With the rapid development of modern technology, precision and miniaturization of the electronic devices have become the trends in electronic fabrication. Therefore, higher requirements of efficiency and precision have been raised for the manufacturing of organic electronic devices, including thin-film transistors, light-emitting diodes, photovoltaic devices and storage memories. These electronic components with similar structures are composed of various layers with distinct functions [
1]. In addition, the thickness and uniformity of these deposited layers affect the electrical properties and the performance of devices greatly. Thus, it is important to produce deposited layers with high uniformity. In the last decade, the processing methods have made great progress that allows fast deposition of materials on a large area at low cost and high throughput, forming a systematic organic large-area electronics (OLAE) technology [
2]. These methods mainly include soft lithography, inkjet printing, and spray coating. Among them, spray deposition has been studied by many scholars for it has a unique advantage of high-speed deposition over large areas at low cost.
The applications of the spray deposition technique include spray-deposited organic thin-film transistors, top electrodes, organic solar cells, etc. Ishikawa [
3] et al. fabricated a thin layer of an organic bulk heterojunction photovoltaic cell (OPC) by the evaporative spray deposition from ultradilute solution (ESDUS) technique. The flatness or thickness of the resulted films can be controlled by the spraying rate, chamber temperature, and substrate temperature. Vak [
4] et al. fabricated active layers of organic solar cells (OSCs) using conventional handheld airbrushes. Although the spray deposited film showed a relatively rougher surface than spin-coated ones, pinhole-free and constant thickness films could be obtained. Green [
5] et al. used airbrush spray deposition to fabricate the active layer in ambient conditions, and improve homogeneity of the layer. Bernardin [
6] et al. developed a universal method for spray-deposition of polymeric semiconductor blends, and adjustable experimental parameters are flow rate, solvent, material concentration, nozzle-substrate distance, and substrate temperature. Girotto [
7] et al. used internal mixing airbrush Badger 200 NH to spray coating Ag nanoparticle solution, the fabricated cells show performances comparable to those of reference devices with evaporated top-contacts. Azarova [
8] et al. used an Iwata Kustom THK9200 airbrush with a nozzle diameter of 0.50 mm, and the transistors show very good homogeneity. Chan [
9] et al. fabricated high-performance organic thin-film transistors, and the spray-deposited film was estimated to be 100 nm thick on average. Owen [
10] et al. demonstrated the performance of spray-deposited transistors is similar to spin-coated devices while utilizing a 20 times smaller amount of organic semiconductor than the wasteful spin-coating procedure. Rigas [
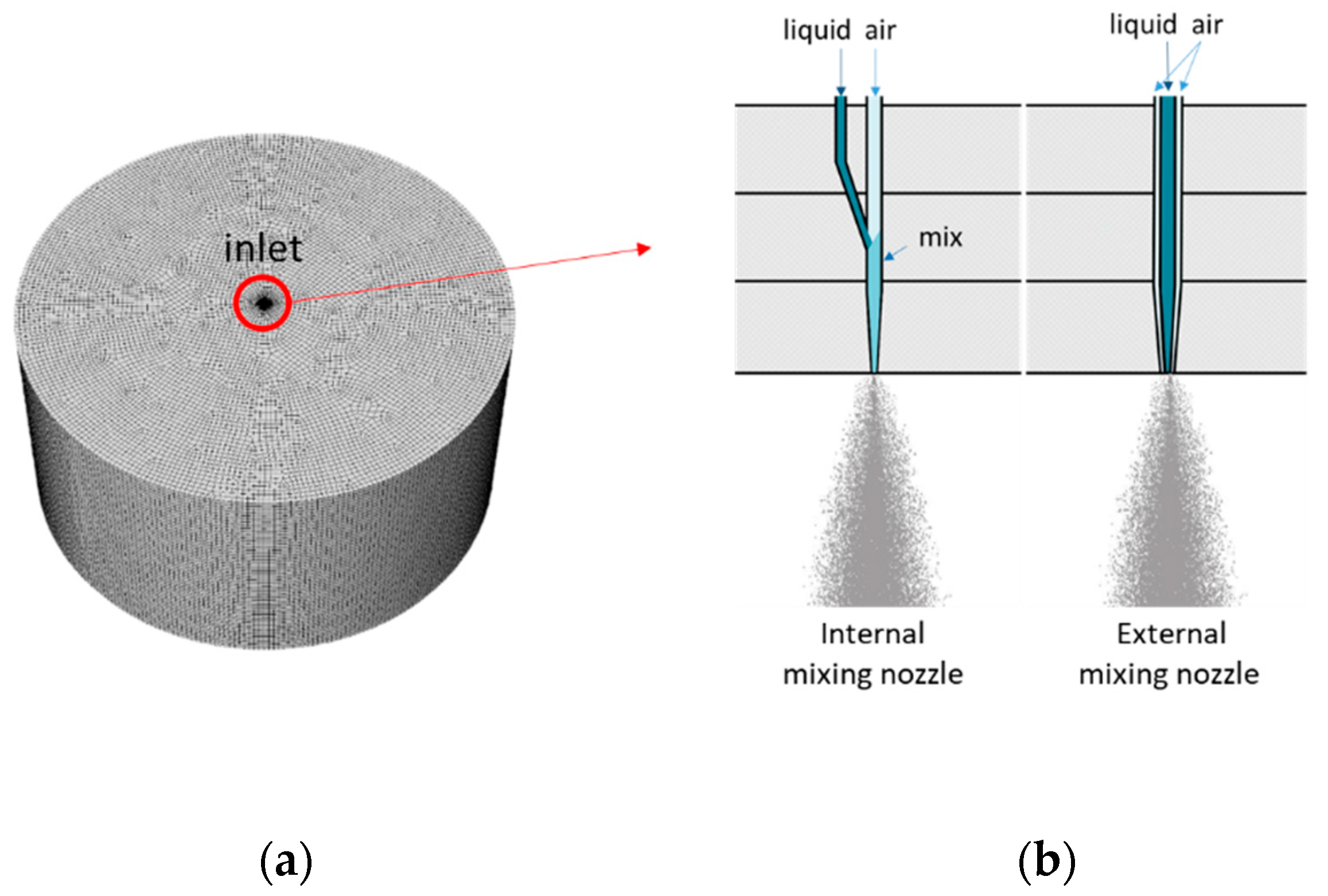
11] et al. performed a spray printing experiment of organic semiconducting single crystals by using two types of spray coater, which have an external air-paint mix system and internal mixture system, respectively. By altering the angle, distance, and type of airbrush from which the solution was ejected, they controlled the shape and the size of single crystals.
