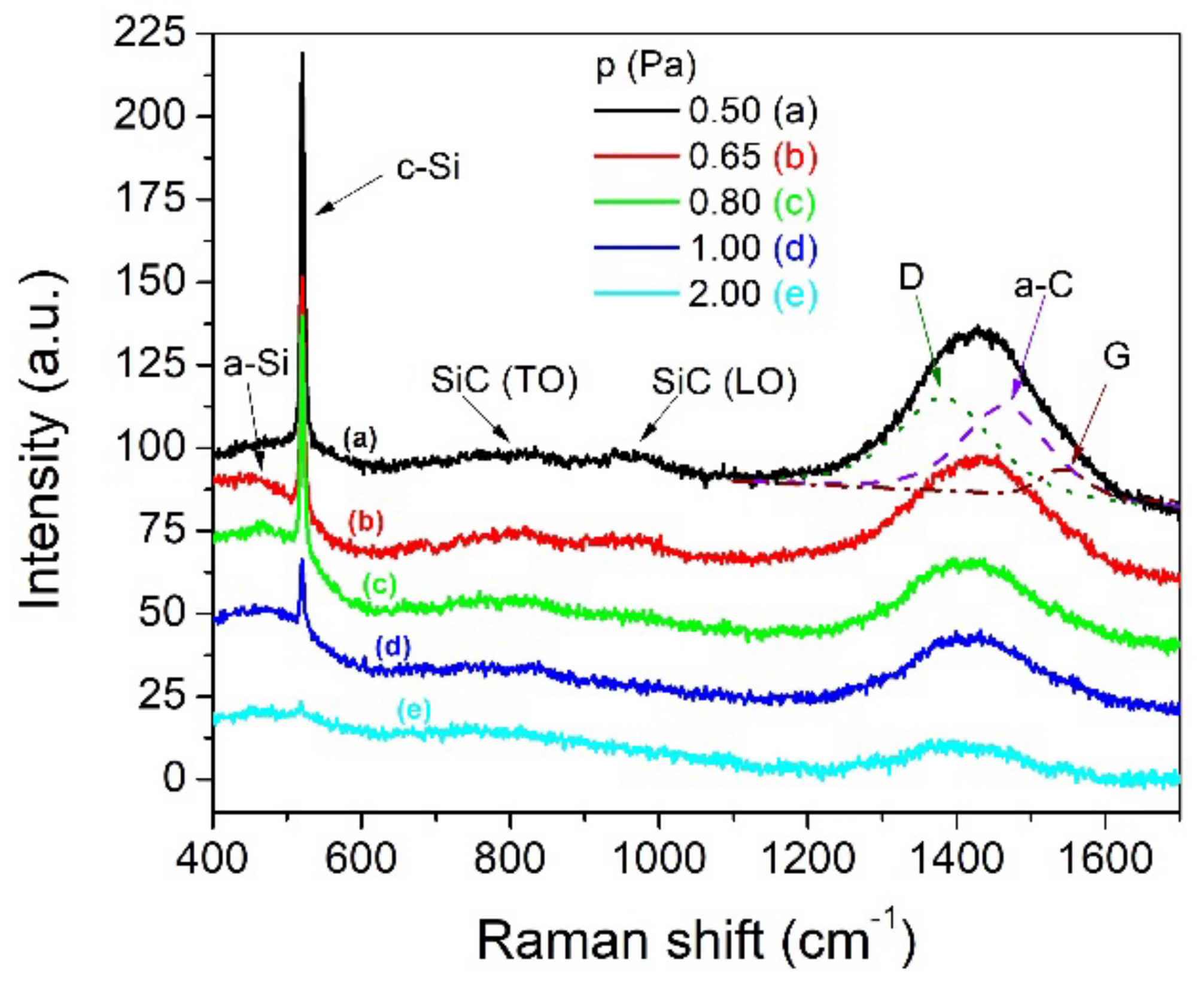
3.3.1. Raman Spectroscopy
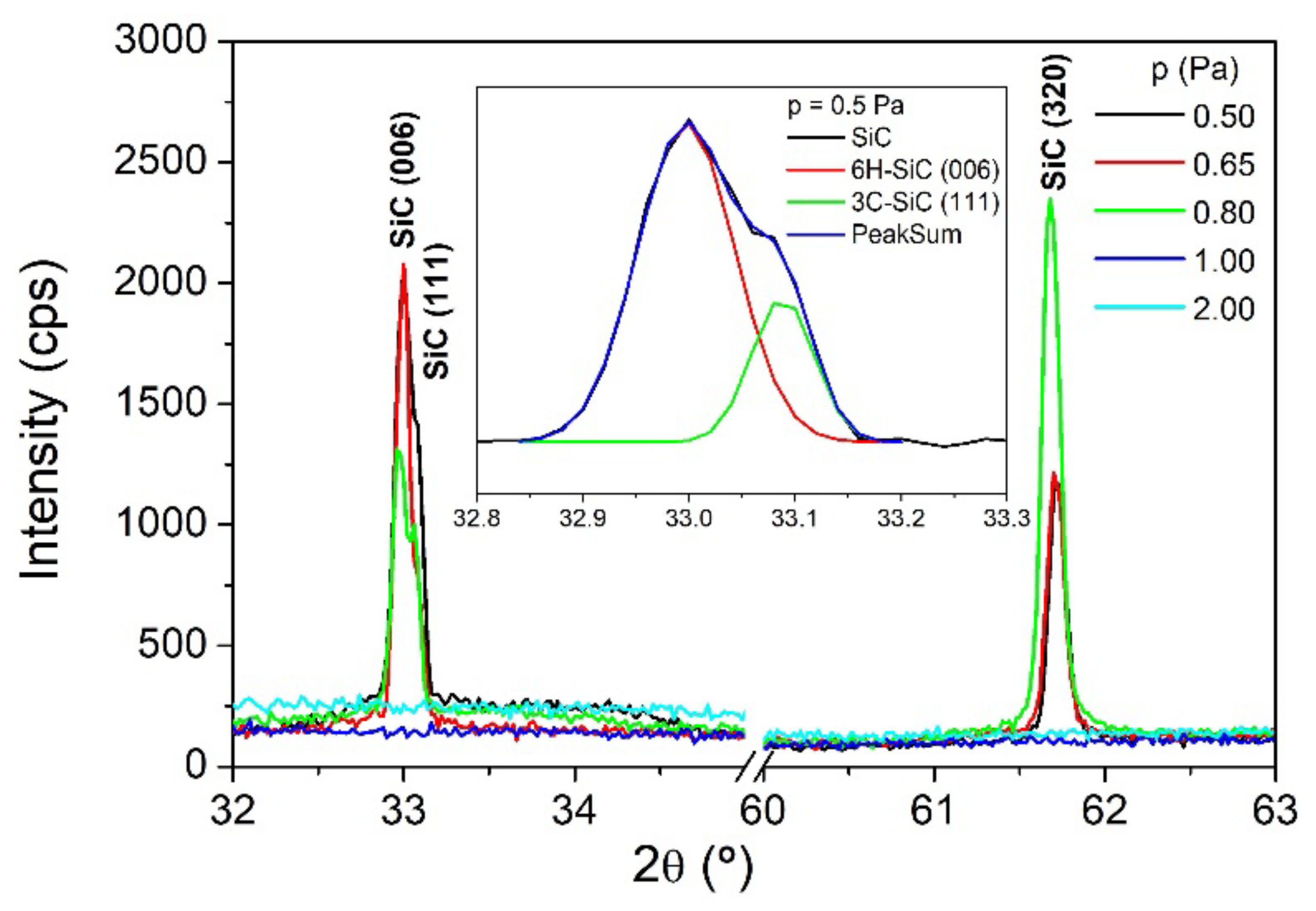
3.3.2. X-ray Diffractometry
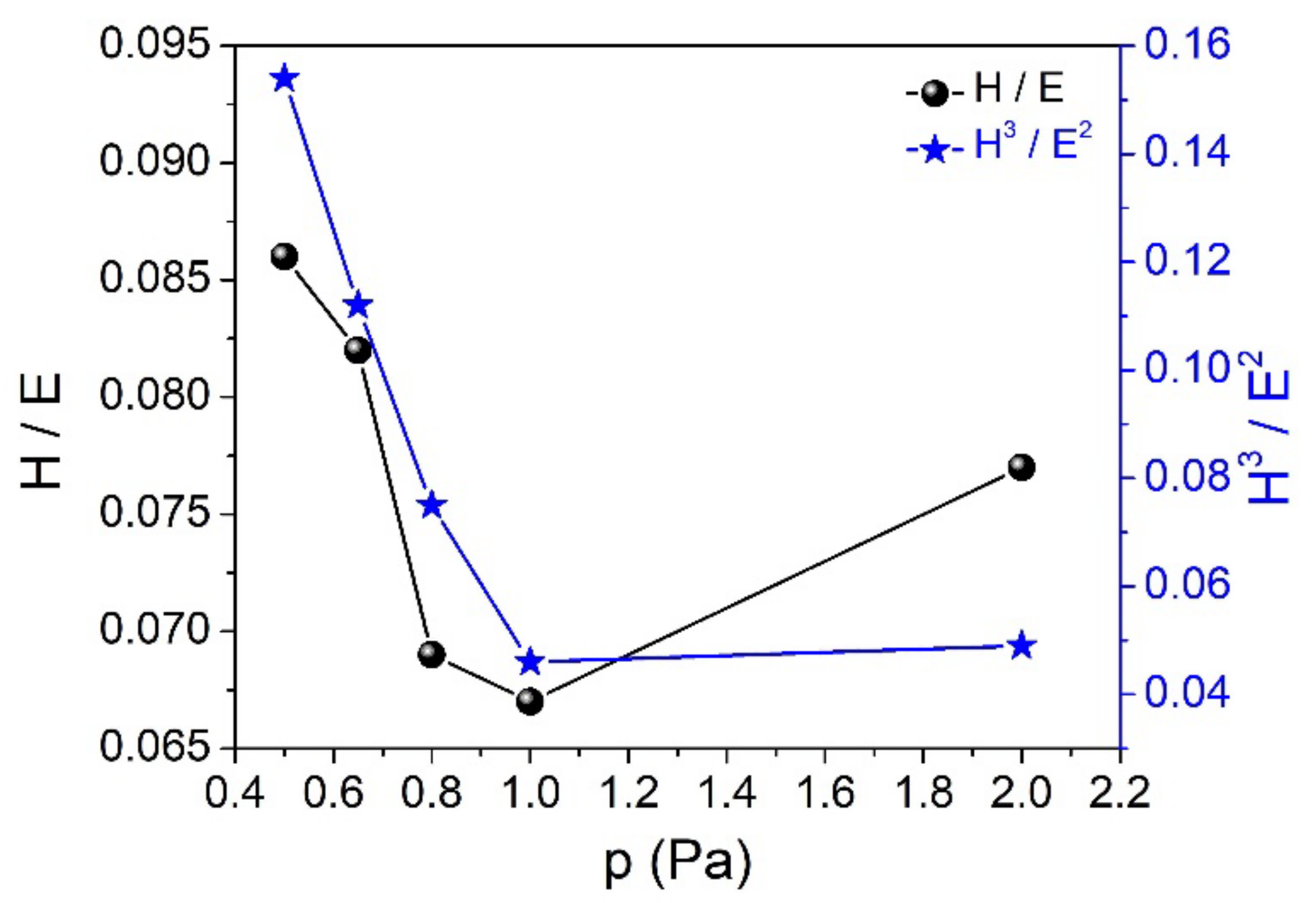
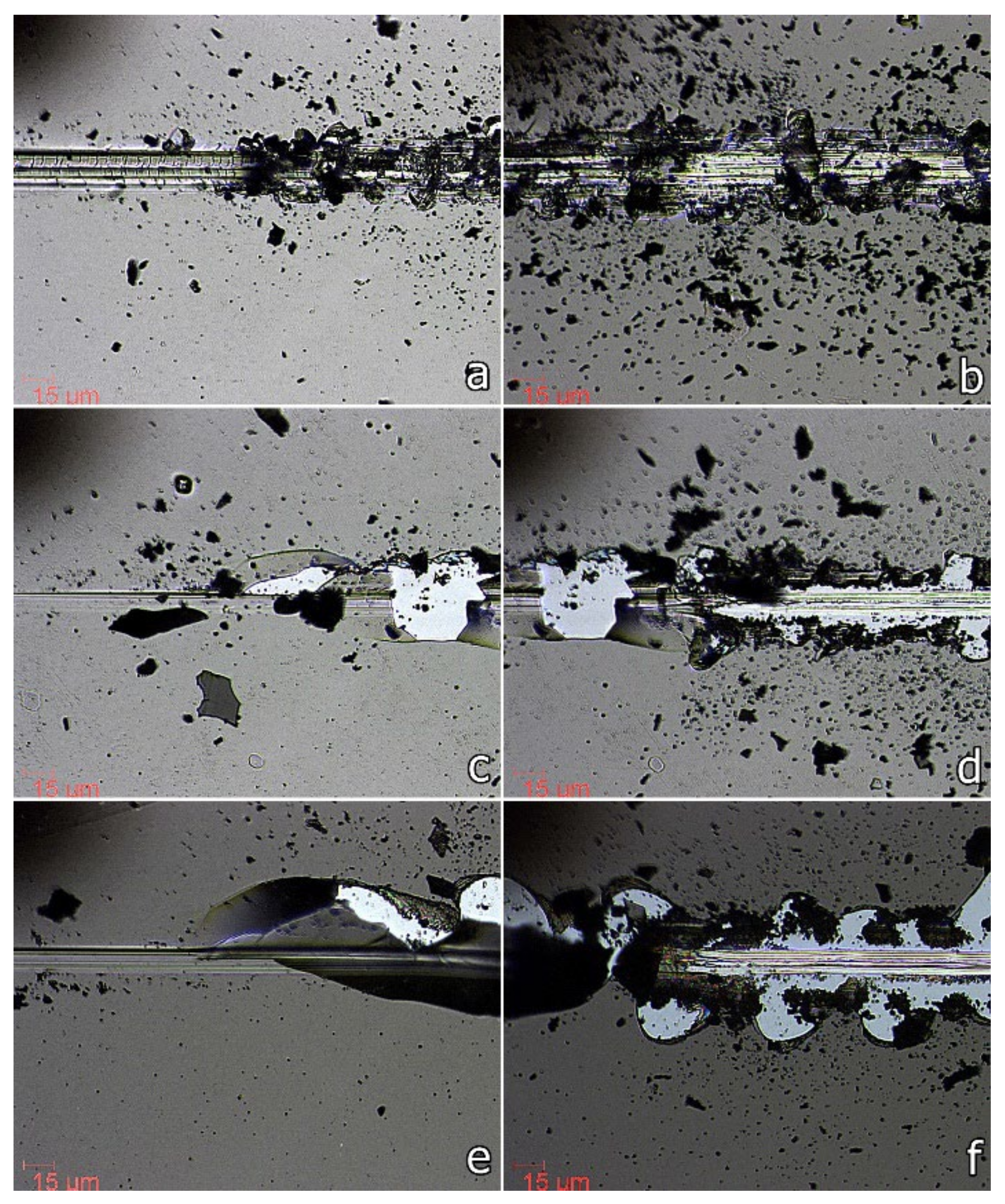
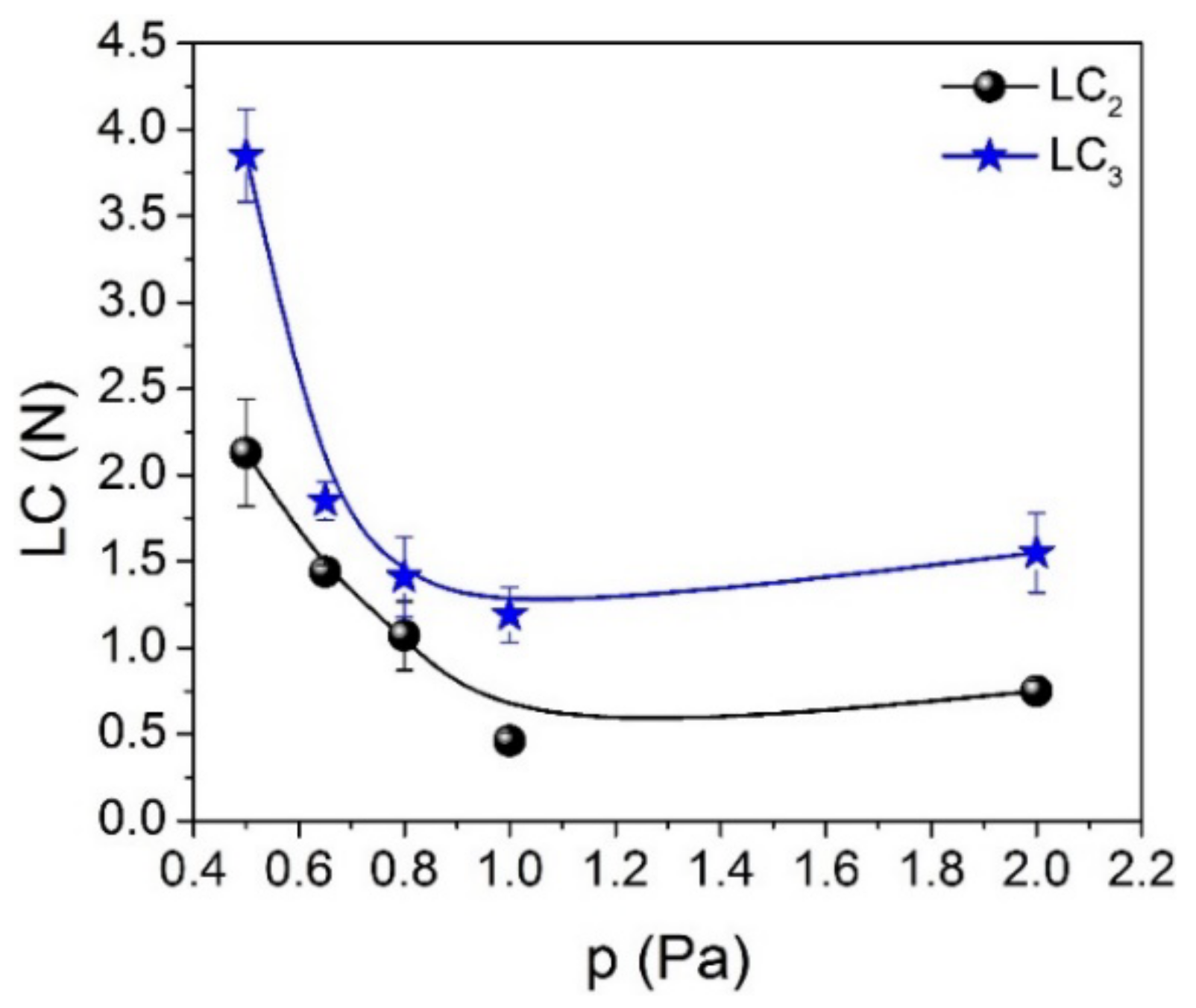
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Scheiffarth, J.H.; Wagner, B.J.; Brennfleck, K.; Huettner, W. Increasing high temperature oxidation and corrosion resistance of graphite and carbon-fiber-reinforced carbon by deposition of a low pressure chemically vapor-deposited silicon carbide coating. Surf. Coat. Technol. 1992, 54, 13–18. [Google Scholar] [CrossRef]
- Eriksen, G.F.; Dyrbye, K. Protective coatings in harsh environments. Micromech. Microeng. 1996, 6, 55–57. [Google Scholar] [CrossRef]
- Zhao, F.; Islam, M.M.; Huang, C.-F. Photoelectrochemical etching to fabricate single-crystal SiC MEMS for harsh environments. Mater. Lett. 2011, 65, 409–412. [Google Scholar] [CrossRef]
- Ricciardi, C.; Fanchini, G.; Mandracci, P. Physical properties of ECR-CVD polycrystalline SiC films for micro-electro-mechanical systems. Diam. Relat. Mater. 2003, 12, 1236–1240. [Google Scholar] [CrossRef]
- Ledermann, N.; Baborowski, J.; Muralt, P.; Xantopoulos, N.; Tellenbach, J.-M. Sputtered silicon carbide thin films as protective coating for MEMS applications. Surf. Coat. Technol. 2000, 125, 246–250. [Google Scholar] [CrossRef]
