
Techniques and Instruments for Assessing and Reducing Risk of Exposure to Nanomaterials in Construction, Focusing on Fire-Resistant Insulation Panels Containing Nanoclay

Abstract
:1. Introduction
- Acute toxicity—A study in Sprague-Dawley rats found that nanosilicate platelets (TNS) from natural montmorillonite clay have low toxicity (LD50 > 5700 mg/kg body weight) [32].
- Irritability and sensitization—Lack of information in the literature.
- Repeated Dose Toxicity—We did not find any studies on repeated dose inhalation. In [33], the toxicity of sepiolite nanoclay was studied in male rats through intratracheal instillation. The results showed that the substance could cause temporary neutrophilic reactions 24 h after exposure, as well as the occasional formation of multinucleate giant cells at 1 week, 5 weeks, and 3 months after exposure. Furthermore, there was inflammation in the centroacinar areas 24 h after exposure, but the severity of the effects lessened as time passed.
- Genotoxicity—There was no mutation observed in the Ames assay or ROS production in an acellular test system after exposure to unmodified nanoclay (Cloisite Na + R) and organically modified nanoclay (CloisiteR 30B) [34]. Nonetheless, both unfiltered and filtered CloisiteR 30B particles (with larger nanometer particles eliminated) caused DNA strand breaks in Caco-2 (human colon cancer) cells in a dose-dependent manner 24 h post-exposure. The study’s finding