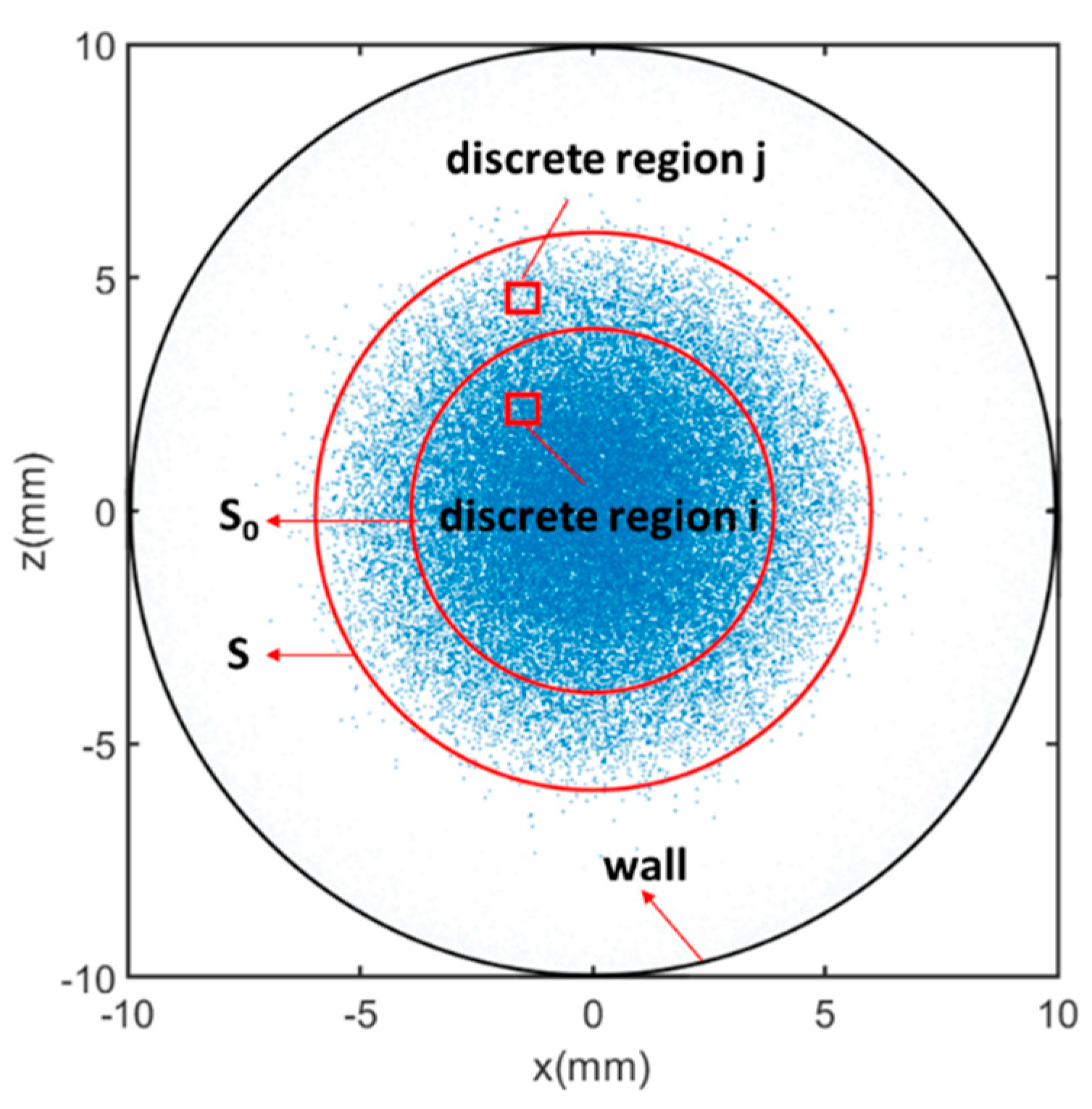
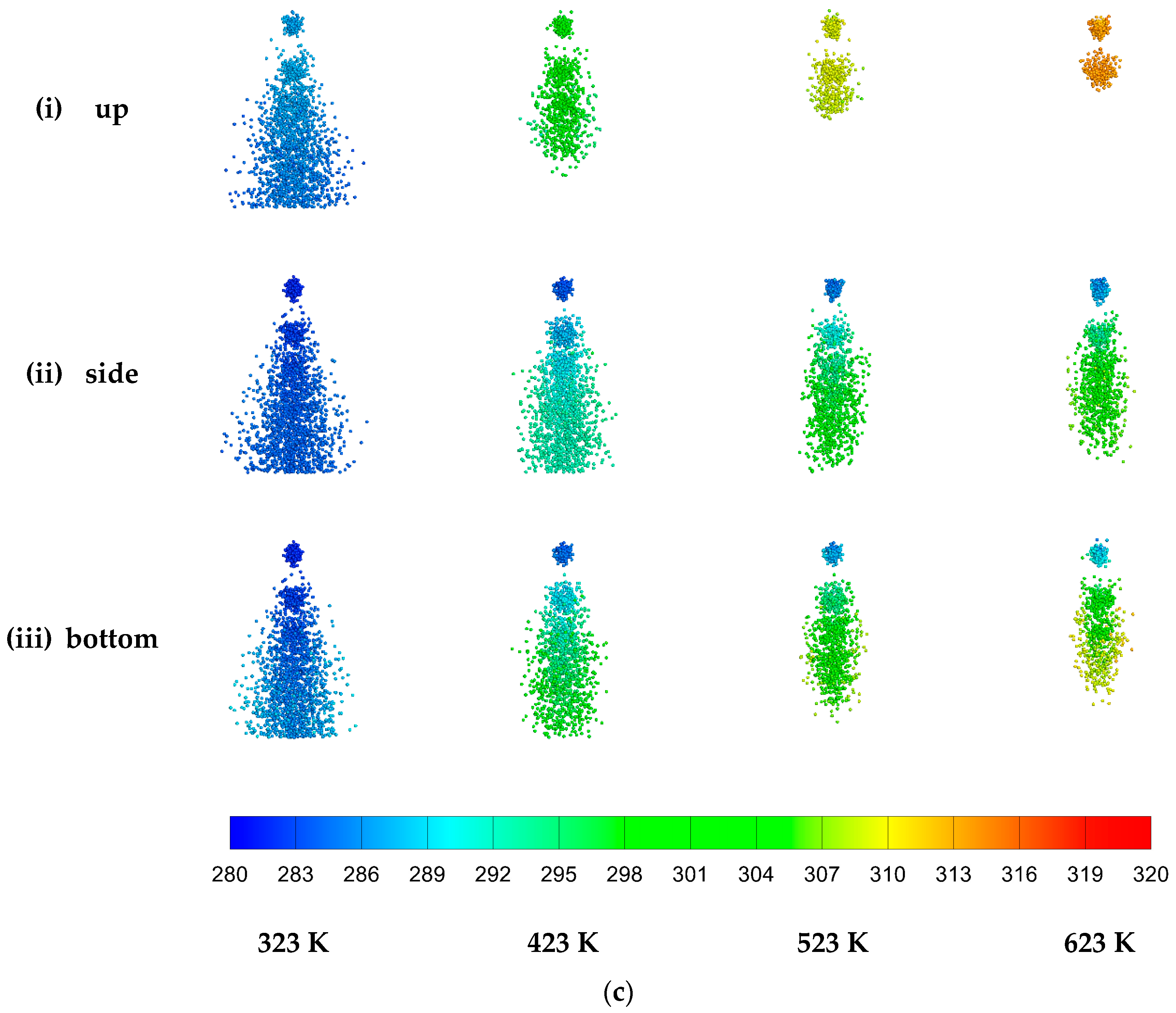
Although these studies show that direct spray coating can effectively obtain a relatively uniform deposition layer, most of the current research is still in the stage of the laboratory with lots of experiments. The uniformity is influenced by various factors, and it is difficult to carry out many experimental trials completely. Therefore, it is very necessary to conduct simulation studies to guide practical applications with more complete data. For this purpose, the computational fluid dynamics (CFD) method is used to simulate the spray process. At first, the effects of four factors on the uniformity are studied separately, including the initial angle, the total ink flow rate, the transporting gas velocity and the distance from the nozzle to the substrate. These factors are hereinafter referred to as initial angle, flow rate, gas velocity and substrate distance for convenience in the following study. The mathematical evaluation indexes have also been proposed to evaluate the uniformity numerically. Then the orthogonal test analysis is performed to obtain the optimal combination. Finally, based on the optimal parameter combination, the spray deposition uniformity is further improved by evaporating the ink droplets by different heating surfaces with various temperatures.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}