- Santavirta, S.; Takagi, M.; Nordsletten, L.; Anttila, A.; Lappalainen, R.; Konttinen, Y.T. Biocompatibility of silicon carbide in colony formation test in vitro. A promising new ceramic THR implant coating material. Arch. Orthop. Traum. Surg. 1998, 118, 89–91. [Google Scholar] [CrossRef] [PubMed]
- Seo, J.K.; Ko, K.H.; Choi, W.S.; Park, M.; Lee, J.H.; Yi, J.S. The effect of deposition RF power on the SiC passivation layer synthesized by an RF magnetron sputtering method. J. Cryst. Growth 2011, 326, 183–185. [Google Scholar] [CrossRef]
- Stamate, M.D. Strong dependence of IR absorption in a-SiC:H dc magnetron sputtered thin films on H2 partial pressure. Appl. Surf. Sci. 2001, 172, 47–50. [Google Scholar] [CrossRef]
- Raynaud, C.; Tournier, D.; Morel, H.; Planson, D. Comparison of high voltage and high temperature performances of wide bandgap semiconductors for vertical power devices. Diam. Relat. Mater. 2010, 19, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Bräuer, G.; Szyszka, B.; Vergö, M.; Bandorf, R. Magnetron sputtering—Milestones of 30 years. Vacuum 2010, 84, 1354–1359. [Google Scholar] [CrossRef]