was that the organo-modifier, not the particles, was responsible for the observed DNA damage. In [35], it was mentioned that incorporating 2.5% or 5% fetal calf serum (FCS) in an unaltered nanoclay (Cloisite Na + R) dispersion medium can impact toxicity study outcomes. It was observed that the medium with 2.5% FCS or without FCS notably hindered cell growth in human U937 monocyte cells, whereas the medium containing 5% FCS had minimal impact on cell growth. The genotoxicity of PNS from natural montmorillonite clay was examined in vitro and in vivo, revealing no DNA damage in CHO cells and no significant micronucleus induction in ICR mice or mutations in the gene mutation assay [32].
- Carcinogenic effects—No data found in the literature.
- Reproductive toxicity—No data found in the literature.
- Cytotoxicity—Nanoclay has been employed in making bio-nanocomposites with chitin-based polyurethane (PU) by utilizing chitin, Delite HPS bentonite nanoclay with montmorillonite, 4,4′-diphenylmethane diisocyanate, and polycaprolactone polyol CAPA 231. The impact of nanoclay content relating to mechanical properties and in vitro biocompatibility was studied. L-929 testing showed that the optimal PU bio-nanocomposite included 2% Delite HPS nanoclay with bentonite. Higher nanoclay concentrations led to elevated cytotoxicity in fibroblasts [36]. Researchers examined how unaltered nanoclay (Cloisite Na + R) and modified nanoclay (Cloisite 93AR) affected human HepG2 hepatoma cells in vitro and found both types to be extremely toxic, with Cloisite Na + R specifically triggering reactive oxygen species (ROS) production [37].