- Leal, G.; Campos, T.M.B.; da Silva Sobrinho, A.S.; Pessoa, R.S.; Maciel, H.S.; Massi, M. Characterization of SiC thin films deposited by HiPIMS. Mater. Res. 2014, 17, 472–476. [Google Scholar] [CrossRef] [Green Version]
- Velicu, I.-L.; Tiron, V.; Rusu, B.G.; Popa, G. Copper thin films deposited under different power delivery modes and magnetron configurations: A comparative study. Surf. Coat. Technol. 2017, 327, 192–199. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.-L.; Cristea, D.; Lupu, N.; Stoian, G.; Munteanu, D. Influence of ion-to-neutral flux ratio on the mechanical and tribological properties of TiN coatings deposited by HiPIMS. Surf. Coat. Technol. 2018, 352, 690–698. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.-L.; Pana, I.; Cristea, D.; Rusu, B.G.; Dinca, P.; Porosnicu, C.; Grigore, E.; Munteanu, D.; Tascu, S. HiPIMS deposition of silicon nitride for solar cell application. Surf. Coat. Technol. 2018, 344, 197–203. [Google Scholar] [CrossRef]
- Čapek, J.; Hála, M.; Zabeida, O.; Klemberg-Sapieha, J.E.; Martinu, L. Deposition rate enhancement in HiPIMS without compromising the ionized fraction of the deposition flux. J. Phys. D Appl. Phys. 2013, 46, 205205. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.-L.; Porosnicu, C.; Burducea, I.; Dinca, P.; Malinský, P. Tungsten Nitride Coatings Obtained by HiPIMS as Plasma Facing Materials for Fusion Applications. Appl. Surf. Sci. 2017, 416, 878–884. [Google Scholar] [CrossRef]
- Dinca, P.; Tiron, V.; Mihaila, I.; Velicu, I.-L.; Porosnicu, C.; Butoi, B.; Velea, A.; Grigore, E.; Costin, C.; Lungu, C.P. Negative ion-induced deuterium retention in mixed W-Al layers co-deposited in dual-HiPIMS. Surf. Coat. Technol. 2019, 363, 273–281. [Google Scholar] [CrossRef]
- Dinca, P.; Porosnicu, C.; Butoi, B.; Jepu, I.; Tiron, V.; Pompilian, O.G.; Burducea, I.; Lungu, C.P.; Velicu, I.-L. Beryllium-Tungsten Study on Mixed Layers obtained by m-HiPIMS/DCMS Techniques in a Deuterium and Nitrogen Reactive Gas Mixture. Surf. Coat. Technol. 2017, 321, 397–402. [Google Scholar] [CrossRef]
- Galvão, N.; Guerino, M.; Campos, T.; Grigorov, K.; Fraga, M.; Rodrigues, B.; Pessoa, R.; Camus, J.; Djouadi, M.; Maciel, H. The Influence of AlN Intermediate Layer on the Structural and Chemical Properties of SiC Thin Films Produced by High-Power Impulse Magnetron Sputtering. Micromachines 2019, 10, 202. [Google Scholar] [CrossRef] [Green Version]
- Lattemann, M.; Nold, E.; Ulrich, S.; Leiste, H.; Holleck, H. Investigation and characterisation of silicon nitride and silicon carbide thin films. Surf. Coat. Technol. 2003, 174–175, 365–369. [Google Scholar] [CrossRef]