2. Materials and Methodology
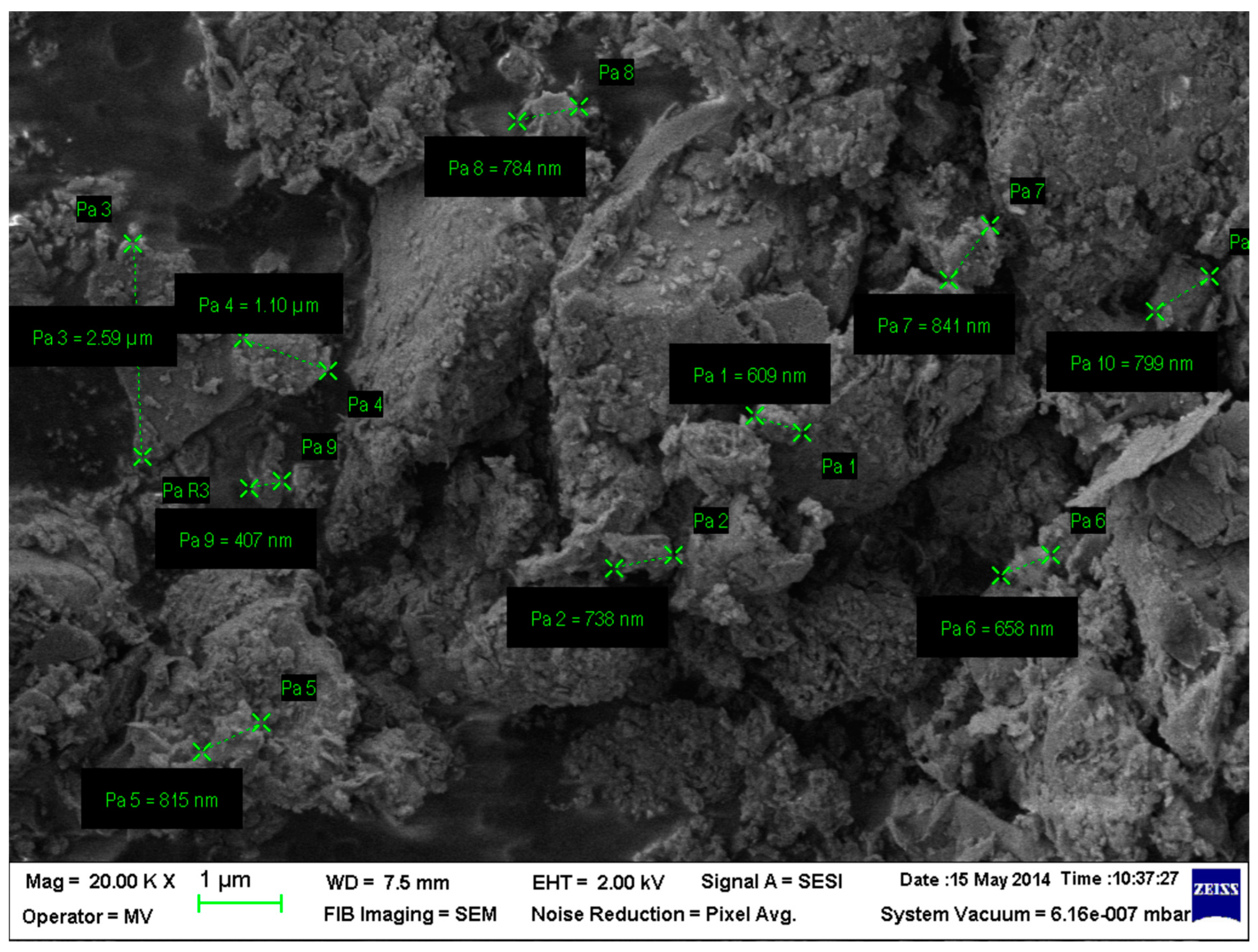
2.1. Nanoclay as Nanomaterial Ingredient
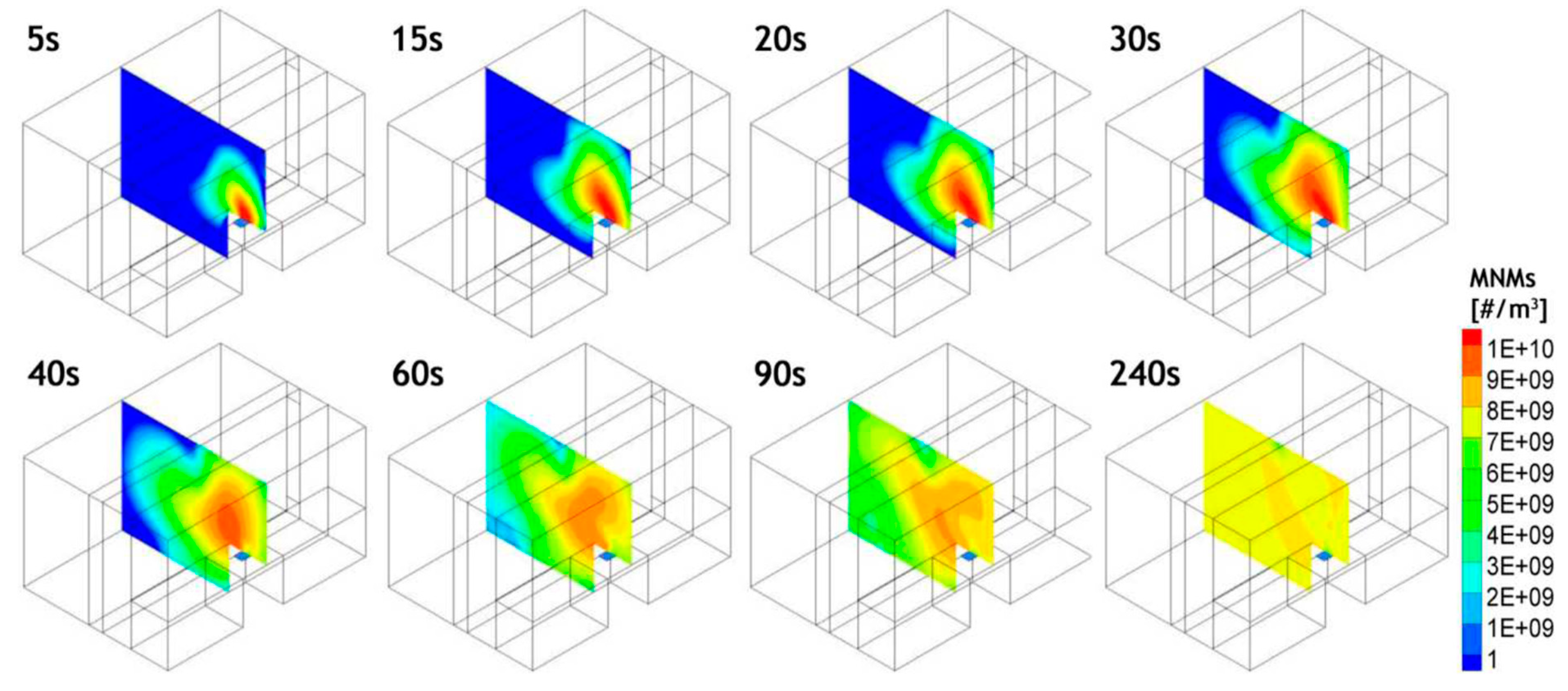
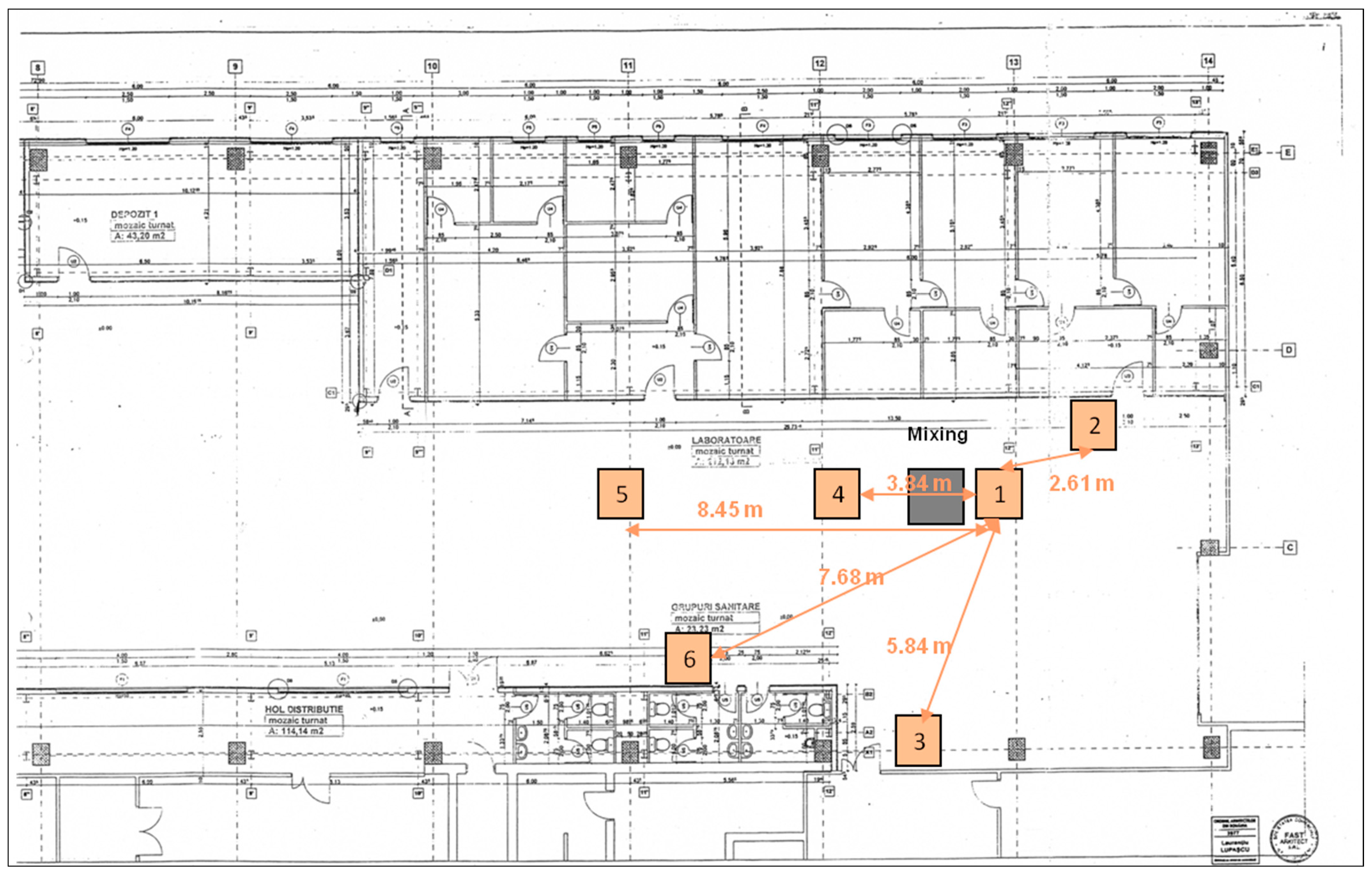
2.2. Theoretical Simulation of the Nano Exposure at Working Place
2.3. Manufacture of Fire-Resistant Panels in Real Conditions
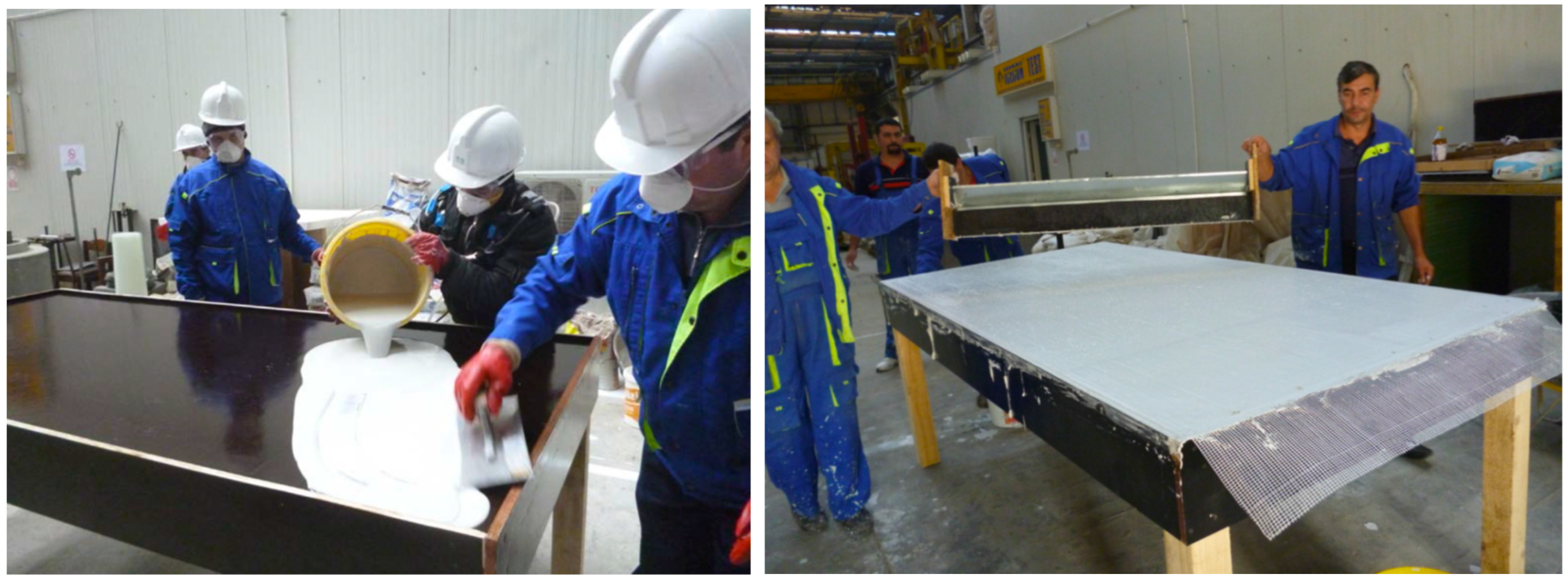
- Storage and mass dimensioning of raw materials: gypsum (IM 99, Adeplast SRL, Corlatesti, Romania), activated bentonite nanoclay (Bentoflux SA, Satu Mare, Romania), water, fiberglass mesh (Etex Building Performance SA, Bucharest, Romania); Preparation of compositions (gypsum + activated bentonite nanoclay + water). The composition preparation requires dosage of raw materials and mixing/homogenization of raw materials, Figure 5;
- Manufacture of fire-resistant panels (real dimension: 2300 × 1000 × 15 mm). Manufacture of panels requires lubrication of framework, casting of panels (applying the 1st layer of composition and leveling, applying the reinforcement layer of fiberglass mesh, applying the 2nd layer of composition and finishing), drying/hardening of panels, and de-molding of panels, as in Figure 6.
- Casting and finishing of panel; Storage of panels and aging—Racks/storage room, Figure 7.