- Tiron, V.; Velicu, I.-L.; Matei, T.; Cristea, D.; Cunha, L.; Stoian, G. Ultra-Short Pulse HiPIMS: A Strategy to Suppress Arcing during Reactive Deposition of SiO2 Thin Films with Enhanced Mechanical and Optical Properties. Coatings 2020, 10, 633. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Thornton, J.A. The microstructure of sputter-deposited coatings. J. Vac. Sci. Technol. A 1986, 4, 3059–3065. [Google Scholar] [CrossRef]
- Hiroshi, H. Raman scattering characterization on SiC. Microelectron. Eng. 2006, 83, 126–129. [Google Scholar] [CrossRef]
- Nakashima, S.; Harima, H. Raman Investigation of SiC Polytypes. Phys. State Solids 1997, 162, 39–64. [Google Scholar] [CrossRef]
- Cheng, Y.; Huang, X.; Du, Z.; Xiao, J. Effect of sputtering power on the structure and optical band gap of SiC thin films. Opt. Mater. 2017, 73, 723–728. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Kleinsorge, B.; Adamopoulos, G.; Robertson, J.; Milne, W.I.; Stolojan, V.; Brown, L.M.; LiBassi, A.; Tanner, B.K. Determination of bonding in amorphous carbons by electron energy loss spectroscopy, Raman scattering and X-ray reflectivity. J. Non-Cryst. Solids 2000, 266–269, 765–768. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B 2000, 61, 14095–14107. [Google Scholar] [CrossRef] [Green Version]