2.4. Experimental Measurements for Assessment of Inhalation Exposure to Nanopowders
3. Results and Discussion
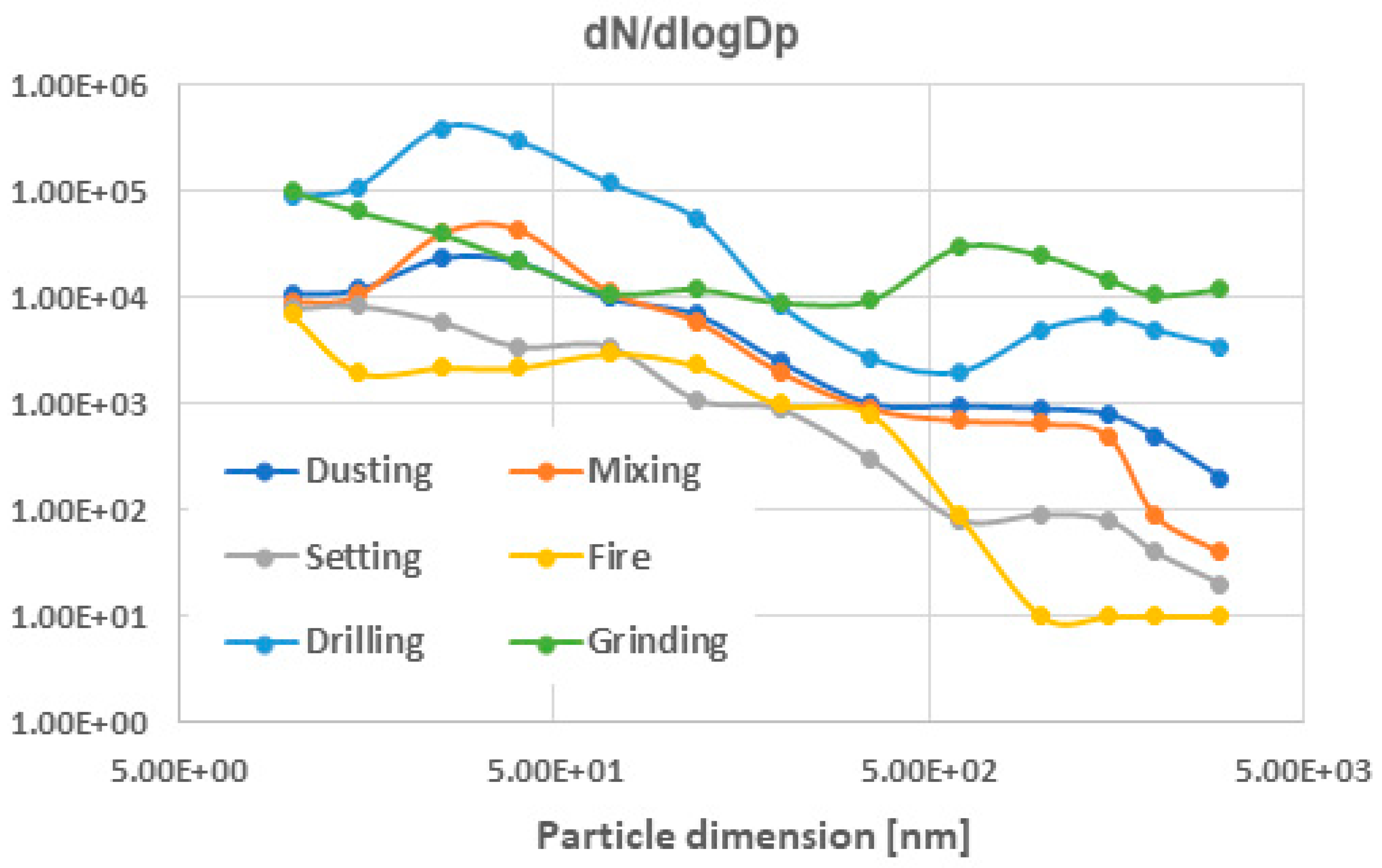
3.1. Inhalation Exposure Analysis
3.2. Dermal Exposure Analysis
3.3. Limitation of the Study and Perspectives
3.4. Safeguard Scenarios for Improving the Workers’ Safety
- Nano 0: (1) No engineering control systems against nano hazards; (2) No respiratory equipment against nano hazards; (3) No dermal protection equipment against nano hazards.
- Nano 3: (1) General mechanical ventilation system with F7 + H14 air filters OR natural ventilation by windows, doors, holes in walls; (2) FFP3 filtering half mask if powder state; (3) Safety glasses, lab. coat, one pair of nitrile gloves.
- Nano 4: (1) General mechanical ventilation system with F7 + H14 air filters OR natural ventilation by windows, doors, holes in walls; (2) No mask; if closed environment (reactor) -FFP3 filtering half mask, if open environment; Best fitted mask with powered filtering device incorporating a TH2 hood/full face mask with particle filter P3, if no collective protection, AND open environment; (3) Safety glasses, lab. coat, one pair of nitrile gloves.
- Safety glasses, chemical protecting clothing cat. 3, one pair of nitrile gloves, if accidental fire.
- Nano 5: (1) General mechanical ventilation system with F7 + H14 air filters AND fume cupboard; (2) FFP3 filtering half mask if no collective protection; (3) Safety glasses, lab coat, two pairs of nitrile gloves. Addition of safety sleeves if there is no collective protection.
- Nano 6: (1) General mechanical ventilation system with F7 + H14 air filters OR natural ventilation by windows, doors, holes in walls; (2) FFP3 filtering half mask in all cases; (3) Safety glasses, lab. coat, one pair of bi-colour rubber gloves.
- Nano 7: (1) General mechanical ventilation system with F7 + H14 air filters AND local exhaust system OR natural ventilation by windows, doors, holes in walls; (2) FFP3 filtering half mask if collective protection. Best fitted mask with powered filtering device incorporating a TH2 hood/full face mask with particle filter P3 (as in [48]) if no collective protection exists; (3) Safety glasses, lab. coat, two pairs of adapted nitrile gloves. Addition of a chemical protective clothing cat. 3, if no collective protection.
- Nano 8: (1) General mechanical ventilation system with F7 + H14 air filters AND fume cupboard; (2) FFP3 filtering half mask if collective protection. Best fitted mask with a powered filtering device incorporating a TH2 hood/full face mask with particle filter P3 if no collective protection; (3) Safety glasses, lab-coat, two pairs of adapted nitrile gloves.
- Nano 9: (1) General mechanical ventilation system with F7 + H14 air filters AND local exhaust ventilation; (2) FFP3 filtering half mask if collective protection. Best fitted mask with powered filtering device incorporating a TH2 hood/full face mask with particle filter P3 if no collective protection; (3) Safety glasses, two pairs of adapted nitrile gloves and chemical protective clothing cat. 3 in all cases.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- 2011/696/EU-Commission Recommendation on the Definition of Nanomaterial. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32022H0614(01) (accessed on 11 July 2024).
- Nano-Products in the European Construction Industry. Available online: https://www.etui.org/sites/default/files/ez_import/Nano%E2%80%90products%20in%20the%20European%20Construction%20Industry.pdf (accessed on 3 September 2024).
- Silvestre, J.; Silvestre, N.; de Brito, J. Review on concrete nanotechnology. Eur. J. Environ. Civ. Eng. 2015, 20, 455–485. [Google Scholar] [CrossRef]
- Nanotechnology in Construction Industry; Guide to 2024. Available online: https://neuroject.com/nanotechnology-in-construction/ (accessed on 11 July 2024).
- Thammadi, S.; Pisini, K. Nanotechnology and building construction: Towards effective stakeholder engagement. IOP Conf. Ser. Earth Environ. Sci. 2022, 1084, 012074. [Google Scholar] [CrossRef]
- Obaid, J. The Role of Nanotechnology Applications in Construction as a Tool to Reduce Materials. GSJ 2021, 9. Online: ISSN 2320-9186. Available online: https://www.globalscientificjournal.com/researchpaper/The_Role_Of_Nanotechnology_Applications_In_Construction_As_A_Tool_To_Reduce_Materials.pdf (accessed on 11 July 2024).
- The Future of Nano Technology Coatings in Architecture and Building Construction. Available online: https://www.linkedin.com/pulse/future-nano-technology-coatings-architecture-building-construction- (accessed on 3 September 2024).
- Shilar, F. Advancement of nano-based construction materials—A review. Constr. Build. Mater. 2022, 359, 129535. [Google Scholar] [CrossRef]
- Nanomaterials and Their Use as Construction Materials. Available online: https://www.azobuild.com/article.aspx?ArticleID=8287 (accessed on 11 July 2024).
- Available online: https://link.springer.com/book/10.1007/978-3-642-00980-8 (accessed on 3 September 2024).
- Pacheco-Torgal, F.; Jalali, S. Nanotechnology: Advantages and drawbacks in the field of construction and building materials. Constr. Build. Mater. 2011, 25, 582–590. [Google Scholar] [CrossRef]
- Applications of Nanomaterials in the Construction Industry. Available online: https://nanografi.com/blog/applications-of-nanomaterials-in-the-construction-industry/ (accessed on 3 September 2024).
- Impact of Nanotechnology on Construction Materials. Available online: https://www.azonano.com/article.aspx?ArticleID=5548 (accessed on 3 September 2024).
- Mohajerani, A.; Burnett, L.; Smith, J.V.; Kurmus, H.; Milas, J.; Arulrajah, A.; Horpibulsuk, S.; Abdul Kadir, A. Nanoparticles in Construction Materials and Other Applications, and Implications of Nanoparticle Use. Materials 2019, 12, 3052. [Google Scholar] [CrossRef] [PubMed]
- Jones, W. Nanomaterials in construction—What is being used, and where? Constr. Mater. 2016, 172, 49–62. [Google Scholar] [CrossRef]
- Bantie, Z.; Tezera, A.; Abera, D.; Nega, T. Nanoclays as Fillers for Performance Enhancement in Building and Construction Industries: State of the Art and Future Trends; IntechOpen: London, UK, 2024; Available online: https://www.intechopen.com/online-first/1182689 (accessed on 3 September 2024). [CrossRef]
- Mansi, A.; Sor, N.H.; Hilal, N.; Qaidi, S.M. The Impact of Nano Clay on Normal and High-Performance Concrete Characteristics: A Review. IOP Conf. Ser. Earth Environ. Sci. 2022, 961, 012085. [Google Scholar] [CrossRef]
- Irshidat, M.R.; Al-Saleh, M.H. Thermal performance and fire resistance of nanoclay modified cementitious materials. Constr. Build. Mater. 2018, 159, 213–219. [Google Scholar] [CrossRef]
- Laím, L.; Caetano, H.; Santiago, A. Effects of nanoparticles in cementitious construction materials at ambient and high temperatures. J. Build. Eng. 2020, 35, 102008. [Google Scholar] [CrossRef]
- Ferreira, M.T.; Soldado, E.; Borsoi, G.; Mendes, M.P.; Flores-Colen, I. Nanomaterials Applied in the Construction Sector: Environmental, Human Health, and Economic Indicators. Appl. Sci. 2023, 13, 12896. [Google Scholar] [CrossRef]
- Díaz-Soler, B.M.; Martínez-Aires, M.D.; López-Alonso, M. Potential risks posed by the use of nano-enabled construction products: A perspective from coordinators for safety and health matters. J. Clean. Prod. 2019, 220, 33–44. [Google Scholar] [CrossRef]
- Mohammadi, P.; Galera, A. Occupational exposure to nanomaterials: A bibliometric study of publications over the last decade. Int. J. Hyg. Environ. Health 2023, 249, 114132. [Google Scholar] [CrossRef] [PubMed]
- Kamali, S.; Sanajou, S.; Tazehzadeh, M.N. Nanomaterials in construction and their potential impacts on human health and the environment. Environ. Eng. Manag. J. Novemb. 2019, 18, 2305–2318. [Google Scholar] [CrossRef]
- van Broekhuizen, P.; van Broekhuizen, F.; Cornelissen, R.; Reijnders, L. Use of nanomaterials in the European construction industry and some occupational health aspects thereof. J. Nanopart. Res. 2011, 13, 447–462. [Google Scholar] [CrossRef]
- Green, C.J.; Ndegwa, S.; Nanotechnology: A Review of Exposure, Health Risks and Recent Regulatory Developments. Vancouver: National Collaborating Centre for Environmental Health 2011. Available online: https://ncceh.ca/sites/default/files/Nanotechnology_Review_Aug_2011.pdf (accessed on 3 September 2024).