- Hillel, R.; Maline, M.; Gourbilleau, F.; Nouet, G.; Carles, R.; Mlayah, A. Microstructure of chemically vapour codeposited SiC-TiC-C nanocomposites. Mater. Sci. Eng. A 1993, 168, 183–187. [Google Scholar] [CrossRef]
- Craciun, V.; Craciun, D.; Socol, G.; Behdad, S.; Boesl, B.; Himcinschi, C.; Makino, H.; Socol, M.; Simeone, D. Investigations of Ar ion irradiation effects on nanocrystalline SiC thin films. Appl. Surf. Sci. 2016, 374, 339–345. [Google Scholar] [CrossRef]
- Keffous, A.; Gabouze, N.; Cheriet, A.; Belkacem, Y.; Boukezzata, A. Investigation of porous silicon carbide as a new material for environmental and optoelectronic applications. Appl. Surf. Sci. 2010, 256, 5629–5639. [Google Scholar] [CrossRef]
- Kulikovsky, V.; Vorlíček, V.; Boháč, P.; Stranyánek, M.; Čtvrtlík, R.; Kurdyumov, A.; Jastrabik, L. Hardness and elastic modulus of amorphous and nanocrystalline SiC and Si films. Surf. Coat. Technol. 2008, 202, 1738–1745. [Google Scholar] [CrossRef]
- El Khakani, M.A.; Chaker, M.; Jean, A.; Boily, S.; Kieffer, J.C. Hardness and Young’s modulus of amorphous a-SiC thin films. J. Mater. Res. 1994, 9, 96–103. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Affonso, L.O. Machinery Failure Analysis Handbook—Sustain Your Operations and Maximize Uptime; Gulf Publishing Company: Houston, TX, USA, 2006. [Google Scholar]