- Brouwer, D.; Berges, M.; Virji, M.A.; Fransman, W.; Bello, D.; Hodson, L.; Gabriel, S.; Tielemans, E. Harmonization of Measurement Strategies for Exposure to Manufactured Nano-Objects; Report of a Workshop. Ann. Occup. Hyg. 2012, 56, 1–9. [Google Scholar]
- Solutions for Nanoparticles Characterization. Available online: https://www.wyatt.com/solutions/applications/nanoparticle-characterization-by-multi-angle-and-dynamic-light-scattering.html?gad_source=1&gclid=Cj0KCQjw-uK0BhC0ARIsANQtgGNjxy2Zrx6Y0wA7yy6TUYuZRQrTbmSfMjkMvtSW9v7cpiXM4KBh3FQaAgRVEALw_wcB (accessed on 3 September 2024).
- Ferrante, R. Measurement techniques of exposure to nanomaterials in workplaces. In Nanotechnology in Eco-Efficient Construction, 2nd ed.; Materials, Processes and Applications; Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Sawston, UK, 2019; pp. 785–813. [Google Scholar]
- Boccuni, F.; Gagliardi, D.; Ferrante, R.; Rondinone, B.M.; Iavicoli, S. Measurement techniques of exposure to nanomaterials in the workplace for low- and medium-income countries: A systematic review. Int. J. Hyg. Environ. Health 2017, 220, 1089–1097. [Google Scholar] [CrossRef]
- Working Safely with Nanomaterials. Available online: https://www.osha.gov/sites/default/files/publications/OSHA_FS-3634.pdf (accessed on 3 September 2024).
- Burt, J.; Burt, S.A.; Paladugu, N.; Aquino, G.J. Kaolin Pneumoconiosis. Am. J. Med. 2020, 134, e203–e204. [Google Scholar] [CrossRef]
- Meneses, J.; González-Durruthy, M.; Fernandez-de-Gortari, E.; Toropova, A.P.; Toropov, A.A.; Alfaro-Moreno, E. A Nano-QSTR model to predict nano-cytotoxicity: An approach using human lung cells data. Part. Fibre Toxicol. 2023, 20, 21. [Google Scholar] [CrossRef]
- Li, P.R.; Wei, J.C.; Chiu, Y.F.; Su, H.L.; Peng, F.C.; Lin, J.J. Evaluation on cytotoxicity and genotoxicity of the exfoliated silicate nanoclay. ACS Appl. Mater. Interfaces 2010, 2, 1608–1613. [Google Scholar] [CrossRef]
- Warheit, D.B.; Sayes, C.M.; Frame, S.R.; Reed, K.L. Pulmonary exposures to Sepiolite nanoclay particulates in rats: Resolution following multinucleate giant cell formation. Toxicol. Lett. 2010, 192, 286–293. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.K.; Schmidt, B.; Frandsen, H.; Jacobsen, N.R.; Larsen, E.H.; Binderup, M.L. Genotoxicity of unmodified and organo-modified montmorillonite. Mutat. Res. 2010, 700, 18–25. [Google Scholar] [CrossRef] [PubMed]
- Lordan, S.; Higginbotham, C.L. Effect of serum concentration on the cytotoxicity of clay particles. Cell Biol. Int. 2012, 36, 57–61. [Google Scholar] [CrossRef] [PubMed]
- Zia, K.M.; Zuber, M.; Barikani, M.; Hussain, R.; Jamil, T.; Anjum, S. Cytotoxicity and mechanical behavior of chitinbentonite clay based polyurethane bio-nanocomposites. Int. J. Biol. Macromol. 2011, 49, 1131–1136. [Google Scholar] [CrossRef]
- Connolly, M.; Zhang, Y.; Mahri, S.; Brown, D.M.; Ortuño, N.; Jordá-Beneyto, M.; Maciaszek, K.; Stone, V.; Fernandes, T.F.; Johnston, H.J. The influence of organic modification on the cytotoxicity of clay particles to keratinocytes, hepatocytes and macrophages; an investigation towards the safe use of polymer-clay nanocomposite packaging. Food Chem. Toxicol. 2019, 126, 178–191. [Google Scholar] [CrossRef]
- Ansys CFX Software. Available online: https://www.ansys.com/products/fluids/ansys-cfx (accessed on 3 September 2024).
- Pilou, M.; Tsangaris, S.; Neofytou, P.; Housiadas, C.; Drossinos, Y. Inertial Particle Deposition in a 90° Laminar Flow Bend: An Eulerian Fluid Particle Approach. Aerosol. Sci. Techol. 2011, 45, 1376–1387. [Google Scholar] [CrossRef]
- ISO/TR 27628:2007; Workplace Atmospheres—Ultrafine, Nanoparticle and Nanostructured aerosols—Inhalation Exposure Characterization and Assessment. ISO: Geneva, Switzerland, 2007. Available online: https://www.iso.org/standard/44243.html (accessed on 3 September 2024).
- NIOSH Manual of Analytical Methods, Particulates Not Otherwise Regulated, Respirable. Available online: https://www.cdc.gov/niosh/docs/2003-154/pdfs/0500.pdf (accessed on 3 September 2024).
- ISO/TC 229; Nanotechnologies. ISO: Geneva, Switzerland, 2024. Available online: https://www.iso.org/committee/381983.html (accessed on 3 September 2024).
- nanoGEM–Nanostructured Materials–Health, Exposure and Material Properties. Available online: https://nanopartikel.info/en/research/projects/nanogem/ (accessed on 3 September 2024).
- ISO 5660-1:2015; Reaction-to-Fire Tests—Heat Release, Smoke Production and Mass Loss Rate. ISO: Geneva, Switzerland, 2015. Available online: https://www.iso.org/standard/57957.html (accessed on 3 September 2024).
- Application Note: Aerosol Statistics Lognormal Distributions and dN/dlogDp. Available online: https://tsi.com/getmedia/1621329b-f410-4dce-992b-e21e1584481a/PR-001-RevA_Aerosol-Statistics-AppNote?ext=.pdf (accessed on 3 September 2024).
- BS EN 12599:2012; Ventilation for Buildings. Test Procedures and Measurement Methods to Hand over Air Conditioning and Ventilation Systems. European Standards, 2012. Available online: https://www.en-standard.eu/bs-en-12599-2012-ventilation-for-buildings-test-procedures-and-measurement-methods-to-hand-over-air-conditioning-and-ventilation-systems/ (accessed on 3 September 2024).
- Filter Classes According to EN 779 and EN 1822. Available online: https://www.emw.de/en/filter-campus/filter-classes.html (accessed on 3 September 2024).
- Full Face Masks. Available online: https://www.vdp.com/EN/breathing-protection/masks/full-face-masks (accessed on 3 September 2024).
- Respiratory Protection for Nanoparticles. Available online: https://www.med.navy.mil/Portals/62/Documents/NMFA/NMCPHC/root/Industrial%20Hygiene/RESPIRATORY-PROTECTION-FOR-NANOPARTICLES.pdf?ver=9sV9N9RXMSq_MEIpQVEZTw%3D%3D (accessed on 3 September 2024).
- Maher, A.; Abdo, M.S.; Abdo, H.S. Nanotechnology-Enhanced Face Masks: Future Scopes and Perspectives. Adv. Mater. Sci. Eng. 2022, 2022, 1497910. Available online: https://onlinelibrary.wiley.com/doi/10.1155/2022/1497910 (accessed on 3 September 2024). [CrossRef]
- Wang, A.B.; Zhang, X.; Gao, L.J.; Zhang, T.; Xu, H.J.; Bi, Y.J. A Review of Filtration Performance of Protective Masks. Int. J. Environ. Res. Public Health 2023, 20, 2346. [Google Scholar] [CrossRef] [PubMed]
- Oberbek, P.; Kozikowski, P.; Czarnecka, K.; Sobiech, P.; Jakubiak, S.; Jankowski, T. Inhalation exposure to various nanoparticles in work environment—Contextual information and results of measurements. J. Nanoparticle Res. 2019, 21, 222. [Google Scholar] [CrossRef]
- Van Broekhuizen, P.; Van Veelen, W.I.M.; Streekstra, W.H.; Schulte, P.; Reijnders, L. Exposure Limits for Nanoparticles: Report of an International Workshop on Nano Reference Values. Ann. Occup. Hyg. 2012, 56, 515–524. [Google Scholar] [CrossRef]
- Visser, M.; Gosens, I.; Bard, D.; van Broekhuizen, P.; Janer, G.; Kuempel, E.; Riediker, M.; Vogel, U.; Dekkers, S. Towards health-based nano reference values (HNRVs) for occupational exposure: Recommendations from an expert panel. NanoImpact 2022, 26, 100396. [Google Scholar] [CrossRef] [PubMed]
- ISO/TR 14294:2011; Workplace Atmospheres—Measurement of Dermal Exposure—Principles and Methods. ISO: Geneva, Switzerland, 2011. Available online: https://www.iso.org/standard/54575.html (accessed on 3 September 2024).
- Lu, H.; Huang, F.; Guo, H. Differential Removal of Nanoparticles on the Surface of a Thin Film Substrate. ACS Omega 2021, 6, 16280–16287. [Google Scholar] [CrossRef] [PubMed]
- Nanotechnology and Your Gloves—Are You Safe? Available online: https://hourglass-intl.com/nanotechnology-and-your-gloves-are-you-safe/ (accessed on 3 September 2024).
- Wagner, A.; White, A.P.; Stueckle, T.A.; Banerjee, D.; Sierros, K.A.; Rojanasakul, Y.; Agarwal, S.; Gupta, R.K.; Dinu, C.Z. Early Assessment and Correlations of Nanoclay’s Toxicity to Their Physical and Chemical Properties. ACS Appl. Mater. Interfaces 2017, 9, 32323–32335. [Google Scholar] [CrossRef] [PubMed]
- Kuhlbusch, T.A.; Asbach, C.; Fissan, H.; Göhler, D.; Stintz, M. Nanoparticle exposure at nanotechnology workplaces: A review. Part. Fibre Toxicol. 2011, 8, 22. [Google Scholar] [CrossRef]
- Elberskirch, L.; Binder, K.; Riefler, N.; Sofranko, A.; Liebing, J.; Minella, C.B.; Mädler, L.; Razum, M.; van Thriel, C.; Unfried, K.; et al. Digital research data: From analysis of existing standards to a scientific foundation for a modular metadata schema in nanosafety. Part. Fibre Toxicol. 2022, 19, 1. [Google Scholar] [CrossRef]
- Osman, N.M.; Sexton, D.W.; Saleem, I.Y. Toxicological assessment of nanoparticle interactions with the pulmonary system. Nanotoxicology 2020, 14, 21–58. [Google Scholar] [CrossRef]
- Dijkhoff, I.M.; Drasler, B.; Karakocak, B.B.; Petri-Fink, A.; Valacchi, G.; Eeman, M.; Rothen-Rutishauser, B. Impact of airborne particulate matter on skin: A systematic review from epidemiology to in vitro studies. Part. Fibre Toxicol. 2020, 17, 35. [Google Scholar] [CrossRef]
- Stueckle, T.A.; Jensen, J.; Coyle, J.P.; Derk, R.; Wagner, A.; Dinu, C.Z.; Kornberg, T.G.; Friend, S.A.; Dozier, A.; Agarwal, S.; et al. In vitro inflammation and toxicity assessment of pre- and post-incinerated organomodified nanoclays to macrophages using high-throughput screening approach. Part. Fibre Toxicol. 2024, 21, 16. [Google Scholar] [CrossRef]
- NIOSH Risk Assessment of Engineered Nanomaterials. 2024. Available online: https://blogs.cdc.gov/niosh-science-blog/2024/06/03/nano_20_risk/ (accessed on 3 September 2024).
- EU-OSHA: Manufactured Nanomaterials in the Workplace: Risks and How to Manage Them. 2019. Available online: https://oshwiki.osha.europa.eu/en/themes/manufactured-nanomaterials-workplace-risks-and-how-manage-them (accessed on 3 September 2024).