- Tsui, T.Y.; Pharr, G.M.; Oliver, W.C.; Bhatia, C.S.; White, R.L.; Anders, S.; Anders, A.; Brown, I.G. Nanoindentation and nanoscratching of hard carbon coatings for magnetic discs. MRS Proc. 1995, 383, 383–447. [Google Scholar] [CrossRef] [Green Version]
- Joslin, D.L.; Oliver, W.C. A new method for analyzing data from continuous depth-sensing microindentation tests. J. Mater. Res. 1990, 5, 123–126. [Google Scholar] [CrossRef]
- Galvão, N.; Vasconcelos, G.; Pessoa, R.; Machado, J.; Guerino, M.; Fraga, M.; Rodrigues, B.; Camus, J.; Djouadi, A.; Maciel, H. A Novel Method of Synthesizing Graphene for Electronic Device Applications. Materials 2018, 11, 1120. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | p (Pa) | S (nm/min) | RRMSa (nm) | Si b (at.%) | C b (at.%) | Si/C |
|---|---|---|---|---|---|---|
| SiC_1 | 0.50 | 5.6 | 3.4 | 49 ± 1 | 51 ± 1 | 0.96 |
| SiC_2 | 0.65 | 4.6 | 4.4 | 49 ± 1 | 51 ± 1 | 0.96 |
| SiC_3 | 0.80 | 3.4 | 5.0 | 49 ± 1 | 51 ± 1 | 0.96 |
| SiC_4 | 1.00 | 3.0 | 5.8 | 49 ± 1 | 51 ± 1 | 0.96 |
| SiC_5 | 2.00 | 1.5 | 6.8 | 52 ± 2 | 48 ± 2 | 1.08 |
| Sample | p (Pa) | H (GPa) | E (GPa) | H/E | H3/E2 | LC2 (N) | LC3 (N) |
|---|---|---|---|---|---|---|---|
| SiC_1 | 0.50 | 20.7 ± 1.4 | 240 ± 11 | 0.086 ± 0.010 | 0.154 ± 0.045 | 2.13 ± 0.31 | 3.85 ± 0.27 |
| SiC_2 | 0.65 | 16.5 ± 0.8 | 200 ± 17 | 0.082 ± 0.011 | 0.112 ± 0.035 | 1.44 ± 0.04 | 1.85 ± 0.11 |
| SiC_3 | 0.80 | 15.7 ± 0.3 | 229 ± 27 | 0.069 ± 0.009 | 0.075 ± 0.022 | 1.07 ± 0.20 | 1.41 ± 0.23 |
| SiC_4 | 1.00 | 10.4 ± 0.7 | 156 ± 24 | 0.066 ± 0.015 | 0.046 ± 0.023 | 0.46 ± 0.05 | 1.19 ± 0.16 |
| SiC_5 | 2.00 | 8.2 ± 0.8 | 106 ± 11 | 0.077 ± 0.016 | 0.049 ± 0.025 | 0.75 ± 0.06 | 1.55 ± 0.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiron, V.; Ursu, E.-L.; Cristea, D.; Bulai, G.; Stoian, G.; Matei, T.; Velicu, I.-L. Room Temperature Deposition of Nanocrystalline SiC Thin Films by DCMS/HiPIMS Co-Sputtering Technique. Nanomaterials 2022, 12, 512. https://doi.org/10.3390/nano12030512
Tiron V, Ursu E-L, Cristea D, Bulai G, Stoian G, Matei T, Velicu I-L. Room Temperature Deposition of Nanocrystalline SiC Thin Films by DCMS/HiPIMS Co-Sputtering Technique. Nanomaterials. 2022; 12(3):512. https://doi.org/10.3390/nano12030512
Chicago/Turabian StyleTiron, Vasile, Elena-Laura Ursu, Daniel Cristea, Georgiana Bulai, George Stoian, Teodora Matei, and Ioana-Laura Velicu. 2022. "Room Temperature Deposition of Nanocrystalline SiC Thin Films by DCMS/HiPIMS Co-Sputtering Technique" Nanomaterials 12, no. 3: 512. https://doi.org/10.3390/nano12030512