- De Ipiña, J.L.; Vaquero, C.; Boutry, D.; Damlencourt, J.F.; Neofytou, P.; Pilou, M.; Jankowska, E.; Larraza, I.; Pina, R.; Fernández, S.; et al. Strategies, methods and tools for managing nanorisks in construction. J. Phys. Conf. Ser. 2015, 617, 012035. [Google Scholar] [CrossRef]
- Pepenar, I.; Ţabrea, A.; Pîntea, A.; Grăpina, R.; Ţugui, C. Use of scaffold toolkit for the evaluation of health, safety at work and environment protection for the manufacturing processes of panels. Bul. Institutului Politeh. Din Iaşi 2015, LXI, 3–4. [Google Scholar]
- OHSAS 18001:2007; Occupational Health and Safety Management Systems—Requirements. OHSAS Project Group, 2007. Available online: https://www.producao.ufrgs.br/arquivos/disciplinas/103_ohsas_18001_2007_ing.pdf (accessed on 3 September 2024).
- ISO 31000:2018; Risk Management—Guidelines. ISO: Geneva, Switzerland, 2018. Available online: https://www.iso.org/standard/65694.html (accessed on 3 September 2024).
- ISO/TR 12885:2018; Nanotechnologies—Health and Safety Practices in Occupational Settings [2]. ISO: Geneva, Switzerland, 2018. Available online: https://www.iso.org/standard/67446.html (accessed on 3 September 2024).
- Directive 98/24/EC—Risks Related to Chemical Agents at Work Related to Chemical Agents at Work. Available online: https://osha.europa.eu/en/legislation/directives/75 (accessed on 3 September 2024).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formula | Z | Concentration | Stature | Line 1 | Error. | LLD | Laser Analysis |
|---|---|---|---|---|---|---|---|
| SiO2 | 14 | 74.81% | XRF 1 | Si KA1-HR-Tr | 0.348% | 222.3 PPM | 13.8 μm |
| Al2O3 | 13 | 12.62% | XRF 1 | AlKA1-HR-Tr | 0.778% | 224.1 PPM | 11.1 μm |
| K2O | 19 | 3.21% | XRF 1 | K KA1-HR-Tr | 1.06% | 55.9 PPM | 34 μm |
| Na2O | 11 | 2.69% | XRF 1 | Na KA1-HR-Tr | 2.40% | 444.5 PPM | 4.7 μm |
| CaO | 20 | 2.51% | XRF 1 | Ca KA1-HR-Tr | 1.25% | 73.8 PPM | 42 μm |
| MgO | 12 | 2.29% | XRF 1 | Mg KA1-HR-Tr | 1.78% | 365.0 PPM | 7.4 μm |
| Fe2O3 | 26 | 1.58% | XRF 1 | Fe KA1-HR-Tr | 0.626% | 31.0 PPM | 181 μm |
| TiO2 | 22 | 0.25% | XRF 1 | Ti KA1-HR-Tr | 3.59% | 53.6 PPM | 68 μm |
| MnO | 25 | 0.04% | XRF 1 | Mn KA1-HR-Tr | 5.25% | 32.2 PPM | 143 μm |
| Measured Parameter | Equipment | Domain |
|---|---|---|
| Number Surface area | AeroTrak-Plus Portable Particle Counter A100 (TSI Incorporated, Shoreview, MN, USA) | 10–1000 nm |
| Mass Dimension | Dekati Low Pressure Impactor DLPI (Dekati Ltd., Kangasala, Finland) | 30 nm–10 μm |
| Scenario | Mean Value | St. Dev. | Max Value | Min Value |
|---|---|---|---|---|
| No activity | 5.96 × 106 | 8.91 × 105 | 6.95 × 106 | 4.74 × 106 |
| Dusting | 2.89 × 1010 | 1.56 × 1010 | 4.28 × 1010 | 1.16 × 1010 |
| Mixing | 9.89 × 1010 | 4.56 × 109 | 1.04 × 1011 | 9.49 × 1010 |
| Setting | 4.58 × 108 | 9.72 × 107 | 5.02 × 108 | 3.16 × 108 |
| Fire | 7.66 × 109 | 3.84 × 109 | 1.24 × 1010 | 4.79 × 109 |
| Drilling | 4.42 × 1011 | 1.54 × 1011 | 6.23 × 1011 | 3.15 × 1011 |
| Grinding | 9.62 × 1010 | 2.99 × 109 | 1.01 × 1011 | 9.55 × 1010 |
| Point | Mean Value without Ventilation | Mean Value with Ventilation |
|---|---|---|
| 1 | 2.24 × 109 | 1.34 × 108 |
| 2 | 2.11 × 109 | 1.21 × 108 |
| 3 | 2.02 × 109 | 1.11 × 108 |
| 4 | 2.08 × 109 | 1.18 × 108 |
| 5 | 1.77 × 109 | 1.01 × 108 |
| 6 | 1.92 × 109 | 1.02 × 108 |
| The Situation | Average Air Speed | Air Flow |
|---|---|---|
| m/s | m3/h | |
| Ventilation off and door open | 0.05 | 68.75 |
| Ventilation on and door open | 1.30 | 1787.50 |
| Ventilation on and door closed | 1.20 | 1650 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciobanu, R.C.; Aradoaei, M. Techniques and Instruments for Assessing and Reducing Risk of Exposure to Nanomaterials in Construction, Focusing on Fire-Resistant Insulation Panels Containing Nanoclay. Nanomaterials 2024, 14, 1470. https://doi.org/10.3390/nano14181470
Ciobanu RC, Aradoaei M. Techniques and Instruments for Assessing and Reducing Risk of Exposure to Nanomaterials in Construction, Focusing on Fire-Resistant Insulation Panels Containing Nanoclay. Nanomaterials. 2024; 14(18):1470. https://doi.org/10.3390/nano14181470
Chicago/Turabian StyleCiobanu, Romeo Cristian, and Mihaela Aradoaei. 2024. "Techniques and Instruments for Assessing and Reducing Risk of Exposure to Nanomaterials in Construction, Focusing on Fire-Resistant Insulation Panels Containing Nanoclay" Nanomaterials 14, no. 18: 1470. https://doi.org/10.3390/nano14181470
APA StyleCiobanu, R. C., & Aradoaei, M. (2024). Techniques and Instruments for Assessing and Reducing Risk of Exposure to Nanomaterials in Construction, Focusing on Fire-Resistant Insulation Panels Containing Nanoclay. Nanomaterials, 14(18), 1470. https://doi.org/10.3390/nano14181470